
Алюминий Казахстана Акционерное общество «Алюминий Казахстана» — бывший Павлодарский Алюминиевый завод.
Виды деятельности и основная продукция алюминиевый завод (ПАЗ) одно из предприятий Казахстана: производства и реализации глинозема, а также добычи, переработки и реализации бокситов, известняка, огнеупорных глин, щебня, производства и реализации галлия, сульфата алюминия и других товаров и услуг, и использование его в интересах акционеров Общества. Численность: на 28.02.2009 г. — 11867 человек
«Алюминий Казахстана» входит в число десяти ведущих производителей глинозема в мире.
АО «Алюминий Казахстана» в январе-мае 2005-го года произвело 628,7 тыс. тонн глинозема, что на 3,3 % больше, чем в аналогичном периоде 2004- порядка $700 тыс.
Акционерное общество «Алюминий Казахстана» входит в группу предприятий ENRC <#»603901.files/image001.gif»>
- станина;
- 2 — модельная плита;
- 3 — колонна прессовой траверсы;
- 4 — цилиндр поворота траверсы;
- 5 — прессовая колодка;
- 6 — прессовая траверса;
- 7 — сталкиватель готовых полуформ на конвейер;
- 8 — стойка (дополнительная опора) прессовой траверсы;
- 9 — замок стойки траверсы;
- 10 — протяжная рамка;
- 11 — колонка управления Рисунок 1 — Формовочная машина
Смешивающие бегуны
Подготовленные исходные материалы в определенном весовом соотношении и последовательности тщательно перемешиваются и подаются в бункера-отстойники, где происходит набухание частичек глины и равномерное распределение влаги. Из бункеров-отстойников смесь поступает по ленточным транспортерам через разрыхлители или аэраторы в формовочные и стержневые отделения. Формовочные материалы перемешиваются специальными машинами — бегунами.
Смешивающие бегуны с вертикально расположенными катками (рис.2) состоят из рамы-основания 1, электромотора 8, редуктора 7, чаши 2, в которой размещаются катки 4 и плужок 3. Мотор и редуктор через соединительную муфту 6 передают вращение валу 5, последний через конические шестерни приводит во вращение вертикально расположеный вал, связанный шарнирно с катками 4. При включении привода катки совершают круговое движение по днищу чаши, вращаясь вокруг собственной оси, кроме этого, они могут приподниматься и опускаться в зависимости от слоя смеси, находящегося в чаще. Для лучшего перемешивания смесь все время подается плужком 3 под вращающиеся катки 4.
Производство алюминия
... проблем, преодолеть немало трудностей. Цель курсовой работы: проанализировать теоретическую литературу по теме исследования, и выявить основные пути совершенствования производства алюминия. Для достижения поставленной цели ... групп. Ввиду слабости собственной сырьевой базы российские производители алюминия в значительной мере ориентируются на привозной глинозем. Но уповать на стабильность постав
Примером автоматизированного оборудования для приготовления смеси являются центробежные смеситель-бегуны 115 (рис. 3).
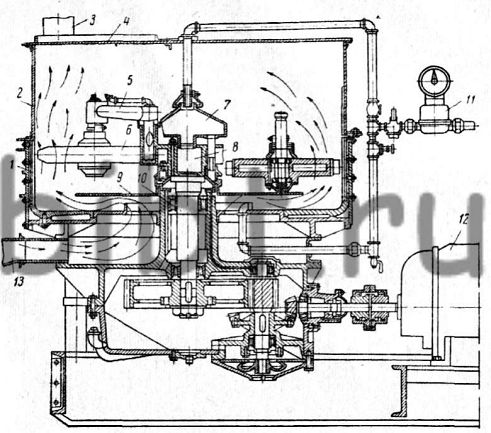
Рисунок 2 -Смешивающие бегуны с вертикально расположенными катками
Смеситель представляет собой глубокую чашу 2, покрытую внутри резиновой лентой 1. На вертикальном валу 10 укреплены траверсы 8 с кронштейном 5, к которым подвешены маятниковые катки 6, также покрытые резиновой лентой. Вертикальный вал 10 передает вращение каткам 6. При включении электродвигателя 12 под действием центробежной силы катки прижимаются к борту чаши и, вращаясь вокруг своей оси, обегают боковую поверхность чащи. Формовочные материалы попадают через воронку 4 на неподвижный диск 9 и подбрасываются специально устроенными лопатками под катки. Лопатки прикреплены к траверсам и вращаются вместе с катками вокруг оси смесителя. Вода для увлажнения смеси в строго определенном количестве подается через водомер 11 в резервуар 7, а из него в смеситель.
Готовая смесь периодически выпускается через боковое окно чаши. Образующаяся в процессе работы пыль удаляется вентиляционной системойчерез трубку 3 потоками воздуха, поступающего от вентилятора по трубе 13 и охлаждающего смесь. Такой центробежный смеситель может приготовлять до 40 т наполнителей смеси в час.
В современных литейных цехах работают землеприготовительные установки, в которых дозирование формовочных материалов, приготовление смесей, контроль свойств и подача их к рабочим участкам осуществляются автоматически.
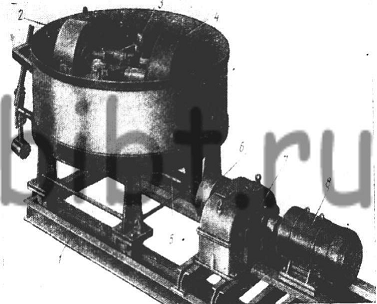
Рисунок 3 — центробежный смеситель-бегуны
Ленточные конвейеры
Ленточные конвейеры — самый распространенный вид непрерывного транспорта сыпучих материалов на металлургических заводах. Протяженность конвейеров на предприятиях цветной металлургии достигает 600 км. Конвейеры бывают: станционарные и передвижные или переносные; горизонтальные, наклонные и комбинированные (изогнутые в вертикальной плоскости).
На металлургических заводах применяют конвейеры установки станционарного типа: горизонтальные и наклонные.
Ленты. Для конвейеров применяют ленты: прорезиненные с тканевой основой; резинотросовые и стальные. На предприятиях отрасли используют прорезиненные ленты желобчатой формы (преимущественно) плоские.
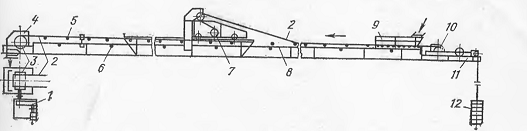
1 — Привод; 2 — лента; 3 — приводной барабан; 4 — разгрузочное устройство; 5 — верхняя роликоопора; 6 — нижний ролик; 7 — сбрасывающая тележка; 8 — рама; 9 — загрузочное устройство; 10 — натяжной барабан; 11 — натяжное устройство; 12 — груз Рисунок 4 — Схема ленточного конвейера
Прорезиненная лента состоит из каркаса (сердечника) 1 и резиновых обкладок 3. Назначение каркаса воспринимать тяговое усилие. Каркас имеет от 3 до 10 прокладок, связанных между собой резиновыми прослойками толщиной 0,2-0,3 мм. Материал прокладок — хлопчатобумажная ткань — бельтинг или синтетические материалы типа лавсана, капрона, нейлона. В лентах повышенной стойкости предусматривают дополнительно 1-2 слоя разреженной ткани (брекер) 2 и усиление бортов ленты. Число прокладок определяется требованиеми прочности ленты и ее шириной. Толщина резиновых обкладок с рабочей стороны ленты 3-8 мм, с нерабочей 1-2 мм. Ленты с основой из бельтинга имеют малую удельную прочность, недостаточную теплостойкость, высокую гигроскопичность; подвержены сравнительно быстрому гниению под действием приникающей влаги.
Автоматизированный электропривод конвейеров
... контроля и зашиты каждого конвейера и управление, как отдельными конвейерами, так и всей линией. Под автоматизированной конвейерной линией понимается такая линия, конвейеры которой объединены общей системой ... в направляющих 12, под действием груза 13 создаёт предварительное натяжение ленты. Это натяжение обеспечивает передачу без проскальзывания тягового усилия от барабана приводной ...
Резинотросовые ленты отличаются малой остаточной деформацией и незначительным удлинением. Тросы свиты из стальных высокопрочных проволок. Прокладки, выполненные из уточной капроновой ткани, придают лентам прочность в поперечном направлении и повышенную сопротивляемость ударным нагрузкам и продольным порывам. Область применения резинотросовых лент — конвейеры очень большой длины. Для транспортирования руды и горной породы в карьерах поставляют ленты шириной до 2400 мм и прочностью 1200-1600 кгс на 1 см ширины.
Для канатно-ленточных конвейеров применяют ленты специальной конструкции, армированные стальными пластинами сечением 12*5 мм, уложенными поперек ленты с шагом 100 мм. Ленты шириной 900 мм устанавливают на конвейерах длиной около 7 км (два става).
3.2 Вспомогательное оборудование
Повышение прочности стержней происходит вследствие высыхания пленок связующего материала (крепителя) и более прочного скрепления отдельных песчинок между собой. Прочность смесей из песчано-глинистых материалов повышается за счет увеличения прочности глины в сухом состоянии. Увеличение газопроницаемости стержней после сушки происходит в результате испарения влаги и возгонки органических добавок.
Изготовляются сушильные печи различной конструкции. В качестве топлива применяются: уголь, бой кокса, нефть, природный газ и др. Мелкие стержни, содержащие крепители KB, П, КГ, сульфитно-спиртовую барду и др., сушат при температуре 150-240° С в течение 1-3 ч. Мелкие песчано-глинистые стержни сушат в течение того же времени, но при более высокой температуре (до 250° С).
Крупные стержни из песчано-глинистых смесей требуют более продолжительной сушки (до 6 ч и более) при температуре от 300 до 450° С.
Сушильные печи для стержней подразделяются на камерные тупиковые, камерные проходные и проходные конвейерные сушила непрерывного действия.
Наиболее производительными и экономичными являются конвейерные проходные сушила, которые широко применяются в литейных цехах при серийном и массовом производствах.
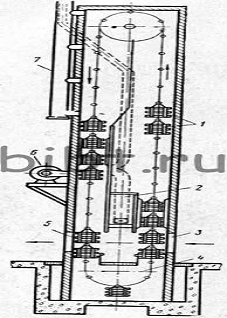
Рисунок 5 — Схема вертикального конвейерного сушила
В металлическом теплоизолированном корпусе расположен вертикально замкнутый подвесной конвейер с подвешенными к нему этажерками 1. Стержни загружают через окно 3, устанавливая плиты со стержнями на полки этажерок. Нагруженные этажерки поднимаются вверх цепью конвейера, которая приводится в движение электромотором и редуктором. Из смесительной камеры топки 2 в сушило дымососом 6 вдувается смесь горячих газов с воздухом, поднимающая вверх шахты печи и частично удаляемая вытяжной трубкой 7. На участке движения горячих газов устанавливают определенные температуры, регулируемые подачей топлива в топку. Стержни, расположенные на этажерках, проходя зону движения газов, нагреваются и высушиваются. Высушенные стержни выгружают через разгрузочное окно 5, а пустые этажерки, огибая нижнюю натяжную звездочку конвейера 4, поднимаются к окну 3, где снова загружаются сырыми стержнями. Иногда в стержневых отделениях устанавливают конвейерные сушила непрерывного действия горизонтального типа.
Изготовление стержней COLD-BOX-AMIN-методом
... изготовлении крупных форм. В химическом и сырьевом плане производство этих смол не представляет существенных проблем. Применение ХТС в одном цехе и для стержней и для форм позволяет иметь отработанную смесь без глины и ... На ряде заводов регенерационные установки такого типа действуют в составе технологических комплексов. Западный рынок предлагает большой выбор оборудования для процессов, связанных ...
В этом случае тяговая цепь конвейера с этажерками располагается горизонтально. Для обеспечения более продолжительного пребывания стержней в печи тяговую цепь размещают так, чтобы она делала в печи несколько витков.
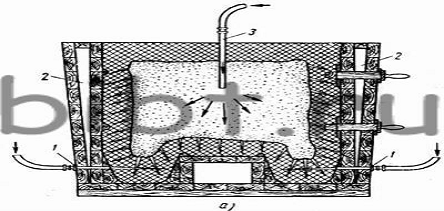
Процесс сушки стержней с учетом остывания требует довольно продолжительного времени, поэтому, когда возможно, стараются изготовлять стержни из быстротвердеющих смесей, приготовленных на жидком стекле. Технологический процесс изготовления стержней из жидкостекольных смесей отличается от ранее изложенных способом твердения стержней. По одному из способов изготовленный стержень продувают углекислым газом непосредственно в стержневом ящике (рис. 6, а).
В этом случае в стержневых ящиках предусматривают специальные отверстия 1 для подвода углекислого газа в боковые участки стержня. Со стороны набивки стержень продувают через одну или несколько трубок 3. Для обеспечения выхода газа через боковые стенки в стержневом ящике имеются боковые полости 2.
По другому способу изготовленный стержень 2 твердеет на стержневой плите 5 под колпаком 1 (рис. 6).
Плотное соединение колпака и плиты достигается за счет резиновых уплотнителей 7, вставных штырей 3 и клиньев 4. По этому способу твердения стержни на плитах могут транспортироваться по рольгангу 6. Из-за повышенной прилипаемости жидкостекольной смеси стержневые ящики (модели) после изготовления окрашиваются нитролаком 624-а или 624-с или нитроэмалью НМЭ-25.
Твердение форм и стержней, изготовленных из жидкостекольных смесей, может производиться также и с помощью только тепловой сушки или комбинированным способом — предварительной продувкой углекислым газом и последующей тепловой сушкой. Такие стержни обладают более высокой прочностью, чем стержни, изготовленные с отверждением их только продувкой углекислым газом.
а — продувка углекислым газом в ящике.
б — продувка под колпаком
Рисунок 6 — Методы химического твердения стержней
Заключение
Сегодня Акционерное общество «Алюминий Казахстана» входит в группу предприятий ENRC <http://ru.wikipedia.org/wiki/ENRC> (ранее ЕПА), а точнее в Подразделение Группы по производству глинозема и алюминия, которое является девятым крупнейшим поставщиком продаваемого глинозема по объёму в мире.
В 1964 году первый эшелон продукции был отправлен с Павлодара на Новокузнецкий алюминиевый завод. Эта стало событием в республике. Завод работает по уникальной технологии переработки низкокачественной глиноподобной руды. Подобного производства нет ни в одной Несмотря на то, что Павлодарский алюминиевый завод всегда был лидером отрасли, к своему 30-летию в 1994 году он подошёл не в лучшей форме, таким образом, производственная цепь замкнулась: добыча сырья, его переработка и выпуск готовой продукции — глинозема. В это же время было взято направление на увеличение глинозема. Именно тогда перед АО «Алюминий Казахстана» встала сырьевая проблема. Благодаря ученым, инженерам предприятия была создана уникальная схема для переработки некондиционных бокситов Красногорского рудника Краснооктябрьского бокситового рудоуправления.
Выщелачивание бокситов в условиях Павлодарского алюминиевого завода
... в северной и северозападной частях республики, являются сырьевой базой Павлодарского алюминиевого завода. Бокситы Казахстана являются низкосортными, отличаются повышенным содержанием вредных примесей: кремнезема, карбонатов, ... глинозем представлены в табл. 1. Сырьем для завода являются Тургайские бокситы. Бокситы представляют собой горную породу, состоящую в основном из гидроксида алюминия, ...
Для внедрения новой технологической схемы разработали Комплексную программу технического развития. В рамках программы на заводе было построено более 40 дополнительных объектов производства оборудования.
Инвестиции в реконструкцию завода в период с 1994 по 2004 год составили порядка 125 млн долларов. Наряду с основной задачей — обеспечением завода сырьем как минимум на 50 лет, программа позволила решить еще одну — увеличение выпуска глинозема до 1, 5 млн. тонн в год. Огромная заслуга в этом принадлежит президенту акционерного общества А.Т. Ибрагимову.
7 июня 1997 президент республики Нурсултан Назарбаев заложил на территории действующего завода капсулу, символизирующую старт строительства нового предприятия: Павлодарского электролизного завода, который должен был воплотить мечту главы государства о производстве собственного казахстанского алюминия. Но в связи с тяжёлым финансовым положением в стране, а также острой нехваткой квалифицированных кадров, работы начались только в 2005 году. А.Т. Ибрагимов лично руководил строительным процессом. Завод был построен за небывалые для мировой практики сроки — 27 месяцев. 12 декабря 2007 года вступил в строй первый пусковой комплекс по выплавке 62, 5 тыс. тонн алюминия в год. На открытии первого в стране завода по производству «крылатого металла» присутствовал президент Н.А. Назарбаев.
С выходом АО «Алюминий Казахстана» на новую отметку в 1, 5 млн. тонн глинозем в год, его развитие не останавливается. Продолжается реконструкция технологических схем на отдельных переделах, направленная на улучшение качества глинозема, повышение энергоэффективности, укрепление безопасности производства. Вместе с ростом производительности на предприятии активизировалась природоохранная работа. Разработана и реализуется экологическая политика направленная на сокращение выбросов в атмосферу при росте производства.
Список литературы
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/proizvodstvo-alyuminiya-v-kazahstane/
1. АО «Алюминий Казахстана» (Павлодарский алюминиевый завод) — официальный сайт.
- Литейное производство: Учебник для металлургических специальностей вузов. Под ред. Михайлова А.М. — 2-е изд., перераб. и доп. — М.: Машиностроение, 1987.