
Работа содержит: 25 страниц, 5 таблицы, 1 блок-схема.
Ключевые слова: углеродистая сталь, прокатка, сварка, показатели качества, потребительские свойства, контроль качества, сортамент, стандарты.
Изучена товарная продукция в виде труб стальных водогазопроводных из углеродистой стали, сферы ее применения в народном хозяйстве.
Определены потребительские свойства труб стальных водогазопроводных. При изучении и описании технологии производства труб стальных дана характеристика сырья, основных стадий производства, приведен анализ блок-схемы производства, выявлено влияние технологии, сырья на качество продукции.
Для определения нормируемых показателей качества труб стальных водогазопроводных изучены соответствующие стандарты.
Изучены вопросы контроля качества труб стальных водогазопровоных, правила приемки, транспортирования и хранения готовой продукции.
Начало производства стальных труб датируется 1825 г. с момента применения печной сварки встык для изготовления тонкостенных газо- и водопроводных труб небольшого диаметра (20 – 50 мм) из малоуглеродистой стали (<0,1 % С).
В дальнейшем этот способ применили для сварки труб большого диаметра (до 300 мм) с толщиной стенки 2 – 5 мм.
Печная сварка встык долгое время была единственным способом производства стальных труб. В 1899 г. осуществлен выпуск бесшовных труб. Новое производство развивалось такими темпами, что уже в 1910 г. бесшовные трубы различного сортамента получали на пилигримовых, реечных и автоматических станах. Это оказало положительное влияние на развитие добывающей, энергетической, строительной и других отраслей промышленности.
Бесшовные трубы по качеству превосходят сварные, поскольку их можно изготавливать из стали с более высокими, чем у малоуглеродистой, прочностными свойствами и с большей толщиной стенки.
Проблема качества бесшовных труб решалась интенсивным поиском более совершенных конструкций трубных станов и способов производства. За период с 1910 по 1939 г. внедрено несколько новых способов производства в результате освоения непрерывных станов, трехвалковых раскатных, двухвалковых станов винтовой прокатки с вращающимися проводками и трубных прессов.
Заметный прогресс в производстве труб отмечен в тридцатилетний период после второй мировой войны. Построено много трубных станов, внедрены изобретения и усовершенствования в области производства как бесшовных, так и сварных труб.
Анализ ритмичности производства и качества продукции
... проверить оптимальность управленческих решений; дать анализ ритмичности работы предприятия; изучить методику анализа качества продукции; изучить методику анализа динамики выполнения плана производства и реализации продукции; раскрыть роль и задачи анализа хозяйственной деятельности предприятия. 1. ...
Для производства бесшовных труб применены: печи с вращающимся подом для нагрева заготовок, а также секционные печи для подогрева труб перед редуцированием; двухоперационный способ получения трубных гильз вначале прошивкой на прессе, а затем раскаткой на элонгаторе для уменьшения разностенности гильз; калибровочные или редукционные станы, обеспечивающие уменьшение отклонения диаметров труб; непрерывный метод неразрушающего контроля качества труб.
В производстве стальных труб наибольшее развитие получил метод дуговой сварки под слоем флюса и в атмосфере защитных газов. В результате сварные трубы по качеству не уступают бесшовным, а их себестоимость и капиталовложения даже значительно ниже. Этим объясняется интенсивное строительство трубосварочных установок в настоящее время. Сваркой можно получать тонкостенные трубы, что экономически выгодно и неосуществимо методами горячей прокатки. В последнее время в мировой практике наблюдается тенденция расширения производства сварных и сокращения производства бесшовных труб, в особенности бурильных, котельных и конструкционных.
Трубная промышленность выпускает продукцию широкого ассортимента с разнообразными техническими и эксплуатационными характеристиками, что позволяет применять их в различных отраслях народного хозяйства:
- в нефтяной и газовой промышленности для бурения, крепления и эксплуатации нефтяных и газовых скважин, для транспортирования нефти и газа и других технологических нужд используют как бесшовные трубы, так и трубы со швом. Для их изготовления применяют углеродистые, низколегированные и легированные стали. В случае необходимости трубы подвергают термической обработке и специальным видам отделки;
- для энергетического машиностроения изготавливают бесшовные трубы из качественных и высококачественных сталей. Трубы, способные выдерживать высокие давления пара и жидкости, обладают заданными свойствами при рабочих температурах;
- в машиностроении применяют сварные и бесшовные трубы практически всех типоразмеров из стали всех марок, производимых трубной промышленностью;
- в сельском хозяйстве и промышленном строительстве используют бесшовные и сварные трубы для монтажа оросительных систем, различного рода коммуникаций, трубопроводов из углеродистых и низколегированных сталей;
— химическая промышленность применяет трубы со специальными эксплуатационными свойствами, обеспечивающими работу в агрессивных средах в широком диапазоне давлений и температур. Материал труб обладает высоким сопротивлением воздействию коррозионных сред.
Основные виды потребляемых стальных труб можно разделить по способу их изготовления на две основные группы: бесшовные и сварные. Бесшовные трубы производят катанными в горячем и холодном состояниях, холоднодеформированные в холодном и теплом состояниях, прессованные и литые. Для изготовления сварных труб применяются агрегаты непрерывной печной сварки (для труб диаметром до 144 мм), сварки током высокой частоты (D T 530 мм), дуговой сварки (трубы прямошовные DT 1620 мм и спиральношовные DT 2500 мм).
Трубы из легированных и высоколегированных марок сталей изготавливают на станах электроннолучевой сварки. Ведутся работы по созданию агрегатов плазменной сварки, лазерным лучом и другими способами.
По профилю сечения трубы различают круглые и фасонные, овальные, прямоугольные, квадратные, трех-, шести- и восьмигранные, ребристые, сегментные, каплевидные и другие профили. Наружный диаметр труб составляет 0,3 … 2520 мм и толщина стенки 0,05 … 75 мм. По размеру наружного диаметра трубы разделяют на следующие группы, мм:
Малых размеров (капиллярные) 0,3 … 4,8
Малых размеров 5 … 102
Средних размеров 102 … 426
Больших размеров >426
В зависимости от отношения наружного диаметра к толщине стенки трубы подразделяют на следующие группы:
D/S S/D
Особо толстостенные 5,5 0,18
Толстостенные 5,5…9 0,18…0,12
Нормальные 9,1…20 0,12…0,05
Тонкостенные 20,1…50 0,05…0,02
Особо тонкостенные >50 <0,02
По продольному сечению различают трубы конические, ступенчатые с высаженными концами и др. В отдельной группе находятся трубы биметаллические и триметаллические, состоящие из двух и трех слоев металла, прочно связанных между собой посадкой, сваркой или сплавлением.
В зависимости от назначения различают следующие основные виды труб.
I. Трубы для нефтяной и газовой промышленности: бурильные, обсадные, насосно-компрессорные.
II. Трубы для трубопроводов: водогазопроводные, нефтепроводные изготавливаются бесшовными и сварными.
III. Трубы для строительства, применяемые в промышленности и гражданском строительстве, изготавливаются в основном сварными.
IV. Трубы для машиностроения применяются бесшовные, изготавливаются из углеродистой, легированной и высоколегированной (коррозионностойкой и жаростойкой) сталей.
V. Трубы для сосудов и баллонов, применяемые в судостроении, авиации, атомной, медицинской промышленности и других отраслях народного хозяйства, изготавливаются из углеродистой и легированной стали. Баллоны из коррозионностойкой стали поставляются по техническим условиям.
Стали, применяемые для изготовления труб, весьма разнообразны. Их делают более чем из 350 марок сталей: всех углеродистых марок, ряда легированных и высоколегированных сталей (хромомолибденовых, хромоникелевых, марганцовистых коррозионностойких, жаропрочных), из различных сплавов.
В связи с тем, что ассортимент труб стальных довольно обширный, я выбрала наиболее широкоисполмьзуемый вид труб согласно ГОСТ 3262-75 (01.01.1977г.) «Трубы стальные водогазопроводные. Технические условия».
Настоящий стандарт распространяется на неоцинкованные и оцинкованные стальные сварные трубы с нарезанной или накатанной цилиндрической резьбой и без резьбы, применяемые для водопроводов и газопроводов, систем отопления, а также для деталей водопроводных и газопроводных конструкций. Трубы данного вида изготовляют по размерам и массе, приведенным в таблице 1.
|
Условный проход, мм |
Наружный диаметр, мм |
Толщина стенки труб, мм |
Масса 1 м труб, кг |
||||
|
легких |
обыкновенных |
усиленных |
легких |
обыкновенных |
усиленных |
||
|
6 |
10,2 |
1,8 |
2,0 |
2,5 |
0,37 |
0,40 |
0,47 |
|
8 |
13,5 |
2,0 |
2,2 |
2,8 |
0,57 |
0,61 |
0,74 |
|
10 |
17,0 |
2,0 |
2,2 |
2,8 |
0,74 |
0,80 |
0,98 |
|
15 |
21,3 |
2,35 |
– |
– |
1,10 |
– |
– |
|
15 |
21,3 |
2,5 |
2,8 |
3,2 |
1,16 |
1,28 |
1,43 |
|
20 |
26,8 |
2,35 |
– |
– |
1,42 |
– |
– |
|
20 |
26,8 |
2,5 |
2,8 |
3,2 |
1,50 |
1,66 |
1,86 |
|
25 |
33,5 |
2,8 |
3,2 |
4,0 |
2,12 |
2,39 |
2,91 |
|
32 |
42,3 |
2,8 |
3,2 |
4,0 |
2,73 |
3,09 |
3,78 |
|
40 |
48,0 |
3,0 |
3,5 |
4,0 |
3,33 |
3,84 |
4,34 |
|
50 |
60,0 |
3,0 |
3,5 |
4,5 |
4,22 |
4,88 |
6,16 |
|
65 |
75,5 |
3,2 |
4,0 |
4,5 |
5,71 |
7,05 |
7,88 |
|
80 |
88,5 |
3,5 |
4,0 |
4,5 |
7,34 |
8,34 |
9,32 |
|
90 |
101,3 |
3,5 |
4,0 |
4,5 |
8,44 |
9,60 |
10,74 |
|
100 |
114,0 |
4,0 |
4,5 |
5,0 |
10,85 |
12,15 |
13,44 |
|
125 |
140,0 |
4,0 |
4,5 |
5,5 |
13,42 |
15,04 |
18,24 |
|
150 |
165,0 |
4,0 |
4,5 |
5,5 |
15,88 |
17,81 |
21,63 |
Табл. 2.1.
По требованию потребителя трубы легкой серии, предназначенные под накатку резьбы, изготовляют по размерам и массе, приведенным в таблице 2.
|
Условный проход |
Наружный диаметр |
Толщина стенки |
Масса 1 м труб, кг |
|
10 |
16 |
2,0 |
0,69 |
|
15 |
20 |
2,5 |
1,08 |
|
20 |
26 |
2,5 |
1,45 |
|
25 |
32 |
2,8 |
2,02 |
|
32 |
41 |
2,8 |
2,64 |
|
40 |
47 |
3,0 |
3,26 |
|
50 |
59 |
3,0 |
4,14 |
|
65 |
74 |
3,2 |
5,59 |
Табл. 2.2.
Примечания:
1. Для резьбы, изготовленной методом накатки, на трубе допускается уменьшение ее внутреннего диаметра до 10 % по всей длине резьбы.
2. Масса 1м труб подсчитана при плотности стали, равной 7,85 г/см 3 . Оцинкованные трубы тяжелее неоцинкованных на 3 %.
По длине трубы стальные водогазопроводные изготовляют от 4 до 12 м:
- а) мерной или кратной мерной длины с припуском на каждый рез по 5 мм и продольным отклонением на всю длину плюс 10 мм;
- б) немерной длины.
По согласованию изготовителя с потребителем в партии немерных труб допускается до 5 % труб длиной от 1,5 до 4 м.
Предельные отклонения по размерам труб не должны превышать указанных в таблице 3.
Примечания к таблице 3:
1. Предельное отклонение в плюсовую сторону по толщине стенки ограничивается предельными отклонениями по массе труб
2. Трубы обычной точности изготовления применяют для водопроводов, газопроводов и систем отопления. Трубы повышенной точности изготовления применяют для деталей водопроводных и газопроводных конструкций.
|
Размер труб |
Предельное отклонение для труб точности изготовления |
|
|
обычной |
повышенной |
|
|
Наружный диаметр с условным проходом: до 40 мм включительно свыше 40 мм Толщина стенки |
+ 0,4 мм — 0,5 + 0,8 % — 1,0 — 15 % |
± 0,4 мм ± 0,8 % — 10 % |
Табл. 2.3.
Предельные отклонения по массе труб не должны превышать +8%.
По требованию потребителя предельные отклонения по массе не должны превышать:
- +7,5 % – для партии;
- +10 % – для отдельной трубы.
Кривизна труб на 1м длины не должна превышать:
2 мм – с условным проходом до 20 мм включительно;
1,5 мм – с условным проходом свыше 20 мм.
Резьба на трубах может быть длинной и короткой. Требования к резьбе должны соответствовать указанным в таблице 4.
|
Условный проход, мм |
Число ниток при условном проходе |
Длина резьбы до сбега, мм |
Условный проход, мм |
Число ниток при условном проходе |
Длина резьбы до сбега, мм |
||
|
длинной |
короткой |
длинной |
короткой |
||||
|
6 |
– |
– |
– |
50 |
11 |
24 |
17,0 |
|
8 |
– |
– |
– |
65 |
11 |
27 |
19,5 |
|
10 |
– |
– |
– |
80 |
11 |
30 |
22,0 |
|
15 |
14 |
14 |
9,0 |
90 |
11 |
33 |
26,0 |
|
20 |
14 |
16 |
10,5 |
100 |
11 |
36 |
30,0 |
|
25 |
11 |
18 |
11,0 |
125 |
11 |
38 |
33,0 |
|
32 |
11 |
20 |
13,0 |
150 |
11 |
42 |
36,0 |
|
40 |
11 |
22 |
15,0 |
||||
Табл. 2.4.
В Республике Беларусь существуют два официальных классификатора: «Товарная номенклатура внешнеэкономической деятельности» (ТН ВЭД) и «Общегосударственный классификатор Республики Беларусь» (ОК ПРБ).
ТН ВЭД – это единый язык для всех государств в сфере торговли. Она построена на базе номенклатуры гармонизированной системы описания и кодирования товаров (НГС) и комбинированной номенклатуры европейского союза (КН ЕС) и введена в действие в 1993 году в РБ. Структура ТН ВЭД состоит из кодового обозначения товаров, а именно из девяти цифровых десятичных знаков, из которых символы с первого по шестой соответствуют кодовому обозначению по НГС, седьмой и восьмой соответствует обозначению по КН ЕС, девятый символ пока нулевой (он предназначен для выделения национальных товаров):
ОКП РБ предназначен для создания единого информационного языка, обеспечивающего сопоставимость данных о продукции РБ с учетом международных классификаций в системах автоматической обработки информации при кодировании промышленной и сельскохозяйственной продукции. В нем используется иерархичный метод с шестью ступенями классификации и одной промежуточной ступенью. В ОКП РБ использованы иерархический метод классификации и последовательный метод кодирования.
Используя ТН ВЭД и ОКП РБ, закодируем данный товар.
Кодировка по ТН ВЭД.
Раздел IV. Недрагоценные металлы и изделия из них.
Группа 73. Изделия из черных металлов.
Позиция 73.06. Трубы и трубки, профили пустотелые прочие (например, с открытым швом или сварные, клепанные или соединенные аналогичным способом) из черных металлов.
Субпозиция 73.06.10. Трубы для нефте- и газопроводов
Подсубпозиция 73.06.10.110. Трубы для нефте- и газопроводов сварные продольношовные наружным диаметром не более 168,3 мм.
Кодировка по ОКП РБ.
Секция D. Продукция перерабатывающей промышленности.
Подсекция DJ. Основные металлы и готовые металлические изделия.
Раздел 27. Основные металлы.
Группа 27.2. Трубы.
Класс 27.22. Трубы и фитинги для труб из черных металлов, кроме литейного чугуна.
Категория 27.22.1. Трубы, трубки и пустотелые профили из черных металлов, кроме литейного чугуна.
Подкатегория 27.22.10. Трубы, трубки и пустотелые профили из черных металлов, кроме литейного чугуна.
Подвид 27.22.10.550. Сварные, клепанные или соединенные аналогичным способом трубы, трубки и пустотелые профили из стали, круглого сечения наружным диаметром не более 406,4 мм или некруглого сечения.
Трубы поставляются только в соответствии с государственными стандартами и техническими условиями. Отраслевых, республиканских и других видов стандартов на трубы не применяется. При этом более 70 % труб производят по ГОСТам, которые в свою очередь и определяют потребительские свойства последних.
Трубы стальные водогазопроводные изготовляют в соответствии с требованиями ГОСТ 3262-75 (01.01.1977г.) и по техническим регламентам, утвержденным в установленном порядке, без нормирования механических свойств и химического состава. Однако трубы должны обладать рядом характерных свойств, а именно прочностью, твердостью, жаропрочностью, коррозионной стойкостью и рядом других свойств, которые определяют эффективность их использования по назначению, социальную значимость, практическую полезность и безвредность.
ПРОЧНОСТЬ – это способность материала сопротивляться разрушению, а также необратимому изменению формы (пластической деформации) при действии внешних нагрузок, в узком смысле – только сопротивление разрушению. Прочность твердых тел обусловлена в конечном счете силами взаимодействия между атомами и ионами, составляющими тело. Прочность зависит не только от самого материала, но и от вида напряженного состояния (растяжение, сжатие, изгиб и др.), от условий эксплуатации (температура, скорость нагружения, длительность и число циклов нагружения, воздействие окружающей среды и т. д.).
В зависимости от всех этих факторов в технике приняты различные меры прочности: предел прочности, предел текучести, предел усталости и др. Повышение прочности материалов достигается термической и механической обработкой, введением легирующих добавок в сплавы, радиоактивным облучением, применением армированных и композиционных материалов.
ИЗГИБ – вид деформации, характеризующийся искривлением (изменением радиуса кривизны) оси или срединной поверхности элемента (балки, плиты и т. п.) под действием внешней нагрузки или температуры. Различают изгибы: чистый, поперечный, продольный, продольно-поперечный. Чистый изгиб возможен, если поперечные размеры тела малы по сравнению с продольными. При изгибе отсутствуют резкие изменения поперечных сечений.
РАСТЯЖЕНИЕ-СЖАТИЕ – деформация под действием сил, равнодействующая которых направлена по оси центров тяжести поперечных сечений. Силы могут быть приложены к концам или распределены по длине.
ТВЕРДОСТЬ – сопротивление твердого тела вдавливанию или царапанию. При вдавливании твердость равна нагрузке, отнесенной к поверхности отпечатка.
УПРУГОСТЬ – свойство тел восстанавливать свою форму и объем (твердые тела) или только объем (жидкости и газы) после прекращения действия внешних сил. Количественная характеристика упругих свойств материалов – модули упругости. Упругость обусловлена взаимодействием между атомами и молекулами и их тепловым движением.
УДАРНАЯ ВЯЗКОСТЬ – способность материала поглощать механическую энергию в процессе деформации и разрушения под действием ударной нагрузки.
ТЕПЛОЕМКОСТЬ – количество теплоты, которое необходимо подвести к телу, чтобы повысить его температуру на 1 К, точнее — отношение количества теплоты, полученного телом (веществом) при бесконечно малом изменении его состояний в каком-либо процессе, к вызванному им приращению температуры. Теплоемкость единицы массы называют удельной теплоемкостью.
ЖАРОПРОЧНОСТЬ – способность конструкционных материалов (главным образом, металлических) выдерживать без существенных деформаций механические нагрузки при высоких температурах. Определяется комплексом свойств: сопротивлением ползучести, длительной прочностью и жаростойкостью.
КОРРОЗИОННАЯ СТОЙКОСТЬ – способность материалов сопротивляться коррозии. У металлов определяется скоростью коррозии, т. е. массой материала, превращенной в продукты коррозии, с единицы поверхности в единицу времени, либо толщиной разрушенного слоя в мм в год. Повышение коррозионной стойкости достигается легированием, нанесением защитных покрытий и т. д.
ЭРОЗИОННАЯ СТОЙКОСТЬ – разрушение поверхностных слоев металлических изделий в результате механического воздействия потока газа, жидкости, твердых частиц, а также при кавитационных явлениях или под влиянием электрических разрядов (электроэрозия).
Некоторые виды эрозии металлов используются для их электроэрозионной обработки.
Повышению надежности трубопроводов способствует 100%-ный контроль качества сварного шва и металла стенки трубы методами неразрушающего контроля.
Широкому применению сварных труб для строительства водо- и газопроводов способствует их более низкая стоимость (на 15 … 29% в сравнении с бесшовными), возможность в более короткие сроки организации их производства при меньших капитальных затратах, возможность получения экономии металла за счет применения более тонкостенных и точных сварных труб. Все это обеспечило их большой удельный вес, который составляет 60 % в мировом производстве труб.
Трубы для деталей водопроводных и газопроводных конструкций изготовляют из сталей В свою очередь сталь получают из чугуна, а сам чугун состоит из различных компонентов.
Для простоты и удобства я опишу технологию производства по пунктам и в строго определенном порядке.
Чугун является основным сырьем для производства стали. Около 90 % его переделывают на сталь.
Чугун – хрупкий материал, т.к. в нем содержится много углерода и поэтому изделия из него получают только методом литья.
Для производства чугуна используют шихту (смесь сырьевых материалов, взятых в определенном количестве).
Для получения шихты используют:
- железные руды (магнитный, бурый, красный и шпатовый железняк) – используют для получения железа;
- топливо (кокс) – используют для создания требуемой температуры, должно обладать высокой теплотворной способностью, пористостью, прочностью, небольшой зольностью, минимальным содержанием серы, кроме того оно должно иметь низкую влажность и максимальное содержание углерода;
- флюсы – служат для понижения температуры плавления пустой породы.
Чугун получают в доменных печах.
Стадии получения чугуна:
1. Горение кокса.
2. Восстановление железа:
- а) косвенное восстановление железа;
- б) прямое восстановление железа;
- в) науглероживание железа.
3. Восстановление кремния, марганца, фосфора.
4. Удаление серы.
Таким образом продуктами доменного производства являются:
- чугун;
- шлак;
- доменный газ.
Состав шихты для сталеплавильного производства:
1) чугун: жидкий и твердом виде (чушковый чугун);
2) стальной и чугунный лом (скрап);
3) железная руда;
4) отходы собственного производства;
5) флюсы (известь, карбонат кальция, доломит);
6) топливо: газообразное, жидкое (мазут, смола) ,твердое (каменноугольная пыль), электроэнергия;
7) окислители.
Стадии производства стали:
1) перенос кислорода из окислительной атмосферы в металл;
2) окисление углерода – основная реакция сталеплавильного производства;
3) окисление и восстановление примесей (кремния, марганца, фосфора);
4) удаление серы;
5) раскисление стали: для этого вводят раскислители.
Сталь, используемая для производства труб водогазопроводных соответствует ГОСТ 380-94 (01.01.2007г.) «Сталь углеродистая обыкновенного качества» и ГОСТ 1050-88 (01.01.1991г.) «Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия».
Из всего объема производства до 90 % составляет углеродистая сталь.
Углеродистой сталью называют сплавы железа и углерода, не содержащих никаких специально введенных добавок (легирующих элементов).
Постоянные примеси: сера и фосфор, марганец и кремний.
В различных марках углеродистой стали содержание самого углерода находится в пределах 0,06 – 1,35 %. Изменение содержания углерода сильно изменяет все свойства стали, и поэтому по количественному содержанию углерода стали подразделяют на:
- конструкционную (<
- 0,8 % углерода);
- инструментальную (> 0,8 % углерода).
Конструкционной называют сталь, пригодную для изготовления различных деталей машин и конструкций.
Она должна обладать комплексом высоких механических свойств, т.е. должна быть достаточно прочной и пластичной, должна иметь высокие технологические свойства, т.е. хорошо обрабатываться давлением, хорошо отливаться, хорошо свариваться, т.к. из нее изготавливают изделия сложной формы.
Конструкционная сталь употребляется в очень больших количествах, поэтому желательно, чтобы она была дешевой как по составу, так и по способу производства.
В зависимости от количества углерода конструкционную сталь делят на 2 вида:
1) сталь обыкновенного качества;
2) качественная сталь.
Сталь углеродистая конструкционная обыкновенного качества выпускается горяче- и холоднокатаной в виде заготовок с установок непрерывной разливки (в виде труб, лент, проволоки).
Ее изготавливают кислородно-конверторным и мартеновским способами.
Сталь углеродистая качественная конструкционная отличается от стали обыкновенного качества более узким пределом содержания углерода и меньшим содержанием вредных примесей. Ее изготавливают мартеновским способом и выплавкой в электропечах.
Дадим характеристику каждому способу производства углеродистой стали.
Кислородно-конверторный способ производства.
Сущность заключается в том, что через жидкий металл пропускают воздух, кислород которого соединяется с примесями и уводит их в шлак и в отходящие газы, очищая тем самым металл.
Достоинства способа:
- простота;
- дешевизна;
- отсутствие расхода топлива;
- высокая прочность.
Недостатки:
- использование жидкого чугуна;
- ограничения состава чугуна;
- количество используемого стального и железного лома невелико;
- выход годного метала приблизительно 90 %;
— сталь низкого качества, т.к. при пропускании воздуха расплавленный металл обогащается азотом, который придает стали хрупкость, температура недостаточна для окисления всех примесей, и в стали содержится большое количество кислорода в виде оксида железа.
Мартеновский способ производства.
В зависимости от состава шихты различают скрап-процесс и скрап-рудный процесс плавки.
При скрап-процессе в печь загружают скрап и чушковый чугун. При скрап-рудном процессе в печь заливают жидкий чугун, добавляют руду и скрап.
Процессы выплавки в мартеновских печах делятся на кислые и основные.
Характерные особенности кислого процесса: печь футеруется кислым огнеупорным кирпичом, используется шихта с малым содержанием серы и фосфора, удаление которых в кислых печах затруднено.
При основном процессе плавки футеровка печи выполняется из магнезиального или доменного кирпича, для удаления серы или фосфора в шихту вводят известняк.
В период загрузки и плавления шихты происходит окисление примесей за счет кислорода, содержащегося в печных газах и руде, а после после образование шлака – содержится в оксиде железа, растворенном в шлаке. Окисление примесей идет по тем же реакциям, что и при конвертерном процессе. Известняк переводит в шлак серу и фосфор.
Важным моментом плавки является период «кипения» – выделения образующегося оксида углерода в виде пузырьков. Металл при этом перемешивается, выдерживается его температура (приблизительно 1800 С 0 ) и химический состав, удаляются газы, всплывают неметаллические включения. По достижение требуемого содержания углерода в кипящем металле, что определяется путем быстрого анализа отбираемых проб, приступают к последней стадии плавки – доводке и раскислению металла.
Достоинства:
- средняя энергоемкость.
Недостатки:
- большое загрязнение окружающей среды;
- среднее качество;
- средняя производительность.
Выплавка в электропечах.
При данном способе производства применяют более высокие температуры (> 2000 С 0 ), что позволяет лучше удалять вредные примеси, значительно снижается угар железа и легкоокисляющихся специальных добавок, т.к. процесс ведется с наименьшим доступом воздуха. Также при данном способе производства получают очень плотный металл, т.к. в более жидком металле газы легко выделяются наружу.
Достоинства способа:
- простота и точность регулирования температуры в процессе плавки и к моменту ее разливки, что важно для процессов первичной кристаллизации;
- получение высококачественной стали вне зависимости от качества исходных шихтовых материалов, т.к.
состав корректируется во время плавки специальными добавками.
Сравнительная характеристика способов производства стали приведена в таблице 4.1.
|
Показатель |
Способы |
||
|
кислородно-конвертерный |
мартеновский |
электростале-плавильный |
|
|
Исходное сырье |
жидкий чугун с t ◦ 1300-14520 С◦ до 25 % скрапа |
55 – 75 % жидкий чугун + 45 – 25 % скрап+руда |
до 100% скрапа |
|
Емкость печи, т |
250 – 400 |
400 – 600 |
200 – 400 |
|
Продолжительность цикла плавки, ч |
0,4 – 1 |
6 – 10 |
6 – 10 |
|
Годовая производительность, тыс. т слитков |
1200 – 1500 |
370 – 490 |
400 – 600 |
Табл. 4.1.
|
Показатель |
Способы |
||
|
кислородно-конвертерный |
мартеновский |
электростале-плавильный |
|
|
Себестоимость, относительные проценты (для цехов с одинаковой годовой мощностью, оснащенными 500-тонными мартеновскими печами и 100-тонными кислородно-конверторными) |
100 |
102 |
>100 |
|
Выход годного, % |
89 – 92 |
90 – 95 |
92 – 98 |
|
Удельные капитальные затраты, относительные проценты |
100 |
140 |
>100 |
|
Качество стали |
Сталь обыкновенного качества |
Сталь качественная |
Высокока-чественная |
Табл. 4.1 (продолжение).
Описанные методы получения углеродистой стали являются основными.
В зависимости от способа производства и назначения труб исходный материал может находится в виде слитков, катаных или кованных заготовок (для получения бесшовных труб), листов и полос в рулонах (для получения сварных труб).
В связи с тем, что трубы стальные водогазопроводные согласно ГОСТ 3262-75 изготавливают сварными, в данной работе я рассмотрю производство только сварных труб из листов и полос в рулонах.
Сталь для горячекатаных листов и рулонной полосы по механическим свойствам подразделяют на две группы. Одну из них составляют углеродистые стали с нормальным и повышенным содержанием марганца, а вторую – спокойные стали с микродобавками. В этих сталях содержится, %: углерода от 0,03 до 0,20, ниобия 0,05, ванадия 0,02 и титана 0,03. Часто встречаемым легирующим элементом является молибден (~ 0,30 %).
Требуемые механические свойства листов из сталей с микродобавками можно получить путем обычной прокатки и нормализации, регулируемой прокаткой с последующей нормализацией. Минимальная величина предела текучести в результате этих операций составляет 37 – 56 кгс/мм 2 . Это является результатом выделения в феррите карбидонитридов ниобия, ванадия и титана.
Рулонную полоску используют для производства сварных труб с продольным и спиральным швом, а листы – для производства труб только с продольным сварным швом. Причем листы необходимо предварительно подвергать неразрушающему контролю для устранения внешних и внутренних дефектов.
Станы для производства сварных труб классифицируют:
1) по виду применяемых для сварки материалов (для сварки стальных труб, из цветных металлов и их сплавов);
2) по способу сварки (печная, электросварка, продольная, спиральная, пайка);
3) по размерам труб (малых диаметром 5 – 168 мм, средних 168 – 273 мм и больших 273 – 2520 мм).
Печную сварку встык осуществляют из полос различной ширины. Кроме того, из полос одной или нескольких ширин получают трубы всевозможных диаметров путем их редуцирования.
Цех сварки труб имеет следующие участки:
1) склад материалов (листов в карточках или листов и полос в рулонах);
2) устройства для обрезки. Строжки или фрезеровки продольных кромок листов и полос;
3) комплекс производственного оборудования (прокатные станы, прессы для формовки листов и полос в трубную заготовку, сварочные станы или автоматы для сварки, прокатные станы или прессы для калибровки труб, рольганги, транспортеры и пилы);
4) участок отделки (правильные машины, обрезные станки, станки для фрезерования концов труб, устройства для гидравлического испытания труб на герметичность, устройства и аппаратуру для неразрушающего контроля, устройства для клеймения труб);
5) склад готовых труб;
6) вспомогательные и ремонтные столы;
7) участки антикоррозионного обеспечения труб – оцинкование, асфальтирование и т.п.
В настоящее время сварные трубы получают непрерывной печной сваркой встык, электросваркой сопротивлением, индукционной сваркой, дуговой сваркой в защитной атмосфере или под слоем флюса. Кроме того, выпускаются паянные трубы.
В данной работе я опишу производство труб печной сваркой встык, т.к. данный вид сварки является одним из самых старых методов производства стальных водогазопроводных труб. Этим способом, который сохранился лишь в некоторых странах, получают трубы диаметром от 16 до 89 мм со стенками толщиной от 2,5 до 4 мм.
Исходным материалом для изготовления этих труб является горячекатаный штрипс длиной 5 – 7 м и шириной, зависящей от диаметра производимых труб.
Один конец каждого штрипса обрезают под углом 15 – 25 ° , а затем сгибают под углом 45° для лучшего захвата клещами при вытягивании его из печи.
Штрипсы укладывают на под печи с зщитной атмосферой таким образом, чтобы расстояние между боковыми краями было 20 мм. Полосы нагревают до температуры 1300 – 1350 ° С в течение 30 – 85 с. Нагретую полосу вытягивают из печи клещами, которые пропущены через сварочную воронку (волоку) и соединены с цепью волочильного стана. Во время волочения штрипса к его кромкам (перед волокой) через сопла подают сжатый воздух. В результате температура кромок штрипса повышается на 40 – 60° С и окалина с них сдувается.
Формуются и свариваются трубы в волоке. При этом одновременно в зависимости от размера труб уменьшается их диаметр на 4 – 10 %. Трубы свариваются со скоростью 100 – 200 м/мин, а затем рольгангом передаются к двух- или трехклетевому калибровочному стану, где диаметр их уменьшается на 2 – 3 мм, т.е. до размера готовых труб. 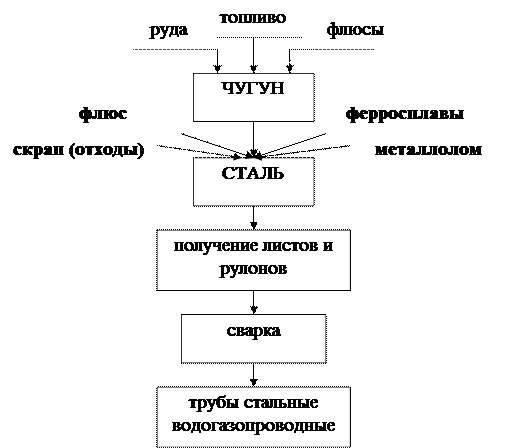
Блок-схема производства труб стальных сварных водогазопроводных.
По требованию потребителя на концах труб, подлежащих сварке, с толщиной стенки 5 мм и более, должны быть сняты фаски под углом 35 – 40 ◦ к торцу трубы. При этом должно быть оставлено торцовое кольцо шириной 1 – 3 мм.
По требованию потребителя на обыкновенных и усиленных трубах с условным проходом более 10 мм резьбу наносят на оба конца трубы.
По требованию потребителя трубы укомплектовывают муфтами, изготовленными по ГОСТ 8944-75 (01.01.1977г.) «Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Технические требования», ГОСТ 8954-75 (01.01.1977г.) «Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты прямые короткие. Основные размеры», ГОСТ 8965-75 (01.01.1977г.) «Части соединительные стальные с цилиндрической резьбой для трубопроводов р=1,6 МПа. Технические условия» и ГОСТ 8966-75 (01.01.1977г.) «Части соединительные стальные с цилиндрической резьбой для трубопроводов р-1,6 МПа. Муфты прямые. Основные размеры», из расчета одна муфта на каждую трубу.
На поверхности труб не допускаются трещины, плены, вздутия и закаты.
На торцах труб не допускаются расслоения.
Допускаются отдельные вмятины, рябизна, риски, следы зачистки и другие дефекты, обусловленные способом производства, если они не выводят толщину стенки за минимальные размеры, а также слой окалины, не препятствующий осмотру.
На трубах, изготовленных методом печной сварки, допускается в месте шва уменьшение наружного диаметра до 0,5 мм при наличии в этом месте пологого утолщения по внутреннему диаметру не более 1,0 мм.
По требованию потребителя на трубах с условным проходом 20 мм и более на внутренней поверхности шва труб грат должен быть срезан или сплющен, при этом высота грата или его следов не должна превышать 0,5 мм.
По требованию потребителя на трубах условным проходом более 15 мм, изготовленных методом печной сварки и способом горячего редуцирования, на внутренней поверхности труб в зоне шва допускается пологое утолщение высотой не более 0,5 мм.
Концы труб должны быть обрезаны под прямым углом. Допускается величина скоса не более 2 ◦ . Остатки заусенцев не должны превышать 0,5 мм. При снятии заусенцев допускается образование притупления (закругления) торцов. Допускается порезка труб в линии стана. По согласованию изготовителя с потребителем на трубах с условным проходом 6 – 25 мм, изготовленных методом печной сварки, допускаются заусенцы до 1 мм.
Оцинкованные трубы должны иметь сплошное цинковое покрытие по всей поверхности толщиной не менее 30 мкм. Допускается отсутствие цинкового покрытия на торцах и резьбе труб.
На поверхности оцинкованных труб не допускается пузырчатость и посторонние включения (гартцинк, окислы, спекшаяся шихта), отслаивание покрытия от основного металла.
Допускаются отдельные флюсовые пятна и следы захвата труб подъемными приспособлениями, шероховатость и незначительные местные наплывы цинка.
Допускается исправление отдельных неоцинкованных участков на 0,5 % наружной поверхности трубы по ГОСТ 9.307-89 (01.01.1990г.) «Единая система защиты от коррозии и старения. Покрытия цинковые горячие. Общие требования».
Трубы должны выдерживать гидравлическое давление:
2,4 МПа (25 кгс/см 2 ) – трубы обыкновенные и легкие;
3,1 МПа (32 кгс/см 2 ) – трубы усиленные.
По требованию потребителя трубы должны выдерживать гидравлическое давление 4,9 МПа (50 кгс/см 2 ).
Трубы с условным проходом до 40 мм включительно должны выдерживать испытание на загиб вокруг оправки радиусом, равным 2,5 наружного диаметра, а с условным проходом 50 мм – на оправке радиусом, равным 3,5 наружного диаметра.
По требованию потребителя трубы должны выдерживать испытание на раздачу:
- для труб с условным проходом от 15 до 50 мм – не менее 7 %;
- для труб с условным проходом 65 мм и более – не менее 4%.
По требованию потребителя трубы должны выдерживать испытание на сплющивание до расстояния между сплющенными поверхностями, равного 2 /3 наружного диаметра труб.
По требованию потребителя механические свойства труб для деталей водопроводных и газопроводных конструкций должны соответствовать ГОСТ 1050-88 (01.01.1991г.) «Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия».
Резьба труб должна быть чистой, без рванин и заусенцев и соответствовать ГОСТ 6357-81 (01.01.1983г.) «Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая», классу точности В.
Трубы с цилиндрической резьбой применяются при сборке с уплотнителями.
В месте шва допускается чернота на нитках резьбы, если уменьшение нормальной высоты профиля не превышает 15 %, а по требованию потребителя не превышает 10 %.
Допускаются на резьбе нитки с сорванной (для нарезанной) или неполной (для накатанной) резьбой при условии, что их длина в сумме не превышает 10 % требуемой длины резьбы, а по требованию потребителя не превышает 5 %.
Допускается на резьбе уменьшение полезной длины резьбы (без сбега) до 15 % по сравнению с указанной в таблице 2.4, а по требованию потребителя – до 10 %.
Нанесение резьбы на оцинкованные трубы проводят после оцинкования.
По требованию потребителя сварные швы труб подвергают контролю неразрушающими методами.
Контроль качества труб стальных водогазопроводных осуществляется путем испытания их на раздачу по ГОСТ 8694-75, на растяжение по ГОСТ 10006-80, на сплющивание по ГОСТ 8695-75, на загиб по ГОСТ 3728-78, гидравлическим давлением по ГОСТ 3845-75 и др. методами, которые определяют качество данной продукции.
В данной работе я использую ГОСТ 10006-80 (01.07.1980г.) «Трубы металлические. Метод испытания на растяжение». Настоящий стандарт устанавливает метод статических испытаний на растяжение металлических бесшовных, сварных, биметаллических труб для определения при температуре 20 -10 +15 С следующих характеристик: предела текучести (физического), предела текучести (условного), временного сопротивления, относительного удлинения после разрыва, относительного сужения после разрыва.
Для испытания труб на растяжение применяют продольные (в виде полос без головок и головками) и поперечные образцы (в виде отрезка трубы полного сечения без ограничения наружного диаметра).
В качестве испытательных машин применяют разрывные и универсальные испытательные машины всех систем, соответствующие требованиям настоящего стандарта и ГОСТ 28840-90.
Количественные и качественные показатели испытания труб методом растяжения приведены в ГОСТ 10006-80 (01.07.1980г.) «Трубы металлические. Метод испытания на растяжение», который прилагаю к данной работе.
Трубы принимают партиями. Партия должна состоять из труб одного размера, одной марки стали и сопровождаться одним документом о качестве в соответствии с ГОСТ 10692 с дополнением для труб, предназначенных для изготовления деталей водопроводных и газопроводных конструкций, из стали по ГОСТ 1050; химический состав и механические свойства стали – в соответствии с документом о качестве предприятия-изготовителя заготовки.
Масса партии – не более 60 т.
Проверке поверхности, размеров и кривизны подвергают каждую трубу партии.
Допускается применять статистические методы контроля по ГОСТ 18242 с нормативным уровнем. Планы контроля устанавливаются по согласованию изготовителя с потребителем.
Контроль наружного диаметра труб проводят на расстоянии не менее 15 мм от торца трубы.
Для контроля параметров резьбы, для испытания на раздачу, сплющивание, загиб, высоту внутреннего грата, остатки заусенцев, прямой угол и угол фаски (для труб со скошенными кромками), механических свойств отбирают не более 1 %, но не менее двух труб от партии, а для труб, изготовленных методом непрерывной печной сварки, – две трубы от партии.
Контролю массы подвергают все трубы.
Испытанию гидравлическим давлением подвергают каждую трубу. При 100 %-ном контроле качества сварного шва неразрушающими методами испытание гидравлическим давлением допускается не проводить. При этом способность труб выдерживать испытательное гидравлическое давление гарантируется.
Для проверки толщины цинкового покрытия на наружной поверхности и в труднодоступных местах внутренней поверхности отбирают две трубы от партии.
При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке.
Результаты повторных испытаний распространяются на всю партию.
Маркировку, упаковку, транспортирование и хранение проводят по ГОСТ 10692 с дополнением.
Резьба труб должна быть защищена от механических повреждений и коррозии смазкой по нормативно-технической документации.
Широкое применение трубной продукции во всех отраслях промышленности – для добычи и переработки нефти и газа, в энергетике и машиностроении, ракетно-космической технике и строительстве обусловлено их разнообразным сортаментом по диаметру и толщине стенки, профилю поперечного сечения, материалу, технологичностью и экономичностью производства и потребления. Этим объясняется опережающий рост производства стальных труб в сравнении с ростом производства стали и готового проката.
Современный трубный рынок предоставляет большой выбор водогазопроводных труб из новых материалов (пластика, минерального сырья), но, как ни странно, часто предпочтение отдается именно металлическим трубам.
Современная наука о трубном производстве развивается и будет развиваться высокими темпами. Усиление ее влияния на технический прогресс трубной промышленности связано с повышением эффективности научных исследований и улучшением качества подготовки инженерных кадров в области трубного производства.
1. Стальные и чугунные трубы. Справочник./В. И. Стрижак, В. В. Щепанский, В. П. Сокуренко и др. – Москва: Металлургия, 1982. – 360 с.
2. Стальные трубы. Технология производства и применение. /Под ред. Н. Т. Богдановой. Москва.: Металлургия. 1979.
3. Розов Н. В. Производство труб. Справочник для рабочих. – Москва: Металлургия, 1974. – 600 с.
4. Рымов В. А. и др. Технология производства сварных труб. Москва: Металлургия. 1983.
5. Гуляев Ю. Г. и др. Стальные трубы. Изготовление, применение, сортамент: Справочник. – Днепропетровск, РИА «Днепр-ВАЛ», 2002. – 350 с.
6. Совершенствование производства стальных труб. Зимовец В. Г., Кузнецов В. Ю. /Под ред. проф. док. техн. наук А. П. Коликова – Москва: МИСИС, 1996. 480 с.
7. ГОСТ 3262-75 (01.01.1977г.) «Трубы стальные водогазопроводные. Технические условия».
8. ГОСТ 10006 – 80 (01.01.1980г.) «Трубы металлические. Метод испытания на растяжение».