
Электрохимические и электрофизические технологии в настоящее время применяют на всех этапах изготовления деталей, начиная от получения заготовок и заканчивая их отделочной обработкой. Используя эти технологии, решают уникальные технологические задачи, обеспечивающие заданное удаление, перемещение или приращение (большого или малого) объема материала заготовки.
Широкое использование в машиностроении материалов с особыми физико-механическими характеристиками, обуславливающими их плохую обрабатываемость традиционными методами резания; создание деталей со сложными формами, повышенными требованиями к качеству поверхностного слоя и точности изготовления; необходимость снижения себестоимости обработки и повышения производительности труда – все это привело к появлению и распространению в производстве электрохимических и электрофизических методов обработки.
В конце 18 века английским ученым Дж. Пристли было описано явление эрозии металлов под действием электрического тока. Было замечено, что при разрыве электрической цепи в месте разрыва возникает искра или более продолжительная электрическая дуга. Причем искра или дуга оказывает сильное разрушительное воздействие на контакты разрываемой цепи, называемое эрозией. Электрической эрозии подвержены контакты реле, выключателей, рубильников и других подобных устройств. Много исследований было посвящено устранению или хотя бы уменьшению такого разрушения контактов.
Датой рождения электроэрозионной обработки материалов (ЭЭО) считается 1943 год, от которого отсчитывается приоритет изобретения наших соотечественников Б.Р. Лазаренко и Н.И. Лазаренко. Поместив электроды в жидкий диэлектрик и размыкая электрическую цепь, ученые заметили, что жидкость мутнела уже после первых разрядов между контактами. Они установили, что это происходит из-за того, что в жидкости появляются мельчайшие металлические шарики, которые возникают вследствие электрической эрозии электродов. Ученые решили усилить эффект разрушения и попробовали применить электрические разряды для равномерного удаления металла. С этой целью они поместили электроды (инструмент и заготовку) в жидкий диэлектрик, который охлаждал расплавленные частицы металла и не позволял им оседать на противолежащий электрод. В качестве генератора импульсов использовалась батарея конденсаторов, заряжаемых от источника постоянного тока; время зарядки конденсаторов регулировали реостатом. Так появилась первая в мире электроэрозионная установка. Электрод-инструмент перемещали к заготовке. По мере их сближения возрастала напряженность поля в межэлектродном промежутке (МЭП).
Электрические методы обработки
... электрическую эрозию, в настоящее время используют определения электроискровой режим ЭЭО и электроимпульсный режим ЭЭО. Общее описание процесса электроэрозионной обработки. Удаление металла с заготовки происходит в среде диэлектрика ... Войны работали советские ученые Б.Р.Лазаренко и Н.И.Лазаренко. Поместив электроды в жидкий диэлектрик и размыкая электрическую цепь, ученые заметили, что жидкость ...
При достижении определенной напряженности поля на участке с минимальным расстоянием между поверхностями электродов, измеряемым по перпендикуляру к обрабатываемой поверхности и называемым минимальным межэлектродным зазором, возникал электрический разряд, под действием которого происходило разрушение участка заготовки. Продукты обработки попадали в диэлектрическую жидкость, где охлаждались, не достигая электрода-инструмента, и затем осаждались на дно ванны. Через некоторое время электрод-инструмент прошил пластину, причем контур отверстия точно соответствовал профилю инструмента. Так, явление, считавшееся вредным, было применено для размерной обработки материалов.
Изобретение электроэрозионной обработки (ЭЭО) имело выдающееся значение. К традиционным способам формообразования (резанию, литью, обработки давлением) прибавился совершенно новый, в котором непосредственно использовались электрические процессы.
Первоначально для осуществления электроэрозионной обработки применялись исключительно искровые разряды, создаваемые конденсатором в так называемом RC-генераторе. Поэтому новый процесс в то время называли электроискровой обработкой.
В 1948 году М.М. Писаревским на основе использования импульсов дугового разряда была предложена электроимпульсная обработка. Этот метод стал внедряться в промышленность в начале 50-х годов.
В последующие годы эволюция динамично продолжалась: 1967 год — разработка малоизнашиваемых электродов-инструментов, 1975 год — внедрение систем ЧПУ и адаптивного управления, 1979 год — использование планетарных головок и получение зеркальных поверхностей, 1987 год — достижение сверхмалого износа инструмента. Погрешность обработки деталей на электроэрозионных станках снизилась с ±30 до ±5 мкм , а ежегодный выпуск станков вырос в 8-10 раз.
История развития электроэрозионного метода обработки материалов является не только яркой иллюстрацией завоевания мирового технологического пространства наукоемкими технологиями, но и подчеркивает государственную важность обладания такими технологиями и их дальнейшего развития.
Электроэрозионная обработка основана на вырывании частиц материала с поверхности импульсом электрического разряда. Если задано напряжение (расстояние) между электродами, погруженными в жидкий диэлектрик, то при их сближении (увеличении напряжения) происходит пробой диэлектрика — возникает электрический разряд, в канале которого образуется плазма с высокой температурой.
Так как длительность используемых в данном методе обработки электрических импульсов не превышает 10 —2 сек, выделяющееся тепло не успевает распространиться в глубь материала и даже незначительной энергии оказывается достаточно, чтобы разогреть, расплавить и испарить небольшое количество вещества. Кроме того, давление, развиваемое частицами плазмы при ударе об электрод, способствует выбросу (эрозии) не только расплавленного, но и просто разогретого вещества. Поскольку электрический пробой, как правило, происходит по кратчайшему пути, то прежде всего разрушаются наиболее близко расположенные участки электродов. Таким образом, при приближении одного электрода заданной формы (инструмента) к другому (заготовке) поверхность последнего примет форму поверхности первого (рис. 1).
Методы обработки металла
... подобных, «необрабатываемых традиционными способами», материалов. Для решения проблемы обработки сверхтвердых и хрупких материалов разработаны и внедрены в практику специальные способы обработки: алмазосодержащим вращающимся инструментом, электрохимический, электроэрозионный, электронно-лучевой, ультразвуковой. Все ...
Производительность процесса, качество получаемой поверхности в основном определяются параметрами электрических импульсов — их длительностью, частотой следования, энергией в импульсе. Электроэрозионный метод обработки объединил электроискровой и электроимпульсный методы.
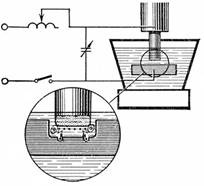
Рисунок 1. Электроэрозионный метод обработки (схема)
Электроэрозионные методы особенно эффективны при обработке твёрдых материалов и сложных фасонных изделий. При обработке твёрдых материалов механическими способами большое значение приобретает износ инструмента. Преимущество электроэрозионных методов, как и вообще всех электрофизических и электрохимических методы обработки, состоит в том, что для изготовления инструмента используются более дешёвые, легко обрабатываемые материалы. Часто при этом износ инструментов незначителен.
Например, при изготовлении некоторых типов штампов механическими способами более 50% технологической стоимости обработки составляет стоимость используемого инструмента. При обработке этих же штампов электроэрозионными методами стоимость инструмента не превышает 3,5%. Условно технологические приёмы электроэрозионной обработки можно разделить на прошивание и копирование. Прошиванием удаётся получать отверстия диаметром менее 0,3 мм,что невозможно сделать механическими методами. В этом случае инструментом служит тонкая проволочка. Этот приём на 20—70% сократил затраты на изготовление отверстий в фильерах, в том числе алмазных. Более того, электроэрозионные методы позволяют изготовлять спиральные отверстия. При копировании получила распространение обработка ленточным электродом (рис. 2).
Лента, перематываясь с катушки на катушку, огибает копир, повторяющий форму зуба. На грубых режимах лента «прорезает» заготовку на требуемую глубину, после чего вращением заготовки щель расширяется на нужную ширину. Более распространена обработка проволочным электродом, то есть лента заменяется проволокой. Этим способом, например, можно получать из единого куска материала одновременно пуансон и матрицу штампа, причём их соответствие практически идеально.
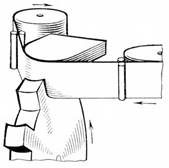
Рисунок 2. Обработка пазов ленточным электродом (схема)
Первый в мире советский электроэрозионный станок был предназначен для удаления, застрявшего в детали сломанного инструмента. С тех пор в нашей стране и за рубежом выпущено большое число разнообразных по назначению, производительности и конструкции электроэрозионных станков. По назначению различают станки универсальные, специализированные и специальные, по требуемой точности обработки — общего назначения, повышенной точности, прецизионные. Общими для всех электроэрозионных станков узлами являются устройство для крепления и перемещения инструмента (заготовки), гидросистема, устройство для автоматического регулирования межэлектродного промежутка (между заготовкой и инструментом).
Генераторы искровых или дуговых импульсов изготовляются, как правило, отдельно и могут работать с различными станками. Основные отличия устройств для перемещения инструмента (заготовки) в электроэрозионных станках от таковых в металлорежущих станках — отсутствие значительных силовых нагрузок и наличие электрической изоляции между электродами. Гидросистема состоит из ванны с рабочей жидкостью, гидронасоса для прокачивания жидкости через межэлектродный промежуток и фильтров для очистки жидкости, поступающей в насос, от продуктов эрозии.
Разрушение поверхностных слоев материала под влиянием внешнего воздействия электрических разрядов называется электрической эрозией. На этом явлении основан принцип электроэрозионной обработки.
Электроэрозионная обработка заключается в изменении формы, размеров, шероховатости и свойств поверхности заготовки под воздействием электрических разрядов в результате электрической эрозии (ГОСТ 25331-82).
Под воздействием высоких температур в зоне разряда происходят нагрев, расплавление, и частичное испарение металла. Для получения высоких температур в зоне разряда необходима большая концентрация энергии. Для достижения этой цели используется генератор импульсов. Процесс электроэрозионной обработки происходит в рабочей жидкости, которая заполняет пространство между электродами; при этом один из электродов — заготовка, а другой — электрод-инструмент.
Под действием сил, возникающих в канале разряда, жидкий и парообразный материал выбрасывается из зоны разряда в рабочую жидкость, окружающую его, и застывает в ней с образованием отдельных частиц. В месте действия импульса тока на поверхности электродов появляются лунки. Таким образом осуществляется электрическая эрозия токопроводящего материала, показанная на примере действия одного импульса тока, и образование одной эрозионной лунки.
Материалы, из которых изготавливается электрод-инструмент, должны иметь высокую эрозионную стойкость. Наилучшие показатели в отношении эрозионной стойкости электродов-инструментов и обеспечения стабильности протекания электроэрозионного процесса имеют медь, латунь, вольфрам, алюминий, графит и графитовые материалы.
Рабочие жидкости должны удовлетворять следующим требованиям:
- обеспечение высоких технологических показателей электроэрозионной обработки;
- термическая стабильность физико-химических свойств при воздействии электрических разрядов с параметрами, соответствующими применяемым при электроэрозионной обработке;
- низкая коррозионная активность к материалам электрода-инструмента и обрабатываемой заготовки;
- высокая температура вспышки и низкая испаряемость;
- хорошая фильтруемость;
- отсутствие запаха и низкая токсичность.
При электроэрозионной обработке применение получили низкомолекулярные углеводородистые жидкости различной вязкости; вода и в незначительной степени кремнийорганические жидкости, а также водные растворы двухатомных спиртов.
Для каждого вида электроэрозионной обработки применяют рабочие жидкости, обеспечивающие оптимальный режим обработки. На черновых режимах рекомендуется применять рабочие жидкости с вязкостью ![]() (смесь керосин и масло индустриальное), а на чистовых
(смесь керосин и масло индустриальное), а на чистовых ![]() (керосин, сырье углеводородное).
(керосин, сырье углеводородное).
Электрод-инструменты (ЭИ) должны обеспечивать стабильную работу во всем диапазоне рабочих режимов электроэрозионной обработки и максимальную производительность при малом износе. Электроды-инструменты должен быть достаточно жестким и противостоять различным условиям механической деформации (усилиям прокачки рабочей жидкости) и температурным деформациям. На поверхности электродов-инструментов не должно быть вмятин, трещин, царапин и расслоения. Поверхность электродов-инструментов должна иметь шероховатость R a = 2,5 ¸ 0,63
При обработке углеродистых, инструментальных сталей и жаропрочных сплавов на никелевой основе используют графитовые и медные электроды-инструменты. Для черновой электроэрозионной обработки заготовок из этих материалов применяются электроды-инструменты из алюминиевых сплавов и чугуна, а при обработке отверстий — электроды-инструменты из латуни. При обработке твердых сплавов и тугоплавких материалов на основе вольфрама, молибдена и ряда других материалов широко применяют электроды-инструменты из композиционных материалов, так как при использовании графитовых электродов-инструментов не обеспечивается высокая производительность из-за низкой стабильности электроэрозионного процесса, а электроды-инструменты из меди имеют большой износ, достигающий десятка процентов, и высокую стоимость.
Износ электродов-инструментов зависит от материала, из которого он изготовлен, от параметров рабочего импульса, свойств рабочей жидкости, площади обрабатываемой поверхности, а также от наличия вибрации. На выбор материала и конструкции электродов-инструментов существенное влияние оказывают материал заготовки, площадь обрабатываемой поверхности, сложность ее формы, требования к точности и серийности изделия.
Таблица 1
Характеристики некоторых электроэрозионных станков.
| Модель станка | Наименование станка | Назначение и краткая характеристика |
| 4720М | Станок настольный электроэрозионный копировально-прошивочный. Универсальный. | Изготовление рабочих деталей пресс-форм, фасонных деталей из труднообрабатываемых штампов. Производительность — 70 мм 2 /мин, шероховатость — Ra = 0,8¸0,4. |
| 4К721АФ1 | Электроэрозионный копировально-прошивочный станок. Универсальный. | Обработка сложнопрофильных отверстий. Производительность — 250 мм 2 /мин, шероховатость — Ra = 1,25. |
| 4Е723-01Ф1 | Электроэрозионный копировально-прошивочный станок. Универсальный. | Изготовление элементов деталей из труднообрабатываемых сплавов, прореза отверстий. Производительность — 1200 мм 2 /мин, шероховатость — Ra = 2,5. |
| 4П724Ф3М | Электроэрозионный станок копировально-прошивочный с ЧПУ. Универсальный. | Изготовление элементов деталей ковочных штампов, прореза фасонных отверстий. Производительность — 200 мм 2 /мин, шероховатость — Ra = 3,2¸1,6. |
| 4Б611 |
Переносной электроэрозионный станок. Специальный. |
Прошивание отверстий. Производительность — скорость углубления — 15 мкм/мин. |
| 4531Ф3 | Электроэрозионный станок с программным управлением для профильной вырезки. | Вырезка проволочным ЭИ деталей вырубных штампов, матриц, шаблонов. Производительность — 18 мм 2 /мин. Шероховатость — Ra =1,25. |
| 4735Ф3М | Электроэрозионный станок, вырезной, высокой точности с ЧПУ. Специализированный. | Вырезка проволочным ЭИ деталей вырубных штампов, матриц, фасонных резцов, шаблонов. Производительность — 40 мм 2 /мин. Шероховатость — Ra = 1,25. |
| ЭФА | Электроэрозионный станок, фотокопировальный. Специализированный. | Вырезка проволочным ЭИ деталей вырубных штампов, матриц, шаблонов, изделий народного потребления. Производительность — 20 мм 2 /мин. Шероховатость — Ra = 1,25. |
Типовой технологический процесс электроэрозионной обработки на копировально-прошивочных станках заключается в следующем:
— Заготовку фиксируют и жестко крепят на столе станка или в приспособлении. Тяжелые установки (весом выше 100 кг ) устанавливают без крепления. Устанавливают и крепят в электродержателе электрод-инструмент. Положение электрода-инструмента относительно обрабатываемой заготовки выверяют по установочным рискам с помощью микроскопа или по базовым штифтам. Затем ванну стакана поднимают и заполняют рабочей жидкостью выше поверхности обрабатываемой заготовки.
- Устанавливают требуемый электрический режим обработки на генераторе импульсов, настраивают глубинометр и регулятор подачи. В случае необходимости включают вибратор и подкачку рабочей жидкости.
- В целях повышения производительности и обеспечения заданной шероховатости поверхности обработку производят в три перехода: предварительный режим — черновым электродом-инструментом и окончательный — чистовым и доводочным.
4.1 Типовые операции электроэрозионной обработки
Прошивание отверстий
При электроэрозионной обработке прошивают отверстия на глубину до 20 диаметров с использованием стержневого электрода-инструмента и до 40 диаметров — трубчатого электрода-инструмента. Глубина прошиваемого отверстия может быть значительно увеличена, если вращать электрод-инструмент, или обрабатываемую поверхность, или и то и другое с одновременной прокачкой рабочей жидкости через электрод-инструмент или с отсосом ее из зоны обработки. Скорость электроэрозионного прошивания достигает 2-4 мм/мин .
Маркирование
Маркирование выполняется нанесением на изделие цифр, букв, фирменных знаков и др. Электроэрозионное маркирование обеспечивает высокое качество, не вызывает деформации металла и не создает зоны концентрации внутреннего напряжения, которое возникает при маркировании ударными клеймами. Глубина нанесения знаков может колебаться в пределах от 0,1 до 1 мм .
Операция может выполняться одним электродом-инструментом и по многоэлектродной схеме. Изготавливаются электроды-инструменты из графита, меди, латуни, алюминия.
Производительность составляет около 3-8 мм/с . Глубина знаков зависит от скорости движения электрода. При скорости движения электрода более 6 мм/с четкость знаков ухудшается. В среднем на знак высотой 5 мм затрачивается около 4.
Вырезание
В основном производстве электроэрозионное вырезание применяют при изготовлении деталей электро-вакуумной и электронной техники, ювелирных изделий и т.д. в инструментальном производстве, при изготовлении матриц, пуансонов, пуансонодержателей и других деталей, а также вырубных штампов, копиров, шаблонов, цанг, лекал, фасонных резцов и др.
Шлифование
Процесс электроэрозионного шлифования применяют для чистовой обработки труднообрабатываемых материалов, магнитных и твердых сплавов.
Отклонение размеров профиля после электроэрозионного шлифования находится в пределах от 0,005 до 0,05 мм , шероховатость Ra = 2,5¸0,25, производительность — 260 мм2 /мин .
С появлением электрических способов обработки оказалось в принципе возможным осуществление методами электротехнологии всего комплекса операций, необходимых для превращения заготовки в готовую деталь, включая и ее термическую обработку.
Изобретение электроэрозионной обработки вот уже несколько десятилетий позволяет приборостроителям решать сложные технологические задачи при изготовлении деталей сложной конфигурации из обрабатываемых материалов. Это позволяет конструкторам и технологам выбрать оптимальный вариант конструкции, материала детали и технологического процесса.
Электроэрозионные способы не исключают механическую обработку, а дополняют ее, занимая свое определенное место, соответствующее их особенностям, а именно: возможности обработки токопроводящих материалов с любыми физико-механическими свойствами и отображения формы инструмента в изделии.
Особо перспективным является использование электрических способов для обработки деталей из твердых сплавов, жаропрочных сталей и специальных трудно обрабатываемых сплавов, получающих все большее применение в связи с повышением давлений, температур и скоростей в машинах и аппаратах.
1. Артамонов Б.А., Волков Ю.С. и др. Электрофизические и электрохимические методы обработки материалов. Москва, «Высшая школа», 1983
2. Лившиц А.Л. Электроэрозионная обработка металлов. Москва, «Высшая школа», 1979
3. Артамонов Б.А. и др. Размерная электрическая обработка металлов. Москва, «Высшая школа», 1978
4. Справочник по электрохимическим и электрофизическим методам обработки. Под ред. Волосатова В.А. Ленинград, «Машиностроение», 1988
5. Вишницкий А. Л., Ясногородский И. 3., Григорчук И. П., Электрохимическая н электромеханическая обработка металлов, Л., 1971
6. Черепанов Ю. П., Самецкий Б. И., Электрохимическая обработка в машиностроении, М., 1972