
1.10 Расчёт количества рабочих мест (постов)
Количество рабочих мест на участке определяется по формуле:
Х рм =т/а *Фрм (1.15)
где Ф рм — годовой фонд времени рабочего места, принимаем
Ф рм =1691ч
a- коэффициент использования рабочего времени
Т- трудоемкость работ, выполняемых на данном участке, Т=3548 чел*ч;
- Принимаем количество рабочих мест на сварочном участке Х=2.
1.11 Расчёт и подбор необходимого оборудования участка
Необходимое количество оборудования рассчитывается по формуле:
где Т 0 -трудоемкость работ в год по данной группе оборудования;
Д рг — число рабочих дней в году;
Т с — продолжительность рабочей смены;
- С- число рабочих смен на данном оборудовании;
- Р- число рабочих, одновременно работающих на данном оборудовании;
h об — коэффициент использования оборудования по времени,
принимаем h об =0,75
Рассчитываем необходимое количество сварочных трансформаторов:
Т О = Т св тр *Сэлсв (1.17)
где С эл.св. — доля работ участка, приходящаяся на электросварочные работы от общего объема участка, Сэл.св.. =0,60
Т 0 =0,6*3548=2128 чел*ч.
Количество сварочных трансформаторов:
Принимаем для выполнения электросварочных работ сварочный трансформатор. Остальное оборудование подбираем по технологической необходимости с учетом выполняемых работ по назначению участка, ориентируясь на типовые проекты рабочих мест в автотранспортных предприятиях, разработанных научно-исследовательским институтом автомобильного транспорта и сводим в таблицу.
Таблица 6 — Оборудование участка
1.12 Расчет площади участка
Площадь сварочного участка определяется по формуле:
F=f a *Rп , (1.18)
где f a -площадь, занимаемая оборудованием в плане,
R п — коэффициент, плотности оборудования, для сварочного участка Rп =3,5
F=30,5*3,5=106,75 м 2 .
С учетом требований СНиП принимаем ширину участка 9 м, длину 12 м. Тогда фактическая площадь F=9*12=108 м 2 .
1.13 Охрана труда и окружающей среды
Технология и оборудование сварочных работ
... подъемному крану или другому грузоподъемному оборудованию и поднимается на высоту ... дни считается кислородно-конвертерный способ производства стали. В то же ... связи с этим приходится в сварочную проволоку вводить раскислители (такие, ... в изложницы, она содержит значительное количество растворенных газов. Спокойная сталь - ... число марок сталей, различающихся по структуре, химическому составу, механическим ...
Проблема охраны окружающей среды и рационального использования природных ресурсов является одной из наиболее актуальных среди глобальных проблем человечества.
Определенную долю в загрязнении окружающей среды вносят АТП, особенно эксплуатируемые ими автомобили. На долю автомобильного транспорта в нашей стране приходится около 13% общего выброса загрязняющих веществ в атмосферу, а в отдельных городах до 60%.
В состав отработавших газов автомобилей входят такие вредные вещества как окись углерода, окислы азота, различные углеводороды, сернистый газ, соединения свинца, сажи.
Только один грузовой автомобиль с карбюраторным двигателем выбрасывает в атмосферу за один год эксплуатации до 8 т окиси углерода, а при неисправностях автомобиля объем выбросов значительно увеличивается. Поэтому качественное выполнение работ по ремонту и регулировке приборов системы питания автомобиля позволит уменьшить эти выбросы.
Использованные обтирочные материалы должны собираться в металлические урны и ежедневно убираться в специально установленные места, где они будут централизованно подвергаться утилизации.
Вокруг предприятия должна быть санитарная зона шириной не менее 50 м. Эту зону следует озеленять и благоустраивать. Зеленые насаждения обогащают воздух кислородом, поглощают углекислый газ, шум, очищают воздух от пыли и регулируют микроклимат.
В целях поддержания чистоты атмосферного воздуха в пределах норм на АТП необходимо предусмотреть предварительную очистку вентиляционных выбросов с их последующем рассеиванием в атмосфере.
Запроектированные мероприятия по технике безопасности и противопожарной технике, по производственной санитарии, технической эстетике
Для обеспечения безопасности и безвредности работ, снижения трудоемкости, повышения производительности и качества ремонта агрегатов, работы следует проводить на специально оборудованных рабочих местах, оснащенных необходимыми устройствами, приборами, приспособлениями и инвентарем. При установке автомобиля на напольный пост его затормаживают стояночным тормозом. Рычаг коробки передач устанавливают в положение, соответствующее низкой передаче. На автомобилях с бензиновыми двигателями выключают зажигание, а с дизельными двигателями — перекрывают подачу топлива. Под колеса автомобиля устанавливают не менее двух противооткатных упоров. При ремонте автомобилей на подъемнике на механизм управления подъемником вывешивают предупредительный плакат. Автомобиль на подъемнике должен быть установлен без перекосов. При сварочных работах основную опасность представляет видимое и инфракрасное излучение, повышенная температура, расплавленный металл и вредные выделения( газы, пыль).
Кроме того, при электросварочных работах опасность представляет электрический ток и ультрафиолетовое излучение, а при газосварочных- взрывчатость смесей ацетилена с кислородом и воздухом, ацетиленовых и кислородных баллонов. К сварочным работам допускают лиц не моложе 18 лет, прошедших специальное техническое обучение, инструктаж и проверку знаний и имеющих соответствующее квалификационное удостоверение.
При электросварочных работах необходимо выполнять следующие основные правила:
- При прокладке проводов и при каждом их перемещении нужно принимать меры против повреждения изоляции;
- Сварочный стол должен быть заземлен;
- При электросварочных работах на автомобиле необходимо перед началом работы заземлить раму автомобиля, закрыть топливный бак листом железа или асбеста, предохранив его тем самым от поподания искр;
- Сварку на высоте 1,5 м и более следует производить со специальных подмостей или лесов;
При газосварочных работах необходимо соблюдать следующие основные правила:
Устройство и принцип работы автомобиля ЗиЛ
... основном и применяются на современных автомобилях. Рассмотрим двигатель ЗиЛ-130: Двигатель состоит из механизм и систем обеспечивающих его работу: кривошитно-шатунный механизм, газораспределительный механизм, ... них (ЗИЛ-130) используются главным образом на дорогах. повышенной проходимости — ГАЗ-66 и ЗИЛ-131 — могут двигаться по дорогам и участкам местности вне дорог. Автомобили высокой проходимости ...
- Продуть перед присоединением к горелке рабочими газами шланги;
- Проверить герметичность присоединения редуктора к вентилю и самого редуктора с помощью мыльной воды;
- При пользовании газосварочной аппаратурой необходимо применять меры, исключающие возможность соприкосновения кислорода с малом и жирами, так как это может привести к взрыву.
Производить сварку и резку следует не ближе 5 м от ацетиленовых и кислородных баллонов. В целях пожарной безопасности на сварочном участке имеется противопожарный щит с необходимым инвентарем, на рабочем месте должны быть средства пожаротушения.
Все рабочие места должны содержаться в чистоте, не загромождаться деталями, оборудованием, инструментом, приспособлениями, материалами.
В целях обеспечения противопожарной защиты на участке необходимо иметь два огнетушителя ОХП-10 или ОВП-10 и два огнетушителя ОП-5 и ящик с песком, вместимостью не менее 0,5 м 3 . Песок должен быть сухой, без комков. Ящик для хранения песка окрашивают в красный цвет и делают на них надпись «Песок на случай пожара». Ящик должен плотно закрываться крышкой .Песок в ящике надо регулярно осматривать и при необходимости просушивать и просеивать. Кроме того необходимо иметь два лома, два топора, две лопаты, два пожарных ведра, размещенные на пожарном щите. Щит окрашивают в белый цвет с красной полосой по периметру. Все средства пожаротушения окрашивают в красный цвет. Использование их в других целях запрещается.
Для обеспечения нормальных санитарно-гигиенических условий труда участок должен иметь надлежащее отопление, освещение и вентиляцию.
Для освещения производственных участков в АТП используются комбинированное рабочее освещение, когда к общему добавляется местное, так как при использовании только общего освещения значительно увеличиваются энергетические и материальные затраты. Применение только местного освещения запрещается.
Выполним расчет искусственного общего освещения
Число ламп для освещения участка определяем по удельной световой мощности. Общая световая мощность определяется по формуле
S=F*S 0, (1.19)
где S 0 — удельная световая мощность, для сварочного участка S0 =9Вт/м2
F — площадь пола помещения
S=108*9=972 Вт
Число ламп для освещения участка определяется по формуле:
n=S/S Л, (1.20)
S Л -мощность одной лампы
n=972/40=24,3
Для освещения участка устанавливаем 8 светильников люминесцентного освещения с двумя лампами по 40 Вт в каждой.
Расчет отопления
Определяем часовой расход тепла, необходимый для отопления помещения по формуле:
Q м =Vн ( q0 + qв ) (tв –tм ) ккал/ч. (1.21)
Сварочные работы введение сварочные работы
... каменных работ рабочие находятся на разных уровнях: на дне котлованов и траншей, на поверхности земли, на подмостях и лесах. Основными причинами травматизма при выполнении каменной кладки в ... только для возведения конструкций внутри здания, в помещениях с нормальным тепловлажностным режимом. Кладка из ... стен включает участок возводимой стены и часть примыкающей к ней площади, в пределах которой ...
где V н — объем помещения по наружному обмеру,
V н =8,5*12,5*5,4=596,6 м3
q 0; qв — удельный расход тепла при разности внутренней и наружной температуры в 10 С;
q 0 =0,45…0,50 ккал/ч*м3 *0 С qв =0,15…0,25 ккал/ч*м3 *0 С
t в — внутренняя температура помещения, для карбюраторного участка по санитарным нормам tв =160 С.
t м — минимальная наружная температура, для умеренного климатического района принимается по средней температуре за январь месяц, tм = -250 С.
Q м =596,6*(0,5+0,2)*(16-(-25))=17125 ккал/ч.
Количество нагревательных приборов определяем по формуле
n=F н /F1 , (1.22)
где F н –площадь нагревательных приборов, м2 ;
F 1 — поверхность нагрева одного нагревательного прибора, для ребристых труб F1 =4 м2 .
F н = Qм /Кп (tср — tв ), (1.23)
где К п — коэффициент теплопередачи, Кп =7,4;
t ср — средняя температура воды в системе, tср =800 С.
F н =17125/7,4*(80-16)=36,2 м2
Количество нагревательных приборов
n=36,2/4=9,1
принимаем для отопления агрегатного участка 9 ребристых труб.
Расчет искусственной вентиляции
Вытяжная вентиляция при дуговой сварке должна удалять 1,0—1,5 м 3 /с воздуха на 1 кг расходуемых электродов. При газовой сварке количество удаляемого воздуха должно составлять 25—0,5 м3 /с на 1 м3 расходуемого ацетилена. Воздух в рабочую зону должен поступать с малыми скоростями выхода, а его объем — компенсировать объем удаляемого воздуха.
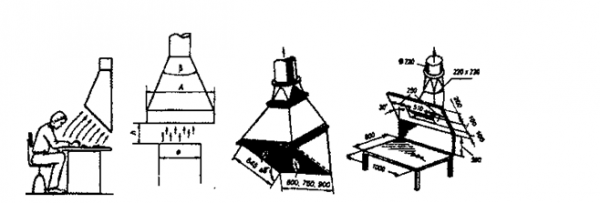
в — вытяжная панель; г — боковой отсос.
Рисунок 1- Схемы вытяжной вентиляции
Помещения сварочных участков изолируют от других производственных и вспомогательных помещений. Полы на сварочных участках делают из огнестойких и малотеплопроводных материалов, нескользкими и ровными. В случае нахождения ближе 5 м от сварочных постов деревянных перегородок их поверхность штукатурят, а дверь, открываемую только наружу, обивают несгораемым материалом.
Одной из важнейших задач в технической эстетике является цветовая отделка помещения. Рациональное решение способствует улучшению зрительного комфорта, повышению общего тонуса рабочих, сокращению времени для обзора предметов и выявлению опасных мест и частей оборудования.
Проектируя цветовую отделку интерьера производственных участков следует иметь, что при одинаковых условиях освещения на восприятие размеров и пропорций помещения влияют соотношения цветовых характеристик основных поверхностей интерьера. Пространство воспринимается большим, если основные поверхности отделаны светлыми материалами. Сокращению высоты и удлинению помещения способствует членение поверхностей стен цветом.
Издержки производства и себестоимость продукции (2)
... затратами [6]. Объект исследования в данной курсовой работе - ОАО «АК «Корвет», промышленное предприятие, занимающееся производством и реализацией нефтегазового оборудования. Основной целью курсовой работы является систематизация знаний по теме «Издержки производства и себестоимость продукции», ...
При окраске оборудования рекомендуемыми цветами являются серый, зеленый, кремовый, коричневый, желтовато-белый. Стеллажи, тумбочки, шкафы должны гармонировать с цветом помещения.
Для поверхности конструкции, приспособлений и оборудования, которые могут служить источником опасности для работающих, для поверхности ограждений и других защитных устройств следует применять сигнальные цвета: красный или желтый, не представляющие опасность — зеленый или синий. Основное смысловое значение зеленого цвета – предписание, безопасность, синего — указание, информация.
1.14 Организация работы участка
Организация работ производственного подразделения имеет важное значение. От умелой и рациональной организации зависит качество ремонта, производительность труда рабочих, культура производства.
Для выполнения сварочных работ организуем пост электросварочных работ, на который может заехать автомобиль для выполнения сварочных работ с боков и сверху автомобиля. При необходимости сварки деталей требующих снятия с автомобиля имеется стол сварочных работ с встроенной вытяжной вентиляцией. Детали, снятые с автомобилей, требующие сварочных работ поступают на стеллаж для деталей, потом они по мере необходимости поступают на стол сварочных работ аргонно-дуговой сварки или сварки в среде углекислого газа поступают на стол, где выполняются соответствующие сварочные работы. После ремонта детали укладываются снова на стеллаж или устанавливаются на автомобиль.
Для защиты от ультрафиолетовых излучений пост для сварки снятых узлов и деталей расположен в отдельном помещении. Для хранения инструментов имеется шкаф, а материалов — стеллаж.
Для сварки деталей из алюминиевого сплава используется стол газосварочных работ рядом с которым расположена установка для аргонно-дуговой сварки.
Для сварки деталей из тонколистового металла используется полуавтоматическая установка для сварки в среде углекислого газа которую можно перемещать по территории участка.
В настоящее время на предприятиях структуры ПАО «Татнефть» широко применяется организация деятельности сотрудников по системе «5S» — бережливое производство. Бережливое производство предполагает вовлечение в процесс оптимизации бизнеса каждого сотрудника и максимальную ориентацию на потребителя. Целями бережливого производства являются: сокращение трудозатрат, сокращение сроков разработки новой продукции, сокращение сроков создания продукции, сокращение производственных и складских площадей, гарантия поставки продукции заказчику, максимальное качество при минимальной стоимости.
С точки зрения конечного потребителя, услуга приобретает действительную ценность только в то время, когда происходит непосредственная обработка, изготовление технологических элементов. Всё, что не добавляет ценности для потребителя, с точки зрения бережливого производства, классифицируется как потери, и должно быть устранено.Основные принципы — определить ценность конкретного продукта. Определить поток создания ценности для этого продукта.
Аудит затрат на производство и калькулирование себестоимости ...
... курсовой работы является продукция ООО «Лысковский электротехнический завод» (далее ООО «ЛЭТЗ») для автомобильной техники. Предмет исследования – аудит себестоимости продукции и достоверности отражения затрат на производство этой продукции ... (косвенных) расходов; проверка правильности формирования себестоимости продукции (работ, услуг) по объектам калькулирования затрат; оценка обоснованности ...
Обеспечить непрерывное течение потока создания ценности продукта. Позволить потребителю вытягивать продукт. Стремиться к совершенству. Пять основных принципов бережливого производства:
1.Ценность — что Заказчик покупает на самом деле
2.Цепочка Создания Ценности — как создается ценность
3.Поток — улучшение цепочки создания ценности
4.Вытягивание — управление потоком только на основании реальных потребностей
5.Совершенствование — постоянный нескончаемый процесс улучшения
Другие принципы сопутствующие бережливому производству:
- превосходное качество (сдача с первого предъявления, система ноль дефектов, обнаружение и решение проблем у истоков их возникновения);
- гибкость;
- установление долговременных отношений с заказчиком (путем деления рисков, затрат и информации);
- самоорганизация, эволюция, адаптация
Алгоритм внедрения бережливого производства (LEAN).
Найти проводника перемен — нужен ЛИДЕР, способный взять на себя ответственность; Получить необходимые знания по системе LEAN (знания должны быть получены из надежного источника); Найти или создать кризис (хорошим мотивом внедрения LEAN служит кизис в организации); Составить карту всего потока создания ценности для каждого семейства продуктов; Как можно быстрей начинать работу по основным направлениям (информация о результатах должна быть доступна персоналу организации); Стремиться немедленно получить результат; Осуществлять непрерывные улучшения по системе Кайдзен (переходить от процессов создания ценностей в цехах к административным процессам).
Типичные ошибки при внедрении бережливого производства:
Установлено семь видов основных ошибок:
1.Непонимание роли руководства при внедрении системы LEAN
2.Построение «Системы», не обладающей необходимой гибкостью
3.Начало внедрения не с «основ»
4.Изменяются рабочие места, но не меняются привычки
5.Все измерять (собирать данные), но ни на что не реагировать. Паралитический анализ» (бесконечный анализ ситуации, вместо непрерывных улучшений)
6.Обходиться без поддержки
Установлено семь видов основных ошибок управления бережливым производством:
1.Непонимание роли руководства при внедрении системы LEAN
2.Построение «Системы», не обладающей необходимой гибкостью
3.Начало внедрения не с «основ»
4.Изменяются рабочие места, но не меняются привычки
5.Все измерять (собирать данные), но ни на что не реагировать
6.«Паралитический анализ» (бесконечный анализ ситуации, вместо непрерывных улучшений)
7.Обходиться без поддержки
Бережливое производство невозможно без бережливой культуры. Главное в Lean культуре — человеческий фактор, коллективная работа. Существенную поддержку этому оказывает эмоциональный интеллект (EQ) сотрудников. Lean культуре соответствует и определенная корпоративная культура. Кайдзен – это настоящая философия: философия постоянного, неторопливого совершенствования всех процессов; работать стоит только с реальными фактами; сбор и анализ точных данных плюс совершенствование процессов – это и есть концепция Кайдзен. К концепции кайдзен относят большую часть известных японских техник менеджмента: «поставки-точно-в-срок»; канбан; всеобщий контроль качества, контроль качества в масштабе всей компании; систему ноль дефектов; систему подачи предложений и многое другое. В системе Кайдзен каждый сотрудник является равноправным партнером компании. Суть «Поставки-точно-в-срок»: — продукция должна быть поставлена потребителю в идеальном варианте. Без дефектов, на каждом предыдущем этапе.
Качество и конкурентоспособность продукции
... и содержании рассмотренных показателей по восьми признакам классификации. Данная градация помогает производителю наладить такую систему производства продукции, которая обеспечивала бы высокое качество выпускаемой продукции по всем показателям. Образно говоря, показатели качества продукции ...
Система КАНБАН:(CANBAN, тянущая система, pullsystem) — наиболее распространенная разновидность системы «точно в срок») — система, обеспечивающая организацию непрерывного материального потока при отсутствии запасов: производственные запасы подаются небольшими партиями непосредственно в нужные точки производственного процесса, минуя склад, а готовая продукция сразу отгружается покупателям.Система КАНБАН: Размеры производства на данном участке определяются потребностями следующего производственного участка. Стремление к снижению запасов – метод выявления и решения производственных проблем.
Накопление запасов и завышенные объемы производства скрывают: частые поломки и остановки оборудования, производственный брак.
Основные требования системы CANBAN: «ноль запасов»;»ноль дефектов».
Система CANBAN невозможна без внедрения комплексной системы управления качеством. Важными элементами системы CANBAN являются: информационная система, включающая не только карточки, но и производственные, транспортные и снабженческие графики, технологические карты; система регулирования потребности и профессиональной ротации кадров; система всеобщего и выборочного контроля качества продукции; система выравнивания производства.
Основные преимущества системы CANBAN:
- короткий производственный цикл, высокая оборачиваемость активов, в том числе запасов;
- отсутствуют или чрезвычайно низки издержки хранения производственных и товарных запасов;
- высокое качество продукции на всех стадиях производственного процесса.
Основные недостатки системы «точно в срок»:
- сложность обеспечения высокой согласованности между стадиями производства продукции;
- значительный риск срыва производства и реализации продукции.
Системы «канбан» и «точно вовремя» — два метода управления производством и запасами — помогают найти лучшие способы повышения производительности процесса и качества продукции.
Четырнадцать принципов Уильям Эдвардса Деминга — Постоянство цели — улучшение продукции и обслуживания.
Новая философия для нового экономического периода путем познания менеджерами своих обязанностей и принятия на себя лидерства на пути к переменам. Далее, обращаясь к менеджерам, д-р Деминг призывает:
- Покончите с зависимостью от массового контроля в достижении качества; исключите необходимость в массовом контроле, сделав качество неотъемлемым свойством продукции, «встроив» качество в продукцию.
- Покончите с практикой закупок по самой дешевой цене; вместо этого следует минимизировать общие затраты и стремиться к выбору определенного поставщика для каждого продукта, необходимого в производстве.
- Улучшайте каждый процесс для улучшения качества, повышения производительности и уменьшения затрат.
- Введите в практику подготовку и переподготовку кадров.
- Учредите «лидерство»;
- процесс руководства сотрудниками должен помогать им лучше делать свою работу;
- необходимо тщательно рассмотреть систему управления персоналом.
- Изгоняйте страхи, чтобы все могли эффективно работать для предприятия.
- Разрушайте барьеры между подразделениями;
- исследования, проектирование, производство и реализация должны быть объединены, чтобы предвидеть проблемы производства и эксплуатации.
- Откажитесь от пустых лозунгов, призывов для производственного персонала, таких, как «ноль дефектов» или новые задания по производительности. Такие призывы бессмысленны, так как подавляющее большинство проблем возникает в системе и находится вне возможностей работников. Устраните произвольно установленные задания и количественные нормы. Дайте работникам возможность гордиться своим трудом;
- устраните барьеры, которые обкрадывают рабочих и руководителей, лишая их возможности гордиться своим трудом. Поощряйте стремление к образованию и совершенствованию. Необходима приверженность делу повышения качества и действенность высшего руководства. Условия мешающие реализации внедрения системы качества: отсутствие постоянства целей;
- погоня за сиюминутной выгодой;
- системы аттестации и ранжирования персонала;
- постоянная ротация кадров управляющих;
- План действий при внедрении системы качества: руководство, опираясь на все 14 принципов, борется со «смертельными болезнями» и препятствиями, согласовывает понятия и направления планов;
- руководство собирается с духом и внутренне настраивается на движение в новом направлении;
- руководство объясняет сотрудникам компании, почему перемены необходимы;
- вся деятельность компании разбивается на этапы, при этом каждый последующий этап является как бы заказчиком предыдущего.
Постоянное улучшение методов работы должно осуществляться на каждом этапе, и каждый этап должен работать в направлении качества; как можно быстрее строится организационная структура, которая будет работать на постоянное улучшение качества. Для строительства системы качества — требуется участие знающих специалистов.
Сертификация систем качества и производства
... аудита организация, прошедшая сертификацию системы качества , получает сертификат системы качества. При этом эксперт не рассматривал отдельную продукцию. Объектом аудита стал персонал организации, производство, технология производства, оборудование и многие другие составляющие. Сертификация систем качества проводится в том ...
Девять видов потерь основных потерь при внедрении бережливого производства, необходимо видеть эти потери и избавляться от них: травмы – причинение вреда здоровью людей; транспортировки – перемещения вещей; склады – вещи, ожидающие своего часа; перемещения – излишние перемещения людей; время ожидания – ожидание чего-либо; перепроизводство – слишком много продукции; излишняя обработка – делание того, что не добавляет ценности; брак – «неправильные» вещи, требующие доработки; недостаточно полное использование интеллекта и таланта людей.
Система 5 “S” — сортировка — избавление от ненужного; упрощение — приведение в порядок, организация по соответствию; сметание — содержание в чистоте, обеспечение возможности видеть и решать проблемы; стандартизация — кто, что и когда делает для обеспечения работоспособности процесса; стабилизация — самодисциплина и поддержание в порядке.
Затраты в строительстве
... рынка в новых строительных технологиях, технологическом оборудовании и материалах. В этой связи представляется интересными и теоретический, и практический аспекты проведения анализа затрат организации строительной отрасли. Целью дипломной работы является ...
1.15 Расчёт численности рабочих участка
Численность производственных рабочих определяется по формуле:
P=T/Ф н (1.24)
где Т- годовой объем работ участка,
Т= Т м =3548 чел*ч;
Ф н — годовой фонд времени штатного рабочего, Фн =1691 ч
P=3548/1691=2.1 ЧЕЛ.
Принимаем для работы на участке Р=2 сварщика, одного сварщика пятого разряда с часовой тарифной ставкой 93,8 руб, и второго сварщика четвертого разряда с часовой тарифной ставкой 89,9 руб.
1.16 Расчёт сметы расходов
Средняя часовая тарифная ставка сварщика:
С чср= (Сч5 *N5 +Сч4 *N4 )/(N5 +N4 ) (1.25)
С чср= = (93,8*1+89,9*1)/(1+1)=91,85 руб.;
Часовая тарифная ставка сварщика:
С ч= 91,85 руб.;
Заработная плата по тарифным ставкам:
З т =Т*Сч ; (1.26)
З т =91,85*3548=325883 руб.
Премия за качественное выполнение назначается в размере 20…80% от тарифной ставки:
П р =0,35*Зт ; (1.27)
П р =0,35*325883=114059 руб.
Основная заработная плата:
З осн =Зт +Пр ; (1.28)
З осн =325883+114059 =439942 руб.
Дополнительная заработная плата принимается 12,5% от суммы заработной платы по тарифу:
З д =0,125*Зосн ; (1.29)
З д =0,125*439942=54993 руб.
Общая заработная плата:
З общ =Зосн + З д ; (1.30)
З общ =439942+54993=494935 руб.
Отчисления на социальное страхование принимаются в размере 30,2 % от суммы общей заработной платы:
О сс =0,302*Зобщ ; (1.31)
О сс =0,302*494935 =149470 руб.
Годовой фонд зарплаты
З г = Зобщ + Осс ,
З г =494935 +149470 = 644405 руб.
Затраты на запасные части и материалы:
где Н з м /ч.м -норма затрат на запасные части и материалы на 1000 км пробега автомобиля, приходящиеся на сварочной участок;
- Накладные расходы принимаются при укрупненных расчетах в процентах (70…120%) от суммы общей заработной платы.
Н р =0,8*Зобщ + О сс (1.33)
Н р =0,8*(494935+149470)=515524 руб.
Итого эксплуатационных затрат:
∑З= З г + Нр + Зз м /ч.м
∑З = 644405 + 515524+ 143072 = 1303001 руб.
Для организации технологического процесса на сварочном, участке в ООО «АУТТ» необходимо приобрести следующее оборудование:
Таблица 6 — Затраты на оборудование
Сумма капиталовложений на организацию технологического процесса сварочного участка определяется по формуле:
К=С об +Стр +Смон , (1.34)
где С об — стоимость приобретенного оборудования;
С тр — затраты на транспортировку оборудования;
С мон — затраты на монтаж оборудования;
Стоимость транспортировки оборудования 6…10% от его стоимости:
С тр =0,10*Соб ; (1.35)
С тр =0,10*186500=18650 руб.
Стоимость монтажа оборудования принимают 5…15% от его стоимости:
С монт =0,15*Соб ; (1.36)
С монт =0,15*186500=27975 руб.
Всего капиталовложений на организацию участка по ремонту двигателей автомобилей:
К=186500+18650+27975=233125 руб.
Приведение капитальных вложений к эксплуатационным затратам:
К п =Ен *К, (1.37)
где Е н — нормативный коэффициент капиталовложений, на автомобильном транспорте принимается Ен=0,15.
К п =0,15*233125=34969 руб.