
Производство изделий микроэлектронной техники является очень затратным трудоёмким. Это связанно с тем, что существуют определенные стандарты производства, отклонения от которых ведёт к появлению брака. Одним из таких стандартов является шероховатость поверхности пластины, созданной на ней пленки или нанесенного резиста для фотолитографии. От качества поверхности полупроводниковых пластин во многом зависят электрические параметры электронных приборов и их стабильность
Оценка влияния шероховатости, волнистости и отклонений формы поверхностей деталей на их функциональные свойства является серьезной проблемой. Шероховатость или микрогеометрия поверхности — это одна из важнейших характеристик материалов: она влияет на износостойкость, контактную жесткость, коррозионную стойкость и другие функциональные характеристики поверхности. Большая шероховатость поверхности подложки снижает надежность тонкопленочных резисторов и конденсаторов, так как микронеровности уменьшают толщину резистивных и диэлектрических пленок. При толщине пленок около 100 нм допускается высота микронеровностей примерно 25 нм. Следовательно, обработка поверхности подложки для тонкопленочных микросхем должна соответствовать 14 классу чистоты. Толстые пленки имеют толщину 10…50 мкм, поэтому подложки для толстопленочных ИС могут иметь микронеровности до 1 мкм, что соответствует 8…10 классам чистоты.
На сегодняшний день существует много методов измерения шероховатости поверхности, которые, в зависимости от его точности, скорости и практичности используются в разных областях микроэлектроники. В данной курсовой работе будут рассмотрены наиболее распространённые из них.
1. Понятие шероховатость
Шероховатостью называют совокупность неровностей поверхности с относительно малыми шагами на базовой длине. Она измеряется в микрометрах <https://ru.wikipedia.org/wiki/%D0%9C%D0%B8%D0%BA%D1%80%D0%BE%D0%BC%D0%B5%D1%82%D1%80> (мкм) и нормируется 14-ю классами.
Для оценки используется параметры такие как средняя линяя 1 (рис. 1) высота неровностей R a и Rz , измеряемых в пределах базовой длины l. V
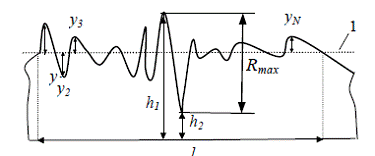
Рис. 1. Профиль поверхности
Базовая длина зависит от класса шероховатости: например, для 9-12 классов она равна 0,25 мм, для 13-14 классов — 0,08 мм (табл. 1).
Таблица 1 Значения параметров шероховатости
Шероховатость поверхности. Отклонение формы и расположения поверхности
... Рис. 2 Отклонения формы и расположения поверхностей Отклонения поверхностей определяются не только волнистостью и шероховатостью, но и отклонениями формы и взаимного расположения поверхностей. Различают номинальную поверхность, форма которой ... линии, ограниченного точками ее пересечения с двумя соседними одноименными сторонами неровностей; n - число шагов в пределах базовой длины. Средний шаг ...
|
Класс шероховатости |
Базовая длина l, мм |
R a предпочт., мкм |
R a допустимые, мкм |
Rz, мкм |
|
1 |
8,0 |
50 |
80; 63; 40 |
320; 250; 200; 160 |
|
2 |
8,0 |
25 |
40; 32; 20 |
160; 125; 100; 80 |
|
3 |
8,0 |
12,5 |
20;16,0;10,0 |
80; 63; 50; 40 |
|
4 |
2,5 |
6,3 |
10,0;8,0;5,0 |
40; 32; 25; 20 |
|
5 |
2,5 |
3,2 |
5,0; 4,0; 2,5 |
20; 16; 12,5; 10,0 |
|
6 |
0,8 |
1,6 |
2,5; 2,0; 1,25 |
10,0; 8,0; 6,3 |
|
7 |
0,8 |
0,80 |
1,25; 1,00; 0,63 |
6,3; 5,0, 4,0; 3,2 |
|
8 |
0,8 |
0,40 |
0,63; 0,50; 0,32 |
3,2; 2,5; 2,0; 1,60 |
|
9 |
0,20 |
0,32; 0,25; 0,160 |
1,60; 1,25; 1,00; 0,80 |
|
|
10 |
0,25 |
0,10 |
0,160; 0,125; 0,080 |
0,80; 0,63; 0,50; 0,40 |
|
11 |
0,25 |
0,050 |
0,080; 0,063; 0,040 |
0,40; 0,32; 0,25; 0,20 |
|
12 |
0,25 |
0,025 |
0,040; 0,032; 0,020 |
0,20; 0,16; 0,125; 0,100 |
|
13 |
0,08 |
0,012 |
0,020; 0,016; 0,010 |
0,100; 0,080; 0,063; 0,050 |
|
14 |
0,08 |
0,012 |
0,010; 0,008 |
0,050; 0,040; 0,032 |
За среднюю линию профиля принимается линия, разделяющая измеренный профиль таким образом, чтобы сумма квадратов расстояний y 1 , y2 , …, yN точек профиля до этой линии была минимальной в пределах базовой длины.
Параметр R a — среднее арифметическое отклонение точек действительного профиля от средней линии:
![]() (1).
(1).
Параметр Rz — средняя разность высот пяти наивысших и пяти наинизших точек на базовой длине профиля, измеренных от линии, параллельной средней:
![]() (2).
(2).
Методы измерения шероховатости поверхности
1 Общие сведения
Каждому из методов измерения шероховатости поверхности присущи свои особенности, и выбор того или иного метода должен определяться конкретными задачами, стоящими перед исследователем. Одной из основных характеристик любого метода является чувствительность по высоте шероховатости и область пространственных частот, в которых проводятся измерения. Также немаловажными параметрами являются линейные габариты, площадь и время измерений, отсутствие разрушений поверхности в процессе эксперимента, а также возможность исследования поверхностей сложного профиля. Методы измерения шероховатости поверхности можно отнести к двум группам:
- методы, основанные на дифракции электромагнитного излучения на неоднородной границе раздела сред (оптические и рентгеновские);
- прямые методы контроля микрорельефа: механическая профилометрия, атомно-силовая и туннельная микроскопия.
Информация о качестве поверхности может быть получена на основе применения следующих неразрушающих оптических методов:
- метод светового сечения;
- растровый метод;
- рефлектометрический метод;
- метод слепков;
- метод сравнения с образцовой деталью;
- интерференционный метод.
Метод светового сечения заключается в том, что одним микроскопом (проекционным) на исследуемую поверхность направляется под определенным углом узкий пучок света, при этом на ней получается граница тени от непрозрачной шторки (щели), введенной в часть светового пучка, падающего на поверхность. Граница света и тени (световое сечение) подобна профилю в сечении поверхности плоскостью, и по ее конфигурации можно судить о расположении, форме и размерах неровностей на испытуемой поверхности.
Второй микроскоп (наблюдательный), расположенный под углом (2α=90o)относительно первого, служит для наблюдения полученного светового сечения поверхности. Метод светового сечения относится к профильным методам измерения неровностей поверхности. Считается, что приборы (двойные микроскопы, приборы светового сечения), в которых реализуется метод светового сечения, позволяют измерять неровности поверхности высотой от 0,8 до 63 мкм с допустимыми погрешностями показаний. Следует заметить, что при этом неровности поверхности кромок шторок, прикрывающих диафрагмированную щель (иначе говоря, щелевую диафрагму), должна быть в несколько раз меньше величины (0,8/35 ≈ 0,02 мкм), иначе щели будут вносить заметное искажение светового сечения профиля. Достижение этого представляет определенные технологические и метрологические трудности. Если на испытываемую поверхность наложить стеклянную пластину с нанесенными на ней близко друг от друга штрихами (т. е. с растровой сеткой), то при наклонном падении лучей отраженная картина растровой сетки накладывается на штрихи самой сетки и наблюдаются муаровые полосы. На основе этого явления предложена методика измерения высоты неровностей и степени шероховатости с помощью
При оценке шероховатости поверхностей сложной формы и в случае трудного доступа к исследуемой поверхности применяют так называемый метод слепков, заключающийся в снятии копий (как правило, ≪негативных≫) поверхностей для последующего измерения по ним высоты неровностей. Неровности на слепках можно измерять как с помощью оптических, так и щуповых приборов. В частности, для этого используют приборы электромеханические профилографы — профилометры.
Недостатком механических профилометров является то, что измерительный щуп (алмазная игла) контактирует с поверхностью и, следовательно, в той или иной мере повреждает ее. Кроме того, процедура измерений длительная, особенно если необходимо исследовать поверхность образца по всей ее площади. В последнее время развивается направление исследования состояния поверхности полупроводниковых материалов на сканирующих зондовых микроскопах (СЗМ).
При использовании атомно-силового микроскопа (АСМ) изучено влияние способа химической обработки на состояние поверхности подложек. Туннельные и атомно-силовые методы обладают наивысшей чувствительностью и точностью, позволяя наблюдать атомную структуру поверхности. Однако поле зрения (исследуемая площадь образца) при этом ограничено единицами или десятками микрон, что неприемлемо для целого ряда приложений. Кроме этого, названные методы не позволяют исследовать скрытые границы раздела.
Методы, основанные на анализе рассеяния и отражения рентгеновского излучения, привлекают в настоящее время большое внимание и, вероятно, наиболее предпочтительны для исследования оптических элементов рентгеновского диапазона. Рентгеновские методы обладают рядом неоспоримых достоинств: неразрушающие методы измерений и высокая чувствительность, позволяют исследовать шероховатости со среднеквадратичной высотой 0,1 нм. Эти методы более информативны, чем например, оптические методы, поскольку минимальный продольный размер регистрируемых неоднородностей по порядку величины соответствует длине волны зондирующего пучка.
Однако в отличие от прямых измерений (профилометрия, АСМ), методы рентгеновского рассеяния являются косвенными и существенным образом основываются на использовании теории взаимодействия излучения с шероховатой поверхностью и модели поверхности. В этой связи встает проблема выбора адекватного теоретического приближения, позволяющего извлечь данные о шероховатостях однозначным образом. Ещё один из методов является оптический метод измерений. Существенным преимуществом этого метода является неразрушающее воздействие на образцы. Однако, как известно, разрешающая способность оптических методов ограничена дифракцией световых волн. Некоторые реализации оптических методов требуют применения специальных эталонов, то есть не являются в полной мере количественными. Кроме этого, принципиальный недостаток всех оптических методов состоит в том, что минимальный продольный (вдоль поверхности) размер шероховатостей, которые еще могут быть обнаружены, ограничен по порядку величины длиной волны зондирующего излучения, то есть не может быть меньше 0,5-1 мкм.
2 Измерение шероховатости с помощью профилометра
Профилометр — прибор, который предназначается для измерения шероховатости контактным методом. Контактный метод означает, что по исследуемой поверхности перемещается специальная алмазная игла, колеблющаяся от неровностей поверхности. Такие колебания иглы передаются на датчик, где преобразуются в малые электрические токи, которые, в свою очередь, усиливаются гальванометром и регистрируются. Показания выводятся на дисплей прибора и дают представление о характере неровностей исследуемой поверхности — их высоте и глубине. Схема измерения представлена на рисунке 2.
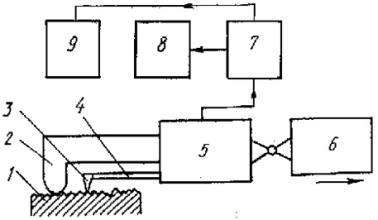
Рис. 2 Схема измерения параметров шероховатости с помощью профилометра
В процессе измерения поверхность детали 1 ощупывается алмазной иглой 3, закрепленной на рычаге 4, колебания которого при помощи индуктивного или механотронного преобразователя 5 превращаются в электрические. В измерительной схеме 7 эти сигналы усиливаются, интегрируются по перемещению и передаются на индикатор 8,градуированный в значениях R a или (без интегрирования) на записывающее устройство 9. Необходимое для измерения перемещение сообщается протяжным механизмом6.При этом корпус преобразователя, шарнирно связанный с этим механизмом, опирается на поверхность детали дополнительной опорой 2,ширина которой достаточна, чтобы не реагировать на микронеровности детали.
Радиус ощупывающей иглы — от 2 до 12 мкм. Скользя по поверхности, она изнашивается и тупится. Кроме того, при сканировании возможны отскоки иглы и пластические деформации микронеровностей. Все это приводит к большим погрешностям при измерениях (в среднем ±10 %).
Чем меньше R a , тем менее достоверна информация о реальном профиле, получаемая с помощью щупового прибора.
Ещё один вариант исполнения профилометра показан на рисунке 3. В нем вместо щупа используется лазер. Наиболее точным и удобным из лазерных методов измерения является метод сдвига частоты излучения. Блок-схема лазерного профилографа с устройством сдвига частоты излучения, работа которого основана на изменении оптической длины измерительного плеча интерферометра с постоянной скоростью (рис.3).
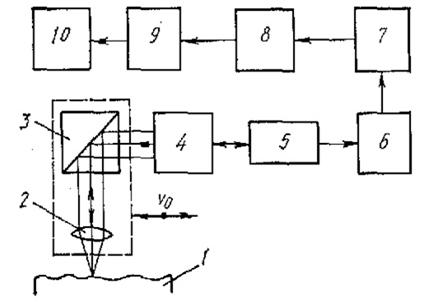
Рис. 3. Блок-схема лазерного профилографа.
Выходное излучение лазера 5 после прохождения телескопической системы 4 направляется на сканирующее устройство, перемещающее сфокусированное излучение лазера вдоль измеряемой поверхности с постоянной скоростью v o . Сканирующее устройство состоит из кубика 3 с отражающей поверхностью и микрообъектива 2, позволяющего сфокусировать на измеряемой поверхности 1 лазерный пучок до 6 — 8 мкм. Отраженное от поверхности излучение приобретает доплеровский сдвиг частоты, пропорциональный вертикальной составляющей относительной скорости движения поверхности, которая определяется углом подъема освещенного элемента микропрофиля. После вторичного прохождения через сканирующее устройство и резонатор лазераотраженное излучение принимается фотоприемником 6. С выхода фотоприемника электрический сигнал после прохождения через амплитудный ограничитель 7 и узкополосный усилитель 8 поступает на частотный детектор 9. Выходной сигнал частотного детектора подается на интегрирующий усилитель 10, формирующий напряжение, пропорциональное мгновенному значению высот микронеровностей поверхности.
3 Измерение шероховатости поверхности методом светового сечения и теневой проекции профиля
Сущность метода светового сечения (рис. 3) заключается в следующем. Световой поток, проходящий через узкую прямоугольную щель и направленный на исследуемую поверхность под некоторым углом, как бы сечет ее плоскостью перпендикулярно к следам обработки, следам неровностей и, изображение щели, отражаясь от поверхности, претерпевает искривление, характеризующее конфигурацию неровностей поверхности.
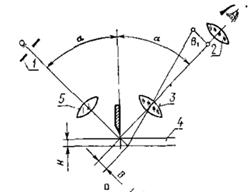
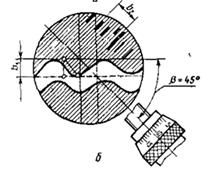
Рис. 4 Схема измерения шероховатости методом светового сечения
По форме и размеру изгиба изображения щели судят о неровностях поверхности. Узкая прямоугольная щель1 (рис. 3,а), освещаемая лампой, проецируется конденсором 5 микроскопа на шероховатую поверхность 4. Отражение изображения щели от измеряемой поверхности рассматривается через визуальный измерительный микроскоп, состоящий из объектива 3 и окуляра 2 с винтовым микрометром. В местах неровностей изображение щели в фокальной плоскости окуляра 2 будет воспроизводить профиль исследуемого участка поверхности (рис. 1, б)
Величина деформации щели зависит от высоты неровностей поверхности. На этой зависимости основан принцип действия прибора. Высоту неровности определяют из выражения
![]() (3),
(3),
где b — размер искривления изображения щели в фокальной плоскости окуляра, измеренный винтовым окулярным микрометром; β — увеличение объектива α — угол наклона измерительного микроскопа.
Метод теневой проекции отличается от описанного тем, что граница между светом и тенью создается острием ножа.
Интерференционная картина образуется при взаимодействии световых пучков, отраженных от образцового зеркала и исследуемой поверхности. Она представляет собой светлые и темные полосы. Как правило, на поверхностях с мелкими неровностями возникают узкие полосы, которые можно рассмотреть только под большим увеличением, т. е. при помощи микроскопа с увеличением 100 раз и более. По интерференционной картине (рис. 5.) определяется величина изгиба полосы ΔА в области прохождения исследуемой царапины (впадины).
Глубина впадины h определяется по формуле:
![]() (4),
(4),
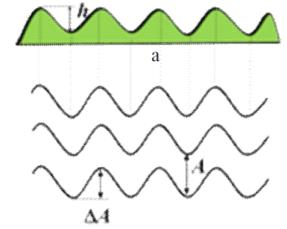
Рис. 5 Измерение глубины царапины (впадины) по изгибу интерференционных полос
Во многих случаях нужно использовать источник белого света и по интерференционной полосе нулевого порядка правильно определить величину смещения интерференционных полос (при толщинах слоев как меньших, так и больших λ/2).
Если исследуемое покрытие является прозрачным на длине волны используемого света, то световая волна дважды проходит через него и изменение оптического пути равно 2d(n — 1), где n — показатель преломления покрытия. В этом случае толщину покрытия вычисляют по формуле:
![]() (5),
(5),
Интерференционный метод контроля чистоты поверхности реализуется в двухлучевых микроинтерферометрах. Эти приборы предназначены для определения высоты неровностей поверхностей в пределах 1 — 0,03 мкм, соответствующих 10 — 14-му классу шероховатости, а также для измерения толщины покрытий. Оптические системы интерферометров имеют увеличение 490 раз и поле зрения 0,32 мм.
На рис. 6 представлена оптическая схема микроинтерферометра. источника света 1 (лампа накаливания) направляется конденсором 2 через светофильтр 3 в плоскость апертурной диафрагмы 4. Параллельный пучок света после выхода из объектива 5 падает на полупрозрачную разделительную пластинку 6. Отраженная от пластинки часть светового пучка, проходящая через первую ветвь интерферометра, собирается в фокальной плоскости объектива 10 на проверяемой поверхности детали 11. После отражения от детали пучок света снова проходит через объектив 10 и пластину 6 и собирается в фокусе объектива 12. Затем пучок лучей попадает в окуляр-микрометр 13 визирного тубуса, при помощи которого наблюдается увеличенное изображение проверяемой поверхности. Описанная часть схемы микроинтерферометра представляет собой микроскоп.
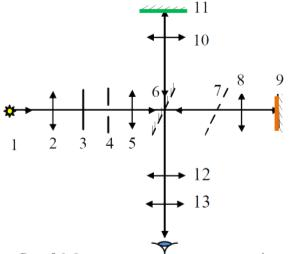
Рис. 6 Оптическая схема микроинтерферометра
Прошедшая через пластинку 6 часть светового пучка (во второй ветви интерферометра) падает на компенсатор 7, который служит для компенсации разности хода лучей, образующейся за счет двукратного прохождения светом пластинки 6 в первой ветви интерферометра, и собирается в фокусе объектива 8. После отражения от эталонного зеркала 9 пучок света снова проходит объектив 8, компенсатор 7 и падает на пластинку 6, которая одну часть лучей также пропускает, а другую отражает. Отраженная часть пучка интерферирует с пучками первой ветви интерферометра. Образующаяся интерференционная картина полос равной толщины формируется объективом 12 в фокальной плоскости окуляра 13. Таким образом, в фокальной плоскости окуляра можно одновременно наблюдать изображение интерференционных полос и изображение проверяемой поверхности. С целью наблюдения интерференционной картины в монохроматическом свете применяется светофильтр 3, который выключается, если наблюдение проводится в белом свете.
шероховатость поверхность деталь волнистость
Заключение
В ходе курсовой работы рассмотрены различные методы измерения шероховатости поверхности для изделий электронной техники, выявлены основные особенности, проанализированы преимущества и недостатки данных методов.
В условиях развития информационных и интеллектуальных технологий, внедрения систем управления в производственный процесс особую актуальность приобретает разработка автоматизированных методов измерений. Контролируемые величины лежат в субмикронной области, а операция контроля технологического процесса изготовления подложек на сегодняшний день достаточно трудоемка. Таким образом, можно сделать вывод о необходимости автоматизации операции контроля шероховатости, которая позволит оперативно и достоверно получать информацию и эффективно управлять технологическим процессом изготовления подложек для приборов электронной техники.
Литература
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/po-tehnicheskim-izmereniyam-sherohovatost-poverhnosti-zaklyuchenie/
1. И.Ш. Невлюдов Анализ методов контроля шероховатости подложек для изделий электронной техники //Журнал прикладной физики с.25-29 2014
— В. А. Егоров Оптические и щуповые приборы для измерения шероховатости поверхности // изд. «Машиностроение» Москва 1965 г 224 с.
— Жигальский А.А. Проектирование и конструирование микросхем: Учебное пособие. — Томск: ТУСУР, 2007. — 195 с.