В начале 19 века на основе достижений в области физики и электротехники в развитии сварки произошел качественный скачек, результатом которого было появление новых способов сварки, являющихся основой современной сварочной техники. Современный технический процесс в промышленности неразрывно связан с совершенствованием сварочного производства. Сварка как высокопроизводительный процесс изготовления неразъёмных соединений находит широкое применение при изготовлении металлургического, химического и энергического оборудования, различных трубопроводов, в машиностроении, в производстве строительных и других конструкций.
Сварка — процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, пластическом деформировании или совместном действии того и другого. В настоящее время различают более 150 видов и способов сварочных процессов. Основным физическим признаком сварки является вид энергии, используемой для получения сварного соединения. По физическим признакам все виды сварки делятся на три класса:
-
Термический класс: виды сварки, осуществляемые плавлением с использованием тепловой энергии — газовая, дуговая, электронно-лучевая, лазерная и др.
-
Термомеханический класс: виды сварки, осуществляемые с использованием тепловой энергии и давления — контактная, диффузионную, газо- и дугопрессовую, кузнечную и др.
-
Механический класс: виды сварки, осуществляемые с использованием механической энергии — холодная, трением, ультразвуковую, взрывом и др.
Глава 1. Электродуговая сварка.
1.1.Общие сведения о рабочем месте сварщика.
При выполнении производственных операции за рабочим или бригадой рабочих закрепляется рабочие место в виде определенного участка производственной площадки, оснащенной согласно требованием технологического процесса, соответствующим оборудованием и необходимыми принадлежностями. Рабочие место сварщика называют сварочным постом. 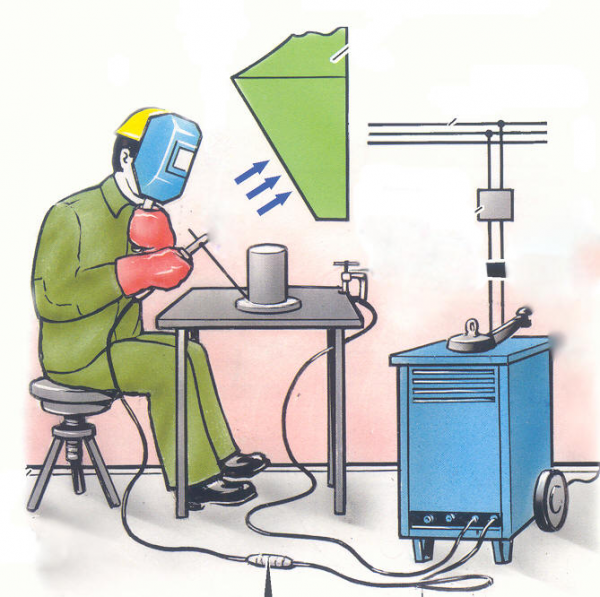
Сварка специальных сталей и сплавов
... металла на 3...10 %). 3. По системе легирования: * хромистые стали (X) - 20X13, 12X17 и др. * хромоникелевые ... особенностей сварки специальных сталей и сплавов. 1. Классификация сталей и сплавов Классификация сталей и ... фазы; графитизация (только в сталях перлитного класса, не содержащих хром); образование новых ... может привести к карбидному виду упрочнения. углерод сталь шеффлер Таблица 1 Структурные ...
Для защиты рабочих от излучения сварочной дуги в постоянных местах сварки устанавливают для каждого сварщика отдельную кабинку размером 2х2,5или2х2м. 
Стенки кабины могут быть сделаны из тонкого железа, или другого несгораемого материала высотой 1,8-2м, для лучшей вентиляции не доходящих до пола на 0,2-0,3м. Пол должен быть из огнеустойчивого материала: кирпич, бетон, цемент, кафельной плитки. Стены должны быть покрашены: порошковыми красками, огнестойкими, хорошо поглощающими ультрафиолетовые лучи. Кабина должна иметь вентиляцию.
Вентиляционный отсос располагают так, чтобы газы, выделяющиеся при сварке, проходили мимо сварщика.
Сварку выполняют на сварочном столе высотой 0,6-0,8м. Крышку стола изготовляют из высокоуглеродистой стали(чугуна)толщиной 10-25мм,в ряде случаев на стол прикрепляют заготовительные приспособления для сборки и сварки изделий.
К ножке приваривается стальной болт, для закрепления провода (кабеля) от источника сварочного токаи для заземления стола. С боку имеются гнезда для хранения сварочных электродов. В выдвижном ящике стола хранится инструмент и тех. Документация. Для удобства работы в кабинке устанавливают металлический стул с подъемным винтовым сидением, изготовленный из не электропроводящего материала. Под ногами у сварщика должен находится резиновый коврик . Сварочный пост оснащается генератором или сварочным трансформатором .
1.2.Оборудование.
В качестве объекта работы я выбрал сварку
Выделяющееся тепло (в том числе за счёт теплового излучения из плазмы) нагревает торец электрода и оплавляет свариваемые поверхности, что приводит к образованию сварочной ванны — объёма жидкого металла. В процессе остывания и кристаллизации сварочной ванны образуется сварное соединение.
1.3.Материалы и инструменты.
Для изготовления небольшой скамьи высотой 40 см и длиной 120 см я использовал:
-
доска (лучше из сосны) толщиной 20 мм и шириной 40 мм;
-
профильная труба 20 х 40.
Для сварки низкоуглеродистых сталей применяют сварочные электроды марок:ОЗС-3,ОЗС-4,УОНИ13-45,УОНИ13-55,МР-3(С).Стержень таких электродов изготавливают из проволоки СВ-08А.В состав покрытия входит:30-50%двуокиси титана, полевой шпат, ферромарганец ,молибден, жидкое стекло. Этот электрод даст наименьший процент разбрызгивания металла, пригодный для сварки постоянным или переменным током, он является не вреден для организма человека, поэтому широко используется в промышленности.
1.4.Режимы сварки и выполнения сварочных работ.
Среди большого количества видов изделия из металла и древесины я выбрал наиболее оптимальный образец комбинированной скамьи. Мой выбор был основан на высокой практичности использования данного изделия, в повседневной жизни и экономичности при изготовлении.
Подготовка металла под сварку
... деталей; герметичность сварочных соединений выше, чем клепаных и резьбовых; уменьшение производственного шума и улучшение условий труда рабочих. Подготовка металла под сварку. Если металл, идущий на ... заготовки детали, подвергаемой затем сварке. При серийном производстве однотипных изделий для разметки широко применяются шаблоны из картона, фанеры или тонколистового металла, соответствующие по своей ...

Диаметр электрода выбирают в зависимости от толщины металла, катета шва, положения шва в пространстве. Сила сварочного тока обычно устанавливается в зависимости от выбранного диаметра электрода.
Шаг первый.
Согласно эскизу нарежьте заготовки из металла и дерева.
Шаг второй.
Приступайте к сварке металлической части изделия. Предварительная подготовка металла к сварке заключается в зачистке кромок до свежего металла. Можно заправить фаски, но это необязательно.
Наиболее подходящий электрод для этой цели – тройка.
Сначала варится рамка – прямоугольник с поперечной связью. Затем к раме привариваются ножки. Эта часть работы самая сложная: чтобы не было перекоса, пользуйтесь уровнем и угольником. 
Для большей жесткости укрепите ножки небольшими откосами, вырезанными из листовой стали.
В результате у вас должен получиться прочный каркас.
Затем тщательно зачистите все наплывы и шероховатости на сварных швах. При этом не забывайте, что работа с болгаркой требует осторожности: не забывайте надевать защитные очки.
Шаг третий.
Нанесите на металл грунтовку, а затем покрасьте его краской, пригодной для наружных работ. Можно, конечно, использовать порошковую покраску. Но порошковая окраска металла выполненная своими руками – дело хлопотное, поскольку технология нанесения такого покрытия предполагает довольно сложную предварительную подготовку: обезжиривание, фосфатирование и пр.
Шаг четвертый.
Деревянные рейки покройте лаком в три слоя. При помощи саморезов прикрепите рейки к металлической раме.
После того, как вы набили руку на мелочах, можете рискнуть изготовить более солидное изделие.
Таблица 1Сварочный процесс
Описание изделия
Скамья
Материал
Сталь, древесина
Длинна изделия
120 см
Сварка цветных металлов и сплавов
... расхода электродного металла; 2. повышение качества сварного соединения; 3. снижение затрат на 1 погонный метр шва в 10 и более раз. Электрошлаковая сварка применяется в ... для сварки химически активных металлов (высоколегированные стали и цветные металлы). В среде защитных газов применяется ручная и механизированная сварка неплавящимся электродом, а также автоматическая и полуавтоматическая ...
Высота изделия
40 см
Ширина изделия
30 см
Толщина материала
1,5 — 2,0 мм
Деревянная доска
20 х 300 мм
Профильная труба
20 х 40 мм
(С) мин./макс. расст. горелки
380-2100 мм
1.5.Контроль качества.
Дефекты сварных соединений могут быть связаны плохим качеством сварных металлов, неточной сборкой и подготовкой стыков под сварку, нарушением технологии сварки, низкой квалификацией сварщика и другими причинами. Задача контроля качества соединений- заключается в выявлении возможных причин появления брака и его предупреждения.
Работы по контролю качества сварочных проводят в три этапа:
Предварительный контроль включает в себя проверку квалификации сварщиков, дефектоскопистов и ИТР, руководящих работами по сборке сварки и контролю; проверка качества основного металла, сварочных материалов (электродов, сварочной проволоки, флюса, газов и др.), заготовок, отступающих на сборку, состояние сварочной аппаратуры.
В процессе изготовления (пооперационный контроль) проверяют качество подготовки кромок и сборки, режимы сварки, порядок выполнения швов, температуру окружающей среды и свариваемого металла, внешний вид шва, его геометрические размеры, постоянно наблюдают за исправностью сварочной аппаратуры.
Последняя контрольная операция – проверка качества сварки в готовом изделии. Для этой цели существуют следующие виды контроля: внешний осмотр и измерение сварных соединений, испытание на плотность, просвечивание рентгеновскими и гамма-лучами, контроль ультразвуком, магнитные методы контроля, металлографические исследования, механические испытания.
Вид контроля сварке и контролю качества соединений арматуры и закладных изделий железобетонных конструкций (ртм 393-94)">качества сварных соединений выбирают в зависимости от назначения изделий и требований, которые предъявляются к этому изделию в соответствии с техническими условиями или ГОСТом.
-Контроль в процессе сборки и сварки (по операционный).
Последовательность операции следующая:
удалить прихватки на участках поясных швов;
сварить стык стенки с одной стороны;
сварить стыки стенок (одновременно или поочередно) с внутренней стороны скамейки (швы 2 и 3 );
Технологические основы процесса сварки металлов и сплавов (её ...
... и металлом для сварки. Он применил созданный им способ не только для сварки, но и для наплавки и резки металлов. Другой русский изобретатель Славянов, разработал способ дуговой сварки ... совокупностью свойств сварных соединений. 3. Методы определения и нормирование показателей качества. Показатели качества сварных соединений разделяют на количественные и качественные. При определении количественных ...
удалить корень шва в стыке стенки;
сварить стык стенки;
сварить стыки полок (одновременно или поочередно) с внутренней стороны колонны (швы 4 и 5);
удалить корень шва в стыках стенок;
заварить стыки стенок с наружной стороны ;
Сварка выполняется ручной дуговой сваркой
-Контроль качества готовых сварных соединений.
показатели качества
Применительно к сварным конструкциям (изделиям), в которых применяют неразъемные соединения, первостепенное значение имеют показатели назначения и надежности.
Показатели назначения, Показатели надёжности
1.6.Безопасные условия труда.
Безопасность труда — это такое состояние его условий, при котором исключено негативное воздействие на рабочих людей опасных и производственных факторов. В наш век, век научно-технического прогресса, когда особенностью производства является применение самых разнообразных технологических процессов, сложных по своей физико-химической основе, использование высокотоксичных, легковоспламеняющихся веществ, различного рода излучений, а также внедрение новых материалов, которые часто недостаточно изучены с точки зрения негативных последствий их применения, особенно остро стоит вопрос о безопасности. И несмотря на внедрение новых, более современных и безопасных для человека технологий, остается много отраслей, где травматизм является собой значительную проблему. Таким образом, можно сказать, что уровень производственного травматизма в России сегодня в первую очередь определяется технологическим уровнем производства.
Глава 2. Газовая сварка.
2.1.Материалы
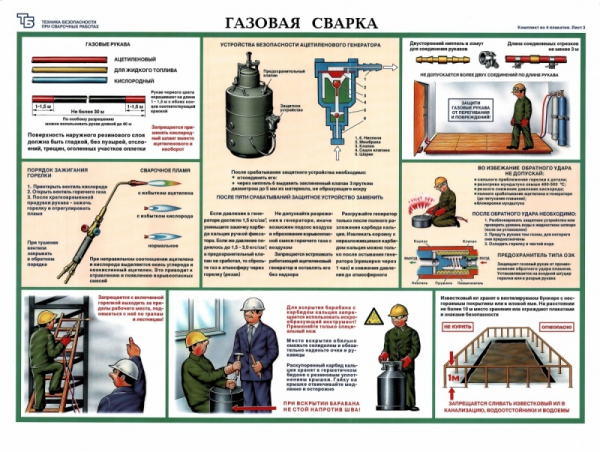
Газосварка представляет собой процесс, при котором кромки соединяемых элементов нагреваются сгоранием горючих газов в смеси с кислородом. Газовая сварка применяется для изготовления и ремонта изделий из листовой стали толщиной 1-5 мм, чугуна, латуни, меди, алюминия, исправления литьевых дефектов, наплавки твердых сплавов. Сварочные материалы для газовой сварки включают: горючий газ (ацетилен, пропан, водород), технически чистый кислород, присадочную проволоку, флюсы, в случае их потребности при работе с конкретным металлом или сплавом.
2.2.Оборудованиеи инструменты для газовой сварки.
Пост газовой резки, состоящий из ацетиленового генератора с предохранительным затвором или баллона с ацетиленом; редукторов для понижения давления газов, подаваемых из баллонов в резак; сварочных горелок и резаков; резиновых шлангов для подачи кислорода и ацетилена ( пропан-бутан) в горелку или резак; стол для сварки. 
Процессы сварки металлов плавлением
... все металлы, возможно соединение разнородных металлов. Характерный признак сварки плавлением; выполнение её за один этап-нагрев сварочным пламенем, в отличие от сварки давлением. Классификация электрической дуговой сварки. сварку плавлением электрической сварки Электрическую сварку плавлением в ...
Инструменты и материалы: уровень, напильник, ручная пила по дереву, болгарка (или пила по металлу), 2 ключа на 8, очки для защиты глаз сварщика, метра, карбид кальция и материалов, стальная проволока.
2.3.Технология газовой сварки.
Газовая сварка –
Материалы, применяемые при газовой сварке:
Кислород при атмосферном давлении и обычной температуре газ без цвета и запаха, несколько тяжелее воздуха. При атмосферном давлении и температуре 20 гр. Масса 1м 3 кислород равен 1.33 кг. Сгорание горючих газов и паров горючих жидкостей в чистом виде кислороде происходит очень энергично с большой скоростью, а возникновение в зоне горения возникает высокая температура.
Для получения сварочного пламени с высокой температурой, необходимо для быстрого расплавления металла в месте сварки, горючий газ или пары горючей жидкости сжигают в смеси с чистым кислородом.
При возникновении сжатого газообразного кислорода с маслом или жирами последние могут самовоспламеняться, что может быть причиной пожара. Поэтому при обращении с кислородными баллонами и аппаратурой необходима тщательно следить за тем, чтобы на них не падали даже незначительные следы масла и жиров. Смесь кислорода с горючих жидкостей при определенных соотношениях кислорода и горючего вещества взрывается.
Технический кислород добывают из атмосферного воздуха который подвергают обработке в воздухоразделительных установках, где он очищается от углекислоты и осушается от влаги.
Жидкий кислород хранят и перевозят в специальных сосудах с хорошей теплоизоляцией. Для сварки выпускают технический кислород трех сортов: высшего, чистотой не ниже 99.5%
1-ого сорта чистотой 99.2%
2-ого сорта чистотой 98.5% по объему.
Остаток 0.5-0.1% составляет азот и аргон
Ацетилен
В качестве горючего газа для газовой сварки получил распространение ацетилен соединение кислорода с водородом. При нормальной t o и давлением
ацетилен находится в газообразном состоянии.
Ацетилен бесцветный газ. В нем присутствуют примеси сероводорода и аммиак.
Ацетилен есть взрывоопасный газ. Чистый ацетилен способен взрываться при избыточном давлении свыше 1.5 кгс/см2, при быстром нагревании до 450-500С.
Смесь ацетилена с воздухом взрываться при атмосферном давлении, если в смеси содержится от 2.2 до 93% ацетилена по объему. Ацетилен для промышленных целей получают разложением жидких горючих действием электродугового разряда, а так же разложением карбида кальция водой.
Ручная резка. Ручную газовую резку применять для изготовления единичных деталей их листового и профильного проката, разделки кромок под сварку или без нее, обрезки отходов, перемычек и в случаях, когда не возможно применять машинную резку.
Уложить лист на место реза согласно карте эскизов, подобрать и установить на резаках мундштуки номеров, соответствующих толщине разрезаемого металла по таблице 3.
Реферат сварка металлов
... широко применяется при выполнении заготовительных операций при раскрое металла. Контактная сварка занимает ведущее место среди механизированных способов сварки. Особенность контактной сварки – высокая скорость нагрева и получение сварного шва, это ...
Выполнить рез по разметке согласно чертежу. При резке по разметке газорезчик обязан оставлять на детали половину керна.
При изготовлении пресс колец из сегментов передать их на правку на горизонтальном прессе.
Зачищал кромки реза от грата, окалины, шлака. Детали размером до 400х500 мм очищать от грата, окалины и шлака в галтовочном барабане, размером более 400х500 мм при помощи зубило- молотка, стальной щетки или с помощью машины ручной шлифовальной с кожухом, работающей в комплекте с установкой подготовки воздуха, при этом отслаивающуюся окалину на поверхности реза удалить на сборочном участке при подготовке кромок под сварку и окраску.
В практике применял два способа сварки правый и левый. При правом способе сварку вел слева на право, сварочное пламя направлял на свариваемый участок шва, а присадочную проволоку перемешивал вслед за горелкой. Так как при правом способе направлено на свариваемый шов, то обеспечивается лучшая защита сварочной ванны от кислорода и азота воздуха, большая глубина плавления, замедленное охлаждение металла шва в процессе кристаллизации. Теплота пламени рассеивается меньше, чем при левом способе, поэтому угол резки кромок делается не90 0 ,а не 60 0 -70 0 ,что уменьшает количество наплавленного металла и коробление. При правом способе производительность на 20-25% выше, а расход газов на 15-20%меньше, чем при левом. Правый способ целесообразно применять при сварке металла толщиной более 5мм и металлов с большой теплопроводностью. При левом способе сварку ведут справа налево, сварочное пламя направляют на еще не сваренные кромки металла, а присадочную проволоку перемещают впереди пламени. При левом способе сварщик хорошо видит свариваемый металл, поэтому внешний вид шва лучше, чем при правом способе; предварительный подогрев кромок свариваемого металла обеспечивает хорошее перемешивание сварочной ванны. Благодаря этим свойствам левый способ наиболее распространён и применяется для сварки тонколистовых материалов и легкоплавких металлов. Диаметр присадочной проволоки выбирают в зависимости от толщины свариваемого металла и способа сварки. При левом способе сварки диаметр присадочной проволоки d = s \2мм.,но не более 6мм, при левом d = s \2+1мм,где s -толщина свариваемого металла в мм. Газовой сваркой можно выполнять нижние, горизонтальные(на вертикальной плоскости),вертикальные и потолочные швы. Горизонтальные и потолочные швы обычно выполняют правым способом сварки, вертикальные снизу вверх- левым способом.
2.4.Техника безопасности.
К выполнению сварочных работ допускается только рабочие сдавшие техминимум по правилам Т.Б.
Запрещается сварочные работы в непосредственной близости от огнеопасных и легко воспламеняющихся материалов (бензина, керосина, пакли, стружки и т.д.).
Способы рафинирования металлов
... Примеси цветных металлов в некоторых случаях, особенно при производстве высокопрочных сплавов, заметно ухудшают свойства металла, и обработка вакуумом является по существу единственным способом уменьшить ... кислородсодержащие смеси при плазменной резке; восстановительную, например водородсодержащие смеси для рафинирования металлов. Используемые в технике чистые газы, как правило, имеют небольшие ...
Сварку внутри резервуаров, котлов и в тесных закрытых пространствах следует вести с систематическими перерывами и выходами рабочих на свежий воздух. Снаружи резервуара должен неотлучно находится второй человек- наблюдающий. Для искусственного освещения применяют лампы напряжением 12В.Сварочные работы, выполняемые систематически и не носящие временного характера, производят в отдельных, надлежащим образом вентилируемых помещениях, площадь которых должна быть определяться из расчета не менее 4м 2 на сварочный пост, с проходами между постами не менее 0,8м. При выполнении ручной и механизированной кислородной резки,сварки и других процессов газопламенной обработки газосварщики и газорезчики должны работать в защитных спец. одеждах.
При газовой сварке, резке и нагреве металла внутри закрытых и не полностью закрытых помещений (отсеков и секций судов, резервуаров, котлов, цистерн и т.п.), помимо обще обменной вентиляции цеха, должна осуществляться вентиляция с помощью местных отсосов от стационарных или передвижных установок.
Проведение работ по сварке и резке, а также применение открытого огня допускается на расстоянии 10м от перепускных и ацетиленовых генераторов, на расстоянии 5м от отдельных баллонов с кислородом и горючими газами, от трубопроводов горючих газов, а также газ разборных постов, размещенных в металлических шкафов: при ручных работах на расстоянии 3м, при механизированных раборах-1,5м (по горизонтали).
При сварке и резке можно применять только редукторы с исправными манометрами. Кислородные редукторы должны быть предохраняться от попадания на них масел. Кислород в редуктор следует впускать постепенно, медленно открывая вентиль баллона и полностью ослабляя регулирующий винт редуктора. При впуске газа запрещается становиться перед редуктором. Необходимо следить за герметичностью редуктора и его соединений с вентилем баллонов и шлангами. Во время работы газопроводящие рукава должны быть сбоку от рабочего. Запрещается держать рукава под мышкой, на плечах или зажимать их ногами. Не разрешается перемещение рабочего с зажжённой горелкой или резаком за пределами рабочего места, а также подъем по лестницам, лесам и т.п. При перерывах в работе пламя горелки(резака)должно гасится, а вентили плотно закрываться.
Заключение
Скамейки и лавочки в действительное время весьма востребованные изделия. Если, скамейки и лавочки: это окончательный и желательный этап при благоустройстве парка, или садового участка, дачного дома или городской улицы. Они дают возможность отдыха, либо и потому являются неотъемлемой частью парков, скверов, детских площадок, улиц.
Далее, уличные скамейки и лавочки обеспечивают престиж и доходность магазинов. Поставив лавочку возле своего магазина, проще говоря хозяин тем самым проявляет заботу о своих посетителях, в благодарность за которую увеличивается доходность его предприятия. Кроме того, присев на скамейку можно комфортно отдохнуть, между тем подождать запаздывающего человека, перекусить, это будет приятно не только постоянным клиентам, но и привлечет новых, которые присев отдохнуть, непременно заглянут в магазинчик.
Специальные способы резки
... большую экономию в народном хозяйстве. Ведутся работы по механизации и автоматизации газо-дуговой резки. Воздушно-дуговая резка Этот способ резки основан на расплавлении металла в месте реза скользящей электрической дугой, ...
Помимо практической функции скамейка имеет и эстетическое значение, тем не менее выгодно подчеркивая дизайн здания или легкую воздушность паркового пейзажа. Видимо, расположив скамейку у себя на дачном участке вы получаете возможность комфортно отдохнуть на свежем воздухе, к слову забыться от проблем читая интересную книжку. Так же скамейки желательный элемент любой отроческой площадки. Потому, пока дети весело проводят время на игровых площадках их родители могут с комфортом наблюдать за игрой своего чада. Металлические конструкции скамеек на сегодняшний день самый оптимальный выбор.
Выводы:
-
Скамейки являясь эффектными композиционными звеньями, они играют роль самостоятельных элементов декора в ландшафтном дизайне, украшают участки и привлекают внимание окружающих, способны придать любым участкам утонченность и законченный вид.
-
Уличные скамейки и лавочки обеспечивают престиж и доходность магазинов. •
-
Это предметы садовой мебели для расслабления и полноценного отдыха после работы. Особенно располагают к этому выполненные из природного естественного материала деревянные скамейки
-
Они дают возможность отдыха и потому являются неотъемлемой частью парков, скверов, детских площадок, улиц.
Список использованных источников
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/gazovaya-svarka/
-
, издательство : Высшая школа, год : 2002 ISBN: 5-06-003452-6
-
А.А. Николаев, А.И. Герасименко , издательство : Феникс, год : 2005, ISBN: 5-222-07031-X
-
:, год: 2010 ISBN: 978-966-8409-27-1
-
, издательство : Высшая школа ,, год : 2001 ISBN: 985-06-0654-1
-
Р.Г.; Под ред. В.В. Шапкина , издательство : Политехника, год : 2003 ISBN: 5-7325-0559-8
-
Издательство: Феникс , год : 2001 ISBN: 5-222-01773-7
-
, издательство : Академия, год : 2005 ISBN: 5-7695-1604-6
-
, издательство: СОЛОН-пресс , год: 2003 ISBN: 5-98003-043-3
-
, Издательство: СОУЭЛО год: 2007
-
В.С. Милютин, М.П. Шалимов, С.М. Шанчуров, Издательство: Высшая школа, год: 2007 ISBN: 978-5-8112-2741-9
Приложение, Технологическая карта изготовления скамейки
Основной материал: профильная труба 20х40
Поз.1. Ножки длинна 40 м, кол.-4шт.
Поз.2.Поперечины 26 см, кол.-2шт.
Поз.3.Перекладины 112, кол 2 шт.
Поз.4.Доска сосновая 120х40, кол 1 шт.
Поз 5 Болты на 8 металлически длинна 80 мм, 4 шт.
Поз 6 Гайки на 8, 4 шт.
Сварочные материалы: