
Калибры представляют собой измерительные инструменты без шкалы, предназначенные для контроля деталей при их изготовление и приемке.
По методу контроля калибры делятся на нормальные и предельные.
Нормальный калибр — это калибр, воспроизводящий заданный линейный размер и форму сопрягаемы с ним поверхности контролируемого элемента изделия.
К нормальным калибрам относятся шаблоны, щупы, калибры конусные. Шаблонами проверяют отклонение формы поверхности поверяемой детали. Прикладывая шаблоны к поверхности детали, определяют по просвету степени совпадения шаблона и детали. В машиностроение широко применяют радиусные и резьбовые шаблоны. Щупами поверяют зазор между плоскостями, их изготовляют в виде пластин толщиной 0,02-1 мм. Часто с помощью щупов выставляют зазоры. Конусные калибры контролируют точность конических валов и отверстий по базорасстоянию и краске. При применении нормальных калибров существуют два основных недостатка. Подгоняя деталь к калибру:
- удается получить только один вид сопряжения, близкий к посадке скольжения;
- детали приходится обрабатывать с большой, неоправданно высокой точностью.
Предельный калибр — это калибр, воспроизводящий проходной и (или) непроходной пределы геометрических параметров элементов изделия, т.е. он имеет номинальный размер , равный одному из предельных размеров детали или два номинальных размера сразу, которые раны наибольшему и наименьшему предельным размерам контролируемой детали. Наибольшее практическое применение имеют предельные калибры, особенного в условиях серийного и массового производства, для проверки размеров гладких сопряжений, конусных, резьбовых и шлицевых деталей, глубин и высот выступов, а так же расположений поверхностей и других параметров. Сущность контроля размеров деталей с помощью предельных калибров заключается в определении годности контролируемой детали путем определения того, лежит ли размер детали в пределах заданного допуска, без нахождения действительного размера детали (рис. 1).
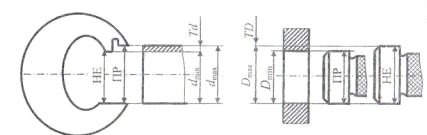
Рис.1 Схемы измерения деталей калибрами
По назначению предельные калибры делятся на проходные(ПР) и непроходные (НЕ), рабочие (Р), приемные (П), и контрольные (К).
Проходной калибр- это предельный калибр с геометрическими параметрами контролируемого элемента изделия, соответствующими максимально допустимому для скобы и минимально допустимому для пробки количеству материала изделия.
Гладкие калибры для контроля цилиндрических поверхностей
... контролеры ОТК на предприятиях. Комплект рабочих предельных калибров для контроля гладких цилиндрических поверхностей деталей включает: проходной калибр (ПР), номинальный размер которого равен наибольшему ... долговечность, хотя увеличивает риск выбракования годных деталей новым калибром. Исполнительным а) округление размеров рабочих калибров для изделий квалитетов IT15 - IT17 следует производить ...
Непроходной калибр — предельный калибр с геометрическими параметрами контролируемого элемента изделия, соответствующими минимально допустимому (для скобы) и максимально допустимому (для пробки) количеству материала изделия.
Рабочий калибр- калибр для контроля изделий при их изготовлении.
Приемный калибр — калибр для контроля изделия заказчиком.
Контрольный калибр — калибр для контроля рабочих калибров.
По конструктивным признакам калибры делятся на регулируемы и нерегулируемые, одно- и двухпредельные, одно- и двухсторонние (рис. 2).
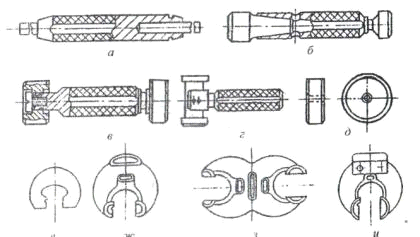
Рис. 2 Калибры пробки (а-д) и скобы (е-и), односторонние (г,д,е,ж,и) и двухсторонние (а,б,в,з)
а- с цилиндрическими вставками от 1 до 3 мм; б-со вставками и коническим хвостиком от 1 до 50 мм; в- с цилиндрическими насадками от 3 до 100 мм; г-неполные от 50 до 500 мм; листовые: е- для размеров от 1 до 180 мм; ж- для размеров от 1 до 50 мм; штампованные: з-для размеров от 3 до 50 мм; и- с ручкой для размеров от 50 ло 170 мм; д -контркалибры к скобам
2. Допуски гладких калибров
Гладкий калибр — калибр с гладкой рабочей поверхностью. Он может быть с цилиндрической, сферической, конической и плоской рабочей поверхностью.
Калибры, как и любые другие детали, изготовляются на металлорежущих станках и не могут быть изготовлены абсолютно точно, на них так же назначаются допуска.
На проходной калибр необходимо предусмотреть допуск на износ, так как в противном случае при изготовлении проходного калибра по наименьшему предельному размеру после небольшого срока его эксплуатации на сборке появятся бракованные детали, размеры которых меньше наименьшего предельного размера. Допуск на износ непроходной части калибра не назначается, так как непроходной калибр почти не изнашивается в следствии редкого сопряжения этого калибра с контролируемыми деталями.
Производственный допуск — разница между наименьшим предельным размером непроходного калибра и наибольшим предельным размером проходного. Эта разность значительно меньше табличного допуска, заданного на деталь.
Сокращение производственного допуска по сравнению по сравнению с табличным приводит к увеличению себестоимости изготовляемых деталей.
В связи со значительным увеличением себестоимости детали при их контроле калибрами, допуски которых расположены по идеальной схеме, на практике приняты «реальные» схемы расположения полей допусков калибров относительно допуска контролируемой детали.
Реальные схемы расположения допусков значительно расширяют производственный допуск, что обеспечивает снижение затрат на изготовление деталей, но делает возможным появление бракованных деталей на сборке. Если изменение размеров происходят по закону нормального распределения, вероятность поступления на сборку бракованных деталей уменьшается.
Четыре реальные схемы расположения допусков калибров по отношению к допуску контролируемой детали представлены на рис. 3. Первая и вторая схемы применяются для контроля отверстий с диметром до 180 мм, а третья и четвертая — свыше 180 мм.
Методы и средства для измерения внутренних и линейных размеров ...
... изделий. 1. МЕТОДЫ И СРЕДСТВА ИЗМЕРЕНИЙ 1.1 Выбор методов и средств измерений размеров в деталях типа “Корпус” и “Вал” В данном проекте при измерении размеров деталей используется метод непосредственного ... [1]. По данному квалитету или допуску выбираем допускаемую погрешность. Допуск выбирается меньшим или равным данному. 1.1.1 Деталь типа «Корпус» Внутренние размеры: 1) Ø42H6 По ГОСТ 8.051 ...
Первая схема обеспечивает наибольшее расширение производственного допуска и применяется в 6-8 квалитетах, так как в этих квалитетах допуски калибров соизмеримы с допуском контролируемой детали.
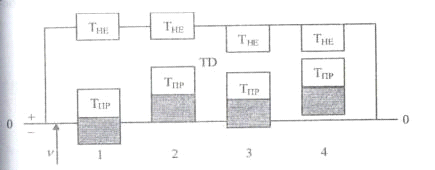
Рис. 3 Реальные схемы расположения допусков калибров
допуск калибр качество вал
Сумма допусков калибров (проходного, непроходного и проходного на износ) составляет около половины допуска контролируемой детали, что приводит при идеально схеме к сокращению производственного допуска в два раза по сравнению с табличным. Вторая схема применяется для контроля диаметров с допусками в 9-78, третья схема-IT6-IT8, а четвертая — 9-18 квалитетов. В более грубых квалитетов допуски калибров составляют лишь незначительную часть от допуска контролируемой детали, поэтому даже применение схемы , близкой к идеальной, незначительно уменьшит величину производственного допуска по сравнению с табличным.
Рабочие калибры используются рабочими при изготовлении детали. Кроме того, калибры должны быть у контролера ОТК. Их калибры могут иметь то же расположение допусков, что и у рабочих калибров , так как при одинаковом расположении допусков калибров рабочего и контролера ОТК могут возникнуть производственные недоразумения из-за различного расположения действительных размеров калибров рабочего и контролера в пределах допуска на изготовления калибра. Например проходной калибр рабочего изготовлен по наименьшему предельному размеру, а у контролера по наибольшему, наоборот ,проходной калибр изготовлен по наибольшему и непроходной по наименьшему предельным размерам. В этом случае правильно проконтролированные рабочими детали будут забракованы контролером (рис.4).
Для того, чтобы таких ситуаций не возникло, предусматривается использование контролером изношенных рабочих калибров.
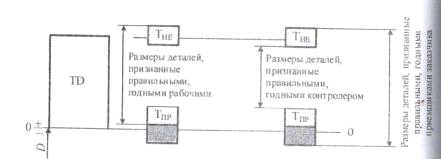
Рис. 4 Схема, поясняющая необходимость использования контролерами ОТК изношенных рабочих калибров
Приемные калибры служат для контроля наиболее ответственных деталей приемщиками заказчика. Они обеспечивают приемку продукции заказчиком при использовании на производстве полностью изношенных рабочих калибров. Непроходной приемный калибр обозначается П-НЕ, а проходной П-ПР.
ГОСТ 24853-81 на гладкие калибры установлены следующие допуски на изготовление Н-рабочих калибров (пробок) для отверстия (рис. 5 а).
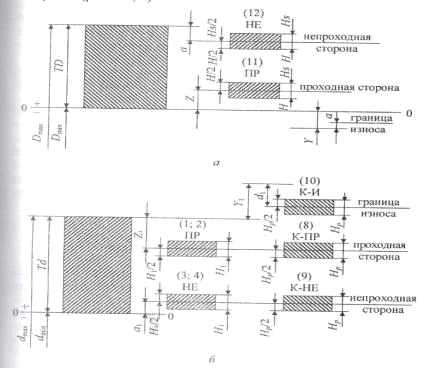
Рис. 5 Схемы расположения полей допусков калибров для отверстий (а) и валов (б)
В скобках указаны номера видов по ГОСТ 24851-81:H s -тех же калибров, но со сферическими измерительными поверхностями; Н1 — калибров (скоб) для валов (рис. 5б); Нр — контрольных калибров для скоб. В квалитетах 6,8-10 допуски Н1 для скоб примерно на 50 % больше допусков Н для пробок, что объясняется большой сложностью изготовления скоб. В квалитетах 7,11 и грубее допуски Н и Н1 равны. Допуски Нр для всех типов контрольных калибров одинаковы. Для размеров до 500 мм износ калибров ПР с допуском I8 включительно может выходить за границу поля допуска детали на величину Y для пробок и Y1 для скоб; для калибров ПР с допуском IT9 до IT17 износ ограничивается проходным пределом, т.е Y=0 и Y1 =0. Следует отметить что поле допуска на износ отражает средний возможный износ калибра.
Взаимозаменяемость. Нанесение на чертежах допусков и посадок
... и упрощения схем расположения полей допусков, принято одностороннее их изображение. Поле допуска характеризует не только величину допуска, но и расположение его относительно номинального размера или нулевой ... а квалитеты 2, 3 и 4 — для оценки гладких калибров-пробок и калибров-скоб. Размеры деталей высокоточных ответственных соединений, например подшипников качения, шеек коленчатых валов, ...
Для всех проходных калибров поля допусков Н(Н y ) и Н1 сдвинуты внутрь поля допусков изделия на величину Z для калибров -пробок и Z1 , для калибров-скоб.
При номинальных размерах свыше 180 мм поле допуска непроходного калибра также сдвигается внутрь поля допуска детали на величину б для пробок и б 1 для скоб, создавая так называемую зону безопасности , введенную для компенсации погрешностей контроля калибрами соответственно отверстий и валов размером свыше 180 мм. После допуска калибра НЕ для размеров до 180 мм симметрично относительно верхнего отклонения детали для пробок и относительно нижнего — для скоб, т.е б=б1 =0.
3. Расчет номинальных размеров калибров
Номинальными называют предельные размеры калибра, по которым изготавливают наименьший размер с положительным отклонением; а для пробки — их наибольший размер с отрицательным отклонением. Таким образом, отклонение на чертеже проставляется в «тело» калибра, что обеспечивает максимум металла на изготовление и большую вероятность получения годных калибров. Номинальные размеры калибров определяют по формулам.
3.1 Расчет калибра-пробки ш60Н7
Определяем номинальные размеры калибров-пробок для отверстия диаметром D=60 мм с полем допуска Н7. Допуск основного отверстия:IT7=30 мкм. Следовательно, D max =60,030 мм; Dmin = 60,000 мм.
Допуски и предельные отклонения калибров для IT7 в интервале 50…80 мм: Н=5 мкм, Z=4 мкм, Y=3 мкм. По этим данным строим схему расположения полей допусков калибра-пробки (рис.6).
Рис.6 Схема расположения полей допусков калибра-пробки 60Н7
Наибольший размер нового проходного калибра-пробки:
ПР max =Dmin +Z+H/2=60,000+0,004+0,005/2=60,0065 мм.
Размер калибра-пробки ПР, поставляемый на чертеже, при допуске на изготовление Н=5 мкм равен 60,0065 -0,005 мм.
Номинальные размеры:
наибольший — 60,0065 мм,
наименьший — 60,0015 мм.
Наименьший размер изношенного проходного калибра-пробки при допуске на износ
Y=3 мкм равен
ПР изн =Dmin -Y=60,000-0,003=59,997 мм.
Наибольший размер нового непроходного калибра-пробки:
НЕ max =Dmax +H/2=60,030+0,005/2=60,0325 мм.
Номинальные размеры:
- наибольший — 60,0325 мм;
- наименьший — 60,0275 мм.
Средства для измерения и контроля линейных размеров
... пробки или скобы применяют при контроле деталей относительно больших размеров. Двухсторонние двухпредельные калибры несколько ускоряют контроль, однако предусмотрены лишь для размеров до 50 мм. Автоматические средства контроля Средства ... инструмент. Микрометры гладкие типа МК Средства измерений с механическим преобразованием Средства измерений и контроля с механической преобразованием ...
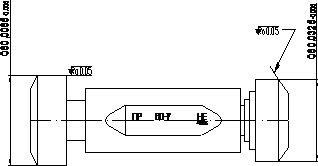
Рис. 7 Схема рабочего эскиза калибра пробки 60Н7
3.2 Расчет калибра скобы ш60k6
Определяем номинальные размеры калибра-скобы для вала диаметром d=60 мм с полем допуска k6.
Допуск основного вала равен: IT6=19 мкм. Следовательно, d max =60,021 мм; dmin =60,002 мм.
Допуски и предельные отклонения калибров для IT6 в интервале 50…80 мм: ![]() =5 мкм,
=5 мкм, ![]() =4 мкм,
=4 мкм, ![]() =3 мкм,
=3 мкм, ![]() =2 мкм. По этим данным строим схему расположения полей допусков калибра-скобы (рис. 8).
=2 мкм. По этим данным строим схему расположения полей допусков калибра-скобы (рис. 8).
Рис.8 Схема расположения полей допусков калибра-скобы 60k6
Наименьший размер проходной новой калибра-скобы
ПР min =dmax -Z1 -H1 /2=60,021-0,004-0,005/2=60,0145 мм.
Размер калибра-скобы ПР, поставляемый на чертеже, при допуске на изготовление
![]() =5 мкм равен 60,0145+0,005 мм.
=5 мкм равен 60,0145+0,005 мм.
Номинальные размеры:
наибольший — 60,0195 мм,
наименьший — 60,0145 мм.
Наибольший размер изношенного калибра-скобы при допуске на износ
![]() =3 мкм равен
=3 мкм равен
ПР изн =dmax +Y1 =60,021+0,003=60,024 мм.
Наименьший размер непроходного калибра-скобы
НЕ min =dmin —![]() /2=60,002-0,005/2=59,9995 мм.
/2=60,002-0,005/2=59,9995 мм.
Размер калибра-пробки НЕ, проставляемый на чертеже, равен 59,9995 +0,003 .
Номинальные размеры:
- наибольший — 60,0025 мм;
- наименьший — 59,9995 мм.
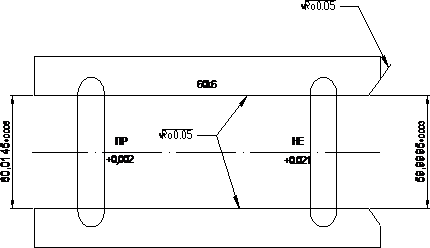
рис. 9 Схема рабочего эскиза калибра-скобы 60k6
3.3 Расчет резьбового калибра М27х3-6G
Основные размеры резьбы:
- Шаг резьбы:Р=3 мм;
- номинальный наружный диаметр:D=27,000 мм;
номинальный средний диаметр:D 2 =25,051 мм
номинальный внутренний диаметр: D 1 =23,752 мм;
Допуск среднего диаметра
T D 2 = 264 мкм
Половина угла профиля =30°±8’
Для контроля резьбы М27-6G
принимаем калибр пробку резьбовой проходной (ПР) и калибр-пробку непроходной (НЕ).
Схема расположения полей допусков метрического резьбового калибра указана на рис.10.
Рис.10 Схема расположения полей допусков резьбового калибра М27-6G
ПР Наружный диаметр
D+EI D +ZPL =27,000+0,048+0,016=27,064 мм
Схема и краткая характеристика сварки плавлением
... регулировать количество теплоты, выделяемое между электродами и на свариваемых кромках. Сварка плавящимся и неплавящимся электродом., Плавление и перенос металла электрода в сварочную ванну. При сварке стыковых соединений без разделки кромок ... особенности процесса также сказываются на формировании ванны и конечных размерах швов. Диаметр электрода., Род тока и полярность. где U a и U к ¾ анодное и ...
Предельное отклонение ±T PL =±0,014 мм;
- D=27,078-0,028 мм;
Средний диаметр
D 2 + EID 2 +ZPL =25,051+0,048+0,016=25,115
Предельное отклонение ±T PL /2=±0,007 мм;
- D2=25,122-0,14 мм;
Предел износа
D 2 + EID 2 +ZPL -WGO =25,051+0,048+0,016-0,021=25,094 мм;
- D2=25,094 мм;
Внутренний диаметр
D 1 + EID 1 -Н/6=23,752+0,048-0,86=22,940
НЕ Наружный диаметр
D 2 + EID2 +TD2 + TPL/2 +2*F1 =25,051+0,048+0,264+0,007+2*0,100=25,570 мм,
Предельное отклонение ±T PL =±0,014 мм;
- D=25,584 -0,028 мм;
Средний диаметр
D 2 + EID2 +TD2 + TPL/2 =25,051+0,048+0,264+0,007=25,370 мм,
Предельное отклонение ±T PL /2=±0,007 мм;
D2=25,377 -0,014
Предел износа
D 2 + EID 2 +TD 2 + TPL /2 -WNG =25,051+0,048+0,264+0,007-0,019=25,351 мм;
Внутренний диаметр
D 1 + EID 1 -Н/6=23,752+0,048-0,86=22,940
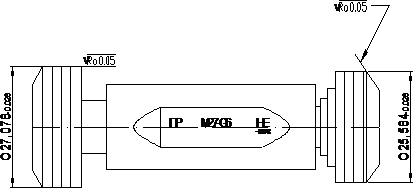
рис. 11Схема рабочего эскиза резьбового калибра-пробки М27-G6
4. Особенности контроля с помощью калибров и показатели качества
При контроле деталей калибрами должны соблюдаться следующие правила.
- Измерительные поверхности калибров должны быть смазаны.
- Температура изделия и калибра в момент контроля должна быть одинакова
Основные показатели качества калибров следующие.
— Точность размера и формы, достигаемая как технологией обработки, так и способом измерения при изготовлении и проверке. Для проверки колец и скоб обычно используют горизонтальной оптиметр , микрометры, оптикаторы, миникаторы, а так же измерительные головки с цифровым отсчетным устройством.
- Высока износостойкость, твердость и качество измерительных поверхностей. Для повышения износостойкости и твердости производят: а) закалку этих поверхностей;
- б) хромирование, повышающее износостойкость в 3-4 раза по сравнению с нехромированными поверхностями;
- в)армирование твердым сплавом, что приводит к повышению износостойкости в 50-150 раз по сравнению с износостойкостью стальных калибров и в 25-40 раз по сравнению с износостойкостью хромированных калибров при повышении стоимости калибров в 3-5 раз.
- Стабильность рабочих размеров, достигаемая путем снятия внутренних напряжений путем соответствующей термообработки.
- Наибольшая жесткость при наименьшей массе достигается правильными конструктивными решениями.
-Высока производительность и удобства контроля, достигаемые выбором конструкций калибров. Например, применение односторонних калибров позволяет быстрее контролировать деталь, чем применение двух сторонних калибров. Скобы более производительней, чем кольца.
Технология сварки кольцевого стыка трубопровода из труб диаметром 219х8 мм
... кольцевого стыка Общие требования Характеристика труб и соединительных деталей для строительства и ремонта трубопроводов Трубы, детали трубопроводов, запорная арматура и сварочные материалы, применяемые при выполнении сварочных работ ... наибольшего и наименьшего диаметров) не должен превышать предельных отклонений по таблице 2. Форма и размеры разделки кромок торцев труб под сварку в зависимости от ...
- Невысокая стоимость, обусловленная простой конструкции и относительной легкостью изготовления.
Недостатками калибров по сравнению с другими измерительными средствами является следующее.
- Невозможность определения точного размера детали.
— Неизвестная погрешность контроля обусловленная точностью размеров и деформации калибров, особенно скоб и условиями измерения (размерами и состояние поверхности деталей, неопределенном измерительном усилии, температурными деформациями. Например, от перегрева рук и др.).
- Не определяются практические отклонения геометрической формы детали, оказывающее значительное влияние на надежность и долговечность продукции.
— Не возможен качественный контроль за ходом технологического процесса при использовании жестких калибров.
Список используемой литературы
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/kalibryi-probki/
1. Основы взаимозаменяемости Учебное пособие Т.А. Макарова, Г.Н. Зайцев, СПб-2010 г.
— Основы взаимозаменяемости Учебное практикум Т.А. Макарова, Г.Н. Зайцев, СПб-2010 г.
— ГОСТ 2015-84 Калибры гладкие нерегулируемые. Технические требования.
— ГОСТ 21407-75 Калибры гладкие для размеров до 500 мм. Исполнительные размеры
— ГОСТ 24851-81 Калибры гладкие для цилиндрических отверстий и валов. Виды.
— ГОСТ 24853-81. Калибры гладкие для размеров до 500 мм. Допуски
— ГОСТ 27284-87. Калибры. Термины и определения
— ГОСТ 24705-2004. Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
— ГОСТ 16093-81. Резьба метрическая. Допуски. Посадки с зазором
— ГОСТ 24997-81. Калибры для метрической резьбы. Допуски