
Сталь — один из самых старых и известных строительных материалов. Уже в V веке до н.э. были известны простейшие сооружения из железа. И первые металлические конструкции появились в 1822 году в виде металлических мостов. Отсюда и пошло применение металлоконструкций в промышленном производстве. Совершенствование конструктивной формы направлено на достижение максимальной эффективности конструкции. Достигается это различными приемами по трем основным направлениям.: Повышение эффективности конструктивных форм строительных конструкций, сооружений и металлоконструкций на их основе с одновременным повышением надежности и долговечности их рационального применения в зданиях, сооружениях и . Также применение в виде транспортных балок ферм и колонн для одноэтажных и многоэтажных промышленных и гражданских зданий, перекресно-стержневые, вантовые и мембранные конструкции, сетчатые купола, своды.
Производственные здания в основном проектируют каркасного типа. Для строительства зданий в блочном и блочно-комплексном исполнении используются стальные конструкции. Эффективность конструктивных решений производственных зданий и сооружений определяется соответствием их технологическому назначению и затратами материалов и средств на возведение. Удовлетворение экономических требований путем снижения массы расходуемых материалов повышения уровня технологичности конструкций и производительности труда при изготовлении и монтаже металлоконструкций, сокращения сроков
Одним из важных факторов, определяющих эффективность металлических конструкций, является решение соединений. — совершенствование электросварки металлических конструкций снижающих трудоемкость изготовления металлоконструкций и обеспечивающих высокую надежность и прочность и называются они — сварными. Сварные металлоконструкции широко применяются при сооружении объектов любого назначения они отличаются друг от друга размерами, конфигурацией, принципами действия, способом изготовления. Конструкциями из металла являются — самолеты, каркасы, резервуары, доменные печи, овощехранилища, ангары а также газопроводы. Металлоизделия изготавливаются при помощи различных технологических процессов поэтому они могут быть литыми, коваными, точеными, клееными, штампованными, сварными, а также комбинированными — клеесварными, штампосварными и т.д.
Металлоконструкции занимают значительную долю в строительстве зданий и сооружений. Они показали свою эффективность и практичность.
- Расчетно-конструктивная часть
1 Описание конструкции и её назначение
Абсиметов. Усиление строительных конструкций зданий и сооружений ...
... нагрузок. Усиление сооружений металлоконструкциями имеет ряд преимуществ: Материал благодаря однородной структуре обладает одинаковыми свойствами по всем направлениям, что делает его надежным и прочным; Металлоконструкции непроницаемы для газа и жидкостей; Металлические конструкции ...
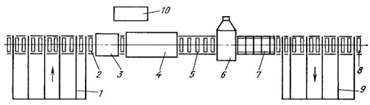
Тема дипломного проекта изготовление подкрановой балки стана 5000.ОАО «Магнитогорский металлургический комбинат». Подкрановая балка имеет следующие размеры: пролет балки 18000.Подкрановая балка состоит из 2 отправочных элементов Б35 длиной 11500, Б36 длиной 6500. Эти отправочные элементы соединяются на монтаже стыковым швом с полным проваром с двухсторонней разделкой кромок под углом 30 0 . Заводские поясные швы не довариваются до монтажного стыка на 400 мм. Монтажный поясной шов выполняется с разделкой кромок под углом 500 .Торцы балок в монтажном стыке фрезеруются. Для соединения отправочных элементов на каждом элементе установлены сборочные шайбы деталь 13 сечением -100х14 с отверстиями и сборочными уголками деталь 11,12 сечением L160х16 с отверстиями.
Отправочный элемент Б35 имеет высоту на опоре 2650мм,а высоту в пролёте 2623мм. Подкрановая балка работает на следующие нагрузки постоянные и временные .К постоянным нагрузкам относится собственный вес, а к временным вес мостового крана и вес поднимаемого груза. Характер нагрузок динамический. По статической схеме данная балка разрезная.
Основное сечение балки выполнено в виде сварного двутавра. Двутавр состоит из верхней полки, стенки и нижней полки.
Верхняя полка изготовлена из трёх деталей 2 а ,2б ,2в сечением -630х45, соединенных между собой стыковым сварным швом с полным проваром с разделкой кромок под углом 400 .
Нижняя полка состоит из двух деталей 3 а ,3б сечением -530х28 соединенных также как и верхняя полка. Стенка изготовлена из четырёх деталей 1а сечением -1710х14, 1б сечением -840х14, 1в сечением -1710х14, 1г сечением -840х14.Эти детали соединяются между собой стыковым швом с полным проваром без разделки кромок.
Верхний пояс соединяется со стенкой стыковым швом с полным проваром без разделки кромок. Нижний поясной шов выполняется без полного провара с высотой катета 10мм.В верхнем поясе имеется ряд отверстий диаметром 25мм,для крепления кранового рельса.
В нижнем поясе с левой стороны имеются отверстия диаметром 33мм для крепления к колоне. К нижнему поясу привариваются фасонки деталь 9 сечением -120х10,деталь 10 сечением -120х10.В этих деталях находятся отверстия для креплений связей между балками. Детали 9,10 приваривают к нижней полки встык сварным швом с полным проваром с односторонней разделкой кромок под углом 40 0 .
Стенка подкрановой балки укрепляется поперечными и продольными рёбрами жесткости. Поперечные рёбра деталь 5 сечением-140х12 установлены на расстоянии 1500 мм не доходит до нижнего пояса на 60мм,торцы рёбер обваривают непрерывным швом. Продольные рёбра установлены на расстоянии 643мм от верхнего пояса это деталь 7 сечением -100х8.В деталь 7 имеются вырезы размером 40х60 в местах приварки к стенке и поперечным рёбрам.
С левой стороны отправочного элемента Б35 расположен опорный узел состоящим из опорного ребра деталь 4 сечением -500х32.Нижний торец опорного ребра строгается для плотного прилегания к колоне. В опорном ребре имеются отверстия диаметром 27 для соединения балок между собой через монтажную прокладку деталь 14 которая идёт на монтаж отдельным отправочным элементом Б31/1. Торец балки перед установкой опорного ребра фрезеруется.
Отправочный элемент Б36 имеет такое же сечение и такие же дополнительные детали как и отправочный элемент Б35.
Необходимо изготовить пять отправочных элементов Б35, и четыре отправочных элемента Б36.
1.2 Обоснование принятой марки стали для изготовления конструкции
На основании СНиП II-23-81* «Стальные конструкции. Нормы проектирования» данная ферма относится к третьей группе конструкций по условиям работы и эксплуатации. Это конструкции, работающие на статические нагрузки.
Место строительства г. Новокузнецк с расчетной температурой наружного воздуха минус 40°C, климатический район ΙΙ 4 . Поэтому принимаем сталь С345-3 по ГОСТ 27772-88.
Стали С345-3 по ГОСТ 27772-88 соответствует марка стали 09Г2С-12 по ГОСТ 19281-89. 09Г2С-12 — Низкоуглеродистая, низколегированная конструкционно-строительная сталь. Содержание углерода 0,09%, марганца 2%, кремния менее 1%. Высокая пластичность, высокая прочность, хорошая свариваемость. 12 категория дает гарантию ударной вязкости при температуре минус 40°C и после механического старения.
В таблицах 1,2 и 3 приведены химический состав, механические свойства и нормируемые показатели по категории.
Таблица 1 — Химический состав стали
|
Марка стали |
Степень раскисления |
Массовая доля элементов, % |
||||
|
Углерод |
Кремний |
Марганец |
Никель |
Медь |
||
|
09Г2С-12 |
Спокойная |
Не более 0,12 |
0,5…0,8 |
1,3…1,7 |
Не более 0,30 |
Не более 0,30 |
Таблица 2 — Механические свойства стали
|
Класс прочности |
Толщина проката, мм |
Предел текучести σт, Н/мм 2 (кгс/ мм2 ) |
Временное сопротивление σв, Н/мм 2 (кгс/ мм2 ) |
Относительное удлинение, % |
Изгиб по параллельности сторон(a- толщина образца,d — диаметр оправки) |
|
345 |
22 |
345(35) |
490(50) |
21 |
d=2a |
Таблица 3 — Нормируемые характеристики стали
|
Категория стали |
Ударная вязкость KCU при +20°C |
Ударная вязкость после механического старения |
Ударная вязкость KCU |
||||
|
+20°C |
-20°C |
-40°C |
-50°C |
-70°C |
|||
|
12 |
— |
+ |
— |
— |
+ |
— |
— |
1.3 Определение несущей способности поперечного cечения подкрановой балки
Подкрановая балка работает на изгиб. При изгибе возникают два вида усилий: изгибающий момент М и поперечная сила Q.По заданию необходимо определить несущую способность сечения балки, т.е. определить М max ; Qmax .
![]() (1)
(1)
![]()
![]() (2)
(2)
![]()
![]() (3)
(3)
![]()
![]()
Определяем момент сопротивления сечения.
![]() (4)
(4)
![]()
Определяем статический момент S X для сжатой зоны сечения.
![]() (5)
(5)
![]()
Усилие М max и Qmax определяем из формул:
![]() (6)
(6)
![]() (7)
(7)
![]() (8)
(8)
![]() (9)
(9)
где ![]() — это расчётное сопротивление стали на растяжение , сжатие и изгиб (таблица 51 СНиП II-23-81*), кН/см2 , Ry=28кН/см2 .
— это расчётное сопротивление стали на растяжение , сжатие и изгиб (таблица 51 СНиП II-23-81*), кН/см2 , Ry=28кН/см2 .
Rs-это расчётное сопротивление стали на срез ; Rs=0,58* Ry=16,24кН/см 2 .
![]() — это коэффициент условия работы конструкции (таблица 6 СНиП II-23-81*),
— это коэффициент условия работы конструкции (таблица 6 СНиП II-23-81*),![]() .
.
![]()
![]()
Вывод: несущая способность сечения балки.![]()
![]()
- Технологическая часть
1 Подготовка производства
1.1 Правка прокатной стали.
Цех подготовки металла — первый основной цех ,который занимается подготовкой металлопроката к производству.
Основная цель работы цеха подготовить к производству весь прибывший металл: принять, рассортировать, проверить, устранить деформации, очистить, промаркировать, оформить документы и уложить на хранение в штабеля. Листовой металлопрокат поступает в цех подготовки металла в вагонах по железнодорожным путям. Разгрузку металлопроката с железнодорожных вагонов производим стропами для быстрого и безопасного захвата грузов кранами. В процессе сортировки на весь прибывший металлопрокат составляется приёмный акт, в котором указываем профиль, число штук каждого размера, марку, массу, а также номер плавки стали. После составления акта производим дополнительную цветовую маркировку. Торец листа помечаем полосой оранжевого цвета, так как металлопрокату соответствует марка стали 09Г2С. Согласно заданию №7 на дипломный проект, подробно занимаемся технологией изготовления деталей 2 а ,2б ,2в ,4 для которых заказываем металлопрокат , размеры и ГОСТ которые даны в таблице 4. Прибывший металлопрокат может иметь деформации , показанные на рисунке1.
Таблица 4-Выборка металлопроката
|
Деталь |
Сечения |
Принятый профиль |
ГОСТ |
|
2 а 2б 2в |
— 630×45×2494 — 630×45×5980 -630×45×2990 |
-2500×4500×45 -2500×6000×45 -2500×4500×45 |
19903-74 |
|
4 |
-500×32×2634 |
— 1600×32×5500 |
19903-74 |
Заказываем металлопрокат исходя из размеров деталей 2 а , 2б , 2в , 4,сечения , в процессе изготовления деталей с наименьшими отходами.
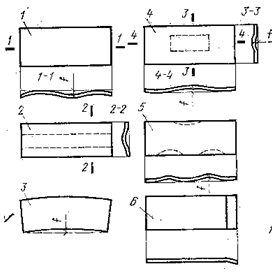
- волнистость, 2 — коробоватость, 3 — саблевидность, 4 — хлопун, 5 — листовая выпучина, 6 — заломленная кромка
Рисунок 1- Виды деформаций листовой стали
Производим расчёты параметров листовой стали для определения способов правки, смотреть рисунок 2.
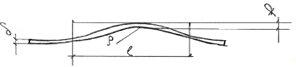
Рисунок 2- Параметры искривления листовой стали
Выполняем расчёт деформации для листовой стали размером -200х45. Находим радиус кривизны ρ по формуле
ρ =50 × б
где б- толщина листового металлопроката:
ρ=50 × 45= 2250(мм)
Определяем длину листового металлопроката по формуле:
l= 1,5 ρ
l=1,5 × 2250= 3375(мм)
Определяем ƒ x , ƒy кривизны относительно осей х — х и у — у по формулам:
![]()
где ƒ x — стрелка кривизны.
![]()
![]()
где b-ширина металлопроката
![]()
Выполняем расчёт деформации листовой стали размером -1400 × 32.
Находим радиус кривизны ρ по формуле():
ρ=50 × 32= 1600(мм)
Определяем длину листового металлопроката по формуле():
l=1,5 × 1600= 2400(мм)
Определяем ƒ x , ƒy кривизны относительно осей х — х и у — у по формулам()():
![]()
![]()
Таблица 5 — Результат расчёта
|
№ детали |
Размер принятого сечения |
Виды деформаций |
Допускаемая величина |
|
|
Для хол. правки |
После правки |
|||
|
2 а 2б 2в |
— 2000×45×6000 |
Волнистость, коробоватость, хлопун, |
р=2250 мм l=3375 мм fх=6329 мм fу=7.1 мм |
Зазор 1мм на 1м длины |
|
4 |
-1400×32×4500 |
Волнистость, коробоватость, хлопун, |
р=1600 мм 1=2400мм fx=450 мм f y =5.1мм |
|
Вывод: расчёт показал, что величины ρ, ƒ, l не превышают 1% от допускаемых, указанных в СП 53 — 101 — 98, поэтому правку производим в холодном состоянии. Исходя из толщины и ширины, применяемого профиля применяем семивалковую листопровильную машину 49П.
Листовой металлопрокат толщиной 45 мм правке не подлежит.
Схема листоправильной машины 49П показана на рисунке 2, а технические характеристики даны в таблице 6.
Семивалковая листоправильная машина 49П предназначена для правки листов в холодном состоянии толщиной до 40мм и шириной до 3200 мм. Станина машины состоит из двух частей: нижней неподвижной и верхней подвижной . Нижние стойки станины 20 установлены на фундаменте и соединены трёмя траверсами 1,4,6 , образуя жёсткую конструкцию.
Каждая боковая стойка соединена с двумя колоннами стяжными болтами 18. Верхняя подвижная траверса 19 состоит из двух боковин, связанных двумя траверсами , и установлена на четыре стяжных болта, верхние концы которых представляют собой установочные шпиндели с упорной резьбой 7,14.
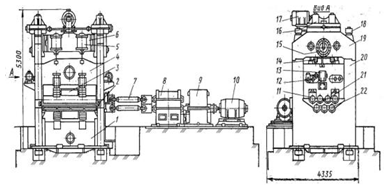
, 4, 6 — траверсы; 2, 3 — ролики; 5 — пневматический цилиндр; 7, 14 — шпиндели; 8 — шестеренная клеть; 9 — редуктор; 10, 13, 17 — электродвигатели; 11, 21, 22 — валки; 12, 16 — червячные редукторы; 15 — индикаторное устройство; 18 — стяжной болт; 19, 20 — верхняя и нижняя части стойки
Рисунок 3- Семивалковая листоправильная машина 49П
В разъёмных подшипниках, закреплённых на нижней и верхней частях станины, установлены три нижних и четыре верхних правильных валка 11, 21,22.
Направляющие валки верхней траверсы — неприводные , остальные пять (два верхних и три нижних) приводятся в движение от асинхронного трёхфазного электродвигателя 10, 13, 17 через комбинированный редуктор 9. Движение от редуктора на валки передаётся шарнирными шпинделями. Опорные ролики регулируют посредством клиновых устройств.
Все правильные валки и опорные ролики установлены на подшипниках качения. Механизм перемещения верхней траверсы состоит из реверсивного электродвигателя, тормоза и двух глобоидных червячных редукторов 12,16, которые соединены промежуточными валами с четырьмя червячными парами. Положение верхних валков контролируют по индикатору 15. Между червячным колесом и шпинделем встроено четыре уравновешивающих устройства пружинного типа. Направляющие валки регулируют поворотом эксцентриковых втулок с помощью реверсивного электродвигателя через червячный редуктор, промежуточные валы и зубчатые колёса.
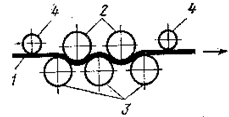
- листовая сталь, 2,4 — верхние валки, 3 — нижние валки
Рисунок 4 — Схема правки листового проката
Выправляемый лист мостовым краном подается к валкам, укладывается на подающие рольганги.
Зазор между валками устанавливается на 1-2 мм меньше чем толщина металла.
Лист пропускают через вальцы 5-6 раз.
При правке лист многократно изгибается, и правка производится за счет возникновения в крайних волокнах металла напряжений близких к пределу текучести.
Выправленный лист поступает на приемный рольганг, снимается с него мостовым краном на места складирования.
Саблевидность универсальной стали выправляют, укладывая вдоль сжатых волокон листовые прокладки толщиной от 4-6 мм.
После правки производят контроль качества с помощью стальной метровой линейки. линейку устанавливают на лист ребром с помощью щупа толщиной 1,5 мм проверяют величину зазора.
Таблица 6 — Технические характеристики семивалковой листоправильной машины 49П.
|
Параметры |
СССР 49П |
|
Размеры листа, мм: Толщена ширина |
32 2500 |
|
Предел прочности стали при растяжении, мПа(кгс/мм 2 ) |
600(60) |
|
Наименьшая толщина листа, мм |
— |
|
Количество валков, шт |
7 |
|
Скорость правки, м/с (м/мин) |
0,13(8) |
|
Диаметр рабочих валков, мм |
320 |
|
Мощность электродвигателей, кВТ: Главного привода Нажимного устройства |
2х110 30 |
|
Регулировки крайних валиков |
2×7,5 |
|
Габаритные размеры, мм: Длина Ширина Высота над полом |
10 670 4 340 4 420 |
|
Масса, кг |
142 000 |
1.2 Очистка и консервация металлопроката
Поверхность металлопроката частично покрыта продуктами атмосферной коррозии, образовавшейся в результате прокатки.
Поверхность проката, покрытая окалиной частично разрушается атмосферной коррозией при хранении проката на открытом воздухе.
Удаление окалин и ржавчины создаёт шероховатость, улучшает сцепление лакокрасочных материалов, наносимых при грунтовании на поверхность металлопроката.
Для очистки проката применяем поточную линию дробемётной очистки и грунтовки (смотреть рисунок 5).
, 9 — поперечные транспортеры; 2, 5, 8 — рольганги; 3 — печь газовая; 4 дробемётная камера; 6 — камера грунтовки; 7 — транспортер пластинчатый; 10 фильтр
Рисунок 5 — Поточная линия очистки и грунтовки проката
Лист укладываем на приводной рольганг, который перемещает его в камеру предварительного подогрева, где лист подвергается сушке при температуре 150 0 -3500 С. Из камеры сушки лист поступает в дробемётную камеру 4 и очищается от окалины и ржавчины. Далее лист подаётся в камеру грунтовки 6, где на поверхность листа горячим распылением наносится пассивирующий слой. После грунтовки лист подаётся на колосниковую решётку, на которой происходит естественная сушка, и далее на отводящий рольганг.
Дробемётная камера разделена на три отсека, из которых центральный является рабочим отсеком. Стенки рабочего отсека, подвергающиеся прямому воздействию дроби, усилены дополнительным листом и закрыты перекрывающими друг друга съёмными щитами с защитным слоем резины толщиной 30 мм. Торцевые стенки рабочего отсека защищены листовой резиной, а проёмы завешены двумя рядами вертикальных резиновых полос.
В камере имеются приводные ролики, предназначенные для транспортировки проката. На наклонных стенках камеры установлены в шахматном порядке четыре дробемётных аппарата.
Камера соединена с элеватором течкой, по которой отработанная дробь самотёком поступает в башмак элеватора.
Элеватор подаёт дробь в приёмник сепаратора, где она разравнивается шнеком по длине лотка и через дозирующий проход тонким слоем поступает в зону продувки. Излишки дроби через патрубок возврата поступают обратно в башмак элеватора. С одной стороны корпуса сепаратора имеется проём, регулируемый жалюзийной решёткой , а с другой — патрубки с дроссельклапанами , посредством которых сепаратор соединён с вытяжной вентиляцией. Воздушный поток уносит пыль и мелкие частицы дроби и окалины из потока дроби. Очищенная дробь падает в бункер — накопитель, откуда она через затворы по рукавам поступает к дробемётным аппаратам. Уносимые воздушным потоком отходы отражаются экраном в приёмную воронку для отходов.
Установка снабжена устройством для удаления дроби с поверхности проката, которое состоит из металлических щёток и шнека, закреплённых в корпусе. Корпус устройства закреплён шарнирно к стенкам камеры и удерживается в нужном положении посредством каната и системы блоков приводом подъёма. Положение щёток и шнека устройства выставляется автоматически по команде фотоэлектрических датчиков. Для удаления пыли с поверхности проката смонтированы трубы перед выходным проёмом; в них подаётся воздух от специальной вентиляционной установки высокого давления. Камера через патрубок соединена с вытяжной вентиляцией.
1.3. Хранение металлопроката
Выправленный заказной металл храним в цехе подготовки металла в штабелях, (смотреть рисунок 6).
При укладке металла обеспечиваем устойчивость штабеля, удобство подхода к штабелю, удобство зацепления части металла из штабеля для его подачи в цех обработки и простоту подсчёта количества металла в штабеле. Для обеспечения устойчивости необходимо иметь прочный бетонный пол.
Укладываем металл на подкладки высотой не менее 15 см. расстояние между подкладками принимаем таким, чтобы металл между ними не прогибался.
Высота штабеля не должна превышать 1,5 м.
Удобство подхода к штабелям обеспечиваем устройством проходов надлежащей ширины. Расстояния между штабелями должны быть не менее 1 м. Расстояние от края штабеля до оси головки рельса железнодорожного пути должны превышать 2 м, а до оси головки узкоколейного пути -не менее 1м.Проходы между штабелями вдоль цеха должны иметь ширину 2,5м.
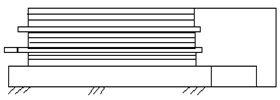
- прокладка;
- 2 — фундамент;
- 3 — листовой металлопрокат
Рисунок 6 — Укладка металлопроката в штабеля
2 Заготовительные операции
2.1 Описание обработки полуфабриката
Изготовление полуфабриката производим в цехе обработки. Согласно заданию №7 на разработку технологии изготовления деталей 2 а , 2б , 2в сечением -630х45, деталь 4 сечением -500х32 дипломного проекта, составляем сопроводительный лист, по которому устанавливаем технологию изготовления полуфабриката, необходимое оборудование и металлопрокат.
Сопроводительный лист составляется на группу деталей, имеющих общую технологию обработки. В сопроводительном листе указывается маршрут, перечисляются технологические операции обработки группы деталей в порядке их выполнения и номера позиций деталей, включённых в данный сопроводительный лист. Для каждой позиции указывается число деталей, их сечение и длина, вес одной детали, общий вес, объём работ по каждой операции(число отверстий, резов).
В сопроводительном листе также указываются сведения о металле, выделяемом для изготовления всех деталей, перечисленных в данном листе: номер приёмного акта, количество, сечение, длина, вес одной штуки, общий вес, марка стали.
Таблица 7 — Сопроводительный лист №1.
|
Деталь |
Кол-во |
Сечение |
Длина |
Масса всех |
d отв , мм |
Количество отверстий |
Примечание |
|
|
одной |
всех |
|||||||
|
2а |
5 |
-630х45 |
2494 |
555 |
2775 |
25 |
12 |
С345-3 |
|
2б |
5 |
-630х45 |
5980 |
1331 |
6655 |
25 |
34 |
|
|
2в |
5 |
-630х45 |
2990 |
665 |
3325 |
25 |
16 |
|
Таблица 8-Сопроводительный лист № 2
|
Деталь |
Ко-во |
Сечение |
Длина |
Масса всех |
d отв , мм |
Количество отверстий |
Приме чание |
|
|
одной |
всех |
|||||||
|
4 |
5 |
-500х32 |
2634 |
331 |
1655 |
27 |
16 |
С345-3 |
При изготовлении деталей 2 а , 2б , 2в ,4 в процессе разметки необходимо предусмотреть технологические припуски — увеличение размеров деталей на дальнейшую обработку.
Величины технологических припусков даны в таблице.
Таблица 9 — Технологические припуски
|
№ детали |
Сечение |
Наименование припуска |
Размер припуска, мм |
|
2а 2б 2в |
-630х45 -630х45 -630х45 |
На каждый стыковой шов |
1,5 мм |
|
На сварку поясных швов |
11,5 мм |
||
|
На фрезировку торцов |
10 мм |
||
|
На ширину реза |
4 мм |
||
|
4 |
-500х32 |
На ширину реза |
4 мм |
|
На |
3 мм |
Подготовка торцов металлопроката под стык:
Подготавливаем кромки торцов металлопроката под стык для обеспечения плотного примыкания двух листов металлопроката. Для разметки торцов используем разметочный инструмент: чертилку, рулетку, шнур, мел, угольник. На поверхности металлопроката и делового отхода наносим чёткую линию будущего реза. Для этого пользуемся шнуром, который натираем мелом, потом прижимаем по обоим концам к поверхности металла, оттягиваем шнур, ударяясь о поверхность металла, он оставляет прямую меловую линию. От каждого торца по продолу отступаем по пять миллиметров с помощью линейки и чертилки. По намеченным линиям производим резку торцов с целью выровнять плотность стыковки.
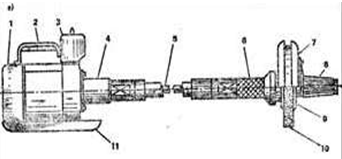
Для выполнения данной операции для резки используем газорезательную машину «Микрон-2», которая изображена на чертеже. Переносная газорезательная машина «Микрон-2» предназначена для резки стали толщиной до 300 мм одним резаком и толщиной 5-100мм двумя резаками. С помощью машины раскраивают листовую сталь на полосы шириной 100-330мм, вырезают фланцы с минимальным диаметром 300мм и максимальным 300мм; выполняют криволинейную вертикальную резку по разметке с направлением машины вручную.
На крышке корпуса смонтированы переключатель, потенциометр, газовый коллектор, суппорт, в котором перемещается штанга. На штанге закреплены державки с резаками.
Для вырезки кругов и фланцев машина комплектуется циркульным устройством.
Рукоятка предназначена для переноски машины и направления вручную резки.
Машина при движении опирается на лист трёмя колёсами, одно из которых укреплено на передней качающейся оси, что при резке искривленных листов обеспечивает постоянство опоры на все колёса.
При резке прямых линий в качестве рельсов применяем направляющие линейки, по которым полуавтомат перемещается, обеспечивая постоянное расстояние от сопла резака до поверхности разрезаемого металла.
Собираем листы встык на горизонтальных стеллажах, которые обеспечивают положение листов в одной горизонтальной плоскости.
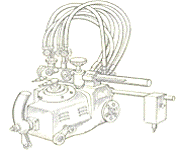
- газовый коллектор;
- 2-штанга;
- 3-циркульное устройство;
- 4-корпус;
- 5-крышка;
- 6-суппорт;
- 7-рукоятка;
- 8-колёса
Рисунок 7 — Переносная газорезательная машина «Микрон — 2»
Уложенные листы прихватываем один к другому, ставим прихватку в середине.
После этого лёгкими ударами кувалды снимаем приспособление и проверяем по шнуру прямолинейность собранных встык листов, натягивая шнур по прямолинейным кромкам листов.
При сборке устанавливаем выводные планки, которые позволяют выводить начало и конец свариваемого шва за пределы изделия.
Последовательность сборки трёх листов с размерами -2000х6000х45мм следующая. Краном укладываем на стеллаж первый лист.
Устанавливаем приспособление, которое обеспечивает зазор в стыке листов. Затем накладываем на лист линейку, совмещая её с кромкой листа.
Краном опускаем второй лист, выравниваем кромки листов в прямолинейном направлении с помощью линейки и ударами кувалды и подгоняем второй лист к первому.
1 — листы; 2 — выводные планки
Рисунок 8 — Установка выводных планок
После сварки выводные планки отрезаем кислородной резкой, шов зачищают шлифовальной машинкой. Зачистку сварных швов производим для удаления наплыва направленного металла. Для зачистки сварных швов используем ручную электрическую шлифовальную машину с гибким валом.
- электродвигатель;
- 2-рукоятка;
- 3-выключатель;
- 4-муфта;5-гибкий вал;
- 6-корпус головки;
- 7-защитный кожух;
- 8-рабочие рукоятки;
- 9-фланец;
- 10 — шлифовальный круг;
- 11-подставка
Рисунок 9- Электрическая шлифовальная машина с гибким валом
Роспуск технологической карты на полосы шириной 630мм.
Роспуск применяем для того, чтобы сократить время резки, что повысит производительность труда.
Резка прокатной стали в цехе обработки является одной из основных технологических операций, на выполнение которой затрачивается около 8…12% рабочего времени, необходимого для изготовления конструкций. Резка стали производится механическим способом или кислородом. Для рез -ки деталей 4 выбираем газорезательную машину с ЧПУ фирмы «Сатроник».
Машина предназначена для снятия фаски и газовой резки металла (криволинейные реза, роспуск, фасонная резка, рез отверстий).
Возможность одновременно производить кислородную резку и подготовку кромок под сварку значительно повышает производительность труда по сравнению с механической резкой, после которой отдельно приходится заниматься строжкой кромок. Таким образом экономится время на изготовление деталей. А так же исчезает необходимость наметки деталей, так как на машинах с ЧПУ такая операция как наметка выполняется на программном уровне, нужно просто задать программу резки. При том работа с практически любыми толщинами позволяет мгновенное прорезание.
Процесс начинается с того что, на стеллаж укладывается стальной лист из которого в дальнейшем вырезаются детали. В систему ЧПУ забивается программа с координатами резки, по которой резак будет выполнять намеченные траектории движения. В процессе кислородной резки смесь кислорода с горючим газом выходит по каналам 2 наружного мундштука и, сгорая, образует подогревающее пламя 3. Подогревающим пламенем металл 4 нагревается до температуры горения, после чего по центральному каналу 1 внутреннего мундштука подается кислород 7, в струе которого происходит горение металла. При этом выделяется значительное количество тепла, которое совместно с подогревающим пламенем разогревает нижележащие слои металла. Горение распространяется на всю толщину металла, прожигая сквозное отверстие 5, через которое режущая струя кислорода выходит наружу. На последующих стадиях резки нагрев металла происходит не только за счет тепла, образующегося при сгорании горючей смеси, но и за счет тепла, выделяемого при сгорании металла.
Горючие материалы для кислородной резки имеют температуру горения в кислороде, с С: ацетилен 2900, пропан-бутан 1800, природный газ 2050, керосин 2150 и бензин 2300.
Универсальность кислородной резки дает возможность обрабатывать листовой, сортовой и балочный прокат практически любой толщины и конфигурации.
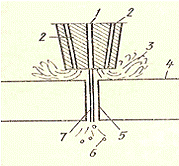
- канал внутреннего мундштука для подачи кислорода ,2-канал наружного мундштука для подачи смеси, 3-подогревающее пламя, 4-разрезаемый материал, 5-прорезь, 6-продукты горения, 7-струя режущего кислорода
Рисунок 10 — Схема кислородной резки
Кислородная резка состоит из процессов подогрева металла, сжатие металла в струе кислорода и выдувание из полости реза.
В процессе кислородной рези смесь кислорода с горючим газом выходит по каналам (2) наружного мундштука и, сгорая, образует подогревающее пламя (3).
Подогревающем пламенем металл (4) нагревается до температуры горения, после чего по центральному каналу (1) внутреннего мундштука подается кислород (7), в струе которого происходит горение металла. При этом выделяется значительное количество тепла, которое совместно с подогревающим пламенем разогревает нижележащие слои металла. Горение распространяется на всю толщину металла, прожигая сквозные отверстия (5), через которое режущая струя кислорода выходит наружу.
Таблица 10 — Технические характеристики МТР Satronik D 5000
|
Ширина колеи |
5000 мм |
|
Ширина рабочей зоны |
4000 мм |
|
Скорость перемещения портала |
10-20000 мм/мин |
|
Скорость ускорения хода |
Макс. 12000 мм/мин |
|
Рельсовые пути: |
|
|
Общая длина |
19,0 м |
|
Рабочая длина |
17,0 м |
|
Зона парковки портала |
2,0 м |
|
Режущая способность |
|
|
При использовании 1-го кислородного резака |
Макс. 300 мм |
|
При одновременном использовании 2-х кислородных резаков |
Макс. 200 мм |
|
При одновременном использовании 3-х кислородных резаков |
Макс. 150 мм |
|
При одновременном использовании 4-х кислородных резаков |
Макс. 100 мм |
|
Толщина металла при снятии фаски |
Макс. 100 мм |
|
Качественный рез |
|
|
Диапозон толщин металла вырезаемых кислородной резкой |
6-300 мм |
|
Минимальный диаметр вырезаемого отверстия |
20 мм |
Вторичная правка.
Вторичную правку производим для того, чтобы устранить деформации после роспуска, для этой цели применяем семивалковую листоправильную машину 49П.
Разметка центров отверстий деталей 2 а , 2б , 2в .
Разметку деталей 2 а , 2б , 2в выполняем с помощью стальной рулетки и линейки, бортового угольника, чертилки и кернера. При разметке деталей на поверхность наносим риски, на которых расположены отверстия, а в центрах отверстий ставим керн и набиваем контрольные окружности. Для того, чтобы нанесённая линия реза чётко выделялась на поверхности металла, по её длине, на расстоянии 200мм друг от друга, слесарным кернером набиваем керны глубиной 2 мм.
Сверление отверстий диаметром 25мм.
Для образования отверстий в деталях 2 а , 2б , 2в под болты нормальной точности принимаем сверление в зависимости от толщины и марки стали, диаметра отверстий, назначения деталей, наличия и мощности оборудования.
Выбираем радиально-сверлильный станок на самоходной тележке, который применяется для обработки деталей больших размеров. Радиально — сверлильный станок показан на рисунке12 Тележка 14 передвигается по рельсовому пути 20. На платформе тележки 14 смонтированы электродвигатель 12 и редуктор 13 механизма перемещения тележки, неподвижная колонна 11 радиально — сверлильного станка, гидроагрегат 3, гидрозажимы 17, барабан 2 для обмотки питающего электрокабеля, электрошкаф 1 и пульт 19 управления ходом тележки. Тележку во время сверления закрепляют прижимами 16. При нажиме кнопок «Вперед» или «Назад» сначала освобождаются прижимы 16, а затем начинает перемещаться тележка.
На неподвижную колонну 11 надета гильза 5, которая может поворачиваться вокруг колонны на 360º. Гильзу 5 закрепляют пружинным хомутом 4 и через вал 18 механизма гидрозажима, который размещен в верхней части станка; на гильзе 5 установлена траверса 6. Траверса 6 перемещается винтом 10, который вращается от электродвигателя 9 через редуктор 7. При включении механизма подъема траверсы освобождение и закрепления ее производится автоматически.
По направляющим траверсы 6 перемещается сверлильная головка, которая состоит из коробки скоростей 25, коробки подач 27, сверлильного шпинделя 33, с пружинным противовесом и механизма гидрозажима. Работа сверлильной головки осуществляется от электродвигателя 24.
Органами управления сверлильного станка являются: рукоятка 26 переключения передач, рукоятка 28 управления муфтой реверса, рукоятка 29 крестового переключателя электродвигателей, рукоятка 30 отключения механической и включения ручной подачи, маховичок 32 медленной ручкой подачи шпинделя, кнопочная станция 34 зажима сверлильной головки и гильзы, рукоятка 23 переключения частот вращения, рычаги 31 ускоренного подвода сверлильной головки по траверсе, кран 21 для подвода охлаждающей жидкости.
Радиально сверлильный станок показан на рисунке 12.
Резку детали 4 выполняем на той же газорезательной машине «SATRONIC» описание которой смотреть выше.
Вторичную правку детали 4 выполняем на листоправильной машине 49П.
Строгание одного торца детали 4 выполняем на поперечно — строгательном станке марки 7М37. Поперечно — строгательный станок на заводе применяют для обработке деталей небольших размеров.
Станок имеет следующие основные узлы: станину 27, ползун 9, суппорт 2, стол 20, поперечину 19. Гидропривод, коробку подач 26, электрошкаф 17 и электродвигатель 18 главного привода.
Скорость движения ползуна постоянна; число двойных ходов ползуна регулируется бесступенчато, что позволяет выбирать оптимальные режимы резанья; длина хода может быть значительно увеличена из-за отсутствия кулисы.
Поперечно — строгательный станок марки 7М37 показан на чертеже № 2. Образование отверстий в детали 4 выполняем сверлением по кондуктору. Применяем накладной кондуктор с упором.
Частный кондуктор имеет одну группу отверстий при параллельных продольных рисках. Кондуктор состоит из стального листа толщиной 10…12 мм с расположенными на нём втулками , содержащими направляющие при сверлении монтажных отверстий. Внутренний диаметр втулок больше номинального диаметра сверла на 0, 3 мм.
На кромках стального листа кондуктора нанесены установочные риски оси. Кондуктор показан на чертеже № 2.
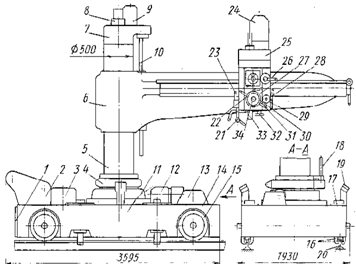
1 — электрошкаф, 2 — барабан, 3 — гидроагрегат, 4 — зажимной хомут, 5 гильза, 6 — траверса, 7, 13 — редукторы, 8, 9, 12, 24 — электродвигатели, 10 — ходовой винт, 11 — колонна, 14 — тележка, 15 — колеса, 16 — прижимы, 17 — гидрозажимы, 18 — вал, 19 — пуль управления, 20 — рельсовый путь, 21- кран, 22,32 — маховики, 23, 26, 28, 30 — рукоятки, 25 — коробка скоростей, 27 — коробка подач, 31 — рычаги, 33 — шпиндель, 34 — кнопочная станция.
Рисунок 11 — Радиально — сверлильный станок
Одиночный накладной кондуктор устанавливаем по размеченным на конструкции установочным рискам и по упору.
Маркировка. На всех деталях белым маркером наносим номер заводского заказа, номер чертежа, номер детали.
Сдача ОТК.
Замаркированную деталь сдаём на проверку ОТК. Так как количество деталей не превышает 10 штук, каждую деталь принимаем отдельно. При приёмке деталей обращаем внимание на следующие дефекты:
- размеры не соответствуют чертежам КМД и допускам, указанным в таблице 12;
- отверстия в деталях смещены с осей, пропущены, имеют диаметр, отличный от чертежей;
- кромки деталей не обработаны или обработаны не правильно;
- детали после кислородной резки не очищены от грата и шлака;
- гибочные работы не выполнены или выполнены не правильно;
- качество кромок деталей и вырезов, выполненных кислородной резкой, низкое.
Приёмка деталей должна быть оформлена подписью контрольного мастера, ОТК в сопроводительном и диспетчерском листах.
Транспортировка.
Транспортировку осуществляем краном. Краном перемещаем деталь на тележки и отправля на склад.
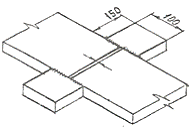
Таблица 12 — Допускаемые отклонения на детали 2а,2б,2в и дет. 4
|
Детали |
Наименование отклонений |
Величина отклонений мм |
|
2а, 2б, 2в 4 |
Длина,11464мм Ширина, 630 мм Разность длин диагоналей 11481 мм Расстояние между центрами отверстий: крайних, 10865 мм смежных, 80 мм длина, 2634 мм ширина 500 мм расстояние между центрами отверстий,150 мм |
± 3,5 ± 1,5 ± 6 ± 3,5 ± 1,5 ± 2,5 ± 1,5 ± 0,7 |
3. Технологический процесс сборки
3.1 Последовательность операций сборки
Сборку конструкций следует производить только из тщательно выправленных деталей, очищенных от заусенец, грязи, масла, ржавчины, влаги, льда. Перед сборкой все детали должны приняты ОТК.
Прихватывать детали необходимо качественными электродами, предназначенными для сварки узла. Сечение прихваток, принимаемое равным 2\3 будущего шва, не должно превышать 6мм; длина прихваток должна составлять 30-50мм, расстояние между прихватками принимают равным 150-500мм. Сборку следует выполнять с применением инвентарных сборочных приспособлений и средств малой механизации.
Изготовление отправочного элемента производим в сборосварочном цехе. Процесс последовательного соединения и скрепления сборочных деталей между собой прихватками называют сборкой.
Сборку подкрановой балки выполняем комбинированным методом, т.е.основное сечение собираем в кондуктор, а оформление по разметке. Составляем технологический лист.
Таблица 13-Технологический лист № 1.
|
элемент |
Кол-во |
Наименование технологических операций |
Применяемое оборудование |
|
Б-35 |
5 |
1. Сборка Н-образного сечения |
Кондуктор с передвижным порталом, кувалда |
|
2. Сварка Н- образного сечения |
Сварочный автомат , кантователь |
||
|
3. Правка грибовидности |
Станок для правки грибовидности |
||
|
4. Фрезеровка двух торцов |
Торцефрезеный станок ТФС — 2 |
||
|
5. Оформление элемента Недостающими деталями |
Стеллажи, шнур, чертилка, линейка |
||
|
6. Сварка оформления |
Полуавтомат |
||
|
7. Защита элемента от коррозии |
Окрасочный агрегат 2600Н, Шлифовальная машинка |
||
|
8. Маркировка |
Эмаль, мел |
||
|
9.Сдача ОТК |
Рулетка, угольник |
||
|
10. Транспортировка на склад |
Платформы, тележка |
Примечание: 1. Технологический процесс сварки, отделочные операции, защита от коррозии рассмотрены в соответствующих разделах. 2. Контроль качества сварных швов смотреть в пункте 2.4.6
3.2 Описание приёмов сборки, применяемых приспособлений
До начала сборки отправочного элемента Б-35 проводим проверку сборочных стендов, а также мерительного инструмента, применяемого в процесс сборки.
При сборке под сварку следим за соблюдением размеров, зазоров между деталями, за совмещением плоскостей деталей, соединяемых встык, за правильностью расположения и размеров электроприхваток.
Сборку Н — образного сечения выполняем с помощью кондуктора с передвижным порталом.
Кондуктор предназначен для укладки стенки и полок собираемой балки в проектное положение , а портал обеспечивает плотное прижатие полок и стенки друг к другу. Кондуктор состоит из рамы, вдоль которой установлены две продольные двутавровые балки со стойками. Балка жёстко закреплена на раме, вдоль которой расположен ведущий вал, связанный червячными передачами с винтовыми валами , перемещающими подвижную балку. При вращении вала электромотором балка перемещается поперёк рамы.
На рельсах, уложенных по продольным балкам рамы, установлен портал, оборудованный передвижными пневматическими прижимами и неподвижными. Передвижение портала обеспечивает электродвигатель.
Перед началом сборки производится настройка установки, состоящая из регулирования винтов, установки подвижной балки и стоек — фиксаторов по размерам собираемой балки.
Сборку начинают с укладки листов стенки балки в горизонтальное положение , а потолок — в вертикальное. После раскладки листов необходимо выровнять один из торцов балки. После этого портал устанавливают на конце собираемой балки, включают вертикальные прижимы, которые прижимают балки и стенку. После этого прихватывают сварными швами балку в местах сжатия её прижимами. Закончив прихватку, включают воздух, отводят прижимы от изделия, включают ход портала и, переместив его на 500…600 мм вдоль собираемой балки, вновь включают подачу воздуха в прижиме и повторяют операцию сборки. В результате последовательного повторения этих операций по всей длине производится сборка балок.
Кондуктор для сборки подкрановой балки показан на чертеже № 3.
После сборки основного сечения выполняем сварку поясных швов, правку грибовидности, фрезерование торцов, а затем производим оформление балки недостающими деталями по разметке.
Разметку осевых линий для поперечных рёбер жёсткости производим от фрезерованных торцов к середине балки. Рядом с осевыми линиями размечаем дополнительные линии на расстоянии, равном половине толщины ребра, т.е. 6 мм. Разметку продольных рёбер выполняем от верхней грани стенки, отмеряя 643 мм, пробиваем осевую линию и рядом дополнительную на расстоянии 4 мм. Устанавливаем поперечные и продольные рёбра по размеченным линиям, проверяем угол 90 0 с помощью угольника и прихватываем. Установку опорного ребра выполняем с помощью технологических планок, которые устанавливаем на ребро по разметке. Мостовым краном навешиваем опорное ребро на стенку балки, проверяем угол 90 0 , выравниваем и прихватываем.
Оформление показано на чертеже №3.
Собранное сечение сдаём ОТК, где проверяем размеры конструкции, которые не должны выходить за пределы допускаемых отклонений, указанных в таблице 14.
Таблица 14 — Допускаемые отклонения на собранный элемент
|
Наименование отклонения |
Величина отклонения, мм |
|
Высота сечения 2650 мм Длина балки 11500 мм Расстояние между рёбрами жёсткости 1500 мм Перекос и грибовидность полок В=630 мм Винтообразность L=11500 мм Выпучивание стенки балки h=2550 мм |
± 3 ± 2,5 ± 3 ± 3 ± 10 ± 8 |
2.4 Технологический процесс сварки
4.1 Выбор способа сварки и его обоснование
В отправочном элементе Б 35 имеются стыковые швы, длинные угловые поясные швы и угловые швы небольшой протяжённости, приваривающие рёбра жёсткости.
Стыковые швы, соединяющие листовой металлопрокат шириной 630мм и толщиной 45мм свариваем автоматической сваркой под слоем флюса, т.к эти швы требуют полного провара и высокого качества.
Поясные швы высотой катета выполняем автоматической сваркой под слоем флюса т.к. эти швы имеют большую протяжённость.
Остальные швы выполняем механизированной сваркой полуавтоматом в среде СО 2 , т.к. эти швы короткие и недоступны для сварки автоматом.
Данные способы сварки обеспечивают высокое качество сварных швов и высокую производительность работ.
4.2 Выбор сварочных материалов и режимов сварки.
Для осуществления процесса сварки на основании СНиП II — 23 — 81* таблица 55 выбираем следующие сварочные материалы:
для сварки стыковых и угловых поясных швов автоматической сваркой под слоем флюса используем флюс марки АН — 348А по ГОСТ 9087 — 81* и сварочную проволоку Св — 08ГА по ГОСТ — 2246 — 70*. Химический состав флюса и сварочной проволоки дан в таблицах 15 и 16.
Для сварки угловых швов небольшой протяжённости механизированной сваркой в среде защитных газов используем сварочную проволоку марки Св — 08Г2С диаметром 1,2…2 мм, химический состав который приведён в таблице 16.
Таблица 15 — Химический состав флюса
|
Марка флюса |
SiO 2 |
MnO |
Mn 2 O3 |
MgO |
CaF 2 |
Al 2 O3 |
Fe 2 O3 |
S |
P |
|
Не более |
|||||||||
|
АН-348А |
41…42 |
34…38 |
0,1…0,3 |
5…7,5 |
4…5,5 |
4,5 |
2 |
0,15 |
0,12 |
Таблица 16 — Химический состав сварочной проволоки
|
Массовая доля элементов в % |
||||||
|
Марка проволоки |
C |
Si |
Mn |
Cr |
Ni |
S и P Не более |
|
Св — 08ГА |
0,1 |
0,03 |
0,8…1,1 |
0,1 |
0,25 |
0,025…0,03 |
|
Св -08Г2С |
0,05…0,11 |
0,7…0,95 |
1,8…2,1 |
0,2 |
0,25 |
0,025…0,03 |
Для формирования качественного сварного шва, снижения стоимости сварочных работ и повышения производительности труда при сварке согласно нормативным документам назначаем режимы для автоматической сварки под слоем флюса, показанные в таблице 17, и режимы механизированной сварки в среде защитного газа, показана в таблице 18.
Режимы сварки — это совокупность контролируемых параметров, определяющих сварочные условия. К параметрам режимов сварки относятся: диаметр сварочной проволоки и скорость её подачи, величина сварочного тока и напряжения. Для автоматической сварки определяем значения параметров, при которых дуга горит стабильно, швы получаются заданных размеров формы и свойств. Для механизированной сварки режимы, зависящие от формы и размеров сварного шва.
Таблица 17 — Режимы автоматической сварки стыковых и угловых поясных швов
|
Вид соединения |
Толщина шва, мм |
Диаметр сварочной проволоки, мм |
Величина тока, А |
Скорость подачи проволоки, м/ч |
Скорость сварки, м/ч |
|
Стыковое Угловое |
14 45 28 14 |
4 4 4 4 |
700…750 1100…1200 900…950 1000…1100 |
95…110 210…230 130…140 170…180 |
28…30 14…16 18…23 26…28 |
Таблица 18- Режим механизированной сварки угловых швов
|
Вид соединения |
Толщина шва |
Диаметр сварочной проволоки, мм |
Величина тока, А |
Скорость подачи проволоки, м/ч |
Напряжение дуги, В |
|
Угловое |
6…8 |
1,6 |
380…420 |
420…450 |
34…36 |
4.3 Выбор сварочного оборудования и его основные характеристики
Для автоматической сварки под флюсом принимаем сварочный автомат АДФ-1002. . Автомат АДФ-1002 относится к автоматам с постоянной скоростью подачи электродной проволоки при сварке и работает по принципу саморегулирования дуги. Он предназначен для сварки переменным током под флюсом стыковых соединений со скосом и без скоса кромок, нахлесточных соединений, а также для выполнения угловых швов вертикальным и наклонным электродом. Сварные швы могут быть прямолинейными и кольцевыми. Автомат в процессе сварки передвигается по изделию или уложенной на нем легкой направляющей линейке. Сварочный автомат состоит из двух основных узлов: сварочного трактора в комплекте с трансформатором ТДФЖ-1002 УЗ со встроенным блоком управления. Сварочный трактор (рис. 13) представляет собой самоходный механизм, состоящий из редукторов подающего механизма и ходовой тележки, которые приводятся в движение общим электродвигателем 12. Наличие одного электродвигателя является характерной особенностью автоматов данного типа. Скорости подачи электродной проволоки и сварки не зависят от напряжения сварочной дуги и регулируются ступенчато- сменными зубчатыми колесами. Электродная проволока подается в зону сварки механизмом подачи сварочной головки 3. Автомат передвигается вдоль шва ходовым механизмом 14. Оба механизма смонтированы с электродвигателем в один блок, являющийся несущим корпусом автомата. На корпусе укреплены мундштук 2 и кронштейн 6 с пультом управления 11.
На кронштейне смонтированы правильный и корректировочный механизмы 4, кассета 7 для проволоки, бункер 5 для флюса, переднее шасси автомата с холостыми бегунками 1.
Мундштук обеспечивает подвод тока к электродной проволоке и направления ее в зону сварки.
В нижней части он снабжен двумя неподвижными роликами, между которыми скользит электродная проволока. Контактное давление роликов создается пружинами.
При значительном износе канавок роликов их поворачивают до восстановления контакта и закрепляют. Правильный механизм обеспечивает выпрямление электродной проволоки, сматываемой с кассеты. Он состоит из трех стальных роликов, закрепляют.
Правильный механизм обеспечивает выпрямление электродной проволоки, сматываемой с кассеты.
Он состоит из трех стальных роликов, расположенных над механизмом подачи. Режим правки регулируют упорным винтом верхнего ролика. Корректировочный механизм служит для смещения электродной проволоки поперек шва и поперечного наклона мундштука вместе с головкой; кронштейном и кассетой.
Корректировочный механизм состоит из червяка, закрепленного на кронштейне, и червячного сектора, неподвижно закрепленного на корпусе электродвигателя. На оба конца червяка насажены маховички.
При вращении маховичка червяк обкатывается по неподвижному сектору и поворачивает сварочную головку автомата. На пульте управления, встроенном в корпус кронштейна, установлены вольтметр 8, амперметр 9 и резистор 10, служащий для дистанционного регулирования сварочного тока.
Для механизированной сварки в среде защитных газов выбираем полуавтомат ПДГ — 502, который состоит из газовой горелки, механизма подачи электродной проволоки, переносного пульта управления, источника питания дуги с встроенным блоком управления, газового редуктора с расходомером и подогревателем газа, соединительных шлангов и приводов.
В полуавтомате автоматизирован процесс подачи электродной проволоки и защитного газа в зону сварки.
- холостые бегунки;
- 2 — мундштук;
- 3 — сварочная головка;
- 4 — корректировочный механизм;
- 5 — бункер для флюса;
- 6 — кронштейн;
- 7 — кассета для проволоки;
- 8 — вольтметр;
- 9 — амперметр;
- 10 — резистор;
- 11 — пульт управления;
- 12 — электродвигатель;
- 13 — маховичек;
- 14 — ходовой механизм;
- 15 — траверса;
- 16 — выдвижная штанга
Рисунок 12 — Трактор АДФ-1002
Таблица 19 -Технические характеристики трактора АДФ-1002
|
Технические характеристики |
|
|
Номинальный сварочный ток, А |
450 |
|
Диаметр электродной проволоки, мм |
1,6-3 |
|
Скорость подачи сварочной проволоки, м/ч |
115-750 |
|
Длина гибкого шланга, м |
3-4 |
|
Габаритные размеры подающего механизма, мм |
760x500x550 |
|
Масса подающего устройства, кг |
52 |
Электродная проволока с помощью электродвигательного привода механизма подачи поступает из кассеты по гибкому направляющему каналу в зону сварки по мере её плавания. Одновременно по шлангу газотокопровода в зону сварки подводится из баллона ( или цеховой магистрали) углекислый газ для защиты металла шва и сварочный ток от источника питания дуги. Перемещение сварочной горелки производится вручную.
4.4 Описание технологии сварки и применяемых приспособлений
Сварку стыковых швов выполняем в нижнем положении с применением стенда — кантователя для сварки и кантовки листов. Стыкуемые листы укладываются на стенд таким образом, чтобы стык располагался на флюсовой подушке 3. Для кантовки сваренного полотнища приводим в движение выдвижные пальцы, расположенные на пластинчатой цепи 1. Пальцы , двигаясь поперёк стенда, прижимают сваренные листы к упору лапы кантователя 2. Затем включаем мотор подъёма, и лапы кантователя, вращаясь, поднимают полотнище. При повороте лапы скобы — фиксаторы 5 скользят по лапе кантователя, захватывают кромку сваренных листов, препятствуя этим падению полотнища. В процессе кантовки противоположные кромки листов, упираясь в упоры, скользят по наклонной плоскости на постель 4. По окончании поворота лапы кантователя занимают горизонтальное положение, а скоба — фиксатор 5 освобождает листовое полотнище для сварки стыкового шва с обратной стороны. Стенд — кантователь показан на рисунке 13.
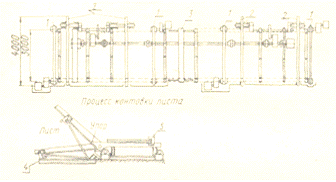
Рисунок 13 — Стенд — кантователь для сварки стыков
Сварку поясных швов выполняем с помощью кантователя. Кантователь поворачивает балки на 360 0 .
Он состоит из опорной рамы с механизмом вращения приводного вала и подвижной опоры, размещённой на тележке , которая перемещается электромотором по рельсам, обеспечивая установку балок длиной от 4000 до 16000 мм в необходимое положение.
На приводном и неприводном валах, расположенных на подвижной опоре, закреплены траверсы с подвижными кранштейнами, имеющими откидные рычаги для крепления свариваемых балок. На опорной раме и тележке установлены подъёмные приспособления для установки и снятия сварочного трактора. Для предотвращения опрокидывания тележки на ней установлен контргруз.
Перед установкой балки траверсы необходимо повернуть в горизонтальное положение, а кронштейны с откидными верхними рычагами установить друг от друга на расстоянии, больше высоты балки.
После этого балку укладывают мостовым краном на четыре нижних рычага, а кронштейнеры перемещают до упора с полками балки.
Два откидных рычага устанавливают в рабочее положение, которое фиксируется штырями, а два других откидных рычага со стороны начала сварки, чтобы обеспечить возможность перемещения трактора, оставляет в откинутом положении.
Балку последовательно пловорачивают для сварки «в лодочку» всех четырёх поясных швов.
При сварке поясных швов на торцах устанавливаем Т — образные выводные планки.
Механизированную сварку полуавтоматом выполняем на постоянном токе обратной полярности.
Однослойные и многослойные швы свариваем, придавая сварочной горелке возвратно — поступательное движение.
Траектории движения горелки показаны на рисунке 14.
При возвратно — поступательном движении электрода улучшается защита сварочной ванны углекислым газом и замедляется её охлаждение, что предупреждает образование пор и трещин.

Рисунок 14- Возвратно-поступательное движение электрода
Угловые швы свариваем при наклоне горелки углом назад на 5…15 0 или углом вперёд на 25…300 , при сварке углом назад более надёжно защищается сварочная ванна углекислым газом. При сварке углом вперёд уменьшается глубина провара, увеличивается ширина шва, удобнее следить за направлением электрода.
Для подвески полуавтомата применяем консоль, прикрепляемую к колоннам цеха. Консоль состоит из укосины с ручной «кошкой», на которой подвешена площадка. На площадке установлены подающий механизм полуавтомата, кассета с электродной проволокой и горелкой. На проволоке подвешен шланг, подводящий углекислый газ из сети. Приспособление позволяет быстро и легко перемещать вручную подающий механизм полуавтомата к любой точке свариваемой конструкции в радиусе 12…14 м.
4.5 Мероприятия по предупреждению сварочных напряжений и деформаций.
При сварке возникают сварочные напряжения и деформации, такие как грибовидность поясных листов, хлопуны в стенке двутавра, волнистость листов, перегибы в стыках. Причиной этого является усадка сварных швов при охлаждении.
Мероприятия по предупреждению и устранению сварочных деформаций разделяются на три группы:
- конструктивные, проводимые до сварки;
- технологические, проводимые во время сварки;
- технологические, проводимые после сварки.
Для данного элемента Б -35 на рабочем чертеже предусмотрены следующие конструктивные мероприятия:
- параллельные поясные швы балок расположены таким образом, что центр тяжести сечений этих швов совпадает с центром тяжести балки;
- для балок применено симметричное сечение с поясами одинакового размера;
- при конструировании стыков применены прямые стыки без разделки кромок, что предупреждает коробление в зоне стыковых швов.
К технологическим мероприятиям, проводимым во время сварки, относятся: способ уравновешенных деформаций, обратноступенчатый порядок наложения сварных швов, предварительная стыковка листового металла.
Предварительную стыковку листового металла выполняем в цехе обработки, так что усадка стыковых швов происходит свободно и сварочные напряжения не возникают. При сварке поясных швов используем метод уравновешивания деформаций. Порядок наложения поясных швов показан на чертеже № 3.
При механизированной сварке полуавтоматом рёбер жёсткости и других деталей оформления используем обратноступенчатый метод наложения сварных швов. При обратноступенчатом методе деформации незначительны, так как внутренние напряжения от усадки коротких швов меньше, чем от длинных, поэтому длинные швы разбиваем на участки длиной 200…250 мм, которые завариваем в направлении от края к середине при общем направлении сварки от середины к краям.
К технологическим мероприятиям, проводимым после сварки, относятся холодная или горячая правка и фрезерование торцов.
Для балки Б-35 применяем холодную правку на стенке для правки грибовидности. Станок позволяет править балки с шириной полок 200…800 мм и толщиной до 40 мм.
Схема правки грибовидности показана на рисунке 15.
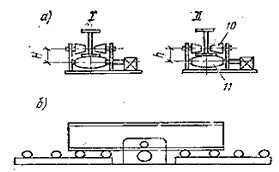
а — схема правки, б — схема установки столов
Рисунок 15-Схема правки грибовидности
4.6 Контроль качества сварных соединений
По СНиП II- 23 — 81 подкрановая балка Б-35 работает на динамические нагрузки и относится к первой группе конструкций по условиям эксплуатации.
Согласно СП 53-101-98, таблица 8 все стыковые и угловые швы, требующие полного провара, относятся к первой категории. Остальные угловые швы относятся к третьей категории.
Все сварные конструкции подвергаем визуальному и измерительному контролю, используя при этом металлические измерительные линейки, лупы, шаблоны для измерения валиков и катетов швов, штангенциркули.
Визуальному контролю подлежат все швы конструкции, включая прихватки, а измерительному — те швы, размеры которых вызывают сомнение по результатам визуального контроля.
По внешнему виду швы сварных соединений должны иметь гладкую или равномерно чешуйчатую поверхность, без наплывов , прожогов, сужений швы балки должны иметь плавный переход к основному металлу.
Все кратеры должны быть заварены. Несплавления по кромкам, а также непровары в стыковых швах и на участках угловых швов с полным проваром, не допускаются.
Швы первой категории контролируем ультразвуковым методом (УЗК) для 100% длины швов. Для контроля качества сварных швов выбираем ультразвуковой аппарат марки УД-11ПУ.
Непосредственно перед контролем околошовную зону зачищаем на расстоянии 50-80 мм с каждой стороны, наносим контактную жидкость, настраиваем дефектоскоп, производим сканирование.
УЗК проникает через любые металлы, неметаллы и любые жидкие среды.
Луи УЗК преломляются и отражаются на границе двух сред, благодаря чему становится явным присутствие дефекта.
Отраженный от дефекта ультразвук преобразуется в электрические колебания и усиливается усилителем, затем подаётся на осциллограф в развёрнутом виде — импульсах.
Дефекты сварных соединений устраняем одним из
обнаруженные перерывы швов и кратеры завариваются;
- подрезы основного металла, превышающие допускаемые, зачищаются и завариваются с последующей зачисткой, обеспечивающей плавный переход от наплавленного металла к основному;
- швы с другими дефектами, превышающими допустимые, удаляются на длину дефектного места плюс 15..20 мм с каждой стороны, зачищаются и завариваются вновь.
Исправленные швы должны быть вновь проконтролированы.
сталь подкрановый балка сварка
2.5 Отделочные операции
К отделочным операциям для данной балки относится фрезерование торца конструкции.
Фрезерование производится для достижения требуемой точности проектных размеров элемента и для устранения сварочных деформаций и выполняется после сварки поясных швов и правки грибовидности полок.
Фрезерование торца балки выполняем с помощью торцефрезерного станка ТФС — 3, технические характеристики которого приведены в таблице 20.
Для точной установки элемента для фрезерования торца с соблюдением угла 90 0 используем два боковых упора, которые располагаем на уровне стенки элемента. Для предотвращения сдвига при фрезеровании элемент прижимаем к боковым упорам двумя винтовыми прижимами на уровне стенки элемента, уложенного на стульчики. С задней стороны конструкции устанавливаем упор на пробках и точёных болтах
Таблица 20-Технические характеристики станка ТФС — 3
|
Показатель |
ТФС — 3 |
|
Наибольший размер обрабатываемого торца, мм Число фрезерных головок Диаметр фрезерной головки, мм Осевое перемещение шпинделя, мм Скорость резания, м/мин Глубина резания, мм: при вертикальной подаче при горизонтальной подаче Габариты, мм: длина ширина высота Масса,кг |
1300х2100 1 200 141 163-260 4 6 5430 2459 3180 11170 |
Торец конструкции фрезеруем до тех пор, пока резцы фрезерной головки не затронут строганный торец контрольной планки.
Схема фрезерования показана на чертеже № 3.
Проверку точности фрезерования производим с помощью контрольной плиты и щупа толщиной 0,3 мм, который не должен проходить между фрезерованной поверхностью и плоскостью контрольной плиты.
6 Контрольная сборка
Контрольная сборка производится для проверки точности изготовления элементов и их взаимозаменяемости без подгоночных работ. Для балки
Б — 35 выполняем контрольную сборку, т. к. конструкция изготовлена в кондукторе, соединение с другим отправочным элементом на монтаже выполняется на монтажной сварке в стык а применением сборочных уголков и сборочных шайб.
Контрольную сборку выполняем на вываренных стеллажах, выкладывая мостовым краном два отправочных элемента и соединяя их с помощью сборочных скоб с клиньями. Контрольная сборка показана на чертеже № 4.
Во время контрольной сборки проверяем общую длину элементов, величину зазора в стыке, стрелу прогиба элементов. По окончании контрольной сборки конструкции разбираем и отправляем на защиту от коррозии.
7 Защита конструкции от коррозии
Защита металлических конструкций от коррозии состоит из трёх этапов:
- подготовка поверхности;
- нанесение защитного покрытия;
- сушка конструкции.
На основании СНиП 2.03.11-85* балка Б-35 работает в среднеагресивной среде.
Подготовка поверхности конструкций, поставляемых на экспорт, а также предназначенных для эксплуатации в среднеагрессивной среде, производится дробеструйным способом с зачисткой сварных швов ручным или механизированным инструментом. Степень очистки должна быть такой, чтобы при осмотре невооружённым глазом окалина и ржавчина не обнаруживалась. Поверхность также должна быть очищена от сварочных брызг, остатков флюсов, жировых и других загрязнений.
После подготовки поверхности не подлежат дальнейшей грунтовки фрезерованные поверхности места монтажной сварки на ширину по100 мм в обе стороны от шва, которые покрываются тонким слоем технического вазелина.
Для очистки поверхности конструкции применяем «UNIBLAST» DSG-200. Установка пневмопескодробеструйная напорного типа «DSG» предназначена для очистки металлических конструкций от ржавчины, старой краски, и других наслоений и подготовки поверхности перед нанесением антикоррозионных покрытий. Для питания установки используется сжатый воздух, очищенный от влаги и масла до 2-го класса, давлением 5-7 кгс/см2 и расходом 3-10 м3/мин в зависимости от диаметра сопла. В качестве абразивного материала могут быть использованы: сухой речной песок, электрокорунд, металлическая или чугунная дробь грануляцией 0,1-3,0 мм.
Таблица 21 — Технические характеристики «UNIBLAST» DSG-200
|
Параметры |
«UNIBLAST» DSG-200 |
|
Габаритные размеры, мм Масса, кг Объем емкости, л Рабочее давление, кгс/см2 Расход сжатого воздуха, м3/мин Производительность, м2 |
1570x1000x730 132 200 5-7 4.5-10 5-27 |
Данные аппараты оборудованы пультами дистанционного управления процессом подачи дроби в материальный шланг.
В комплект одного аппарата DSG-200 входят:
- Бак для материала 200л.
- Сито.
- Крышка.
- Струйный шланг со шлангами дистанционного управления
- Влагоотделитель.
- Клапан дистанционного управления.
- Сопло.
Для грунтования конструкции применяем грунтовку ГФ-021, которую наносим в два слоя. Грунтование производим при температуре 15-28 0 С и относительной влажности воздуха 70%. Параметры нанесения грунтовки приведены в таблице 22.
Таблица 22-Технологические параметры нанесения грунтовки ГФ-021
|
Марка материала |
Метод нанесения |
Растворитель для доведения до рабочей вязкости |
Рабочая вязкость по ВЗ-4 при температуре 20±2 0 С |
Толщина одного слоя покрытия, мкм |
|
ГФ-021 |
Безвоздушное распыление |
Сольвент, ксилол или смесь одного из них с уайтспиртом 1:1 |
15…25 |
15…20 |
Нанесение грунтовки выполняем методом безвоздушного распыления агрегатом высокого давления 2600Н. Этот метод уменьшает туманообразование в пять раз по сравнению с пневматическим, улучшаются санитарно-гигиенические условия труда рабочих за счёт уменьшения загрязнения воздушной среды аэрозолями, повышается производительность труда, сокращаются расходы лакокрасочных материалов.
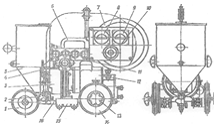
Сушку конструкции выполняем на установке, оснащённой поворотной сушильной камерой. Установка состоит из двух решётчатых настилов, под которыми расположены тележки с вентиляционным отсосом. Между решётчатыми настилами установлены шарнирные опоры, на которых смонтирована поворотная сушильная камера. В торце расположен тепловентиляционный агрегат. Окрашиваемое изделие помещается над решётчатым настилом и с помощью аппарата безвоздушного распыления производится нанесение покрытия. При этом осуществляется интенсивная местная вытяжка из зоны окраски через вытяжку с вентиляционным отсосом. Загрязнённый воздух попадает через вытяжной канал с гидрозатвором и гидрофильтр, где производится его очистка от вредных примесей.
После завершения процесса окраски сушильная камера поворачивается на 90 0 вокруг шарнирных опор. Для сушки конструкции в камеру нагнетается воздух от тепловентиляционного агрегата. После сушки для охлаждения изделия производят продувку сушильной камеры. В то время как на первом решётчатом настиле осуществляется окраска, на втором выполняется сушка.
Установка для окраски показана на чертеже № 3.
8 Мероприятия по технике безопасности
Мероприятия по технике безопасности прежде всего направлены на предотвращение производственного травматизма. Улучшение условий труда сопровождается ростом его производительности, сокращением травм и заболеваний. Организация каждого рабочего места должна обеспечивать безопасность выполнения работ.
При изготовлении металлоконструкции в цехах завода должны соблюдаться следующие мероприятия по технике безопасности.
При выполнении технологических операций по заводу электрооборудование заземляем в соответствии с техническими условиями. Для создания безопасных условий труда на участке правки проходы между штабелями металлопроката и оборудованием устраиваем не менее 0,75 м. На участке очистки должны быть правильно организованы рабочие места.
Линию газовой проводки прокладываем под землёй или над землёй. Надземные линии в цехах размещаем на стенах на высоте не менее 2,2 м. от пола, а на площадках — на специальных металлических или железобетонных стойках высотой 0,5 м со специальной защитой от механических повреждений. Газопроводы окрашиваем масляной краской в разные цвета: ацстиленопроводы — в белый, кислородопроводы — в голубой, аргон — в серый. Расстояние между газопроводами принимаем не менее 250 мм. Стационарные газоразборные посты горючих газов оснащаем манометрами, предохранительными затворами и запорной арматурой.
При работе на участке кислородной резки и при выполнении сварочных работ применяем индивидуальные защитные приспособления. Для обеспечения пожарной безопасности пульта с огнеопасными газами располагаем на расстоянии не менее 5 м от очагов огня.
Для безопасной работы сварщика регулярно проверяем исправность сварочного оборудования, особое внимание уделяем на то, чтобы на деталях сварочной машины, не проводящих ток, не было напряжения. Прикасаться голыми руками к токоведущим частям сварочной машины опасно. При перерывах в работе сварочную машину необходимо отключить сеть.
Сварочная дуга излучает энергию в виде светлых, невидимых ультрафиолетовых и инфокрасных лучей. Влияние света дуги на незащищённые глаза в течение 10-20 секунд в радиусе до 1м вызывает сильные боли в глазах, слезотечение и светобоязнь. Во избежание этого используем защитные щитки.
При сборке конструкции и установке отдельных деталей вертикальное или наклонное положение применяем надёжные подпорки и растяжки, предохраняющие конструкцию от падения.
Для подъёма различных конструкций и других грузов, а также их перемещения на заводе металлоконструкций применяем гибкие стропы, траверсы, захваты и др.
Изготовление съёмных грузозахватных приспособлений на заводах должно быть централизовано и производится по нормалям, технологическим картам и индивидуальным чертежам. Сведения об изготовленных приспособлениях заносим в журнал их учёта, где указываем наименование грузозахватного приспособления, грузоподъёмность и т.д.
Для удаления вредных газов и пыли из зоны сварки необходимо устройство местной вытяжной и общеобменной приточно — вытяжной вентиляции. Отсосы местной вытяжной вентиляции на стационарных сварочных постах располагаем в нижней задней части сварочного стола, а на подвижных сварочных постах используем переносные отсосы, закрепляем на свариваемом изделии магнитами.
Рабочие места оборудуем различного рода ограждениями, защитными и предохранительными устройствами и приспособлениями.
При окраске конструкции работы выполняются в спецодежде, рукавицах и защитной маске или респираторе.
Участок для окраски конструкций должен отделяться от остальных рабочих мест ограждением. Хранение лакокрасочных материалов должно производиться в отдельном помещении.
8 Охрана окружающей среды
С целью защиты окружающей среды заводы металлоконструкций согласно действующему основному нормативному документу (СНиП 245 71), регламентирующему санитарно-гигиенические условия труда, располагаются в зоне промышленного района города, который имеет транспортную и инженерную связь с населенными пунктами и располагается относительно их с подветренной стороны на расстоянии, соответствующем нормам санитарно-защитных зон. Согласно этим санитарным нормам все промышленные предприятия в зависимости от токсичности подразделены на пять классов. Заводы, изготовляющие металлоконструкции относятся к V классу, вследствие чего ширина санитарно-защитной зоны должна быть не меньше 100м. в случае наветренного расположения завода ширина санитарно-защитной зоны должна быть увеличена, но не более чем в 3 раза. В пределах этой зоны допускается расположение предприятий с меньшими выделениями вредностей: пожарного депо, гаражей, административно-служебных и торговых сооружений, стоянок для общественного и индивидуального транспорта.
Внутри самого завода производится в свою очередь, санитарное зонирование территории: здания и инженерные объекты по степени вредности располагаются в глубине территории, преимущественно вдоль господствующих ветров, так же как железнодорожные и автомобильные магистрали. Этим обеспечивается хорошее проветривание и защита от снежных заносов транспортных коммуникаций. Зонирование территории завода осуществляется в соответствии со следующими типами зданий, сооружений:
- первая зона — общественные вспомогательные здания и сооружения (заводоуправление, проходная, лаборатория, здание медицинского и культурно — бытового обслуживания с предзаводской площадью и стоянками пассажирского транспорта);
- вторая зона — производственная( основные цеха заготовочного, обрабатывающего циклов, цехи подсобного назначения — ремонтные, инструментальные, электроремонтные, ремонтно — механические и др.);
- третья зона — складное и энергетическое хозяйство;
- четвёртая зона — транспортное хозяйство.
Для очищения воздуха и благоприятного воздействия на рабочих, вокруг завода производится озеленение. Для поддержания чистоты на заводе проводится уборка территории завода рабочими.
Проводятся следующие мероприятия по борьбе с загрязнениями в процессе изготовления конструкций по всем цехам: оставшиеся отходы в виде мелких кусочков металла и стружку собирают в специальные контейнеры, затем отправляют на металлургический завод с целью переплавки.
Отходы масел, кислот, охлаждающих жидкостей, грязной воды сливаем в специальные контейнеры, либо в стоки, выходящие за пределы завода, для последующей фильтрации.
При окраске конструкции используем вентилируемые стеллажи с гидрофильтрами, которые регулярно заменяются.
Для поддержания чистоты в цехах каждый рабочий после завершения рабочий обязан убирать своё рабочее место.
Нормативные документы
СНиП 2.03.11-85* — Защита строительных
СНиП II-23-81*. Стальные конструкции. Нормы проектирования.
СП 53-101-98-Изготовление и контроль качества стальных конструкций
ГОСТ 23118-99 Конструкции стальные строительные. Общие технические условия.
ГОСТ 9.32-74-Покрытия лакокрасочные. Классификация и обозначение.
ГОСТ 9.105-80-Покрытия лакокрасочные. Классификация и основные параметры методов окрашивания.
ГОСТ 9.402-80-Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием.
ГОСТ 427-75- Стальные линейки. Технические условия.
ГОСТ 2246-70. Проволока стальная сварочная. Технические условия.
ГОСТ 8713-79-Сварка под флюсом. Соединения сварные.
ГОСТ 15140-78- Материалы лакокрасочные.
ГОСТ 27772-88. Прокат для строительных стальных конструкций. Общие технические условия.
ГОСТ 14782-86 Контроль неразрушающий. Швы сварные.
ГОСТ 12.03-2001-Безопасность труда в строительстве. Общие требования.
СН 245-71 -Санитарные нормы проектирования промышленных предприятий.
Литература
[Электронный ресурс]//URL: https://drprom.ru/diplomnaya/podkranovaya-balka/
1. Пешковский. О.И. Технология изготовления металлических конструкций М.; Стройиздат, 1990.
2. Пешковский О.И.; Якубовский В.Б. Сборка металлических конструкций-М: Высшая школа.,1989
- Воронов .Е.Л.,. Колесниченко Л.Ф. Оборудование заводов металлических конструкций — М.;
- Машиностроение, 1981.
- Шебеко Л.П. Оборудование и технология автоматической и полуавтоматической сварки-М: Высшая школа, 1981
- Акимов В.В., Макарова.
Т.Н. Экономика отрасли ( строительство): Учебник. -М.: ИНФРА-М, 2006.-304с.
- Гитлевич .А.Д, . Животинский, Л.А . Клейнер А.И.. Альбом механического оборудования сварочного производства. Учеб. Пособие- М.,«Высш. школа», 1974.