
Интенсивное использование природных ресурсов и загрязнение окружающей среды, широкое внедрение техники, систем механизации и автоматизации во все сферы общественно-производственной деятельности сопровождается появлением и широким распространением различных природных, техногенных, биологических и других опасностей. Все это создает реальные предпосылки для улучшения условий труда, повышения его безопасности, снижение уровня профессиональных заболеваний.
Решение проблемы безопасности жизнедеятельности состоит в обеспечении нормальных, комфортных условий производственной деятельности людей, ы защите человека и окружающей его производственной среды от воздействия вредных факторов, превышающих нормативно-допустимые уровни. Поддержание оптимальных условий деятельности и отдыха человека создает предпосылки для высокой работоспособности и продуктивности.
Обеспечение безопасности труда и отдыха способствует сохранению жизни и здоровья людей за счет снижения травматизма и заболеваемости.
Одним из перспективных направлений производства является литейное. В то же время с точки зрения охраны труда и окружающей среды литейное производство является одной из проблемных отраслей промышленности.
Таким образом, учитывая все вышеизложенное, можно говорить об актуальности и необходимости изучения условий труда в цехе литья под давлением как одного из типичных представителей литейного производства.
1. Задачи техники безопасности
Техника безопасности (ТБ) — это ряд технических и организационных мероприятий, направленных на создание безопасных условий труда на производстве.
Мероприятия вырабатываются на основании исследования производственных процессов, изучения средств производства и основных трудовых приемов. Изучение требований ТБ является обязанностью каждого рабочего.
Система управления охраной труда (СУОТ). Основным принципом государственной политики в области охраны труда является обеспечение приоритета жизни и здоровья работников по отношению к результатам производственной деятельности.
Цель СУОТ — обеспечить безопасные и нормальные условия труда для работников на всех стадиях производственного процесса; создать условия, при которых обеспечивается не только своевременное устранение каких-либо нарушений норм по охране труда, но и предупреждение возможности их возникновения.
Государственное управление охраной труда осуществляется Правительством Российской Федерации непосредственно или по его поручению федеральным органом исполнительной власти, осуществляющим функции по выработке государственной политики и нормативно-правовому регулированию в сфере труда, а также другими федеральными органами исполнительной власти в пределах их полномочий.
Психофизиологические основы учебного труда и интеллектуальной деятельности
... мышления и т.п.); ∙ условия, в которых осуществляется трудовая деятельность. Структура и уровень физических и нервных нагрузок в процессе труда определяются этими обеими характеристиками. В данном реферате раскрываются психофизиологические основы учебного труда и интеллектуальной деятельности студента. Объективные и субъективные ...
На предприятиях существуют специальные отделы ТБ, комиссии охраны труда и инспектора, контролирующие условия труда работающих.
Техника безопасности на территории завода.
На территории завода (во дворе, здании, на подъездных путях) рабочий должен быть внимательным. Запрещается входить в цехи и участки (компрессорную, генераторную, электростанцию и другие помещения), на дверях которых имеется надпись «Посторонним вход строго воспрещен».
Железнодорожные пути и автомагистрали, расположенные на территории предприятия, нужно переходить в специально установленных местах, обращая внимание на предупредительные сигналы. При закрытом шлагбауме или сигнале о приближении поезда или автомашины переходить пути запрещается.
Следует обходить места погрузки. Категорически запрещается находиться под грузом.
Цех литья под давлением состоит из следующих отделений: шихтового, плавильного, литейного, очистного, участка контроля, склада готовой продукции и пресс-форм, мастерской по ремонту оборудования и пресс-форм (рис. 1).
В шихтовом отделении 1 находятся весы для развески шихты, пила для резки чушек металла и бункера для хранения шихтовых материалов с вместимостью, достаточной, чтобы обеспечить работу цеха в течение суток.
Особенностью литья под давлением является большой расход металла на литниковую систему, масса которой составляет 30-100% массы отливки. Это необходимо учитывать при определении вместимости бункеров, предназначенных для хранения отходов.
В шихтовом отделении должны быть предусмотрены машины для транспортировки шихты в плавильное отделение.
Плавильное отделение 2 расположено между шихтовым и литейным и оборудовано плавильными печами в соответствии с применяемыми сплавами и производственной мощностью литейного отделения. Для транспортировки расплава от плавильных печей к раздаточным проложены монорельсовые пути. В плавильном отделении установлена мощная вытяжная вентиляция.
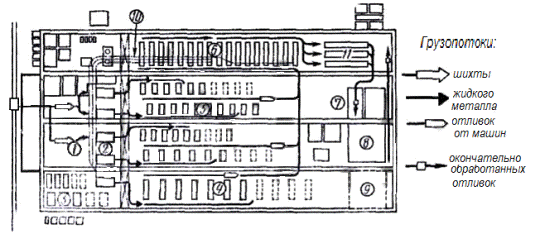
Рис. 1. Планировка цеха литья под давлением
В литейных отделениях 4 и 5 расположены машины для литья под давлением, раздаточно-подогревательные печи и подъемно-транспортное оборудование (кран-балка, тельфер или монорельс с тельферами).
Машины для литья под давлением должны быть размещены так, чтобы можно было свободно подойти к любой из них и производить ремонт и демонтаж одной машины без остановки других. Около машины устанавливают переносные экраны или стационарные ограждения, предназначенные для защиты работающих от брызг расплава при неплотном закрытии пресс-формы.
В литейном отделении устанавливают общую и местную (у каждой машины) вентиляцию, пол устилают чугунными рифлеными плитками, прокладывают канализационные каналы для отвода масла и эмульсии.
Насосно-аккумуляторное отделение 3 располагается рядом с литейным. Здесь устанавливают насосы с аккумуляторами, питающими литейные машины, не имеющие встроенных насосов и аккумуляторов. Большинство современных машин выпускают со встроенными насосами и аккумуляторами. Машины, не имеющие встроенных насосов, обслуживаются центральной насосно-аккумуляторной станцией. При этом затраты на ремонт насосов и расход электроэнергии значительно меньше, а ремонт отдельных насосов и аккумуляторов не вызывает простоев литейных машин. При большом количестве машин необходимую их мощность обеспечивают несколько насосно-аккумуляторных станций.
Технология литья под давлением
... прессы и машины. Технологический процесс изготовления отливок из сплавов цветных металлов внедрен в производство на многих предприятия нашей страны и за рубежом; Литья под давлением ... камерой прессования в условиях ОАО «АПЗ». рассматриваются возможности улучшения длительности работы пресс-формы путем изменения ее конструкции, методами термических обработок, технологическим путем повышения ...
Отделение очистки 6, как правило, занимает большую производственную площадь. В очистном отделении производят обработку литников и промывников, запиловку заусенцев и поверхностей отливки.
Баковые литники и промывники небольшого сечения обламывают вручную, массивные литники обрезают дисковыми и ленточными пилами. Центральные литники обрезают на токарных станках или в специальных обрезных штампах на эксцентриковых (или пневматических) прессах при массовом производстве. Отходы отливок из очистного отделения удаляются ленточными конвейерами 10.
В массовом производстве зачистку и обрубку отливок выполняют на поточных линиях. Отливки после зачистки хранят в специальных ящиках и контейнерах с гнездами, чтобы предохранить их от повреждений и облегчить учет.
На участок контроля 11 отливки поступают после зачистки для окончательной проверки годности и соответствия их чертежу. На участке контроля должны находиться контрольно-измерительные приборы, необходимые для проверки размеров, а также оборудование, на котором разрезают отливки для контроля их размеров и равностенности. После проверки годные отливки клеймят. Участок контроля должен примыкать к складу готовой продукции.
Склад готовой продукции 7 представляет собой помещение со стеллажами, на которые ставят ящики с готовыми отливками. Каждая партия отливок снабжается маршрутной картой, где указывают их количество, назначение и т.д. Склад должен иметь подъемно-транспортное оборудование для перемещения ящиков с отливками.
При кооперации заводов отливки из специализированных цехов и заводов литья под давлением перевозят на заводы-потребители. В связи с этим на складах готовой продукции организуют упаковку готовых отливок в специальную тару или контейнеры для защиты их от повреждений при транспортировке. Для этого применяют картонные коробки, мягкие прокладки, перегородки и т.д.
Отделение ремонта 8 представляет собой инструментально-механическую ремонтную мастерскую. В крупных цехах отделение ремонта пресс-форм и ремонта машин разделены.
В ремонтном отделении производят ремонт пресс-форм, а также доводку литников и вентиляционных каналов при опробовании новых пресс-форм.
В ремонтном отделении установлено следующее оборудование: токарно-винторезный, универсально-фрезерный, сверлильный, шлифовальный станки, винтовой пресс для запрессовки и распрессовки втулок, колонок и вкладышей, кран-балка или монорельс с электроподъемником.
Все пресс-формы после изготовления отливок поступают в ремонтную мастерскую, откуда их после осмотра, очистки передают на склад форм 9. Кроме того, в отделении выполняют техническое обслуживание и ремонт машин по графику.
3. Рациональная организация рабочего места литейщика
Рабочее место литейщика должно быть организовано рационально. На рис. 2 изображена схема наиболее удобного расположения оборудования. Основным требованием при этом является обеспечение безопасных проходов, проездов, свободного доступа к оборудованию и максимальной защиты рабочего от возможности получения травм (табл. 1).
|
Параметры |
Числовые значения |
|
Ширина литейного зала при расположении литейных машин в два ряда, м |
=>12 |
|
Расстояние между литейными машинами в зависимости от габаритных размеров машин, м |
3,0-4,0 |
|
Расстояние между осями, м: |
|
|
машин модели 511 |
=>3,0* |
|
машин модели 71108 |
=>3,5* |
|
машин модели 71109 |
=>4,0* |
|
Расстояние от печи до машины, м (примерно) |
0,5-1,0 * |
|
Минимальная ширина прохода для подноски металла, м |
2,0 |
|
Расстояние между щитом и машиной со стороны обслуживания, м |
=>1,5 |
|
Расстояние от стенки или щита до машины (с торцовой стороны машины), м |
1,0* |
|
Высота защитных стальных щитов **, м |
=>2,5 |