
В химической промышленности комплексной механизации и автоматизации уделяется большое внимание. Это объясняется сложностью и высокой скоростью протекания технологических процессов, а также чувствительностью их к нарушению режима, вредностью условий работы, взрыва и пожароопасностью перерабатываемых веществ и т. д.
По мере осуществления механизации производства сокращается тяжелый физический труд, уменьшается численность рабочих, непосредственно занятых в производстве, увеличивается производительность труда и т. д.
В механизированном технологическом процессе человек продолжает принимать непосредственное участие, но его физическая работа сводится лишь к нажатию кнопок, повороту рычагов и т. п. Здесь на человека возложены функции управления механизмами и машинами.
С увеличением нагрузок аппаратов, мощностей машин, сложности и масштабов производства, с повышением давлений, температур и скоростей химических реакций ручной труд даже в механизированном производстве подчас просто немыслим. Например, в производстве полиэтилена давление достигает 300 Ml la, в производстве карбида кальция температура в электрических печах равна 3000°С: процесс обжига серного колчедана в кипящем слое продолжается несколько секунд. В таких условиях даже опытный рабочий часто не в состоянии своевременно воздействовать на процесс в случае отклонения его от нормы, а это может привести к авариям, пожарам, взрывам, порче большого количества сырья и полуфабрикатов.
Ограниченные возможности человеческого организма (утомляемость, недостаточная скорость реакции на изменение окружающей обстановки и на большое количество одновременно поступающей информации, субъективность в оценке сложившейся ситуации и т. д.) являются препятствием для дальнейшей интенсификации производства. Наступает новый этап машинного производства — автоматизация, когда человек освобождается от непосредственного участия в производстве, а функции управления технологическими процессами, механизмами, машинами передаются автоматическим
Автоматизация приводит к улучшению основных показателей эффективности производства: увеличению количества, улучшению качества и снижению себестоимости выпускаемой продукции, повышению производительности труда. Внедрение автоматических обеспечивает высокое качество продукции, сокращение брака и отходов, уменьшение затрат сырья и энергии, уменьшение численности основных рабочих, снижение капитальных затрат на зданий (производство организуется под открытым небом), удлинение сроков межремонтного пробега оборудования.
Автоматизация учета труда и заработной платы
... теоретические аспекты автоматизации бухгалтерского учёта труда и его оплаты; ознакомиться с особенностями оплаты труда госслужащих; рассмотреть существующую организацию учёта труда и заработной платы в исследуемом ... любой программы – автоматизировать ввод, создание, хранение и учет таких документов. В учёте труда и заработной платы большинство документов создаётся непосредственно в программе, и ...
Проведение некоторых современных технологических процессов возможно только при условии их полной автоматизации (например, процессы, осуществляемые на атомных установках и в паровых котлах высокого давления, процессы дегидрирования и др.).
При ручном управлении такими процессами малейшее замешательство человека и несвоевременное воздействие его на процесс могут привести к серьезным последствиям.
Внедрение специальных автоматических способствует безаварийной работе оборудования, исключает случаи травматизма, предупреждает загрязнение атмосферного воздуха и водоемов промышленными отходами.
В автоматизированном производстве человек переключается на творческую работу — анализ результатов управления, составление заданий и программ для автоматических приборов, наладку сложных автоматических т. д. Для обслуживания агрегатов, оснащенных сложными системами автоматизации, требуются специалисты с высоким уровнем знаний. С повышением квалификации и культурного уровня рабочих стирается грань между физическим и умственным трудом.
Задачи, которые решаются при автоматизации современных химических производств, весьма сложны. От специалистов требуются знания не только различных приборов, но и общих принципов составления систем автоматического управления.
1. Производство олефинов
Производство олефинов основано на термическом разложении углеводородного сырья на ряд продуктов и выделении этих продуктов с заданной степенью чистоты. В зависимости от условий разложения преобладающим является тот или иной продукт. При этилен-пропиленовом режиме олефины С2—С 4 составляют до 50—60% (на перерабатываемое сырье); всего же получают десять продуктов — водород, метан, этан, этилен, пропан, пропилен, фракции С4 и С5 , ароматические углеводороды и тяжелое жидкое топливо. Наиболее потребляемым продуктом нефтехимической промышленности является этилен.
Автоматизация процесса. Режимными параметрами трубчатой пиролизной печи, определяющими термические превращения углеводородов и, следовательно, состав получаемых продуктов, являются: температурное поле (профиль) реакционной смеси по длине змеевика; продолжительность пребывания смеси в зоне реакции (время контакта); соотношение расходов сырья и водяного пара, поступающих в реактор; поле давления реакционной смеси по длине змеевика; состав исходного сырья; степень закоксовывания змеевика.
Управляющими воздействиями, с помощью которых осуществляют изменение и стабилизацию технологического режима вмшролизной’печи, служат расходы сырья и пара в змеевик и расходы топливного газа в обогревающие горелки. Путем перераспределения топлива, подводимого к отдельным горелкам (или их группам), можно изменять характер температурного ноля смеси по длине реакционной зоны. При регулировании теплового режима в печах некоторых в качестве управляющего воздействия используют подачу хладоагента (пара, сырья, воды, инертного газа) в промежуточные зоны змеевика.
Одной из важнейших задач автоматического регулирования работы пиролизных печей является стабилизация теплового режима, в частности температуры пирогаза на выходе из печи. Как правило, эту температуру стабилизируют воздействием на расход топливного газа к горелкам.
Висбрекинг нефтяного сырья
... печи, сочетающей нагревательный и реакционный змеевик, с последующим охлаждением реакционной массы на выходе из печи циркулирующим потоком остатка висбрекинга ... висбрекинга Висбрекинг - особая разновидность термического крекинга, термодеструктивный процесс превращения тяжелого нефтяного сырья в жидкие, газообразные и твердые продукты. Сырьем ... устойчивые к температурному воздействию ароматические, ...
Для компенсации возмущений применяют каскадные схемы регулирования. В качестве промежуточной точки используют температуру перевала перепад давления в змеевике или давление топливного газа. Применяют также коррекцию по расходу, давлению, температуре и составу сырья.
В печах, где несколько змеевиков обогревается одним экраном горелок, температуру на выходе одного из них. Регулируют воздействием на подачу топлива, а на выходе из остальных воздействием на подачу в них сырья или водяного пара.
При автоматическом управлении промышленными печами важную задачу представляет стабилизация оптимального теплового режима по длине реакционной зоны змеевиков температурного профиля. Структура системы автоматической стабилизации температурного профиля зависит от конструкции конкретной печи.
На системе зонного регулирования температурного профиля реакционной смеси в змеевиках трубчатой печи с вертикальным расположением труб. Она осуществляет стабилизацию температуры Т 5 стенки труб змеевиков в конечной и средней частях (воздействие на подачу топлива в противолежащие зоны горелок) и регулирование температуры продуктов пиролиза на выходе из печи Г6 изменением подачи топлива в зону горелок, обогревающую начальный участок змеевика.
Задание регуляторам температуры стенок труб змеевиков соответствует максимально допустимому пределу нагрева материала змеевика. Такая система регулирования позволяет при любом режиме поддерживать оптимальную (в данном случае максимально возможную) крутизну температурного профиля потока.
Для измерения температуры стенки змеевика в каждой зоне устанавливают несколько термопар. С помощью искателя максимальной температуры определяется значение температуры в наиболее нагретой точке, которое затем поступает на вход соответствующего регулятора и выдерживается им на максимально допустимом значении.
Для пиролизных печей с горизонтальным расположением труб змеевиков i расширенным обогревающим экраном горелок применяют системы регулирования величины реакционной зоны. При вменении нагрузки печи по сырью устройство 5 (см. рис. 10.8) управления ) размером реакционной зоны производит последовательное включение или включение подачи топливного газа в три нижних ряда горелок. Отключение ряда горелок, обогревающих начальный участок змеевика, приводит к концентрации подводимого тепла на конечном участке и сокращению реакционной зоны процесса (увеличению крутизны температурного профиля реакционной смеси).
Алгоритм работы устройства 5 составляют на основе экспериментальных данных с таким расчетом, чтобы при различных нагрузках по сырью обеспечить максимально возможную крутизну температурного профиля. Он позволяет изменять пределы срабатывания клапанов, предел их закрытия и время, в течение которого клапан переводится из нижнего положения в верхнее (и наоборот).
Общее количество тепла, необходимого для проведения реакции пиролиза, регулируют по температуре продуктов пироли a из печи воздействием на общую подачу топливного газа в горелки.
Если горелки трубчатой печи имеют ограниченную тепловую мощность, то при управлении тепловым режимом в печи целесообразно поддерживать максимальный расход топлива в горелки, обогревающие конечный участок змеевика. Такой реализуется системой, принципиальная схема которой представлена на рис 1 В качестве параметра, характеризующего
Гидроочистка дизельного топлива
... азотистых соединений (на 10- 18% выше, чем с АКМ). В условиях гидроочистки дизельных топлив температура и парциальное давление водорода и сероводорода являются определяющими параметрами для сохранения катализатора ... дезактивируются при работе на сырье с любым содержанием азотистых соединений как основного, так и неосновного характера. Наличие азотистых соединений в керосиновых и дизельных фракциях ...
Теплоподвод на конечном участке реактора, выбрано давление топлива перед обогревающими горелками. Алгоритм управления клапанами на линиях подвода топлива в начальную зону горелок в зависимости от давления топлива разрабатывают на основе экспериментальных данных. Это позволяет автоматически компенсировать влияние на тепловой режим неконтролируемых возмущений закоксованности змеевика, изменения состава сырья и т. д.
Для пиролизных печей, в которых невозможно изменять температурный профиль смеси путем перераспределения топлива по зонам» обогрева, применяют системы регулирования температурного профиля изменением подачи хладоагента, % качестве которого используют водяной пар или воду. Система регулирования предусматривает регулирование соотношения между расходами сырья и водяного пара в змеевик. Если технологический регламент установки позволяет изменять расход пара в некоторых пределах, то для управления тепловым режимом процесса можно использовать системы, непосредственно изменяющие время пребывания (снижающие его до минимально допустимого).
Эту систему регулирования целесообразно применять для печей с сильными перекрестными связями между подачей топлива в горелки и температурой стенки змеевика. Система осуществляет увеличение подачи пара в змеевик (т.е. уменьшение эффективного времени пребывания) до предела, обусловленного ограничениями на интенсивность подвода .тепла к змеевику: максимальной температурой стенки змеевика или максимальным расходом топлива в ода топлива в начальную зону горелок в зависимости способ управления.
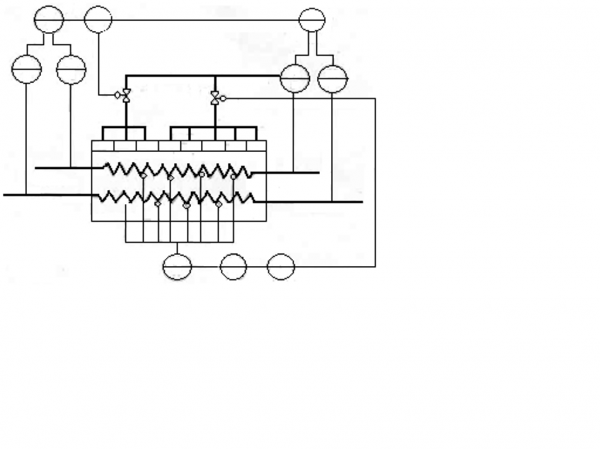
На рис. 1 представлена система зонного регулировании подвода тепла к змеевику в многопоточной печи, которая предусматривает управление по усредненной температуре пирогаза на выходе змеевика и но максимальной из совокупности измеренных температур стенки змеевиков. Поверхностные термопары, установленные на стенках змеевиков в конечных зонах радиантной камеры течи, подсоединены к многоточечному потенциометру 11, выход которого связан с искателем 12 максимальной температуры. Выход искателя является переменной величиной, поступающей на вход регулятора 10, задание которому устанавливают с учетом верхнего предела температуры нагрева стенки змеевика. Выходной сигнал регулятора 10 воздействует на клапан 2, остановленный на линии подачи топлива. Таким образом, контур регулирования обеспечивает подвод максимально допустимого количества тепла в конечную зону пиролиза. Количество тепла, подводимого в начальную зону, регулируют с помощью регулятора 9 и клапана 1. В качестве переменной на регулятор 9 поступает сигнал, пропорциональный переднему значению температур пирогаза на выходе змеевиков. Этот сигнал вырабатывается с помощью усреднителя 8. Установку регулятору 9 корректируют по среднему значению расхода бензина, определяемому среднителем 7.
Дистанционные приборы для измерения скважинных параметров
... измерения при всех неблагоприятных условиях эксплуатации прибора. 1.1 Глубинный дистанционный манометр Достоинством глубинных дистанционных манометров ... скважины является параметром, который позволяет ... управления разработкой нефтяных месторождений глубинные термометры должны отвечать определенным требованиям в отношении тепловой инерции, точности, чувствительности и пределов измерения. Глубинные ...
2.Оптические пирометры
Оптические пирометрышироко применяются в лабораторных и производственных условиях для измерения температур выше 800°С. Принцип действия оптических пирометров основан на сравнении спектральной яркости тела со спектральной яркостью градуированного источника излучения. В качестве чувствительного элемента, определяющего совпадение спектральных яркостей в визуальных оптических пирометрах, служит глаз человека. Наиболее распространенным является оптический пирометр с исчезающей нитью, схема которого приведена на рис. 6.26, а. Для измерения температуры объектив / прибора направляется на объект измерения ОИ так, чтобы наблюдатель на его фоне увидел в окуляре 7 нить оптической лампы 4.
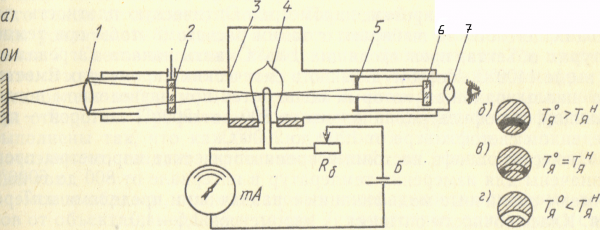
Рисунок 2. Схема визуального оптического пирометра
Сравнение спектральных яркостей объекта измерения и нити лампы 4 осуществляются обычно при длине волны равной 0,65 мкм, для чего перед окуляром установлен красный светофильтр 6. Выбор красного светофильтра обусловлен тем, что глаз человека воспринимает через этот фильтр только часть спектра его пропускания, приближающуюся к монохроматическому лучу. Кроме топ применение красного светофильтра позволяет снизить нижний предел измерения пирометра. Диафрагмы (входная 3 и выходная 5) ограничивают входной и выходной углы пирометра, оптимальные значения которых позволяют обеспечить независимость показаний прибора от изменения расстояния между объектом измерения и объективом.
Наблюдая за изображением нити лампы на фоне объекта измерения [светлый фон — темная нить (рис. 2); темный фон светлая нить (рис. 2, г)], с помощью реостата &б изменяют i тока, идущего от батареи Б к нити лампы, до тех пор, пока ярь нити не станет равной видимой яркости объекта измерения. При достижении указанного равенства нить «исчезает» на фоне изображения объекта измерения (рис. 2, в). В этот момент по шкале миллиамперметра тА, предварительно отградированного в значениях яркостной температуры нити лампы Гя н , определяют яркостную температуру объекта Гя °. По измеренной яркостной температуре при известном г в соответствии с выражением рассчитывают истинную температуру объекта.
Нить оптической лампы выполнена из вольфрама, поэтому но избежание ее возгонки при температурах выше 1400°С, для изменения более высоких температур перед лампой включается ослабляющий или поглощающий светофильтр 2. Благодаря этому светофильтру уменьшается видимая яркость объекта измерения в кратное число раз, что позволяет не перекаливать нить и сохранит! стабильность градуировки пирометра. Оптическую плотность поглощающего стекла выбирают с таким расчетом, чтобы при температурах объекта, превосходящих 1400°С, нить накала нагрева не выше 1400°С. Поэтому обычно в оптических пирометрах имеется две шкалы, одной из которых пользуются при невведенном поглощающем светофильтре, например от 800 до 1200°С, а второй — при введенном светофильтре от 1200 до 2000°С.
Приборы для измерения давления
... например, магнетронах микроволновых печей, электронно-лучевых трубках и т. п. Приборы для измерения давления Давление в жидкости измеряется приборами: пьезометрами; манометрами; вакуумметрами. Пьезометры и манометры измеряют избыточное манометрическое давление, то есть они работают, ...
Существующие в настоящее время оптические пирометры предназначены для измерения температур в интервале от 800 до 6000 с, и имеют различные модификации с различными пределами измерения. Класс точности оптических пирометров 1,5—4,0.
3.Структура и состав АСУ
Работа автоматизированных систем управления СУ ПСН и СУ спрейера основана на принципах управления технологическими процессами с использованием одного микропроцессорного контроллера, осуществляющего одновременное управление обеими установками в реальном масштабе времени. Для связи между отдельными электронными системы управления (контроллер, децентрализованная периферия, панель оператора и промышленный компьютер) организованы локальные сети управления MPI и Profibus DP (Европейский стандарт EN 50 170).
Архитектура системы управления двухуровневой схеме:
- нижний уровень управления;
- средний уровень управления.
Нижний уровень управления (НУУ) включает в себя модули микропроцессорного контроллера SIMATIC S7 — 315 DP с цифровыми и аналоговыми входами-выходами и его децентрализованную периферию (удаленные входы-выходы), объединенную сетью PROFIBUS DP. Оборудование НУУ осуществляет сбор информации с пультов, шкафов и датчиков, ее предварительную обработку и передачу на средний уровень управления, а также выдачу управляющих воздействий на исполнительные механизмы установки в зависимости от алгоритма управления.
Средний уровень управления (СУУ) представляет собой промышленный компьютер SIMATIC RI25P, панель оператора ОР7 и микропроцессорный контроллер SIMATIC S7-315DP объединенные сетью MPI. Оборудование СУУ предназначено для ввода параметров технологического процесса, программного управления, контроля, диагностики и протоколирования хода технологического процесса .
В состав системы управления входят:
- шкаф контроллера;
- шкаф электрооборудования, КИП и А;
- шкаф компьютерный;
- пульт управления;
- height: 130%»> датчики технологических параметров и электрооборудование на механизмах ПСН и спрейерной установки.
3.1 Управление тепловым режимом ПСН с помощью системы управления на базе микропроцессорного контроллера
Система управления тепловым режимом ПСН реализована на принципах управления технологическим процессом в режиме реального времени на базе микропроцессорного контроллера и предназначена для решения задач:
- подготовки и задания переменных технологического процесса и параметров регулирования;
- управления автоматикой безопасности печи;
- управления розжигом горелок;
- регулирования температуры поверхности бочки прокатного валка или температуры печи;
- регулирования соотношения «газ-воздух»;
- регулирования давления в рабочем пространстве печи;
- визуализации, контроля, диагностики и протоколирования хода технологического процесса.
В состав системы управления функционально входят следующие подсистемы:
- подсистема измерения технологических параметров;
- подсистема визуализации, контроля, диагностики и протоколирования;
- подсистема автоматического регулирования;
- подсистема автоматики безопасности.
3.2 Подсистема измерения технологических параметров
Подсистема измерения технологических параметров предназначена для сбора и обработки информации от аналоговых и дискретных датчиков технологического процесса.
Автоматическая система управления котельной установкой сельскохозяйственного ...
... управления котельной установки сельскохозяйственного предприятия включает в себя следующие компоненты: Промышленный компьютер SIMATIC Rack PC; Программируемый контроллер ... газах; Температура в топке: Контролю, регистрации, сигнализации и автоматическому ПИ-регулированию подлежат следующие технологические параметры: Разрежение в топке P= 10 кПа; Давление ... сфере автоматизации, явилось ... время работы в ...
К контролируемым аналоговым параметрам относятся:
- температура газовой среды в трех точках рабочего пространства печи (около торцевых стенок и посередине печи);
- температура поверхности нагреваемого металла;
- температура отходящих газов перед дымовым клапаном;
- температура отходящих дымовых газов после воздушного клапана на дымопроводе;
- давление в рабочем пространстве печи: расход газа на печь;
- расход воздуха на печь;
- положение заслонок газа, воздуха и дымоудаления.
Контроль температуры в рабочем печи осуществляется с помощью термопар типа ТПР-1788.
Контроль температуры нагреваемого металла производится автоматическим оптическим пирометром ARDOCELL PZ20 фирмы Siemens.
Контроль температуры отходящих газов осуществляется с использованием термопар ТХА-2388.
Давление в печи измеряется измерительным преобразователем «Сапфир-22М-ДИВ»
Расход газа и воздуха измеряется перед регулирующими органами комплектом приборов, состоящих из зондов измерения расхода SDF фирмы SKI и измерительных преобразователей SITRANS P фирмы Siemens, размещенных по месту на трубопроводах газа и воздуха. Применение зондов обусловлено необходимостью минимизации потерь давления по воздушному тракту печи и существенно более широким в сравнении с измерительными диафрагмами диапазоном измерения. Программой контроллера предусматривается демпфирование мгновенных (текущих) измерений значений расхода газа и воздуха для сглаживания пульсации результатов.
Положения заслонок газа, воздуха и дымоудаления, связанных через тяги с исполнительными механизмами контролируется блоками БСПТ-10 в МЭО.
К контролируемым дискретным параметрам относятся информационные сигналы:
- положение и состояние вспомогательных механизмов печи;
- минимальное и максимальное открытие МЭО;
- наличие срабатывания электромагнитных клапанов горелок;
- наличие контроля факела горелок и сигналов с датчиков автоматики безопасности;
- текущее состояние кнопок управления.
Информация о положении и состоянии вспомогательных механизмов печи поступает на входы контроллера с сухих контактов промежуточных реле и служит для целей диагностики.
Сигналы о минимальном и максимальном открытии МЭО поступают при срабатывании конечных выключателей и служат для ограничения хода исполнительных механизмов.
Наличие срабатывания электромагнитных клапанов фирмы Kromschroeder контролируется указателями положения.
Наличие пламени факела горелок контролируется приборами Ф34.3.
Текущее состояние каждой кнопки управления постоянно отслеживается контроллером и при его изменении производятся действия в соответствие с функциональным назначением соответствующей кнопки.
Подсистема визуализации, контроля, диагностики и протоколирования. Подсистема визуализации, контроля, диагностики и протоколирования предназначена для организации доступа в диалоговом режиме оператора-технолога и мастера КИП и А печи к выполнению операций предусмотренных технологией при работе ПСН. В состав подсистемы функционально входят промышленный компьютер SIMATIC RI 25P (компьютер) и панель оператора SIMATIC OP7 (панель оператора ОР7), работающие под управлением контроллера SIMATIС S7-315 DP (контроллер), все оборудование фирмы Siemens.
Печи нагревательные для термической обработки
... в печи; Предусмотрено автоматическое регулирование теплового режима; Для получения без окислительного нагрева металла применяют печи с защитной, контролируемой атмосферой. Современные кузнечнопрессовые цеха оснащены быстроходными машинами для обработки металлов давлением. ...
Компьютер и панель оператора ОР7 выполняют функцию отображения переменных технологического процесса (температура, давление и т.д.), ввода технологии, параметров (задания регуляторам, коэффициенты и т.д.) и служат как средство для выдачи управляющих команд на контроллер под управлением оператора-технолога.
Для мастера КИП и А предусмотрена возможность изменения параметров регуляторов, параметров вентиляции, розжига и т.д., а также изменения конфигурации компьютера и панели оператора ОР7 (работа с аварийными сообщениями, изменение паролей, установка времени и т.д).
При работе ПСН система диагностики контроллера осуществляет непрерывной контроль за состоянием механизмов и параметров технологического процесса и управляет выдачей текстовых сообщений на монитор компьютера и панель оператора ОР7, а также световой и звуковой сигнализацией.
После запуска режима печи по температурно-временному графику производиться протоколирование хода технологического процесса с записью на жесткий диск памяти промышленного компьютера.
3.3 Подсистема автоматического регулирования
Подсистема автоматического регулирования предназначена для управления тепловым режимом печи и включает в себя три контура регулирования:
- контур регулирования температуры печи, контур регулирования соотношения «газ-воздух»; контур регулирования давления в печи.
Регулирование температуры в печи осуществляется путем воздействия на исполнительный механизм, связанный регулируемой тягой с заслонкой на газопроводе, в функции изменения температуры печи по температурно-временному графику нагрева. Задание регулятору формируется в контроллере по алгоритму управления в виде единичных значений в зависимости от заданной технологии (изменение задания температуры по скорости или во времени).
t: 130%; widows: 0; orphans: 0″> Регулирование соотношения “газ – воздух” осуществляется путем воздействия на исполнительный механизм, связанный регулируемой тягой с заслонкой на воздушном трубопроводе, в функции каскадной схемы регулирования соотношения газовоздушной смеси. По этой схеме ведущий регулятор (температуры) работает в функции изменения температуры печи по температурно — временному графику нагрева и при этом формирует текущее задание ведомому (соотношения “газ-воздух”) по графику соотношения расходов газа и воздуха, а ведомый регулятор в свою очередь формирует управляющее воздействие на исполнительный механизм.
Регулирование давления в рабочем пространстве печи осуществляется в функции поддержания постоянным заданного давления в печи, путем воздействием на исполнительный механизм связанный регулируемой тягой с заслонкой дымоудаления.
Элементы подсистемы автоматического регулирования унифицированы и состоят из бесконтактных тиристорных реверсивных пускателей ПБР и исполнительных электрических механизмов МЭО. Контроль положения исполнительного органа ведется через токовый датчик обратной связи и индицируется на соответствующем экране компьютера или панели оператора ОР7.
Управление исполнительными механизмами возможно и при отключенных регуляторах — в ручном режиме, дистанционно, с технологической клавиатуры панели оператора ОР-7 или с клавиатуры компьютера.
Проектирование принципиальной схемы стенда для исследования свойств ...
... предел регулирования (для этого диски снабжены специальной шкалой). [4, с223] Рис. 5 Принципиальная схема регулятора ПР 1.5-М1 Принцип действия основан на сравнении двух давлений ... примеров позиционных регуляторов: Рис. 1 Схема трехпозиционного регулятора МРЩПр-54 Регуляторы МРЩПр-54 предназначены для позиционного регулирования и ... итоге включение электронагревателя 21 печи 14 (рис. 10.1,6). Установка ...
3.4 Подсистема автоматики безопасности
Подсистема автоматики безопасности предназначена для эксплуатации в составе оборудования печи скоростного нагрева. Функционально аппаратная часть автоматики безопасности работает автономно от контроллера и управляет электромагнитом, устанавливаемым на предохранительно-запорном клапане на вводе газа к печи.
Схема безопасности реализована на базе контроллера “LOGO!” фирмы Siemens . Контроллер “LOGO! “ представляет собой логическое с 12 дискретными входами (24В),8 релейными выходами и реализует алгоритм управления отсечным газовым клапаном печи и аварийной звуковой и световой сигнализацией.
Включение электромагнита отсечного газового клапана осуществляется кнопкой «Отсечной клапан. Включить». Включение отсечного клапана возможно в том случае, если не выполняются условия отсечки газа.
Отсечка газа осуществляется случаях:
- при понижении давления газа после регулятора давления ниже допустимого предела;
- при повышении давления газа после регулятора давления выше допустимого предела;
- при понижении давления воздуха в воздухопроводе печи ниже допустимого предела;
- при нажатии кнопки «Отсечной клапан. Отключить»;
- при нажатии кнопки «Аварийный стоп»;
- при сигнале от контроллера «Газ отключить» (данный сигнал выдается контроллером при погасании факелов горелок или при падении давления в печи ниже аварийно допустимого предела).
При срабатывании отсечного клапана выдается звуковой сигнал и загорается лампа, сигнализирующая о причине отсечки газа:
- при понижении давления газа после регулятора давления ниже допустимого предела – лампа «Давление газа мало»;
- при повышении давления газа после регулятора давления выше допустимого предела – лампа «Давление газа велико»;
- при понижении давления воздуха в воздухопроводе печи ниже допустимого предела — лампа «Давление воздуха мало»;
- при нажатии кнопки «Отсечной клапан. Отключить», при нажатии кнопки «Аварийный стоп» и при сигнале от контроллера «Газ отключить» — лампа «Отсечка газа».
Анализ существующей системы управления и постановка задачи проектирования
Существующая в базовом варианте система управления печью ПСН обладает рядом достоинств и недостатков. К достоинствам следует отнести централизованное управление всем участком ДТО от одного контроллера, высокую степень автоматизации процесса нагрева валка и механизации загрузочно-разгрузочных работ. К недостаткам такой системы можно отнести
применение электроприводов вращения и ориентирования, имеющих значительные габариты, стоимость и обладающие значительно меньшей надежностью в сравнении с аналогичными гидравлическими приводами; применение электрических регулирующих механизмов в магистралях подачи газа и воздуха, обеспечивающих регулирование в очень узком диапазоне; отсутствие синхронизации работы приводов и регуляторов подачи газовоздушной смеси; отсутствие контроля потребления энергоносителей (природного газа и электроэнергии); применение в системе управления дорогостоящего импортного оборудования.
Следовательно, проектируемая система должна быть, по возможности избавлена от этих недостатков или, по крайней мере, сводить их к минимуму. Основными задачами проектирования являются:
- разработка следящей системы регулирования, контроля и потребления энергоносителей для снижения себестоимости конечного продукта – валков для прокатных станов;
- замена электрических приводов на гидравлические, обладающие меньшими габаритами (не требуется установки редукторов и других передаточных механизмов), стоимостью (реализованы на аппаратуре отечественного производства) и надежностью;
- установка регуляторов подачи газовоздушной смеси с пропорциональным электрическим управлением, обеспечивающих регулирование в широком диапазоне с высокой точностью;
- обеспечение синхронизации работы приводов и регуляторов подачи для поддержания процесса прогрева валка с оптимальными параметрами;
- обеспечение минимальных затрат на установку самой системы путем возможно минимального изменения уже существующей – т.е. без изменения общей структуры участка в целом и печи в частности.
4 Расчет регулятора уровня
По номограмме выбираем ПИ-регулятор.
Оптимальные параметры ПИ-регулятора рассчитываются по частотным характеристикам.
Передаточная функция ПИ-регулятора имеет вид:
Wp(p)=  (4.1)
(4.1)
Tиз=2,5 Кр=0,64, W(p)=1.6
Wp(p)=  =
=![]()
p=jw
Wp(p)= 
Передаточная функция замкнутой системы по уравнению рассчитывается по выражению:
Wобщ(p)=  (4.2)
(4.2)
Wобщ(p)=  =
= =
= =
=
=  =
=
После подстановки числовых значений и некоторых преобразований:
Wобщ(р)= 
Wобщ(р)= ![]()
X= ![]()
Y=3.07jw+10.12jw
X(0)=0
Y(0)=0
X(1)=-40.11
Y(1)=282.45
X(2)=-163.5
Y(2)=2204.34
X(3)=-369.15
Y(3)=7343.85
X(4)=-653.1
Y(4)=17420.52
X(5)=-1702.23
Y(5)=34201.05
Заключение
В курсовом проекте был произведен выбор средств автоматизации. В связи с тем, что контрольно-измерительная аппаратура морально и физически устарела, выбираются более современные виды контролеров. В данном проекте были выбраны промышленные контроллеры фирмы LOGO, SIMATIС. Так как они более усовершенствованные, точные и легче в эксплуатации.
Так же был произведен расчет регуляторов, после решения, которых был выбран ПИ- закон регулирования.
Список использованных источников
[Электронный ресурс]//URL: https://drprom.ru/referat/proizvodstvo-olefinov/
-
ГОСТ 8.508-84 «Метрологические характеристики средств измерений и точностные характеристики средств автоматизации».
-
Голубятников В.А., Шувалов В.В. Автоматизация производственных процессов в химической промышленности: Учебн. для техникумов — 2-е изд., перераб. и доп. — М.: Химия, 1985.- 352 с.
-
Тимашова Б.А., Леонов Ст. Сборник задач по экономике, организации и планированию производства на предприятиях нефтехимической промышленности. М.: Химия, 1984. — 192 с.
4 Справочник по средствам автоматики. Под ред. В.Э. Низэ, И.В.
Антика. — М.: Энергоатом изд ат, 1983. — 650 с.