
В 2003-2004 гг. наблюдается устойчивый рост объемов перевозок темпами, большими, чем прогнозировалось. Растущие перевозки требуют обеспечения надежным парком локомотивов. Между тем, имеющейся инвентарный парк ОАО”РЖД» сегодня изношен уже на 73%. Самая тяжелая ситуация — с пассажирскими электровозами постоянного тока: в настоящий момент все локомотивы ЧС2 выработали нормативный срок службы, однако их эксплуатация продолжается после соответствующих ремонтов.
Кроме того, с вводом новых участков, электрифицированных на переменном токе, и возрастанием перевозок на главных направлениях Сибири и Дальнего Востока уже обозначился дефицит магистральных грузовых электровозов переменного тока.
Чтобы выправить эту ситуацию, специалисты отрасли предприняли шаги, направленные на ликвидацию подвижного состава. В 2001-2002 гг. была разработана программа оздоровления локомотивного парка на ремонтных заводах. Созданы проекты модернизации тепловозов и электровозов, выпущены их опытные образцы и серии.
Однако к 2010 году выработают нормативный срок службы свыше 9 тыс. локомотивов, поэтому очевидно, что, несмотря на предпринимаемые меры, без освоения выпуска новых локомотивов далее обеспечивать возрастающие объемы перевозок станет невозможно.
Предусмотрено несколько этапов реализации этой программы. Первый направлен на восстановление и расширение производства уже имеющихся серийных моделей локомотивов на российских предприятиях. На втором этапе будут разработаны локомотивы нового поколения и на третьем организован их выпуск.
В основу первого этапа заложено наращивание серийного производства локомотивов ЭП 1 и ТЭП 70. До 2010 года их будет построено около 700. Кроме того, предусмотрены разработка и постановка на производство пассажирских электровозов постоянного тока ЭП 2К, грузовых магистральных локомотивов 2ТЭ70 и 2ЭС5К, маневровых тепловозов ТЭМ 10.
Увеличение объемов выпуска серийных локомотивов создает базовым заводам хорошие условия модернизации своего производства, что станет основой укрепления отрасли локомотивостроения. Новые модели локомотивов, появление которых ожидается к 2007 году, будут размещаться на уже подготовленном производстве.
На втором этапе предусматривается завершить изготовление и испытание образцов локомотивов нового поколения с асинхронным двигателем. Приоритетными разработками здесь определены скоростной электровоз постоянного тока ЭП 100, пассажирские электровозы постоянного тока ЭП 2, переменного тока ЭП 3 и магистральных тепловозов 2ТЭ25. При их создании предусмотрено применять унифицированное оборудование — кузова, тележки, системы управления и многое другое.
Проектирование участка изготовления хребтовой балки полувагона ...
... ведётся подготовка производства и изготовление платформ для перевозки слябовых заготовок. Производство хребтовых балок налажено на изготовление разных моделей вагонов и цистерн: полувагонов и вагон цистерн. По мере ... Гипот Отсюда тема В ходе данного дипломного проекта спроектирован участок и разработана технология сборки и сварки хребтовой балки. Реализация цели предопределяет постановку и решение ...
При организации программы Российские железные дороги получают в течении 2004-2010 годов около 2100 новых локомотивов. Это позволит оздоровить парк электровозов на 15%, а тепловозов на 22%.
Узкими местами при разработке опытных образцов локомотивов с асинхронным двигателем, по которым сегодня отсутствуют готовые технические решения, остаются отечественные тяговые преобразователи, быстродействующие выключатели, токоприемники на тяговый ток 3200 А, фильтровые конденсаторы и другое.
Назначение.
Моторно-осевые подшипники при опорно-осевом подвешивании тягового двигателя служат опорой его на ось колесной пары.
В двигателях при опорно-рамном подвешивании такие подшипники применяют для закрепления полого вала независимо от оси колесной пары. Моторно-осевые подшипники выполняют с подшипниками качения и скольжения.
Конструкция.
Моторно-осевой подшипник имеет разъемный вкладыш из бронзового литья, латуни или стального литья, который по внутренней поверхности залит баббитом. Иногда вкладыши выполняют из свинцовой бронзы без заливки. Для лучшего сцепления вкладыша с баббитом, в теле вкладыша имеются канавки в виде «ласточкина хвоста». Половина вкладыша покоящаяся в шапке, имеет прямоугольное окно для подачи смазки. Вкладыш в горловину остова двигателя ставят с натягом и фиксируют шпонкой. Момент затяжки болтов 1270 — 1450 Нм. Бронзовые вкладыши образуют постель, в которой вращается ось колесной пары. Шапки моторно-осевых подшипников прочно сжимают вкладыши. Шапки имеют масляную камеру, в них через масленки заливается смазка (осевое масло марки Л, З или С в зависимости от времени года и местности эксплуатации электровоза).
Смазка к оси подается шерстяной подбивкой.
Назначение.
Польстерное устройство служит для смазывания шейки оси колесной пары.
Конструкция.
Польстерное устройство состоит из корпуса 12, польстерного пакета15, заключенного в коробку и перемещающегося в направляющих корпуса. Польстерный пакет может быть собран из ламповых фитилей или лучше из трех пластин тонкошерстного каркасного войлока размером 13x157x190 мм. Каждая пластина состоит из пяти слоев войлока, между которыми проложена каркасная ткань-пряжа из 50% шерсти и 50% штапельно-вискозного полотна. Фитильный пакет состоит из двух войлочных прокладок и 12 хлопчатобумажных фитилей шириной 160 и длиной 200 мм. Общая толщина пакета 38-39 мм. Выступание фитилей относительно войлока должно быть не более 2 мм, утопание не допускается. Выступание фитиля относительно переднего края коробки (16 ± 1) мм.
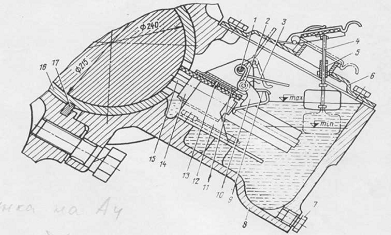
Рис.1. Моторно-осевой подшипник с польстерной системой смазки:
- стержень;
- 2 — ось;
- 3 — фиксатор;
- 4 — поплавок;
- 5 — втулка;
- 6 — крышка;
- 7 — пробка для слива конденсата;
- 8 — крышка подшипника;
- 9 — пружина;
- 10 — рычаг;
- 11 — пружина пластинчатая;
- 12 — корпус;
- 13 — скоба;
- 14 — коробка;
- 15 — пакет польстерный;
- 16 — вкладыш, 17 — шпонка.
Коробка с польстерным пакетом прижимается к шейке оси через окно в нижнем вкладыше с помощью рычага 10 и двух витых пружин 9, размещенных на стержне 1 и оси 2. Усилие поджатия коробки с фитилем к оси 40 — 60 Н. Для обеспечения перемещения коробки без заедания она в направляющих корпусах подпружинена четырьмя пластинчатыми пружинами — по две снизу и две сверху. Пластинчатые пружины задним концом прикреплены к кожуху, а передние скользят в пазах коробки польстера. Рычаг 10 и пружины 9 закреплены на корпусе осью 2 и стержнем 1. Для удержания рычага 10 в поднятом положении во время вынимания польстерного пакета на стержень 1 установлен пружинный фиксатор 3, свободный конец которого не дает возможности установить крышку 6 масляной ванны подшипника, если польстер не установлен на место и рычаг 10 не опущен в рабочее положение.
Система смазки ЗИЛ
... применяют ряд приборов, маслопроводов и каналов, образующих систему смазки (система смазки двигателя ЗиЛ-130 на рис. 15). 1.3 Работа механизма системы смазки ЗИЛ-130. Масло из поддона картера через маслоприемник засасывается ... автомобилей созданы на ЗИЛе. Двенадцать модификаций автомобилей, которые будет получать страна от КамАЗа, отличаются друг от друга колесной базой, мощностью двигателей, числом ...
Назначение.
Пружинная подвеска предназначена для уменьшения динамических нагрузок, передаваемых от рамы тележки на тяговый двигатель.
Конструкция.
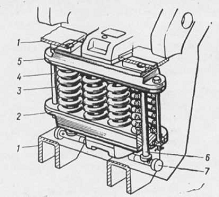
Рис.2. Пружинная подвеска двигателя:
1 — кронштейн рамы тележки; 2,5 — нижняя и верхняя обоймы;
- пружина;
- 4 — стягивающие болты;
- 6 — стержень;
- 7 — валик.
Пружинная подвеска состоит из двух обойм 2,5, между которыми устанавливают четыре витые пружины 3. Пружинный комплект перед установкой на место стягивают болтами, пропущенными в отверстия на концах обоймы. Комплект устанавливают между опорными выступами 1 кронштейнов рамы тележки и охватывается выступами корпуса ТЭД. Для фиксации пружинного комплекта в раме тележки через сквозные отверстия в кронштейнах рамы тележки и обоймах пропущены стержни 6, опирающиеся на валики 7, установленные в нижних кронштейнах рамы тележки. От выпадания валики предохранены штифтами.
Назначение.
Зубчатый редуктор служит для передачи тягового момента колесной паре.
Конструкция.
Зубчатый редуктор состоит из шестерни, насаженной в горячем состоянии на конический хвостовик вала якоря двигателя, зубчатого колеса, укрепленного на оси колесной пары, и кожуха редуктора, предохраняющего зубчатую пару от пыли и грязи и служащего резервуаром для масла. Упругое закручивание венца обеспечивает плавную работу зубьев передачи, снижает пульсацию момента, передаваемого от двигателя колесной паре, уменьшает тепловую напряженность коллектора, так как при упругом закручивании венца пусковой ток распределяется между несколькими пластинами, постепенно включающимися в работу. Резиновые элементы упругих колес защищают элементы колесно-моторного блока от высокочастотных колебаний.
Смазка зубчатой передачи, работающей при высоких контактных напряжениях, должна отличаться большой липкостью. Применяемая в редукторах смазка СТП на жировой основе обладает таким качеством. Смазка заправляется в сварной кожух редуктора, состоящий из разъемных верхней и нижней полостей. Между половинами кожуха в паз, образованный в верхней половине приваренными изнутри и снаружи накладками, положена по всему периметру уплотняющая резиновая прокладка. Верхняя и нижняя половины кожуха стягиваются болтами. К боковой стене кожуха и к обечайке нижней половины приварены специальные бонки, имеющие отверстия с резьбой, куда завертываются болты М42, крепящие кожух к тяговому электродвигателю.
Технологический процесс сборки двигателя автомобиля Камаз
... Двигатель КамАЗ ... 22. установить ось ведущей шестерни привода распределительного вала на ... и блока цилиндров смазать моторным маслом М10Г 2 . ... полукольце Рис.1.2. и проверить осевой зазор в упорном ... работ включает как исследования, так и разработку технологических процессов, проектирование и изготовление оборудования. электрофакельного устройства подогрева воздуха, обеспечивающего надёжный пуск двигателя ...
При опорно-осевом подвешивании тяговых двигателей наблюдается износ моторно-осевых подшипников как по внутренней поверхности, залитой баббитом и контактирующей с осью колесной пары, так и по наружной поверхности, сопряженной с остовом тягового двигателя. При нарушении технологии ремонта моторно-осевых подшипников и правил ухода в эксплуатации в подшипниках могут возникать трещины, выплавление и выкрашивание баббита. Детали подвешивания тягового двигателя подвержены интенсивному механическому износу, наблюдаются случаи излома и просадки пружин. В кожухах зубчатых передач изнашиваются уплотнения, возникают трещины, ослабления крепежных болтов и др. При рамном опирании двигателей весьма ответственным является подвешивание редуктора, детали которого изнашиваются и в них могут возникать трещины. В резиновых амортизаторах могут возникать трещины, порезы и вырывы. В редукторах, кроме неисправностей, характерных для опорно-осевого подвешивания двигателей, могут быть дефекты, связанные с подшипниками, трещины, изломы, повреждения в результате коррозии и ослабления роликов в сепараторе, а также неисправности, связанные с резинокордовой и карданной передачами. Возможна неисправность деталей карданного привода тягового двигателя из-за износа, трещин, сколов, выкрашивания и шелушения, усталости металла, нарушения плотности посадки деталей и др. У резинокордовых муфт возможны расспресовка фланцев двигателя или шестерни, повреждение упругой оболочки или трещины верхнего слоя резины в месте крепления к металлическим поверхностям, ослабление болтов, крепящих упругую оболочку. При наличии хотя бы одной из перечисленных неисправностей муфту эксплуатировать нельзя.
Осмотр при техническом обслуживании ТО-3 и текущих ремонтах ТР-1 и ТР-2 выполняют для проверки состояния зубчатой передачи, подвески тяговых двигателей, моторно-осевых подшипников. Убеждаются в надежности крепления зубчатой передачи, отсутствии вмятин, трещин и течи смазки из кожухов, проверяют уровень смазки в моторно-осевых подшипниках, определяют необходимость смены подбивки на электровозах, состояние польстера и фитилей на тепловозах. В случае грения моторно-осевого подшипника тепловоза проверяют, нет ли в масле посторонних примесей, растирая его пальцами рук. Убеждаются в свободном, без заедания перемещении коробки с пакетом фитилей и корпуса польстера буксы, контролируют состояние фитилей в вынутой из польстера коробке. В случае закупорки рабочего торца фитилей из-за загрязнения, засаливания, образования корочки торец очищают и проверяют всасывающую и подающую способность фитиля путем его сжатия и расжатия. Если выжатое масло быстро всасывается обратно, то фитиль годен к дальнейшему употреблению. При необходимости срезки забитого конца фитиль переставляют в коробке так, чтобы он выступал над краем коробки на (16±1) мм. Добавляют при необходимости смазку в моторно-осевые подшипники. При отрицательной температуре наружного воздуха заливают в моторно-осевые подшипники подогретое до температуры 50-80 ºС осевое масло, предварительно удалив конденсат, при необходимости оттаивают лед маслом того же сорта, подогретым до температуры 80 ºС. Удаление конденсата производят сразу по возвращении локомотива из-под поезда, пока подшипники не остыли и не образовался лед. Если же он все-таки образовался, то его удаляют механическим способом и заливают в буксу моторно-осевого подшипника свежее горячее масло. Замеряют диаметральные зазоры в моторно-осевых подшипниках, которые должны быть в пределах 0,5-2,0 мм. На электровозах типа ЭР убеждаются в исправности резинокордовых муфт. Особенно внимательно при рамном подвешивании осматривают детали подвески редуктора, трещины в которых не допускаются. Ревизию зубчатой передачи производят при ремонтах ТР-1 и ТР-2. Кожуха осматривают, выявляют вмятины, повреждения и течь смазки. Для осмотра зубчатой передачи кожуха снимают, тяговый двигатель вместе с колесной парой вывешивают гидравлическим домкратом, после чего под буксы подставляют тумбы и поворачивают колесную пару. При осмотре зубчатой передачи обращают внимание на наличие трещин, изломов, выщербин, вмятин и выкрашивания. Общая площадь повреждений допускается не более 25% поверхности зуба венца или 15% зуба шестерни. Проверяют, нет ли ослабления шестерни на валу тягового двигателя и проворачивания центра зубчатого колеса относительно колесного центра. В сомнительных случаях наличие трещин проверяют специальным дефектоскопом для зубчатых передач. Износ зубьев контролируют зубомером, а для проверки боковых и радиальных зазоров используют пластинчатые и специальные щупы.
Ремонт и монтаж центробежных насосов по перекачке нефти и газа
... технологию ремонта центробежных насосов и газомотокомпрессоров, выявить достоинства и недостатки каждого вида ремонта центробежных насосов, установить ... бывает местной, равномерно распределенной по всей поверхности, ннтеркристаллитной (разрушение металла распространяется по группам ... Методы проверки оборудования и деталей Оборудование проверяют следующими методами; внешним осмотром; легким ...
На электровозах ВЛ10 допускается оставлять в работе шестерни, имеющие на поверхности каждого зуба более одной вмятины глубиной до 2 мм, площадью 150 мм², а также коррозионные язвы, если общая их площадь не превышает 15% поверхности каждого зуба. Наибольший износ зуба по толщине по делительной окружности на обе стороны зубчатого колеса и шестерни не должен превышать 3,5 мм. Разность толщины зубьев двух зубчатых колес одной колесной пары должна быть не более 1,5 мм.
Измеряют зазор в зубчатом зацеплении. Боковой зазор по делительной окружности между зубьями, находящимися в зацеплении, должен быть не более 5,5 мм, а разность боковых зазоров в зубчатых зацеплениях одной колесной пары — не более 0,3 мм. Радиальный зазор между вершиной и впадиной зубьев шестерни и зубчатого колеса должен быть 2,5-5,5 мм. При смещении якоря тягового электродвигателя из среднего положения не более 1 мм замеряют свес шестерни относительно зубчатого колеса, который должен быть не более 6 мм (для электровозов ВЛ80 не более 6,5 мм).
Зазор между стенкой кожуха редуктора и шестерней не должен превышать 7 мм. У зубчатых колес с упругой связью венца со ступицей выявляют разрушения резинометаллических элементов, износ отверстий под упругие элементы, износ и ослабление заклепочных соединений, износ и выпадание стопорных колец и др. Все кожуха зубчатых передач очищают и осматривают. При обнаружении трещин в листах и сварочных швах, течи масла, а также при неисправности уплотнений кожуха заменяют или ремонтируют. При выявлении трещины или излома зубьев, ослабления венца, сползания шестерни, излома пружинных пакетов и других неисправностей зубчатых передач производят выкатку и замену колесно-моторного блока. Ревизию моторно-осевых подшипников проводят обычно через 30-50 тыс. км. пробега при текущих ремонтах ТР-1 и ТР-2 (через один ТР-1).
При этом вынимают и осматривают подбивку и при необходимости (в случае её загрязнения или износа) заменяют. Замену подбивки в моторно-осевых подшипниках, а также её очистку и промывку выполняют в соответствии с временными инструктивными указаниями по эксплуатации фитильной пряжи из синтетического волокна для подбивки моторно-осевых подшипников тяговых двигателей локомотивов.
Система плановых работ по техническому обслуживанию и текущим ремонтам определяет порядок поддержания локомотивов в работоспособном состоянии. При ТО и ТР должны выполняться требования инструкций МПС и технической документации по эксплуатации комплектующих изделий.
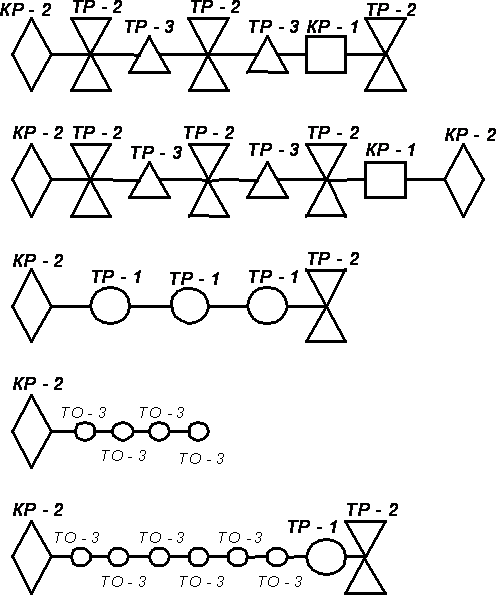
Плановые работы по ТО и ТР включают в себя технические обслуживания (ТО-2 — ТО — 4) и текущие ремонты (ТР-1 — ТР-3).
ТО — 2 предназначено для предупреждения появления неисправностей и поддержания локомотива в работоспособном и надлежащем санитарно-гигиеническом состоянии, обеспечивающем его бесперебойную работу и безопасность движения. Его должны проводить высококвалифицированные специалисты, знающие устройство локомотива и его оборудования.
ТО — 4 предназначено для обточки бандажей колесных пар без выкатки их из под локомотива с целью поддержания оптимального проката.
Текущие ремонты необходимы для восстановления основных эксплуатационных характеристик и работоспособности локомотива в соответствующих межремонтных периодах путем ревизии, ремонта и замены отдельных деталей узлов и агрегатов, регулировки и испытанию. Их должны выполнять комплексные и специализированные бригады.
Периодичность: ТО-2 — через 48 часов; ТР — 1, ТР-2, ТР-3 — в соответствии с нормами, установленными техническими условиями на локомотив и приказом МПС № 10Ц от 16.02.81.
половины моторно-осевых подшипников.
Нормативные межремонтные периоды:
ТР-1 — 18000 км.
ТР-2 — 200000 км.
ТР-3 — 400000 км.
КР-1 — 800000 км.
КР-2 — 2400000 км.
Вкладыши моторно-осевых подшипников клеймят и стягивают хомутами для сохранения парности, обмывают в моечной машине и падают в специализированное ремонтное отделение. В случае износа наружной поверхности вкладыша необходимый натяг ее восстанавливают методом электролитического меднения или раздачей под прессом. Из вкладышей подшипников, не требующих восстановления наружной поверхности, выплавляют баббит в специальной печи. Вкладыши, имеющие трещины или толщину основания менее допускаемой, перезаливать нельзя.
Подготовленные к заливке баббитом вкладыши нагревают в электрической печи, смазывают при помощи кисти соляной кислотой, в которой растворена цинковая стружка, или водным раствором хлористого цинка. В случае сильного окисления внутреннюю поверхность вкладыша предварительно протравливают кислотой и зачищают стальной щеткой. Бурты вкладышей восстанавливают наплавкой бронзой или заливкой баббитом. Затем вкладыши нагревают в электрической печи до температуры 260 º С и лудят до получения гладкого блестящего слоя полуды. Для лужения применяют припой ПОС 40. После этого на специальном станке производят центробежную заливку вкладышей баббитом, находящимся в электротигле и нагретым до температуры 460-500 ºС (баббит В16) или 400-450 ºС (баббит Б83).
Залитые подшипники испытывают на твердость, очищают и подвергают механической обработке.
При ремонте моторно-осевых подшипников электровозов производят наплавку бронзовыми электродами ОЦС 4-4-17 внутренней поверхности вкладышей и поверхности болтов, а также электролитическое меднение или наплавку наружной поверхности. Допускается восстановление вкладышей обжатием под прессом и заливкой их наружной поверхности и бортов алюминием или цинкоалюминиевым сплавом ЦАМ 9-1,5. Первичную очистку подбивки электровозов производят в подогретом до температуры 30-40 º С осевом масле, которое затем отжимают в прессе и центрифуге. Отжатые косы поступают в специальную стиральную машину, в которой их стирают в подогретом до температуры 80-90 º С масле, а затем отжимают в резиновых валках и центрифуге. Выстиранные косы расплетают, удаляют из них механические примеси, отбраковывают негодные нити пряжи и вновь заплетают.
Очищенные косы пропитывают индустриальным маслом при температуре 55-60 º С в течении 24 ч для новых и 12 ч для восстановленных. После того как масло стекло косы подают на позицию сборки моторно-осевых подшипников.
Моторно-осевые подшипники некоторых серий электровозов смазываются при помощи польстера. После обмывки и очистки буксы (шапки) остова тягового электродвигателя из нее извлекают польстерное устройство и осматривают. Фитили польстера извлекают из коробки, разъединяют и промывают в керосине, а коробку осматривают, проверяют состояние и крепление пластичных пружин. Изломанные, с трещинами или просевшие пружины заменяют. При ослаблении крепления пружин устанавливают новые заклепки. Новый комплект фитилей собирают из двух войлочных пластин и 12 хлопчатобумажных ламповых фитилей с установкой их в два ряда по 5-6 фитилей в ряду. Число фитилей может меняться в зависимости от величины войлочных прокладок, однако общая толщина комплекта должна быть 38-39 мм. Выступание хлопчатобумажных фитилей относительно войлочных пластин не должно превышать 2 мм, утопание их не допускается. Собранный пакет фитилей устанавливают в коробку так, чтобы он выступал из нее на (16 ± 1) мм. Затем по четырем отверстиям в коробке прошивают в набранном пакете отверстия диаметром 4 мм и, установив в них две скобы, закрепляют пакет с последующим загибом концов скоб внутрь коробки. Собранный пакет фитилей пропитывают в осевом масле при температуре 50-60 º С в течении 2-3 ч. Вынув поддон с коробками из ванны, дают возможность стечь излишкам масла в течении 15-20 мин, после чего укладывают коробки с фитилями в закрытую тару и транспортируют к месту сборки букс моторно-осевых подшипников. Зубчатое колесо привода шестеренчатого насоса при наличии изломов или трещин на зубьях, покрытии более 15% их поверхности коррозионными язвами, образования вмятин на поверхности каждого зуба площадью более 50 мм² и глубиной более 0,4 мм заменяют. Прилегание корпуса насоса к клапанной коробке проверяют по краске. Площадь прилегания должна составлять не менее 90 % поверхности при равномерном распределении пятен краски по всей плоскости. Подгонку производят путем пришабривания. Проверяют радиальный зазор между зубьями шестерен и корпусом и суммарный осевой зазор между торцами шестерен и насоса, торцами корпуса и клапанной коробки. Радиальный зазор восстанавливают нанесением полуды или клеевой композиции на эпоксидной основе на корпус насоса, а осевой зазор — шабровкой торца корпуса насоса. Прилегание зубьев шестерен насоса проверяют по краске. Шестерни собранного насоса должны свободно поворачиваться от руки. У отремонтированного насоса проверяют подачу при частоте вращения вала 715 об/мин и масле З, имеющем температуру (30±15) ºС. Продолжительность испытания — по 30 мин для каждого направления вращения, подача должна быть не менее 0,133 м³⁄ч.
Подвеску тягового электродвигателя обмывают в моечной машине, протирают концами, смоченными в керосине, и насухо протирают. После этого ее осматривают, проверяют посадку и размеры втулок и валика, проверяют резьбу и подсчитывают зазор между валиком и втулкой. Суммарный зазор должен составлять 1,4-2,3 мм. Изношенная или с ослабевшей посадкой сферическая втулка подлежит замене. Просевшие или треснувшие резиновые шайбы резино-металлической подвески заменяют, а стальные шайбы и валики наплавляют, выправляют и обрабатывают.
Насос снимается и разбирается. Откручиваются болты и снимается сетка (фильтр) и втулки. Зубчатое колесо привода насоса снимается, шестерни вынимаются из корпуса. Корпус насоса осматривается. При наличии трещин и срывов ниток резьбы в отверстиях корпуса — заменяется. Проверяется посадочная поверхность под крышку насоса, по размеру 85 мм, взаимная непараллельность осей отверстий под валы шестерен допускается не более 0,1 мм. Шестерни насоса осматриваются. Шестерни со сколами или трещинами в зубьях заменяются. Осматривается состояние валиков шестерен. При наличии овальности и рисок на поверхностях валиков допускается восстановление их хромированием или осталиванием с последующей шлифовкой до чертежных размеров. Втулки, запрессованные в корпус насоса, осматривается. Втулки с трещинами или задирами и износом внутренней поверхности, а также с ослабевшей посадкой внешнему диаметру заменяются. Новые5 втулки запрессовываются в корпус с натягом 0,005-0,095 мм, после чего их внутренний диаметр обрабатывается разверткой по фактическим размерам посадочных поверхностей валиков шестерен с обеспечением зазоров в соответствии с требованием чертежей. После установки втулка закрепляется винтами. Клапанная коробка осматривается. При наличии трещин, срывов ниток резьбы в каналах, раковин на теле коробки и в каналах она подлежит замене. Посадочные поверхности под шарики клапанов коробки осматриваются. Раковины и другие дефекты влияющие на герметичность клапана не допускаются. Проверяется плотность посадки седел в клапанных коробках. Седла, ослабшие в посадке, заменяются. Новые седла запрессовываются в коробку с натягом 0,01-0,045 мм. Сетка фильтра очищается и осматривается. Погнутые места сетки выправляются. Зубчатое колесо привода шестеренчатого насоса осматривается и заменяется при наличии изломов или трещин в зубьях, при повреждении их поверхности более 15% коррозийными язвами, при вмятинах на поверхности каждого зуба площадью более 50 мм 2 и глубиной более 0,4 мм. Состояние пробок клапанных коробок проверяется. Пробки со срывами ниток резьбы заменяются. Кожух осматривается. Трещины в кожухе и по сварным швам завариваются электродами Э42, Э42А, Э50А. Проверяется состояние резьбы в отверстиях планок. Срыв ниток резьбы не допускается. Дефектная резьба заваривается, отверстия растачиваются и нарезается новая резьба согласно требованиям чертежа.
Осматривается состояние винтов и болтов крепления деталей шестеренчатого насоса. Изогнутые винты и болты, либо имеющие срывы ниток резьбовой части заменяются. Прилегание корпуса насоса к клапанной коробке проверяется по краске. Плотность прилегания поверхностей должна быть не менее 90% при равномерном распределении пятен краски по всей плотности. Допускается исправление прилегающих поверхностей шабровкой. Насос собирается, для чего:
- вставляются шестерни в корпус насоса;
- на конический конец валика ведущей шестерни ставится шпонка и одевается зубчатое колесо привода насоса, которое закрепляется шайбой и гайкой. При наличии люфта шпонка заменяется. Торцевое биение обода зубчатого колеса должно быть не более 0,35 мм;
- одевается кожух на зубчатое колесо;
- в корпус насоса вставляются два штифта, на них ставится клапанная коробка;
- проверяется радиальный зазор между окружностями выступов зубьев шестерен и корпусом насоса. При зазорах более нормы допуска корпус восстанавливают;
- проверяется прилегание зубьев шестерен насоса по краске. Прилегание должно быть не менее 30% по высоте и 40% подлине зубьев в обеих направлениях вращения шестерен;
- клапанная коробка крепится 4-мя болтами с шайбами к корпусу насоса и кожуха;
- проверяется суммарный осевой зазор между торцами шестерен и корпусом насоса, торцами корпуса и клапанной коробки. Зазор восстанавливается шабровкой торца корпуса насоса. Шестерни в собранном насосе должны свободно проворачиваться от руки;
- ставится фильтр (сетка), которая крепится болтами к корпусу и клапанной коробке;
- на клапанную коробку ставятся две пробки с новыми картонными уплотнительными прокладками;
- болты контрятся проволокой.
Насос испытывается на стенде при 715 об/мин на масле марки «3» ГОСТ 610-83 при температуре 30° 15°С. Продолжительность режима работы по 30 минут для каждого направления вращения. Производительность насоса должна быть не менее 0,133 м3 /час.
При замене клапанной коробки отверстие под штифт после сборки насоса заливается эпоксидной смолой ЭД20 или ЭД16 по ГОСТ 10587-84.
Таблица № 1
|
Наименование детали и размера |
Серия электровоза |
Размер, мм |
|||
|
чертеж |
Допуск. при выпуске из ремонта |
Браковочный в эксплуатации |
|||
|
СК, КР |
ТР — 3 |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Моторно-осевые подшипники Суммарный разбег тягового двигателя на оси колесной пары Толщина основания вкладыша моторно-осевого подшипника Толщина бурта вкладыша Радиальный зазор между шейкой оси колесной пары и вкладышем |
ВЛ60 ВЛ82, ВЛ80, ВЛ85, ВЛ65 ВЛ60, ВЛ82, ВЛ80, ВЛ85, ВЛ65 ВЛ60, ВЛ82, ВЛ80, ВЛ85, ВЛ65 ВЛ60, ВЛ82, ВЛ80, ВЛ85, ВЛ65 |
0,5-2 0,35-2 12 -0,5 25,5-0,15 0,3-0,5 |
0,5-2 0,35-2 11,5-12 25,35-27,5 0,3-0,5 |
0,5-2 0,35-2 10-14 24-27,5 0,3-0,5 |
Более 5 Более 5 Менее 10 Менее 22 Более 2,5 |
|
Разница радиальных зазоров между шейкой оси и вкладышем моторно-осевых подшипников одного тягового двигателя, не более |
ВЛ60, ВЛ82, ВЛ80, ВЛ85, ВЛ65 |
0,2 |
0,2 |
0,2 |
Более 1 |
Таблица № 2
|
№ п/п |
Наименование оборудования |
Техническая документация и характеристика |
|
1. |
Микрометры рычажные — МРИ и МР. МР — цена деления 0,002 мм; МРИ — цена деления 0,01 мм. |
ГОСТ 4381 — 87. Пределы измерения: 75-100, 100-125, 125-150, 150-200, 200-250, 250-300, 300-400. |
|
2. |
Линейки лекальные (поверочные) с двухсторонним скосом — ЛД (класс точности1) |
ГОСТ 8026 — 92. Размеры линеек 80, 125, 200 мм. |
|
3. |
ТУ-2-034-225-87. Наборы № 1, 2, 3,4. |
|
|
4. |
Лупа просмотровая ЛП — 1 — 4 х |
ГОСТ 25-706-83. Увеличение 4 х |
|
5. |
Лупа измерительная ЛИ — 1-10 х |
ГОСТ 25-706-83. Увеличение 10 х |
|
6. |
Набор принадлежностей к плоскопараллельным концевым мерам длины. |
ГОСТ 4119 — 76. Набор измерительный полный. |
|
7. |
Штангенглубомер — ШГ |
ГОСТ 162-90. Пределы измерений: 0-250 мм. |
|
8. |
Прибор для измерения дорожек качения колец, а также внешнего диаметра наружного кольца. |
Тип 064 или 064М, с измерительными головками 2 — ИГП с ценой деления 0,005 мм. |
|
9. |
Приспособления для измерения радиальных и осевых зазоров. |
ПР 2205, 01 СД ПКБ ЦТ. |
|
10. |
Станок для сборки и осмотра. |
А 1314.170.00. ПКБ ЦТ. |
|
11. |
Установка для промывки деталей. |
А 1314.130.00. ПКБ ЦТ. |
|
12. |
Моечная машина. |
А 931М или ПР 5074 ПКБ ЦТВР. |
Сборку колесно-моторного блока выполняют следующим образом. Установив двигатель на монтажную площадку вверх моторно-осевыми буксами (существует и другая технология), отворачивают болты, снимают буксы с верхними вкладышами подшипника, предварительно расточенными под размер шейки оси колесной пары. Посадочную поверхность шестерни притирают по конусу вала якоря с помощью притирочной смеси, состоящей из образивного порошка и трансмиссионного или автомобильного масла. Плотно посадив холодные шестерни на концы вала якоря, замеряют расстояние от торца шестерни до торца вала. Для двигателя ТЛ2К оно должно быть 19,2-21,2 мм. Затем определяют разбег якоря в остове тягового двигателя. Для этого шестерни с валом якоря сдвигают в сторону коллектора и глубиномером замеряют расстояние. Потом якорь сдвигают в сторону до упора и замеряют расстояние. Разбег якоря определяется разностью расстояний и должен составлять 6,3-8,1 мм для двигателей ТЛ — 2К и 6-8 мм для двигателей НБ-418. Вкладыши моторно-осевых подшипников подгоняют к шейкам оси колесной пары. Колесную пару устанавливают во вкладышах остова тягового электродвигателя так, чтобы зазоры между ступицами центров колесной пары и буртами вкладышей были равны. Замеряют радиальные и боковые зазоры зубчатой передачи, а также свес шестерен относительно зубчатых колес. Затем колесную пару снимают с остова тягового электродвигателя и окончательно пришабривают моторно — осевые подшипники с учетом радиальных размеров и размеров шеек. Радиальный зазор должен быть 0,3-1,0 мм, при этом разница зазоров вкладышей одной оси не должна превышать 0,2 мм.
Индукционным нагревателем шестерню нагревают до температуры 180-200 º С и с помощью приспособления насаживают на конец вала. При двусторонней передачи вторую шестерню насаживают в горячем состоянии после совмещения первой шестерни зубчатым колесом. Повернув на несколько оборотов колесную пару колесную пару, накладывают расточенные и пришабренные верхние вкладыши, устанавливают буксы и прикрепляют их к остову тягового электродвигателя.
Размеры и границы рабочих мест зависят от условий работы, закрепленных за участком. Так, по участку ремонта рабочее место ограничено площадью, на которой расположены станок и оснастка, необходимые для совершения трудовых действий.
В локомотивном хозяйстве рабочие места подразделяются на предназначенные для сквозных профессий (одинаковых для различных отраслей народного хозяйства) — токарь, моляр, сварщик и специфических для железнодорожного транспорта — машинист локомотива, слесарь по ремонту подвижного состава и др.
В зависимости от форм организации труда и особенностей производственного процесса различают рабочие места индивидуальные и групповые, стационарные и передвижные.
Рабочие места могут быть в закрытых помещениях и на открытом воздухе, постоянными и переменными. Постоянными являются такие, на которых постоянно работают данные рабочие; переменные — места временной работы данных рабочих и места для непостоянных, временных рабочих. Наиболее рациональным расположением рабочих мест является их устройство в крытых помещениях, в стационарных условиях. В локомотивном хозяйстве 91% контингента работает в закрытых помещениях и 9% — под открытым небом; в стационарных условиях — 36%, в передвижных — 64%.
Организацией рабочего места называют систему мероприятий по созданию на рабочем месте необходимых условий для достижения высокой производительности труда при минимальной утомляемости работника и при наилучшем использовании техники. При этом учитываются следующие основные факторы: назначение рабочего места, применяемые средства и предметы труда, расположение рабочего места (в закрытых помещениях или на открытом воздухе), характер организации труда (индивидуальный или групповой) и постоянство работ на одном месте.
Рабочее место слесаря по ремонту польстерного устройства оснащают основным и вспомогательным оборудованием (технологическая оснастка), устройствами, обеспечивающими удобство размещения технологической оснастки и материалов на рабочем месте для выполнения основных и вспомогательных работ.