
В цветной металлургии наиболее энергоемкими являются алюминиевое, медное, никелевое, свинцово-цинковое и титано-магниевое производства. Например, для получения 1 т алюминия (включая производство глинозема) необходимо израсходовать примерно 9 т условного топлива, никеля — 13,4 т, цинка — 2 т, меди — 1,4 т, свинца — 0,9 т.
В последние годы во всем мире интенсивно разрабатываются новые технологии получения цветных металлов из бедных руд. Расширение использования бедных руд с использованием ныне применяемых технологий повлечет за собой увеличение удельных затрат энергоресурсов. В этой связи научно-технический прогресс в цветной металлургии должен быть направлен также на сдерживание нежелательного роста энергоемкости этой продукции.
Важнейшими направлениями энергосбережения в цветной металлургии являются: широкое внедрение автогенных процессов в производстве меди, никеля и других цветных металлов при переработке сульфидных руд, в том числе плавки в жидкой ванне, взвешенной плавки, кислородно-факельной плавки, кислородно-взвешенной циклонно-электротер-мической плавки; преимущественное развитие комплексных безотходных технологических процессов, позволяющих максимально использовать сырьевые ресурсы за счет одновременного производства различных продуктов, в том числе комплексной переработки алюминий-содержащего сырья (нефелинов); широкое внедрение агрегатов с высокой эффективностью использования энергоресурсов (печей кипящего слоя, новых типов электроплавильных печей, усовершенствованных схем производства глинозема); укрупнение единичных мощностей энергоемких технологических агрегатов; повышение доли электролизеров с обожженными анодами, оптимизация их технологических параметров и применение литиевых добавок в производстве алюминия; добыча руды с применением энергосберегающей циклично-поточной технологии; расширение применения предварительного обогащения полиметаллических руд в тяжелых средах; внедрение радиометрической сортировки руд, обеспечивающей сокращение объемов переработки пустой породы; использование микробиологических методов извлечения меди и цинка; разработка вопросов создания единых производственных комплексов по выпуску алюминия и глинозема с использованием ядерной энергии.
Энергосбережение как одно из важных направлений проблемы ресурсосбережения
В связи с ростом цен на энергоносители и резким увеличением воздействия на окружающую среду со стороны человека проблема энергосбережения стала одной из важнейших.
Технологические основы производства цветных металлов: меди, алюминия, ...
... удовлетворялась преимущественно путём импорта. За годы индустриализации у нас в стране не только увеличено производство меди, ... Металлургия цветных металлов в дореволюционной России носила весьма ограниченный характер. Потребность страны в цветных металлах ... процессы горячей обработки металлов. Технологические процессы производства и обработки металлов непрерывно совершенствуются. ...
Энергосбережение — реализация правовых, организационных, научных, производственных, технических и экономических мер, направленных на эффективное использование энергетических ресурсови на вовлечение в хозяйственный оборот возобновляемых источников энергии.
Подавляющую часть энергоресурсов представляют в настоящее время так называемые не возобновляемые источники энергии в виде органических минеральных топлив. Это природный газ, нефть, уголь, торф и другие виды топлив. Использование этих топлив как энергетических источников приводит и к значительным выбросам как парниковых газов, так и вредных веществ (пыли, оксидов серы и азота и т.д.).
Поэтому проблема энергосбережения тесно связана с решением ряда важных экологических проблем, в том числе и глобальных.
При решении проблем энергосбережения важно определить основные стратегические подходы и методы рационального использования энергоресурсов, которые могут быть как общими для всей экономики, так и специфичными для отдельных отраслей промышленности, сельского хозяйства и социальной сферы. Среди таких наиболее общих подходов в стратегии энергосбережения можно было бы назвать применение ресурсосберегающих технологий в сфере энерготехнологических объектов, использование методов математического моделирования и оптимизации при проектировании и реконструкции предприятий различных отраслей промышленности, замену дорогостоящих энергоемких видов энергоносителей , таких как электроэнергия, кокс на более дешевые, в частности, на природный газ, все более широкое использование возобновляемых источников энергии — ветра, солнца, биомассы и др.
Причинами, вызывающими потери энергии, являются сверхнормативный расход топлива, отсутствие приборов учета расхода теплоты и узлов регулирования, огромные утечки теплоты на теплотрассах, в зданиях и т.д. так, открытые двери подъездов в многоэтажных домах приводят к 6-10%-м дополнительным расходам теплоты, укрытие радиаторов декоративными панелями и шторами снижает теплоотдачу на 10-12%.
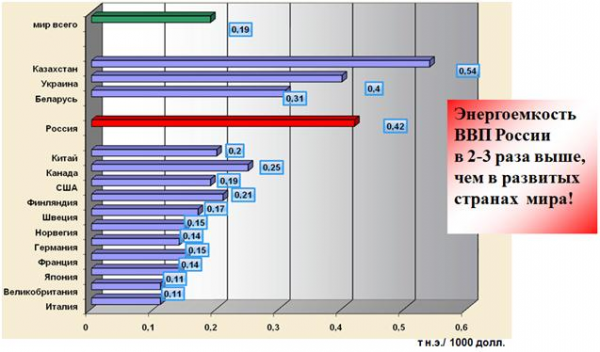
С сожалением приходится констатировать, что Россия остается страной расточительной. Энергоемкость экономики России в 3 раза выше энергоемкости мировой экономики, в 7 раз больше, чем в Японии, в 4,5 раза больше, чем в США.
В жилищно-коммунальной сфере российские нормы расхода тепла и воды в 3 раза (а по фактическим расходам — в 4-5 раз) выше, чем у наших “северных” соседей — Финляндии и Норвегии.
Нерациональное использование энергоресурсов (особенно газа, угля, мазута) оценивается в 500 млн. т или порядка 2/3 всего объема потребления первичных энергетических ресурсов. Таким образом, ежегодно в России сливается в канализацию, выбрасывается через дымовые трубы, вылетает в открытые окна и двери огромное количество денежных средств (это без учета экологических последствий).
Потребление энергии подразумевает преобразование у потребителя полученной энергии в форму, требующуюся потребителю.
Источники энергии и проблемы их использования. Теплогенераторы, ...
... океанских энергетических установок могут быть реализованы, и стать рентабельными уже в настоящее время. 3.ЭНЕРГИЯ ВЕТРА Огромна энергия движущихся воздушных масс. Запасы энергии ветра ... лишь за счет использования органического топлива (уголь, нефть, газ), гидроэнергии и атомной энергии на основе тепловых нейтронов. Однако, по результатам многочисленных исследований органическое топливо к 2020 ...
Основная часть тепловой энергии идет на отопление. Отопление — это компенсация тепловых потерь в окружающую среду данного помещения, объекта при условии поддержания в нем заданной температуры. Если температура в помещении больше, чем снаружи, то всегда имеется тепловой поток, называемый теплопотерями. Этот поток никогда не равен нулю (только при равенстве температур).
т. е. все тепло, введенное в помещение, в конце концов оказывается в окружающей среде. Другое дело — величина, интенсивность этого потока (количество тепла в единицу времени).
Она зависит от термического сопротивления наружных ограждений — стен, окон, потолка, пола и т. д. (толщина деленная на теплопроводность).
Очевидно, увеличивая толщину и переходя на более совершенный теплоизоляционный материал, можно уменьшить теплопотери, уменьшить необходимую мощность системы отопления, уменьшить расход топлива на получения тепловой энергии.
В системах отопления тепло передается в помещении при помощи нагревательных (отопительных) приборов; обычно это чугунные и стальные радиаторы и конвекторы. Для повышения эффективности работы отопительных приборов следует:
1) не ограждать их декоративными решетками;
2) не заглублять в ниши;
3) использовать темную окраску;
4) при большом количестве секций делить на несколько батарей;
5) не располагать их высоко ;
6) при установке на наружных стенах применять теплоизоляцию со стороны стены;
7) иметь отключающий и регулирующий вентиль;
8) следить за чистотой межреберного пространства в конвекторах.
По условиям энергосбережения недопустимо использовать электроэнергию для отопления зданий, т. к. для производства единицы электроэнергии необходимо несколько единиц тепловой (получающейся при сжигании топлива).
Конечно, бывают единичные случаи, когда вынуждены применять электрообогрев, но надо стремиться к получению теплоты при сжигании топлива, ибо КПД в этом случае близко к 100%. Отрицательные факторы при этом — топливное хозяйство, необходимость очистки газов, пожарная безопасность. При правильном использовании совершенных теплогенераторов огневого типа эффект энергосбережения безусловен.
Проблемы промышленных предприятий
В отечественной и зарубежной литературе все большее число экспертов-экономистов приходят к выводу о том, что наиболее актуальной задачей хозяйственной деятельности следует считать выявление проблем с их последующим успешным решением. Термин «проблема» имеет несколько значений. В общем виде проблемой можно назвать то, что требует решения, перемен, вызывает озабоченность или разногласия между людьми, также проблемой может быть совершенная ошибка, трудность в достижении цели или непредвиденный результат деятельности.
Прежде чем руководитель примет решение, он должен правильно провести диагностику проблемы. Проблему можно рассматривать как ситуацию, когда поставленные цели не достигнуты, а также, как потенциальную возможность. П. Друкер считает, что разрешение проблемы только восстанавливает норму, результаты же должны быть следствием использования возможностей.
В данной статье рассмотрена классификация проблем российских промышленных организаций. Все проблемы, с которыми сталкиваются руководители отечественных предприятий, можно условно подразделить на две группы: проблемы профессионального управления и производственно-экономические проблемы (таблица 1).
Таблица 1 — Классификация проблем предприятий
|
Проблемы организации |
|
|
Проблемы профессионального управления |
Производственно- экономические проблемы |
|
1) Трудность организации работы |
1) Проблемы макроокружения |
|
2) Неправильное понимание сущности процесса управления |
2) Производственные проблемы |
|
3) Неполный анализ эффективности систем управления |
3) Проблемы маркетинга, рекламы и сбыта |
|
4) Проблема взаимоотношения с персоналом |
4) Финансово-экономические проблемы |
|
5) Неправильно выбранный стиль управления |
5) Непрофессионализм кадров |
К числу основных проблем профессионального управления относится трудность организации работы , которая может в себя включать:
- неконкретную постановку задач и длительное время их решения;
- недостаточный инструктаж и координацию;
- нечеткое распределение обязанностей;
- проблема исполнения документов;
- решение второстепенных вопросов;
- отсутствие стратегических целей и миссии организации;
- боязнь делегирования ответственности;
- склонность видеть причины трудностей не вовне, а не внутри организации;
- недооценивать степень серьезности препятствий;
- неумение менеджеров планировать многовариантно и обеспечивать фактическое выполнение решений;
- незнание методов анализа ситуаций, управленческих технологий и др.
Неправильное понимание сущности процесса управление приводит к снижению управляемости компанией. Генеральный директор так сильно загружен работой, что фактически исключен из системы управления. Он мало успевает как в оперативной работе, так и в стратегии предприятия. Заместители генерального директора в плане занятости более свободные люди, имеют время для решения проблем, но не имеют требуемых полномочий. Однако ответственность российских ведущих менеджеров четко не определена. Неясность в распределении и формулировках ответственности, полномочий и правил взаимодействия, приводит к неуправляемости процессов, конфликтности и рассогласованности процессов управления.
Еще одной проблемой является неполный анализ эффективности систем управления. Так как в соответствии с распространенным мнением 99% причин несоответствий на российских предприятиях располагается в пространстве между функциональными подразделениями, то проведение внутренних проверок внутри этих подразделений позволяет отыскать и ликвидировать максимум 1% проблем.
Попыток изменить принципы построения организационной структуры предприятий практически нет. Матрица ответственности, построенная на принципах функциональных отделов, не выполняет своей роли повышения управляемости предприятием как и внутренние аудиты систем качества. В такой матрице пропадают все нюансы взаимоотношений руководителей различных подразделений. Реальность российских систем управления такова, что у каждого руководителя есть свое мнение по поводу того, кто отвечает за достижение тех или иных результатов, кто именно и каким образом должен анализировать эффективность системы управления.
Следующей обобщенной проблемой является неправильная организация управления персоналом. Многие руководители не используют индивидуальные особенности работников , не учитывают мнения коллектива, не умеют управлять конфликтами в целях развития и роста. На многих предприятиях существуют такие проблемы как прогулы, опоздания. Одной из самых актуальных проблем в российских организациях является воровство, а также мошенничество с использованием служебного положения. Наиболее распространенными видами хищений могут быть:
- завышение цен для получения «откатов» с продавцов;
- манипулирование качеством и объемом закупок;
- использование ресурсов (транспортных, коммуникационных, канцелярских и пр.) в личных целях;
- вынос готовой продукции;
- «левые» поставки неучтенной продукции;
- хищение сырья, материалов, запчастей;
- махинации с пересортицей, объемами продаж;
- занижение цен для получения «откатов» с покупателей;
- манипулирование ценами и ставками на рекламу;
- вывод активов в «карманные» фирмы;
- продажа инсайдерской информации конкурентам;
- заключение необоснованных контрактов и увод наличных денег.
Воровство позволяет довести общий доход (легальный и нелегальный) до необходимого человеку уровня. А поскольку желания почти всегда превосходят возможности, к хищениям склонны как люди бедные, так и люди более высокого достатка. Очевидно, для преодоления данных негативных явлений следует стремиться сделать так, чтобы заработать честно можно было бы больше, нежели украсть, т.е. создать условия, чтобы воровать стало экономически невыгодно. Далеко не все руководители знают о важности мотивационных систем управления, предубеждения против качественных методов стимулирования работников нередко приводят к появлению проблем воровства, снижению дисциплины.
Как известно, правильно выбранный руководителем стиль управления стиль управления является одним из наиболее важных факторов успешной деятельности предприятия. Приведем пример работы организации, занимающейся дизайном одежды, в которой преобладал демократический стиль управления. Никаких проблем во взаимоотношениях руководства с персоналом не наблюдалось, пока руководство обратило внимание на то, что к ним поступает слишком много жалоб от клиентов. Приглашенным консультантам удалось выявить, что «демократия» понималась сотрудниками фирмы несколько неординарно. В присутствии руководителя персонал вежливо отвечал на телефонные звонки, старался как можно лучше обслужить клиентов, но стоило директору покинуть офис, работа с клиентами начинала вестись в совершенно ином направлении. Консультанты порекомендовали руководству скорректировать стиль управления в сторону повышения дисциплинарной ответственности персонала.
Для российских руководителей наиболее характерным является преобладание авторитарного стиля управления. Наиболее распространенными ошибками таких руководителей является:
- вера в непогрешимость своих решений, убежденность в том, что главные причины сбоя — низкая дисциплина, а не собственные просчеты;
- неприятие перехода от модели «приказ — исполнение» к модели «согласованности интересов»;
- без колебаний освобождаться от всех, кто не проявляет стопроцентного согласия с руководством ;
- уверенность в знании ответов на все вопросы;
- подавление командных методов работы;
- принуждение к качественному труду за счет страха;
- агрессивность руководителей к лидерам — талантливым энтузиастам, способным направлять и вести за собой людей («инициатива наказуема», «главное — не высовываться»);
- стремление знать и контролировать в организации все;
- отношение к работникам как к средству достижения цели без собственных амбициозных целей и стремления к развитию.
Стимулирование энергосбережения в цветной металлургии
Цветная металлургия – одна из ведущих отраслей тяжёлой промышленности, характеризующаяся значительными затратами энергетических ресурсов. В настоящее время цветная металлургия потребляет около 15% от всей электроэнергии, расходуемой в промышленности. Причём 93% электроэнергии поступает от энергетических систем , а 7% от собственных источников.
Особенно энергоёмкими является производство аммония, магния, меди, никеля и цинка. На получение этих металлов расходуется 85% всех энергоресурсов, потребляемых цветной металлургией. Постоянный рост электропотребления связан с заменой процессов, основанных на прямом использовании топлива, электротехнологическими, дальнейшей электрофикацией и автоматизацией производственных процессов. Возрастает одиночная мощность агрегатов питания электротехнологических установок. Создан опытно-промышленный полупроводниковый агрегат питания серий электролизеров для алюминия типа ДВ1 на выпрямленный ток 63 кассовый аппарат и напряжение 850 кВ, т.е. выходной мощностью 53000 кВт.
Для получения цветных металлов наиболее распространён электролизерный способ, который требует расхода большего количества электроэнергии на единицу продукции. Так при получении алюминия, удельный расход электроэнергии колеблется от 15000 до 20000 кВтч/т, в зависимости от прогрессивности принятой технологии.
Проведённая в 60-ых годах модернизация преобразовательных подстанций серий электролизеров, за счёт замены ртутных, электромеханических и электромагнитных преобразователей полупроводниковыми агрегатами питания позволила увеличить КПД, уменьшить значительно затраты на обслуживание и улучшить условия труда. Экономический эффект составил от 2 до 10 руб. на
1 КВт установленной мощности полупроводникового выпрямительного агрегата.
Создание в дальнейшем автоматизированных систем позволило применить не стационарные режимы работы серий электролизеров, а следовательно, оптимизировать режим технологии получения цветных металлов. Однако внедрение полупроводниковых агрегатов питания и автоматизированных иристорных систем требует нового подхода к проектированию и эксплуатации систем энергоснабжения. Без этого существенно снижаются показатели качества электроэнергии (наблюдаются отклонения, колебания, несимметрия и искажение формы напряжения в сетях 6-10 кВ).
Это ведёт к увеличению потерь электроэнергии в системах электроснабжения, уменьшению надёжности электрооборудования и кабельных линий в основном за счёт содержания недопустимого условия гармонических составляющих напряжения.
Несинусоидальность формы кривой напряжения 6-10 кВ имеются во всех системах электроснабжения предприятий цветной металлургии с электролизерным производством, экспериментальные исследования и теоретические расчёты показывают, что в существующих системах электроснабжения на шинах переменного тока преобразовательных подстанций значение коэффициента несинусоидальности напряжения превышает допустимое в 1,5-2 раза.
Полупроводниковые агрегаты питания мощных серий электролизеров алюминия влияют на форму в сетях напряжением 110-220 кВ внешних систем электроснабжения.
Следует также отметить, что кроме тех неприятных явлений, о которых говорилось ранее, несинусоидальность кривой напряжения вызывает увеличение в 2-3 раза тока кз в системах электроснабжения в изолированной нейтралью, по сравнению с расчётным током синусоидальном напряжении, что резко понижает надёжность работы кабельных линий 6-10 кВ.
Экономия энергии в цветных металлах путём электролиза можно достичь как за счёт повышение КПД технологического процесса, так и за счёт совершенствования систем электросбережения серий электролизеров. Это возможно за счёт применения следующих способов:
- Замены преобразовательных агрегатов на подстанциях на современные;
- Использование электрических схем преобразователей и систем электроснабжения, обеспечивающих минимальное искажение формы кривой напряжения.
Применение методов регулирования, обеспечивающих высокий коэффициент мощности.
Эти способы должны учитываться как при проектировании системы электроснабжения , так и в процессе их эксплуатации.
Ряд отечественных предприятий цветной металлургии подтвердил технико-экономическую целесообразность внедрения САЛАП для электролиза цветных металлов. При электролизе меди и цинка экономический эффект на один агрегат в год составляет 200-400 тыс. руб., а при электролизе кадмия – 200 тыс.руб.
Применение для электролиза постоянного тока требует использования средств выпрямления и регулирования. Современные выпрямители, особенно при условии регулирования выходного напряжения, обладает относительно низким коэффициентом мощности. Для его увеличение и следовательно уменьшения котлов ЭЭ применяют статические компенсирующие устройства и батареи конденсаторов. Последние весьма чувствительны к наличию и амплитуды высших гармонических в кривой напряжения. Могут возникать опасные резонансные явления на отдельных гармонических составляющих, которые приводят к выходу из строя конденсаторов, т.т. прекращается компенсация реактивной мощности.
Если принять, что на выходе выпрямителя имеется идеальный ток, т.е. в цепь постоянного тока включен реактор с бесконечно большой индуктивностью, то первичный ток выпрямителя будет предоставлен в виде кривой, имеющий ступенчатую прямоугольную форму. Это ток можно предоставить в виде в виде суммы гармонических, в которые входит первая основная гармоническая, имеющая ту же частоту, что и напряжение, и внешние гармонические имеющие частоты, кратные основной.
В действительности имеется процесс коммутации вентилей, фазное регулирование напряжения на входе выпрямителя, а симметрия питающего напряжения, а так же вся асимметрия питающих проводов, поэтому в кривой первичного тока могут иметь место и другие гармонические составляющие. Амплитуды гармонических составляющих в сети питания зависят как от амплитуды гармонических первичного тока, так и от схемы электроснабжения. Широко распространенный способ обеспечения 12-фазного режима выпрямления – соединения фазной вентильной обмотки, каждого преобразования трансформатора в звезду, а другие колбвины в треугольник. При таком исполнении трансформаторы преобразователи, установившийся на подстанциях, унифицированы. Для достижения числа фаз схемы выпрямления более 12, следует применять фазоповоротные трансформаторы и различные сочетания сетевых линий, вентильных обмоток преобразовательных трансформаторов. Однако все эти решения изменённой конструкции трансформаторного оборудования и влияет но его технико-экономические показатели, т.е. увеличивается стоимость трансформатора, а следовательно и потери энергии в нём. Поэтому, как показывают расчёты минимумы приведённых годовых затрат достигаются при 6-ти фазной схемы выпрямления. С учётом работы статических компенсаторов целесообразным является использование 12-ти и 24-ёх фазных схем выпрямления. Коэффициент мощности полупроводниковых преобразовательных агрегатов электролизеров уменьшается за счёт нарушения работы системы управления реакторами насыщения. В процессе работы происходит перераспределение нагрузки между выпрямительными мостами одного и того же агрегата, причём отдельные выпрямительные мосты перегружаются за 70% и более. Это резко увеличивает угол коммутации, в результате чего cos ( уменьшается на 0,65-0,80.
Уменьшение cos ( определяется случайными процессами происходящими в процессе работы агрегата. Проведённые исследования показывают , что в случае частичного регулирования агрегатов получаем следующую вероятность состояния работы агрегата с Км(0,09-13% времени, с 0,91 >Км>0,7-68% времени м. с Км <07-19% времени. Поэтому рекомендуется регулярно (не менее одного раза в три года) проводить полную проверку оборудования и систем автоматического регулирования. В этом случае получим следующую вероятность составления работы агрегатов с Км ( 91- 18% времени, с 0,91>Км>0,7-81% времени и с Км <0,7-1,0% времени. Проведение такой части проверок агрегатов нецелесообразно, так как они требуют остановки агрегата, что значительно снижает эффективность их использования. Внедрение полной принудительной проверки агрегатов, управляемых реакторами насыщения, повышает средневзвешенный Км на 0,14, а в расчёте обратного тока по 0,11. Наиболее совершенным является совмещения преобразователя и силового трансформатора. Такие агрегаты типа РЕК ТИФОМЕР всё шире применяется за рубежом при электролизе цветных металлов.
Потери энергии в системе питания электролизеров можно уменьшить, если питать их сглаженным выпрямленным током. Текстильная промышленность.
Характерными особенностями технологического процесса текстильного производства является: его многоступенчатость, различная энергоёмкость технологического оборудования, большое количество факторов, влияющих на него, широта ассортимента сырья, полуфабрикатов и 8готовой продукции. Поэтому удельное энергопотребление на каждом данном производстве, являясь сложной функцией многих переменных, может резко изменяться при одних и тех же значениях общего объёма выпускаемой продукции. Эти факторы усложняют нормирование и учёт расхода электроэнергии, что приводит к завышению норм расхода по сравнению с достигнутым уровнем, истинных затрат электроэнергии на 1 продукцию, бесконтрольного расходования электроэнергии. Следует иметь ввиду, что нормирование необходимо осуществлять в натуральном выражении. Анализ структуры электропотребления в текстильной промышленности показывает, что основная его доля приходится на производство хлопчатобумажных тканей. Прядильное и ткацкое производство используют в основном асинхронные двигатели. Правильно спроектированный и эксплуатируемый электропривод коренным образом изменяет условия работы повышая производительность труда, улучшая качество продукции и облегчая труд рабочего. Современно прядильное производство характеризуется переходом к автоматизации производства прядей. Техническое перевооружение текстильной промышленности осуществляется на базе широкого внедрения высокопроизводительных пневмомеханических машин (ППМ) и бесчелночных ткацких станков.
Заключение
Список использованной литературы
[Электронный ресурс]//URL: https://drprom.ru/domashnyaya/energosberejenie-v-tsvetnoy-metallurgii/
1. Афанасьева Е. И., Тульчин И. К. Снижение расхода электроэнергии в электроустановках зданий. — М.: Энергоатомиздат. 2010. — 224 с.
2. Воробьёв Л. А., Стриха И. И. Эффективное использование топливно- энергетических ресурсов в жилищно-коммунальном хозяйстве БССР. — Мн.: 2007. — 74 c.
3. Цигельман И. Е. Электроснабжение гражданских зданий и коммунальных предприятий. М.: Высш. шк. 2008. — 320 с.
4. Тарнижевский М. В., Афанасьева Е. И. Пути экономии электроэнергии в жилищно-коммунальном хозяйстве. Москва. Стройиздат. 2000. — 274 с.