
м в поток добываемой нефти различных ингибиторов. Удаление АСПО достигается путем чистки поверхности труб и оборудования механическими скребками, тепловой и химической обработкой продукции скважин.
Борьба с АСПО предусматривает проведение работ по предупреждению образования отложений и их удалению (рисунок 1).
Существует несколько наиболее известных и активно применяемых в нефтедобывающей промышленности методов борьбы с АСПО. Но многообразие условий разработки месторождений и различие характеристик добываемой продукции часто требует индивидуального подхода и даже разработки новых технологий.
Химические методы базируются на дозировании в добываемую продукцию химических соединений, уменьшающих, а иногда и полностью предотвращающих образование отложений. В основе действия ингибиторов парафиноотложений лежат адсорбционные процессы, происходящие на границе раздела между жидкой фазой и поверхностью металла трубы.
Химические реагенты подразделяются на смачивающие, модификаторы, депрессаторы и диспергаторы:
- Смачивающие реагенты образуют на поверхности металла гидрофильную пленку, препятствующую адгезии кристаллов парафина к трубам, что создает условия для выноса их потоком жидкости. К ним относятся полиакриламид (ПАА), ИП-1;2;3, кислые органические фосфаты, силикаты щелочных металлов, водные растворы синтетических полимерных ПАВ.
Модификаторы взаимодействуют с молекулами парафина, препятствуя процессу укрупнения кристаллов. Это способствует поддержанию кристаллов во взвешенном состоянии в процессе их движения. Такими свойствами обладают атактический пропилен с молекулярной массой 2000-3000, — низкомолекулярный полиизобутилен с молекулярной массой 8000-12000, алифатические сополимеры, сополимеры этилена и сложного эфира с двойной связью, тройной сополимер этилена с винилацетатом и винилпиролидоном, полимер с молекулярной массой 2500-3000.
Механизм действия депрессаторов заключается в адсорбции молекул на кристаллах парафина, что затрудняет их способность к агрегации и накоплению. К известным депрессаторам относятся «Парафлоу АзНИИ», алкилфенол ИПХ-9, «Дорад-1А», ВЭО-504 ТюмИИ, «Азолят-7».
Диспергаторы — химические реагенты, обеспечивающие образование тонкодисперсной системы, которая уносится потоком нефти, что препятствует отложению кристаллов парафина на стенках труб. К ним относятся соли металлов, соли высших синтетических жирных кислот, силикатно-сульфанольные растворы, сульфатированный щелочной лигнин [3].
Теплолечение: озокерит, парафин
... кристаллов, а из нефтяных дистиллятов и дистиллятных рафинадов селективной очистки -- в виде крупных кристаллов. При быстром охлаждении выделяемые кристаллы мельче, чем при медленном. Парафины инертны к большинству химических реагентов. ... кровообращения; повышение обмена веществ. Показания и противопоказания См. теплолечение. Техника проведения процедур Озокерит нагревают до необходимой температуры в ...
Использование химреагентов для предотвращения образования АСПО во многих случаях совмещается с:
- процессом разрушения устойчивых нефтяных эмульсий;
- защитой нефтепромыслового оборудования от коррозии;
- защитой от солеотложений;
- процессом формирования оптимальных структур газожидкостного потока.
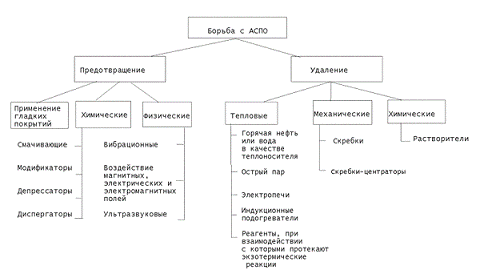
Рисунок 1 — Классификация методов борьбы с АСПО
Наряду с высокой стоимостью существенным недостатком химического метода является сложность подбора эффективного реагента, связанная с постоянным изменением условий эксплуатации в процессе разработки месторождения.
Методы, относимые к физическим, основаны на воздействии механических и ультразвуковых колебаний (вибрационные методы), а также электрических, магнитных и электромагнитных полей на добываемую и транспортируемую продукцию.
Вибрационные методы позволяют создавать ультразвуковые колебания в области парафинообразования, которые, воздействуя на кристаллы парафина, вызывают их микроперемещение, что препятствует осаждению парафина на стенках труб.
Воздействие магнитных полей следует отнести к наиболее перспективным физическим методам. Использование в нефтедобыче магнитных устройств для предотвращения АСПО началось в пятидесятые годы прошлого века, но из-за малой эффективности широкого распространения не получило. Отсутствовали магниты, достаточно долго и стабильно работающие в условиях скважины. В последнее время интерес к использованию магнитного поля для воздействия на АСПО значительно возрос, что связано с появлением на рынке широкого ассортимента высокоэнергетических магнитов на основе редкоземельных материалов. В настоящее время около 30 различных организаций предлагает магнитные депарафинизаторы.
Установлено, что под воздействием магнитного поля в движущейся жидкости происходит разрушение агрегатов, состоящих из субмикронных ферромагнитных микрочастиц соединений железа, находящихся при концентрации 10-100 г/т в нефти и попутной воде. В каждом агрегате содержится от нескольких сотен до нескольких тысяч микрочастиц, поэтому разрушение агрегатов приводит к резкому (в 100-1000 раз) увеличению концентрации центров кристаллизации парафинов и солей и формированию на поверхности ферромагнитных частиц пузырьков газа микронных размеров. В результате разрушения агрегатов кристаллы парафина выпадают в виде тонкодисперсной, объемной, устойчивой взвеси, а скорость роста отложений уменьшается пропорционально уменьшению средних размеров выпавших совместно со смолами и асфальтенами в твердую фазу кристаллов парафина. Образование микропузырьков газа в центрах кристаллизации после магнитной обработки обеспечивает, по мнению некоторых исследователей, газлифтный эффект, ведущий к некоторому росту дебита скважин.
В нефтедобыче используют тепловые, химические и механические методы удаления АСПО. Тепловые методы основаны на способности парафина плавиться при температурах выше 50 0С и стекать с нагретой поверхности. Для создания необходимой температуры требуется специальный источник тепла, который может быть помещен непосредственно в зону отложений, или необходимо вырабатывать теплосодержащий агент на устье скважины. В настоящее время используют технологии с применением:
Методы анализа нефти и нефтепродуктов (2)
... нефтям различные свойства и оказывает большое влияние на выбор метода переработки нефти и свойств получаемых продуктов. Алканы и циклоалканы (парафины и нафтены). Общее содержание алканов и циклоалканов в нефтях равно 25-40%, в некоторых нефтях ... соединения нефти. Сера является наиболее распространенным гетероэлементом в нефтях и нефтепродуктах. Интерес к серосодержащим соединениям нефти возрос ...
- горячей нефти или воды в качестве теплоносителя;
- острого пара;
- электропечей наземного и скважинного исполнения;
- электродепарафинизаторов (индукционных подогревателей), осуществляющих подогрев нефти в скважине;
- реагентов, при взаимодействии которых протекают экзотермические реакции.
Технология применения теплоносителя предусматривает нагрев жидкости в специальных нагревателях (котельных установках передвижного типа) и подачу ее в скважину способом прямой или обратной промывки. Обратная промывка более предпочтительна, так как при этом исключено образование парафиновых пробок, часто возникающих при прямой промывке.
Недостатками данных методов являются их высокая энергоемкость, электро- и пожароопасность, ненадежность и низкая эффективность применяемых технологий.
Применение растворителей для удаления уже образовавшихся отложений является одним из наиболее известных и распространенных интенсифицирующих методов в технологических процессах добычи, транспорта, хранения и переработки нефти. Однако и здесь проблема подбора растворителя в конкретных условиях весьма далека от своего разрешения. Как правило, подбор растворителей АСПО осуществляется эмпирически. Это связано с недостатком информации об их структуре и свойствах и малой изученностью механизма взаимодействия нефтяных дисперсных систем с растворителями. Механические методы предполагают удаление уже образовавшихся отложений АСПО на НКТ. Для этой цели разработана целая гамма скребков различной конструкции.
По конструкции и принципу действия скребки подразделяют на:
- пластинчатые со штанговращателем, имеющие две режущие пластины, способные очищать АСПО только при вращении. Для этого используют штанговращатели, подвешенные к головке балансира станка-качалки. Вращение колонны штанг и, следовательно, скребков происходит только при движении вниз. Таким путем скребок срезает АСПО с поверхности НКТ;
- спиральные, возвратно-поступательного действия;
- «летающие», оснащенные ножами-крыльями, которые раскрываются при движении вверх, что обеспечивает им подъемную силу.
Применяют, как правило, в искривленных скважинах.
Использование такого метода борьбы с АСПО значительно осложняется тем, что для его применения часто необходима остановка работы скважины и предварительная подготовка поверхности труб (для некоторых видов скребков).
Кроме того, возможно застревание скребков, обрыв их крепления и некоторые другие осложнения.
Как метод предотвращения АСПО следует отдельно выделить применение гладких защитных покрытий из лаков, стекла и эмали. При перевозках, спускоподъемных операциях и в скважинах НКТ подвергаются значительным ударным, растягивающим, сжимающим, изгибающим и другим нагрузкам. Стеклянное покрытие ввиду его хрупкости, значительной толщины и отсутствия сцепления с металлом трубы не надежно и разрушается в процессе спускоподъемных операций. Последнее приводит к образованию стеклянных пробок в колонне НКТ и заклиниванию насосов. Кроме того, технология нанесения стеклянных и эмалевых покрытий предполагает нагрев труб до 700-800 0С, что вызывает необратимые процессы в структуре металла и расплавление вершин резьб.
Депарафинизация нефтяного сырья
... кристаллов при сохранении их орторомбической структуры (адсорбция смол на кристаллах). Депарафинизации нефтепродуктов может осуществляться несколькими методами: кристаллизацией твердых углеводородов при охлаждении ... зависит от температурных пределов выкипания фракции. В низкокипящих масляных фракциях нефти содержатся в основном твердые парафиновые углеводороды нормального строения. С повышением ...
На промыслах ОАО «Оренбургнефть» были опробованы НКТ с покрытиями из бакелитового лака, бакелито-эпоксидной композиции, эпоксидного лака и стеклоэмали. Недостаточные термо- и морозостойкость эпоксидных смол являются сдерживающим фактором их широкого применения. С этих позиций лучшими могут считаться НКТ, футерованные стеклоэмалью. Прочность и адгезия эмали высоки. Сколы в процессе спускоподъемных операций и транспортировки не наблюдаются.
Большое сопротивление истиранию, низкие тепло- и электропроводность открывают большие перспективы внедрения труб со стеклоэмалевым покрытием в нефтедобывающей промышленности.[1]
Применяется следующее оборудование для депарафинизации скважин:
Промысловая паровая передвижная установка ППУА-1600/100 предназначена для депарафинизации подземного и наземного оборудования скважин, а также для подогрева трубопроводов и другого нефтепромыслового оборудования.
Агрегат АДПМ для депарафинизации скважин горячей нефтью предназначен для нагрева и нагнетания нефти в скважину с целью удаления со стенок труб отложений парафина. Агрегат можно использовать также для депарафинизации трапов, мерников, манифольдов и др.
Установка УДС-1М для депарафинизации труб скребками предназначена для механической очистки от парафина подъемных труб фонтанных, компрессорных и оборудованных погружными электронасосами нефтяных скважин.[4]
Для ликвидации парафинового налета на стенках скважины прибегают к промывке их горячей нефтью, паром. Главные условия — недопущение открытого фонтанирования при проведении работ по ликвидации парафинового налета и незагрязнение призабойной зоны пласта, что может повлечь снижение продуктивности скважины.
Схема представлена на рисунке 2.
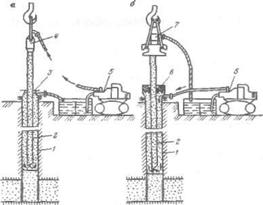
Рисунок 2 — Схема расположения оборудования при депарафинизации скважины: а- прямая схема, б- обратная схема, 1 — скважина; 2 — НКТ; 3 — устьевой тройник; 4 — промывочный вертлюг; 5 -АДПМ; 6 — устьевой сальник; 7 — переводник со шлангом
Общий вид агрегата АДПМ представлен на рисунке 3.
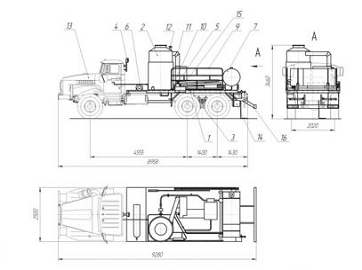
Рисунок 3 — Общий вид АДПМ: 1 — Платформа; 2 — Нагреватель; 3 — Трубопроводы нефтяные; 4 — Электрооборудование КИП и А; 5 — Трансмиссия; 6 — Подвод инертного газа; 7 — Система топливная; 8 — ДЗК; 9 — Ограждение и лестница; 10 — Трубопроводы вспомогательные; 11 — Воздуховод;12 — Система выхлопа; 13 — Шасси автомобиля; 14 — Система сбора утечек; 15 — Насос 2НП-160; 16 — ЗЗУ.
Управление работой агрегата дистанционное, из кабины водителя, в которой расположены: щит приборов, штурвал вентиля для регулировки давления топлива, подаваемого в топку нагревателя, управление заслонкой вентилятора.
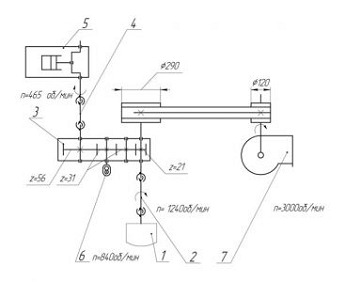
Привод всех механизмов агрегата осуществляется от тягового двигателя автомобиля, согласно кинематической схемы (рисунок 4)
Разработка технологии технического обслуживания и ремонта силовых ...
... агрегатов и снятия с автомобиля отдельных узлов. Согласно действующему Положению о техническом обслуживании и ремонте подвижного состава автомобильного транспорта техническое обслуживание по периодичности, объему и трудоемкости выполняемых работ ... 1 Кислородный датчик замена каждые 100000 км Примечание 4 Система вентиляции картера двигателя - П - П - П - П 24 - Жидкость гидропривода сцепления П П ...
Рисунок 4 — Кинематическая схема агрегата АДПМ, 1 — КДОМ автомобиля; 2 — вал карданный; 3 — редуктор; 4 — вал карданный; 5 — насос 2НП-160; 6 — насос топливный ШФ 0,4-25Б; 7 — вентилятор.
Передача крутящего момента насосу 2НП-160, топливному насосу НМШФ и вентилятору осуществляется через редуктор (рисунок 5) оригинального производства.
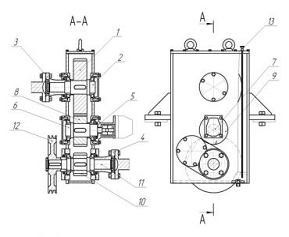
Рисунок 5 — Редуктор установки АДПМ
- Колесо;
- 2 — Бал ведомый;
- 3,4 — Полумуфта;
- 5 — фланец;
- 6,7 — вал промежуточный;
- 8,9,10 — Шестнрня;
- 11 — Вал ведущий;
- 12 — Шкив;
- 13 -Щуп.
Агрегат оборудован автоматикой безопасности, включающей в себя систему электрооборудования КИП и А и систему противопожарного оборудования.
Принцип работы агрегата заключайся в следующем.
Подготовленная нефть из автоцистерны забирается насосом ПТ и прокачивается через нагреватель.
Нагретая до определенной температуры нефть по вспомогательным трубопроводам нагнетается в скважину, где расплавляет и растворяет отложения парафина и выносит их в сборную линию промысла.
При проведении продавочных и других работ технологическая жидкость подается на выход агрегата, не проходя через нагреватель.
Маркировка агрегата приведена на табличке, прикрепленной к платформе с правой стороны. На табличке указаны: товарный знак и наименование предприятия — изготовителя, наименование и шифр агрегата, идентификационный номер, полная масса.
Упаковке агрегат АДПМ не подлежит.
Описание и работа составных частей агрегата АДПМ.
Платформа представляет собой сварную конструкцию, выполнению из швеллеров и уголков, с настилом из рифленого и гладкого листа.
Основной узел агрегата — нагреватель (рисунок 6) вертикальный цилиндрический, прямоточный, змеевикового типа. Нагреватель предназначен для нагрева нефти до температуры + 150°С при давлении 16 МПа.
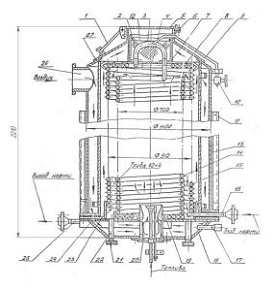
Рисунок 6 — Нагреватель установки АДПМ: 1 — ручка 2 — Искрогаситель 3 — Перемычка 4 — Заглушка 5 — Крышка 6 — Стопорное устройство 7 — Пластина 8 — Спиральный змеевик 9 — Трубопровод 10 — клапан 11 — Защитный кожух 12. Кольцо 14 — Внутренний змеевик 15 — Наружный змеевик 16 — Патрубок 18 — Основание 19 — Огнеупорная обмазка 20 — Горелка ГЖ-1,3 21 — Заглушка 22 — Патрубок 23 — Отверстие 24 — Отверстие 25 — Патрубок 26. — Патрубок
Нагреватель смонтирован на основании 18, которое болтами, крепится к платформе агрегата.
Поверхность нагрева включает в себя цилиндрические змеевики 14, 15 и спираль 8, соединенные последовательно перемычкой 3. Диаметр внутреннего змеевика — 702 мм, а наружного-912мм.3меевики выполнены из котельных труб Ø42×4 ТУ 14-3-460-75. Материал труб- сталь 20.
Змеевики установлены в стаканы, которые болтами крепятся к основанию 18 нагревателя. В стакане наружного змеевика имеются отверстия 23 для прохода дымовых газов.
Специфика формирования технологической части дипломного проекта
... с ограничением сроков реализации и оформления результатов. Роль технологической части дипломной работы Технологический раздел дипломной работы играет важнейшую роль в подготовке и оценке новоиспеченного специалиста. ... цикла и пр.). Какие источники информации кладут в основу технологической части дипломной работы? Технологическая часть ВКР представлена в виде всевозможных расчетов, схем и графиков, ...
Змеевики нагревателя заключены в сваренный из листов кожух 13, состоящий из внутреннего и наружного кожухов, крышки 27 и основания. В верхнюю часть кожуха вварен патрубок 27 для подвода воздуха от вентилятора, а в основании выполнены отверстия 24 для прохода воздуха к горелом ному устройству. Снаружи нагреватель огражден защитным кожухом 11.
В нижней части нагреватель футерован огнеупорной обмазкой 19. В верхней части отверстие в спирали 8 перекрыто заглушкой 4, представляющей собой стальную плиту толщиной 16 мм.
Труба нагревателя закрывается крышкой 5, которая открывается посредством ручки 1. Для предупреждения открывания крышки во время транспортирования агрегата предусмотрено стопорное устройство 6.
Патрубок 17 служит для подвода инертного газа в топку нагревателя, а патрубки 22, закрываемые заглушками 21, служат для промывки стенок змеевиков нагревателя. Через клапан 10 подводится воздух из пневмосистемы автомобиля для обеспечения полного дренажа змеевиков нагревателя. В нижней части нагревателя имеется люк, в который вмонтирована горелка-20 трехфорсуночная, механического типа (рисунок 7).
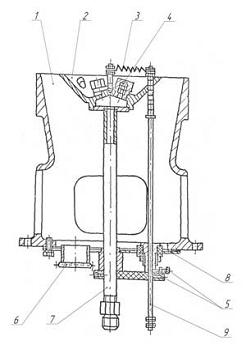
Рисунок 7 — Трёхфорсуночная горелка нагревателя
- корпус;
- 2 — Стабилизатор;
- 3 — Форсунка;
- 4 — Спираль;
- 5 — Болт;
- 6 — Стекло;
- 7 — Трубопровод;
- 8 — Основание;
- 9 — Электрод в сборе.
Топливо через трубопровод 7 подходит к форсункам 3, получает тангенциальную закрутку и через сопла форсунок подается в топку нагревателя. Диаметр прохода сопла 0,8 мм.
Запальное устройство включает в себя нихромовую спираль 4, закрепленную на стабилизаторе 2 и электрод 9 с изолятором, к которому подводится питание от электросистемы агрегата.
Трубопровод 7 и запальное устройство закреплены в основании 8, относительно которого могут перемещаться. Крепление в нужном положении осуществляется болтами 5. В основании имеется окно 6 для визуального контроля наличия пламени в топке нагревателя.
Нефть поступает в наружный змеевик нагревателя через патрубок 16 (рисунок 4), поднимается вверх, через спиральный змеевик 8 и перемычку 3 поступает во внутренний змеевик 15, движется по нему вниз и через патрубок 25 выводится наружу.
Дымовые газы, образовавшиеся в результате сгорания топлива, поднимаются вверх, поступают в кольцевой зазор, образованный змеевиками нагревателя, отпускаются вниз, проходят через отверстия 23 в стакане наружного змеевика и по кольцевому зазору, образованному внутренней стенкой кожуха и наружным змеевиком, поднимаются вверх. Далее газы проходят через сетчатый искрогаситель 2 и выбрасываются наружу.
Экономическая часть дипломной работы строительство
... страниц. Презентация, представляющая отчет о выполненной дипломной работе и результаты работы. ПЕРЕЧЕНЬ ВОПРОСОВ, ПОДЛЕЖАЩИХ РАЗРАБОТКЕ В ПОЯСНИТЕЛЬНОЙ ЗАПИСКЕ Постановка задачи Общая часть Практическая часть, Экономическая часть, Заключение:, Приложения:, Список используемой литературы, ...
Топливная система агрегата обеспечивает подачу необходимого количества топлива к горелке и включает в себя топливный бак — Б установленный в задней части агрегата, топливный насос Н2 и систему трубопроводов с запорно-регулирующей арматурой и контрольно-измерительными приборами.
Топливный бак цилиндрической формы, сварной конструкции. Внутри имеет перегородки для успокоения топлива во время движения агрегата. На верхней части бака имеется горловина с сеткой-фильтром для заправки топлива и фланец для крепления датчика указателя уровня топлива. В нижней части бака расположены: клапан КЗ.2 — питательный, клапан КЗ.З — дренажный.
Топливо из бака, через клапан КЗ.2 и фильтр ФЗ поступает к насосу. От насоса топливо поступает к горелке через фильтр Ф4, вентиль электромагнитный ВЭ1, клапан КЗ.4 и фильтр Ф5
Вентиль ВР служит для регулирования подачи топлива к горелке путем перепуска части топлива в топливный бак агрегата. Управление вентилем ВР осуществляется посредством рукоятки, выведенной в кабину водителя через заднюю стенку кабины автомобиля.
Воздух в нагреватель нагнетается центробежным вентилятором -В.
Вентилятор и нагреватель соединены воздуховодом 11.
Трубы воздуховода изготовлены из тонколистовой стали. Внутренний диаметр труб 193 мм.
Управление заслонкой ЗП, регулирующей подачу воздуха в нагреватель, осуществляется посредством троса, выведенного в кабину водителя через заднюю стенку кабины автомобиля.
При вытяжке троса заслонка перекрывает воздуховод. Возврат троса и открытие заслонки осуществляется посредством пружины.
Насос ПТ крепится к платформе агрегата.
Максимальное давление насоса ПТ ограничивается предохранительным клапаном и регулируется на заводе — изготовителе на величину, равную 1.08 Р раб. (17 МПа).[5]
Техническая характеристика АДПМ:
В процессе эксплуатации насосов могут появиться следующие дефекты корпусных узлов: коробление привалочных поверхностей; износ посадочных поверхностей под подшипники; износ и повреждение резьб; трещины в перемычках между отверстиями, обломы, пробоины, трещины в стенках; отставание подошвы от фундамента из-за неудовлетворительно выполненной подливки фундамента или попадания масла под опорную часть; ослабление крепления рамы к фундаменту.
Наиболее часто встречающимися дефектами цилиндров являются: износ внутренней поверхности (зеркала); трещины стенок, цилиндровых втулок, крышек, полостей охлаждения и клапанных коробок; коррозионный и эрозионный износ стенок полостей; износ посадочных поверхностей цилиндровых втулок, гнезд клапанов; дефекты резьбовых соединений; отложения в полостях охлаждения.
Основными дефектами штоков и плунжеров являются: трещины, механический и коррозионный износы, риски, вмятины, изогнутость.
К основным дефектам коленчатого вала относятся: износ трущихся поверхностей коренных и мотылевых шеек (овальность, бочкообразность, конусность, несоосность шеек вала); задиры на шейках вала; разработка шпоночных канавок; появление трещин на шейках или на щеках вала, подрезы галтелей; изгиб вала в результате работы насоса с неправильно уложенным валом.
Основными дефектами шатунных болтов являются трещины, забоины, риски, коррозия, сорванная резьба и ее деформация, повреждения галтелей.
Ремонт и монтаж центробежных насосов по перекачке нефти и газа
... ремонту, монтажу и пуску агрегатов после ремонта. Согласно заданию руководителя дипломного проекта, цель дипломного проекта – проанализировать технологию ремонта центробежных насосов и газомотокомпрессоров, выявить достоинства и недостатки каждого вида ремонта центробежных насосов, ... валов, подшипников, штоков, поршней, уплотнительных поверхностей задвижек и др.). При коррозийном износе поверхности ...
Причинами, вызывающими преждевременное появление усталостных трещин в деталях крейцкопфа и узла его соединения со штоком, могут быть: недостаточные радиусы галтелей, а также некачественное их выполнение с подрезами и рисками; неудовлетворительное, с перекосами, прилегание друг к другу опорных поверхностей буртов крейцкопфа, муфты и гайки, вызывающее появление повышенных циклических напряжений в опасных сечениях; низкое качество металла и наличие в нем дефектов; расцентровка группы движения.[8]
Для насосов перекачивающих сырую нефть предусмотрено изготовление деталей
Корпус и крышка — Чугун СЧ21-40;
- Втулка цилиндра — Чугун СЧ21-40;
- Плунжер — Чугун СЧ18-36;
- Клапан, седло, болты — Сталь 40Х в термообработанном состоянии;
- Пружина клапана — сталь 60СГ;
- Корпус сальника — Чугун марки не ниже СЧ18-36;
- Нажимная втулка сальника — Чугун марки не ниже СЧ21-40;
- Грундбукса сальника — Чугун марки не ниже СЧ18-36 со втулкой из сплава ЦАМ-10-5 или бронзы БрОЦС 6-6-3;
- Крепежные детали — сталь марок 30 и 35 для шпилек и ст. 4 для гаек.
Материалы, применяемые для изготовления составных частей насосов, по физико-химическим свойствам должны соответствовать требованиям стандартов и технических условий на ремонт.
Качество и свойства материалов должны быть подтверждены сертификатами заводов-поставщиков. При неполноте сертификатных данных или отсутствии сертификатов материалы можно применять только после необходимых испытаний и исследований, подтверждающих соответствие материалов требованиям стандартов и ТУ.
При применении материалов, отличных от указанных в рабочих чертежах или в нормативно-технических документах на ремонт, необходима проверка на допустимость контакта металлов в соответствии с ГОСТ 9.005-72.[8]
Для объемного дозирования жидкости применяют горизонтальные трехплунжерные насосы, состоящие из электродвигателя, редуктора и гидравлической части.
Коленчатый вал таких насосов установлен на двух роликовых подшипниках, остальные подшипники — скольжения. Направляющие крейцкопфа запрессованы в корпусе.
Текущий ремонт плунжерных насосов выполняют через 1000 ч работы, капитальный — через 25920 ч.
При капитальном ремонте выполняют все работы текущего ремонта; дополнительно проводят ревизию крейцкопфа, шатуна, коленчатого вала с контролем износа и заменой негодных деталей.

Рисунок 8 — Схема технологического процесса капитального ремонта индивидуальным (а) и агрегатным (б) методами
Сборка и разборка плунжирного насоса
Полную разборку плунжерного насоса можно начинать с демонтажа как паровой, так и гидравлической частей. Порядок разборки насоса следующий: 1) разборка и ревизия парового цилиндра насоса; 2) вскрытие и ревизия золотниковой коробки; 3) разборка и ревизия гидравлической части; 4) разборка и ревизия узла средней части и механизма парораспределения.
Сборку ведут в том же порядке; механизм парораспределения регулируют только после полной сборки всех узлов насоса до закрытия крышек золотниковой коробки. Для облегчения последующей сборки при разборке насоса на сопрягаемых деталях необходимо проставить метки — буквенные, цифровые или кернением.
Устройство и применение скважинных насосов
... уменьшается на 18%. Погружной насос представляет собой агрегат, состоящий из центроежного многоступенчатого насоса (рис. 5.8) и погружного электродвигателя с жестким соединением их валов. Таким образом, отпадает ... Втулки имеют на внутренней поверхности осевые продольные канавки для прохода воды, которая смазывает и охлаждает трущиеся поверхности втулки и вала. По этим канавкам выносятся ...
Детали насосов при разборке укладывают на легкие переносные деревянные или металлические стеллажи, а штоки плунжера — на специальные козлы с деревянными подушками.[4]
Детали после разборки следует очистить от грязи, продуктов коррозионно-механического износа, смазочных материалов, промыть и просушить.
Мойку деталей производят в специальных струйных установках или моечных машинах. Допускается обработку поверхности производить в переносных моечных ваннах. При мойке методом погружения моечные растворы перемешивают сжатым воздухом, очищенным от пыли и масел. Обработку струйным методом проводят при давлении струи 0,15-0,3 МПа.
Продукты коррозии металла должны быть полностью удалены. Удаление оксидов рекомендуется производить травлением или абразивной чисткой, в зависимости от исходной степени окисленности. Допускается применение механизированного или ручного зачистного инструмента. Допустимая степень очистки от оксидов — не ниже второй (по ГОСТ 9.025-74).
Рекомендуемые составы травильных и моечных растворов и режимы обработки приведены ниже:
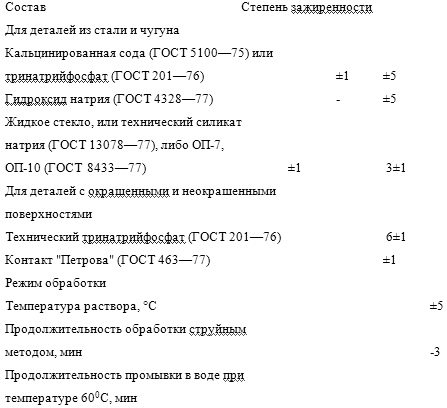
Сушку деталей производят в сушильных камерах при 117°С либо обдувкой сжатым воздухом.[8]
Дефектацию рам, картеров, корпусов редукторов поршневых и плунжерных насосов производят осмотром и замерами. В отдельных случаях при выявлении трещин и скрытых пороков применяют методы неразрушающего контроля.
Неплоскостность привалочных поверхностей должна быть в пределах требований технической документации завода-изготовителя, а при отсутствии таких указаний при проверке на «краску» на каждом квадрате поверхности прилегания размером 25×25 мм должно быть не менее 6 пятен касания.
Прилегание поверхностей сопрягаемых деталей должно быть равномерным по всей длине (щуп толщиной 0,05 мм проходить не должен).
Износ посадочных поверхностей под подшипники проверяют замером.
Неравномерность выработки направляющих определяется как разность замеров микрометрическим штихмасом в трех поясах, перпендикулярных продольной оси крейцкопфной части.
В каждом поясе производят три замера: посередине и на расстоянии 10-20 мм от краев параллелей.
Трещины в корпусных узлах выявляются осмотром, а при необходимости неразрушающими методами контроля. Определение границ трещин, пор, раковин производится цветным или ультразвуковым методом дефектоскопии.
Отклонение положения корпусных узлов от горизонтальной плоскости определяется при помощи брусковых уровней 200-01, устанавливаемых на специальные контрольные площадки или на базовые поверхности, указанные заводской инструкцией по монтажу насосов.
Отклонение от горизонтальной плоскости корпусных узлов в продольном и поперечном направлениях допускается при монтаже не более 0,3 мм, а при эксплуатации не более 2 мм на 1 м длины.
Дефектация цилиндров поршневых и плунжерных насосов производится осмотром; замерами и гидравлическими испытаниями.
Выработку рабочей поверхности зеркала цилиндров определяют замерами диаметров в трех сечениях (среднем и двух крайних), в каждом сечении производят два замера — в горизонтальной и вертикальной плоскостях.
Трещины в цилиндрах, цилиндровых и золотниковых втулках, корпусах клапанных коробок, крышках цилиндров и клапанов выявляют осмотром, а в сомнительных случаях — с применением методов неразрушающего контроля.
Дефектация деталей поршневых и плунжерных групп производится во время разборки насосов, измерением зазоров в сопрягаемых порах: поршень — цилиндр, поршень — кольца.
После разборки производят осмотр деталей и измерение размеров рабочих поверхностей и зазоров в замке поршневых колец в рабочем и свободном состоянии.
Рабочий зазор колец измеряют на кольце, заведенном в цилиндр.
Плунжеры и штоки насосов с давлением более 10 МПа проверяются на наличие трещин при капитальном ремонте цветным, магнитным или люминесцентным методом дефектоскопии, у остальных насосов они проверяются визуально, а при подозрении на трещины — одним из методов дефектоскопии.
Геометрия резьбы этих насосов проверяется согласно технической документации завода-изготовителя, а при отсутствии таких указаний — резьбомером.
Изогнутость штоков и плунжеров проверяется в центрах токарного станка или на специальных приспособлениях с центрами при помощи индикаторов часового типа.
При дефектации коленчатого вала с подшипниками качения нужно проверить: вал и противовесы на усталостные трещины методом магнитной, цветной или люминесцентной дефектоскопии, а в недоступных местах — ультразвуком; состояние противовесов и их креплений; состояние шеек вала под подшипники и их размер, обеспечивающий требуемую чертежом посадку подшипника на вал; шейки вала на биение индикатором; визуально состояние шатунных шеек вала с замерами их диаметров для определения износа.
У валов, уложенных на подшипниках скольжения, дополнительно проверить: визуально — состояние коренных шеек вала с замерами их диаметров для определения износа; расхождение щек.
Овальность и конусность шеек вала определяют обмером каждой шейки в трех поясах: в среднем и двух крайних на расстояниях 5-10 мм от галтелей, в двух плоскостях — вертикальной и горизонтальной. Непараллельность осей шатунных шеек с осью вала проверяется сравнением показаний уровней, уложенных на шатунную и коренную шейки вала. Проверка производится в четырех положениях после поворота вала на 90°.
При проверке валов и противовесов на усталостные трещины во время ревизии необходимо особенно тщательно проверять места, опасные с точки зрения концентрации напряжений (галтели, кромки смазочных каналов, кромки шпоночных пазов и пр.).
У крупных кривошипных валов насаженный на вал кривошип закрывает наиболее опасную галтель, поэтому проверка таких галтелей должна производиться ультразвуком.
На шатун и его детали действуют знакопеременные, а также изгибающие нагрузки от сил инерции. Поэтому при ревизиях и ремонтах необходимо тщательно проверять их состояние.
Шатуны проверяются на наличие трещин одним из методов дефектоскопии.
Проверка отклонения от общей плоскости (перекрещивание) и параллельности осей отзерстий обеих головок шатуна производится на поверочной плите с помощью контрольных валиков.
Проверка крейцкопфа на наличие трещин производится визуально, а при подозрении на трещины — одним из методов дефектоскопии.
Несоосность и перекос оси отверстия под шток к оси крейцкопфа проверяют с помощью штока или ложного штока длиной 150-200 мм.[8]
В корпусах из чугуна ремонт привалочных поверхностей производят механической обработкой; при этом должны быть обеспечены условия прочности.
Привалочные поверхности корпусных узлов не должны иметь забоин, трещин, раковин и задиров. Мелкие риски, забоины, вмятины на плоскостях привалки разъемов устраняют зачисткой, шабровкой или опиловкой. Крупные дефекты на стальных деталях устраняют наплавкой электросваркой с последующей обработкой этих поверхностей.
Восстановление посадочных поверхностей под подшипники стальных корпусов производят наплавкой постелей с последующей расточкой. В обоснованных случаях (условия прочности, возможности конструкции) разрешается восстанавливать посадочные поверхности (стальные и чугунные) установкой гильзы. Восстановленные посадочные поверхности должны обеспечивать натяги (зазоры), соосность, параллельность отверстий согласно требованиям технической документации заводов-изготовителей.
Направляющие (параллели) крейцкопфной части корпуса подлежат исправлению при наличии неравномерной выработки, превышающей 0,30 мм.
Цилиндры, цилиндровые, золотниковые и плунжерные втулки, имеющие трещины, подлежат замене.
Небольшие риски и задиры цилиндров глубиной не более 0,5 мм при протяженности не более 25% длины рабочей поверхности втулки допускается устранять шабрением или зачисткой наждачной шкуркой.
Втулки гидравлических цилиндров и золотников по мере износа допускается растачивать на величину не более 15% первоначальной толщины стенки.
Овальность и конусность зеркала цилиндра после расточки не должна превышать величины допуска на диаметр по квали-тету 1Т9 при диаметре менее 300 мм и полуторной величины допуска при диаметре более 300 мм.
Глубокие риски, раковины, вмятины и другие дефекты на уплотнительных поверхностях под крышки цилиндров, клапанов, фланцев устраняют проточкой привалочных поверхностей.
Штоки и плунжеры к дальнейшей эксплуатации не допускаются и заменяются новыми при наличии трещин любого размера и расположения.
Предельно допустимое уменьшение диаметра плунжеров не должно превышать 0,04 Д где D — номинальный диаметр плунжера.
Штоки и плунжеры протачивают при обнаружении рисок и вмятин глубиной более 0,5 мм.
Изогнутость штока более 0,10 мм устраняют механической или термической правкой.
Допускается проточка штоков не более 1,5 мм по диаметру при диаметре штока до 50 мм; 2 мм -при диаметре от 50 до 75 мм; 3 мм -при диаметре от 75 до 100 мм; 4 мм -при диаметре более 100 мм.
Шероховатость штока после обработки должна быть не ниже Ra 1,25, а для насосов, перекачивающих сжиженные газы, не ниже Ra 0,63.
Шатуны, имеющие трещины любого характера, а также погнутости и скручивания, подлежат замене.
При визуальном осмотре шатуна обнаруженные дефекты — забоины, риски, коррозионные повреждения, отсутствие галтелей, их некачественное выполнение должны устраняться и тщательно зашлифовываться.
Обнаруженные на теле болта и его галтелях забоины, риски, коррозионные повреждения устраняются и тщательно зашлифовываются. Шатунные болты заменяются новыми при срыве даже на одном витке и если гайки наворачиваются неравномерно или имеют качку.
Шатунный болт заменяют вместе с гайкой.
Обнаруженные дефекты (отсутствие галтелей, риски и забоины) устраняются и галтели тщательно зашлифовываются.[8]
Насосные агрегаты, не имеющие общей фундаментной плиты или рамы и поступающие блоками (насос, редуктор, электродвигатель), монтируют последовательно.
Монтаж агрегата с редуктором начинают с редуктора, который выверяют и закрепляют на фундаменте в первую очередь; безредукторный агрегат начинают монтировать с машины большей массы; агрегат с турбоприводом — с турбины, с гидромуфтой (без редуктора)-с гидромуфты (если нет специальных указаний предприятия-изготовителя).
Выверка всех машин агрегата, кроме базовых, заключается в обеспечении горизонтальности в направлении, перпендикулярном их осям, и соосности с базовой машиной при центровке валов по полумуфтам.
Центровку валов по полумуфтам выполняют в следующем порядке: устанавливают заданное расстояние между машинами; закрепляют на полумуфтах приспособление для проверки соосности; записывают показания при начальном положении проверяемых валов; поворачивают одновременно валы обеих машин на 90, 180, 270 и 360° и записывают замеры в каждом положении.
При сборке упругих муфт соединительные пальцы должны от усилия руки плотно входить в отверстия ведущей полумуфты, а резиновые или кожаные кольца пальцев — входить в отверстия ведомой полумуфты свободно, без деформации. Зазор между кольцами и отверстиями должен быть одинаковым у всех пальцев.
После центровки и соединения полумуфт валов необходимо проверить возможность свободного вращения ротора.
Монтаж маслосистемы
Маслопроводы, поступающие на монтаж не закрепленными на оборудовании, перед монтажом необходимо» протравить для очистки от химических соединений, снижающих качество смазочного масла.
Травление рекомендуется выполнять раствором неядовитой, нетоксичной и не имеющей ожоговых свойств ортофосфорной кислоты (Н3РО4); при травлении таким раствором не требуются нейтрализация, добавление ингибитора и промасливание.
Перед травлением внутренние поверхности маслопроводов следует по возможности очистить от механических загрязнений обстукиванием или протаскиванием ершей. Затем маслопроводы собирают с помощью гибких шлангов в кольцевую плеть, подключают к промывочной установке и в течение 8-10 ч промывают 15-20%-ным раствором Н3Р04, нагретым до50°С; при этом остатки механических загрязнений и ржавчины оседают в промывочном баке.
Смонтированные маслопроводы должны налегать к фундаменту и установленному оборудованию.
Плотность соединений системы смазки следует проверять путем промывки ее маслом от масляного насоса. Одновременно необходимо проверять поступление масла ко всем смазываемым точкам. По окончании промывки проверяют чистоту масла (путем лабораторного анализа) и фильтрующих элементов масляных фильтров.
Присоединение трубопроводов к насосам.
Внутренние поверхности трубопроводов, по которым перекачиваемая жидкость поступает в рабочие полости оборудования, до установки должны быть очищены ершами и протерты тряпками.
Не допускается передача нагрузок,от трубопроводов на патрубки оборудования.
Трубопроводы разрешается присоединять к оборудованию только после его выверки и окончательного закрепления на фундаменте.
Испытания насосных агрегатов
Смонтированные насосы должны быть подвергнуты индивидуальным испытаниям.
К началу испытаний необходимо:
- уложить перекрытие кабельных и трубопроводных каналов вокруг агрегата в соответствии с проектом;
- смонтировать, испытать, промыть всасывающий и нагнетательный трубопроводы насосов с фильтрами, обратными и предохранительными клапанами и арматурой;
- очистить приточную камеру компрессора от ржавчины, грязи и ныли;
- смонтировать и опробовать системы маслосмазки, водяного охлаждения и канализации;
- смонтировать системы автоматического управления, контроля, сигнализации и защиты;
- установить все контрольно-измерительные приборы;
- подвести электропитание и проверить готовность электрической части агрегата;
- установить защитные кожухи и ограждения;
- очистить площадки обслуживания от посторонних предметов и мусора.
Испытания агрегата необходимо проводить совместно с испытаниями системы автоматического управления, контроля, сигнализации и защиты, если эти системы предусмотрены проектом.
До начала испытаний необходимо выполнить холостую обкатку электродвигателя. Обкатка должна продолжаться до установления нормальной температуры подшипников, но не менее 2 ч.
В процессе подготовки к испытаниям необходимо проверить: затяжку гаек фундаментных болтов, наличие и исправность контрольно-измерительных приборов, наличие и исправность ограждений; подготовку электродвигателя в соответствии с требованиями СНиП III-33-76; правильность и надежность установки заглушек; наличие и уровень масла в системе смазки; свободное вращение ротора (вала) поворотом на 1 — 2 оборота; поступление смазки к зубчатым соединительным муфтам; работу системы охлаждения агрегата, температуру и напор охлаждающей воды; состояние задвижек и вентилей (открыты или закрыты) на основных и вспомогательных трубопроводах вручную срабатывание противопомпажных и других защитных устройств (если такие имеются); затяжку резьбовых соединений; правильность направления вращения ротора — кратковременным включением электродвигателя (толчком).
После повторной проверки центровки валов и установления правильного направления вращения ротора электродвигателя собрать муфтовые соединения агрегата.
Индивидуальные испытания насосов всех типов заключаются в работе без заполнения жидкостью — вхолостую (если это разрешено заводской технической документацией).
Индивидуальные испытания вхолостую включают следующие виды работ: пробные испытания с остановками для проверки работы узлов и устранения неполадок; заключительное непрерывное испытание вхолостую в течение 30 мин (не менее).
Поршневые компрессоры испытывают вхолостую при снятых клапанах или свободном выходе воздуха из нагнетательного патрубка.
В результате индивидуальных испытаний вхолостую должны быть обеспечены: спокойная работа агрегата без стуков и чрезмерного шума; нормальная работа подшипников, при которой их температура, независимо от продолжительности работы, не превышает значения указанного в технической документации предприятия-изготовителя (при отсутствии специального устройства для замера температуры работу подшипников следует контролировать по температуре масла, стекающего после смазки подшипника); устойчивое давление масла в циркуляционной системе смазки, соответствующее указаниям предприятия-изготовителя; надежная блокировка электропитания двигателя компрессора с приборами давления масла; отрегулированная работа перепускного клапана маслосистемы; бесперебойное поступление масла во все места смазки цилиндров и сальников (не допускается утечка масла через соединения маслопроводов и крышки); бесперебойная работа системы водяного охлаждения; нормальная работа уплотнения вала.
Предприятие-изготовитель определяет последовательность операций при пуске; допускаемое число запусков подряд и необходимые интервалы между ними; последовательность увеличения продолжительности пробных испытаний; продолжительность заключительного непрерывного испытания вхолостую и под нагрузкой и режим испытаний.
По окончании индивидуальных испытаний насосы передают заказчику для комплексного опробования по акту, который одновременно является актом об окончании монтажных работ.[8]
4 Правила технической эксплуатации АДПМ
Продолжительная ин надежная работа установки зависит от соблюдения правил технической эксплуатации и техники безопасности.
Машинист, обслуживающий установку, должен пройти соответствующую подготовку и иметь свидетельство на право управления установкой.
Перед вводом в эксплуатацию агрегата необходимо проверить комплектность и сохранность контрольно-измерительных приборов и регулирующей аппаратуры, провести расконсервацию оборудования агрегата, провести обкатку двигателя в соответствии с инструкцией по эксплуатации автомобиля.
Во время работы агрегата оператор должен поддерживать оптимальный режим его работы на данной передаче, контролируя нормальное функционирование систем агрегата по приборам и внешним осмотрам.
Температура нагрева нефти не должна превышать 150°С, а давление, развиваемое агрегатом, максимальных значений для данного режима работы
Агрегаты для подогрева нефти, нефтепродуктов и пара должны располагаться не ближе 25 м от устья скважин с подветренной стороны.
Выхлопные трубы агрегатов и других машин, участвующих в технологических обработках скважин, должны быть оборудованы искрогасителями.
Агрегаты должны соединяться с устьевой арматурой специальными трубами высокого давления, не имеющими сварных швов и элементов не заводского исполнения.
На нагнетательных линиях агрегатов для технологических обработок скважин должны быть установлены манометры, предохранительные и обратные клапаны.
Перед началом работ нагнетательные линии агрегатов должны быть опрессованы давлением, равным полуторакратному от максимального рабочего в процессе обработки, но не превышающего допустимое, указанное в паспорте агрегата.
Во время опрессовки коммуникаций и при закачке горячих агентов запрещается нахождение рабочих в опасной зоне (ближе 10 м).
Розжиг топлива на агрегатах АДПМ и ППУ производить только после долива скважины до устья и восстановления устойчивой циркуляции, т.е. при поглощении жидкости скважиной и создании противодавления нагнетательной линии 20-30 кгс/кв.см.
Во время проведения процессов технологических обработок скважин необходимо постоянно вести контроль за давлением, температурой и расходом технологического агента, а также состоянием напорных трубопроводов и коммуникаций.
При отклонении от номинальных параметров или выявлении неисправностей необходимо остановить работы, снизить давление в напорном трубопроводе до атмосферного, выяснить причины отложений, неисправностей и после их устранения возобновить работы.[6]
Исходные данные:
- Тип насоса — 2НП-160;
- Р=17 МПа — максимальное рабочее давление;
- Q=7,5 л/сек — производительность насоса;
- n=165 1/мин — частота двойных ходов плунжера;
- S=125 мм — длина хода плунжера;
ρ=830 кг/м 3 — плотность нефти;
- η=0,87 — коэффициент полезного действия насоса.
Определить диаметр плунжера, толщину стенки клапанной коробки; площадь крейцкопфа, усилия на плунжер, диаметр пальца кривошипа, приводную мощность.
Диаметр плунжера:
![]()
Где α v =0,92-0,94=0,93 — коэффициент объемной подачи для исправного насоса;
- k=3 — число камер насоса;
S=125 мм — длина хода поршня,
n=165 1/мин- число двойных ходов насоса;
![]()
Принимаем ближайшее номинальное значение: D=125 мм
Толщина стенки клапанной коробки:
![]()
Где ![]() — наружный и внутренний радиусы коробки
— наружный и внутренний радиусы коробки
![]()
Где ![]() — для чугуна СЧ21-40, допустимое напряжение на растяжение[2];
— для чугуна СЧ21-40, допустимое напряжение на растяжение[2];
Р=17МПа- наибольшее давление в коробке
![]()
![]()
Полезная мощность насоса:
![]()
Мощность привода:
- Где α=1,05 — коэффициент запаса[2];
![]() =0,87- кпд насоса[2]
=0,87- кпд насоса[2]
![]()
Максимальное усилие действующее на плунжер при сжатии:
![]()
Где К п =1.15- коэффициент запаса[2];
Р мах =17МПа- давление насоса;
F =0,012 м 2 — площадь плунжера
![]()
Радиус кривошипа:
![]()
Максимальный угол между шатуном и штоком:
![]()
R=0,063м — радиус кривошипа;
L=0,850 м- длина шатуна
![]()
![]()
Усилие вдоль оси шатуна:
![]()
![]()
Максимальная составляющая силы действующая на крейцкопф:
![]()
![]()
При правом вращении коренного вала сила N c max направлена вверх. При весе ползуна G=4,6 кг, сила нажатия на направляющие ползуна:
![]()
Где G=5 кг — вес ползуна.
![]()
По аналогии с формулой 6:
![]()
Где К п =1.15- коэффициент запаса[2];
Р с =0,239МПа- усилие вдоль плунжира;
![]()
В данном курсовом проекте была рассмотрена тема монтажа, технической эксплуатации и ремонта установки депарафинизации АДПМ.
К следствие, были рассмотрены следующие вопросы:
- назначение, устройство, технические параметры агрегата АДПМ;
- монтаж данной установки;
- технология капитального ремонта насосов 2НП-160, а именно разборка, дефектовка, сборка и последующие испытания;
- в конце проекта были проведены соответствующие расчеты трехплунжерного насоса одинарного действия 2НП-160.
- Адонин А.Н.
Добыча нефти штанговыми насосами. -М.: Недра, 2000.
2. Ильский А.П. Буровые машины и механизмы. — М.: Академия, 2003.
- Лесецкий В.А. Буровые машины и механизмы. — М.: Академия, 2004.
- Молчанов А.Г.
Нефтепромысловое оборудование. — М.: Недра, 1998.
5. Никишенко С.Л. Нефтегазопромысловое оборудование. — М.: УМК, 2005.
- Правила безопасности в нефтяной и газовой промышленности. — М.: Промышленная безопасность, 2007.
- Раабен А.А.
Ремонт и монтаж бурового оборудования. — Уфа: Дизайн Полиграф Сервис, 2003.
- Рахмилевич 3.3. Насосы в химической ‘промышленности: — М.: Химия, 1990.