
В швейном производстве приходится перерабатывать материалы различной структуры и физико-механических свойств. Растяжимость, плотность, температура плавления, состояние поверхности и другие параметры определяют требования, которые предъявляются к рабочим органам и механизмам шьющей головки.
челночные и цепные
Если принять весь объём работ, осуществляемых с применением ниточного соединения, за 100 %, то 76 % из них выполняется челночным стежком, 9 % – цепным однониточным, 2 % – цепным двухниточным, 5 % – краеобмёточным и 8 % – цепным двухниточным при одновременном обмётывании.
По числу игл
Универсальные, Специальные
автоматизация
технологический

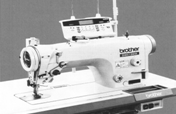
а – машины стачивающие прямострочные;

б – машины стачивающие, выполняющие зигзагообразную строчку;
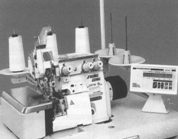
в – машины краеобмёточные и стачивающе-обмёточные;
г

г – машины для выполнения потайных строчек;


д – полуавтоматы для изготовления петель

е – полуавтоматы для пришивания пуговиц;
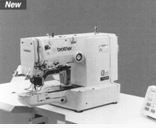
ж – полуавтоматы для изготовления закрепок и пришивания фурнитуры (короткошовные);
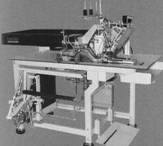
з – полуавтоматы длинношовные;

Швейные машины и швейное производство
... оборудования фирмы «VI. BE. MAC» (Италия) для изготовления брюк из ткани «деним», известных широко как джинсы. Комплект (рис.) содержит полуавтоматы ... тесьмы, резинки к иглам швейной машины. Устанавливается такое устройство на различных типах швейных машин: универсальных, оверлоках, стачивающе-обмё ... челночная строчка, а по согнутому краю пояса – цепная. Она (челночная) не так сильно выступает над ...
и – полуавтоматы вышивальные и отделочные.
Рис. 1. Классификация машин по назначению
скоростным
- низкоскоростные (частота вращения главного вала до 2500 мин -1 );
- среднескоростные (от 2500 до 5000 мин -1 );
- высокоскоростные (свыше 5000 мин -1 ).
Дальнейшие признаки классификации учитывают некоторые конструктивные особенности машин.
расположения шьющей головки
вылета рукава
расположения платформы
по виду платформы
2. Обозначение швейных машин
конструктивно-унифицированных рядов
Х 1 Х2 Х3 — Х4 Х5 Х6 + Y + Z.
Первая группа обозначает конструктивно-унифицированный ряд и состоит из трёх разрядов.
Первый, Х 1 , определяет последовательность совершенствования или развития ряда; второй, Х2 , – класс стежка; третий, Х3 , – особенности данного ряда (например, расположение оси челнока, особенности обрабатываемого материала и т.п.).
Вторая группа характеризует конкретную машину (модификацию) ряда. Разряд Х 4 показывает способ перемещения материала в машине; разряд Х5 – толщину пакета обрабатываемого материала; разряд Х6 указывает на наличие встроенных дополнительных устройств, расширяющих технологические возможности машин. Разряд Х6 для машин челночного стежка не используется, он предназначен для машин цепного и стачивающе-обмёточных стежков.
Третья группа, Y, обозначает комплект средств автоматизации, а четвёртая, Z, – комплект технологической оснастки, специализирующей машину на выполнении конкретной операции.
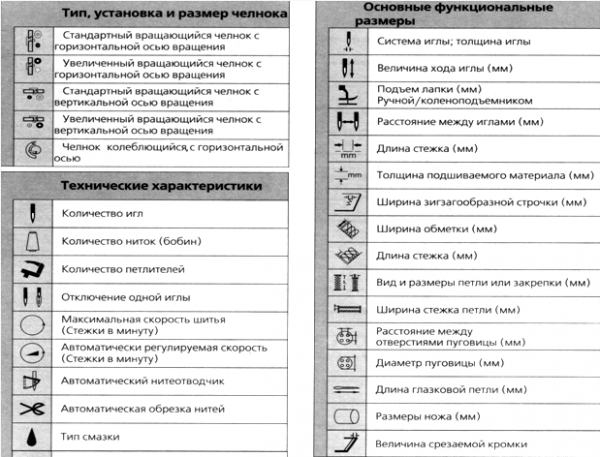
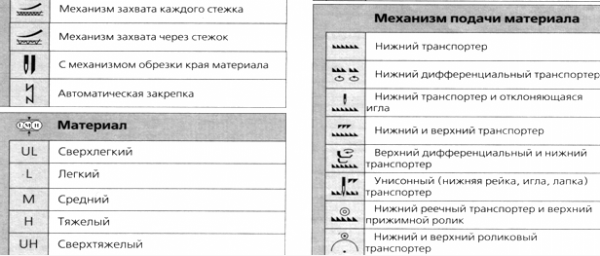
Зарубежные фирмы имеют, каждая свою, системы индексации и кодирования. В них заключена информация технологического и конструктивного плана. Часто код очень сложный, он может содержать различное число букв и цифр: от 10 до 22. Довольно громоздко, но при заказе и поставке оборудования исключены любая путаница, любые сбои. Клиент получит именно то, что оговорено шифром в договоре: конкретный вариант исполнения машины, скомплектованный с необходимой технологической оснасткой. Конечно, запомнить всё это практически невозможно. Да и необходимости такой нет. Просто нужно пользоваться проспектами, которые предоставляют все фирмы, выпускающие оборудование. Многие фирмы-изготовители швейных машин для лучшего представления о конструктивных особенностях машин применяют в рекламных материалах пиктограммы (символы) функций машин. Большая часть применяемых символов приведена в таблице 1.
швейный стежок шов материал
3. Машинные стежки
Все существующие типы стежков, как машинные, так и ручные, разделены на восемь классов, обозначающихся сотенными номерами, от единицы до восьми включительно
Таблица 1
Условные обозначения функций швейных машин
Этот материал не очень сложный, однако для его понимания он должен быть снабжён очень хорошими иллюстрациями. Объём работы не позволяет сделать это. Тем более, что в изданной литературе вопрос подробно изложен. Можно в этом плане рекомендовать книгу «Оборудование швейного производства» (авторы Л.Б. Рейбарх, С.Я. Лейбман, Л.П. Рейбарх. М.: Легпромбытиздат, 2008. С. 31–38).
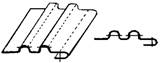
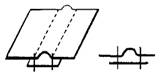
Дадим только несколько примеров (рис. 2–3).
Буквой А на этих рисунках обозначена верхняя нитка, то есть подаваемая в строчку иглой; буквой В – нижняя нитка от челнока или петлителя.
|
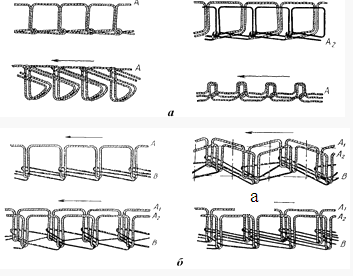
Рис. 2. Виды машинных стежков:
а) стежки класса 100; б) стежки класса 400
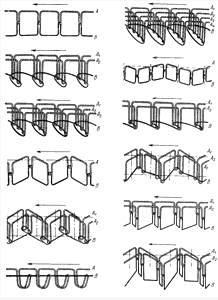
Рис. 3. Виды машинных стежков: стежки класса 300
4. Виды швов
Швы и строчки, применяемые при изготовлении швейных изделий, во многих странах разделены на классы и стандартизированы. Внутри каждого класса швы разделены по типу в зависимости от исполнения. Так, например, соединительные швы включают в себя двенадцать основных видов: стачной, расстрочной, настрочной, накладной, встык, взамок и т.п.
Краевые швы состоят из восьми основных видов: окантовочные, вподгибку, обтачной в рамку и др.
И, наконец, отделочные швы: включают в себя пять видов: простые и сложные отделочные складки, простые и сложные соединительные складки, рельефные швы и швы с кантом.
Виды швов, используемых при пошиве, приведены в таблице 2.
Однако общее число разнообразных видов швов с учётом типа стежка, числа строчек и вида подгиба материала в шве может быть чрезвычайно велико и достигать нескольких сотен.
Таблица 2
Виды швов
| Шов | Кодовое обозначение шва | Графическое и условное обозначение шва | |
| 1 | 2 | 3 | |
| Стачной | 101 |  |
|
| Расстрочной | 102 | 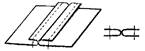 |
|
| Стачной с одновременным обмётыванием срезов | 103 | 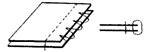 |
|
| Настрочной с открытыми срезами | 104 |  |
|
| Настрочной с одним закрытым срезом | 105 |  |
|
|
Накладной с открытыми срезами |
106 | 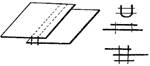 |
|
|
Накладной с закрытым срезом |
107 |  |
|
| Накладной с двумя закрытыми срезами | 108 | 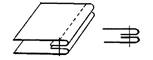 |
|
| Встык | 109 | 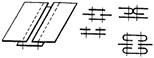 |
|
| Запошивочный | 110 |  |
|
| Взамок, выполненный на двухигольной машине | 111 |  |
|
| Двойной | 112 | |
|
| Окантовочный с открытым срезом | 201 | 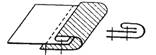 |
|
| Окантовочный с закрытыми срезами | 202 | 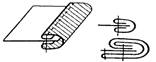 |
|
| Вподгибку с открытым или обмётанным срезом | 203 |  |
|
| Вподгибку с закрытым срезом | 204 | |
|
| Вподгибку с окантованным срезом | 205 | |
|
| Вподгибку с притачной подкладкой | 206 | |
|
| Обтачной в кант | 207 |  |
|
| Обтачной в рамку | 208 | 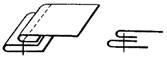 |
|
| Простые соединительные складки | 302 | 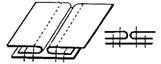 |
|
| Сложные складки | 303 | 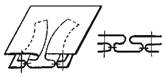 |
|
| С кантом | 305 | 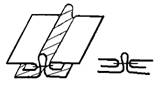 |
|
| Простые отделочные складки | 301 |  |
|
| Рельефные | 304 |
|
|
Библиографический список
[Электронный ресурс]//URL: https://drprom.ru/referat/byitovyie-shveynyie-mashinyi/
1. Зак И.С., Полухин В.П., Лейбман С.Я. Комплексно-механизированные линии в швейной промышленности. – М.: Легпромбытиздат, 2008. – 320 с.
2. Кокеткин П.П. Пооперационная машинно-автоматизированная технология одежды. – М.: Легпромбытиздат, 2008. – 232 с.
3. Франц В.Я. Охрана труда на швейных предприятиях. – М.: Легпромбытиздат, 2007. – 256 с.