
Если зачищенные поверхности двух соединяемых металлических деталей при сжатии под большим давлением сблизить так, чтобы могло возникнуть общее электронное облако, взаимодействующее с ионизированными атомами обоих металлических поверхностей, то получаем прочное сварное соединение. На этом принципе основана холодная сварка пластичных металлов.
При повышении температуры в месте соединения деталей амплитуды колебания атомов относительно постоянных точек их равновесного состояния увеличиваются, и тем самым создаются условия более легкого получения связи между соединяемыми деталями. Чем выше температура нагрева, тем меньшее давление требуется для осуществления сварки, а при нагреве до температур плавления необходимое давление становится равным нулю.
Кусок твёрдого металла можно рассматривать как гигантскую молекулу, состоящую из атомов, размещённых в строго определённом, зачастую очень сложном порядке и прочно связанных в одно целое силами межатомного взаимодействия.
Принципиальная сущность процесса сварки очень проста. Поверхностные атомы куска металла имеют свободные, ненасыщенные связи, которые захватывают всякий атом или молекулу, приблизившуюся на расстояние действия межатомных сил. Сблизив поверхности двух кусков металла на расстояние действия межатомных сил или, говоря проще, до соприкосновения поверхностных атомов, получим по поверхности соприкосновения сращивание обоих кусков в одно монолитное целое с прочностью соединения цельного металла, поскольку внутри металла и по поверхности соединения действуют те же межатомные силы. Процесс соединения после соприкосновения протекает самопроизвольно (спонтанно), без затрат энергии и весьма быстро, практически мгновенно.
Объединение отдельных объёмов конденсированной твёрдой или жидкой фазы в один общий объём сопровождается уменьшением свободной поверхности и запаса энергии в системе, а потому термодинамически процесс объединения должен идти самопроизвольно, без подведения энергии извне. Свободный атом имеет избыток энергии по сравнению с атомом конденсированной системы, и присоединение свободного атома сопровождается освобождением энергии. Такое самопроизвольное объединение наблюдается на объёмах однородной жидкости.
Гораздо труднее происходит объединение объёмов твёрдого вещества: приходится затрачиватьзначительные количества энергии и применять сложные технические приёмы для сближения соединяемых атомов. При комнатной температуре обычные металлы не соединяются не только при простом соприкосновении, но и при сжатии значительными усилиями. Две стальные пластинки, тщательно отшлифованные и пригнанные, подвергнутые длительному сдавливанию усилием в несколько тысяч килограммов, по снятии давления легко разъединяются, не обнаруживая никаких признаков соединения. Если соединения возникают в отдельных точках, они разрушаются действием упругих сил при снятии давления. Соединению твёрдых металлов мешает, прежде всего, их твёрдость, при их сближении действительное соприкосновение происходит лишь в немногих физических точках, и расширение площади действительного соприкосновения достаточно затруднительно.
Легирование поверхности металлов с использованием короткоимпульсного ...
... лазерных импульсов осуществляется путем увлечения межузельных атомов фронтом лазерно-индуцированной ударной волны. В настоящей работе обосновывается возможность практического использования этого вида легирования металлов для создания микроскопических областей на поверхности ...
Металлы с малой твёрдостью, например, свинец, достаточно прочно соединяются уже при незначительном сдавливании. У более важных для техники металлов твёрдость настолько велика, что поверхность действительного соприкосновения очень мала по сравнению с общей кажущейся поверхностью соприкосновения, даже на тщательно обработанных и пригнанных поверхностях.
На процесс соединения сильно влияют загрязнения поверхности металла — окислы, жировые плёнки и пр., а также слои адсорбированных молекул газов, образующиеся на свежезачищенной поверхности металла под действием атмосферы почти мгновенно. Поэтому чистую поверхность металла, лишенную слоя адсорбированных газов, можно сколько-нибудь длительно сохранитьлишь в высоком вакууме. Такие естественные условия имеются в космическом пространстве, где металлы получают способность довольно прочно свариваться или “схватываться” при случайных соприкосновениях. В обычных же, земных условиях приходится сталкиваться с отрицательным действием, как твёрдости металлов, так и слоя адсорбированных газов на поверхности. Для борьбы с этими затруднениями техника использует два основных средства: нагрев и давление . Поскольку данная работа посвящена сварке металлов посредством плавления, сварка давлением ниже подробно освещаться не будет.
Сварка плавлением.
Сварка плавлением осуществляется нагревом свариваемых кромок до температуры плавления без сдавливания свариваемых деталей.
При нагреве с повышением температуры снижается твёрдость металла и возрастает его пластичность. Металл, твёрдый и малопластичный при комнатной температуре, при достаточном нагреве может стать очень мягким и пластичным. Дальнейшим повышением температуры можно довести металл до расплавления; в этом случае отпадают все затруднения, связанные с твёрдостью металла; объёмы жидкого металла самопроизвольно сливаются в общую сварочную ванну.
Во многих случаях на процесс сварки существенно влияют загрязнения поверхности металла: преимущественно окислы и жировые плёнки. Эти загрязнения, попадая в сварное соединение, могут снижать качество сварки. Они, в отличие от адсорбированных газов, могут быть удалены с поверхности металла механически (щётками, абразивами и т.д.) или химически (растворителями, травителями, и флюсами).
Специфическим для сварки средством очистки служат флюсы, растворяющие окислы при повышенных температурах. Помимо устранения загрязнений с поверхности металла, принимаются меры к уменьшению загрязнения металла в процессе сварки, в первую очередь окислами. Для этой цели используются флюсы, шлаки, защитные газы, вдуваемые в зону сварки.
Противоречие между теоретической возможностью сварки металлов без затрат энергии и практической необходимостью затрат и довольно значительных может быть объяснено энергетической моделью процесса сварки, схематически изображённой на рис 1.
 2 H
2 H
1 h
3 h 0
Рис. 1. Энергетическая модель процесса сварки
Атом на свободной поверхности металла в положении 1 имеет энергиюh , атом в объёме металла в положении 3 — меньшую энергиюh ; соединение объёмов металла с уничтожением свободной поверхности сопровождается освобождением энергии на атом: Dh=h-h0 . Но для перемещения из положения 1 в положение 3 атом должен преодолеть энергетический порог и пройти положение 2 с энергией H . Для преодоления энергетического порога атому нужно подвести энергию DH =H-h, без чего невозможно преодоление порога и соединение объёмов металла. Энергия DH расходуется на упругую и пластическую деформации металла, необходимую для сближения поверхностей металла, на его нагрев разрушение плёнки адсорбированных газов и т.д. Нагрев снижает энергетический порог, препятствующий соединению твёрдых металлов; расплавление сводит высоту порога почти к нулю, делая возможным соединение без затрат энергии. Соединение атомов при сварке металлов происходит обычно в очень тонком слое, толщиной в несколько атомных диаметров, и зона сварки имеет плёночный характер. Увеличение ширины зоны сварки может быть произведено за счёт таких процессов, как диффузия, растворение, кристаллизация, протекающих более медленно во времени и постепенно распространяющихся по объёму металла.
Простейшие виды сварки плавлением известны с глубокой древности, например литейная сварка. Современная схема сварки плавлением показана на рис. 2
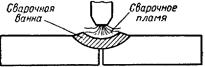 |
Рис. 2. Схема сварки плавлением.
К соединяемым деталям в месте сварки подводят сварочное пламя; производят местное расплавление деталей до образования общей сварочной ванны жидкого металла. После удаления сварочного пламени металл ванны быстро охлаждается и затвердевает, в результате детали оказываются соединёнными в одно целое. Перемещая пламя по линии сварки, можно получить сварной шов любой длины. Сварочное пламя должно иметь достаточную тепловую мощность и температуру; сварочную ванну нужно образовывать на сравнительно холодном металле: теплопроводность металлов высока и быстро образовать ванну может только очень горячее пламя. Опыт показывает, что для сварки стали толщиной несколько миллиметров температура сварочного пламени должна быть не ниже 2700-3000°C. Пламя с меньшей температурой или совсем не образует ванны или образует её слишком медленно, что даёт низкую производительность сварки и делает её экономически не выгодной. Источники тепла, развивающие столь высокие температуры, появились относительно недавно.
Сварочное пламя расплавляет как металл, так и загрязнения на его поверхности, образующиеся шлаки всплывают на поверхность ванны. Горячее пламя сильно нагревает металл на поверхности, значительно выше точки плавления; в результате меняется химический состав металла и его структура после затвердевания; изменяются и механические свойства. Затвердевший металл ванны, так называемый металл сварного шва обычно по своим свойствам отличается от основного металла, незатронутого сваркой. Сварка плавлением отличается значительной универсальностью; современными сварочными источниками легко могут быть расплавлены почти все металлы, возможно соединение разнородных металлов.
Характерный признак сварки плавлением; выполнение её за один этап-нагрев сварочным пламенем, в отличие от сварки давлением.
Классификация электрической дуговой сварки.
электрической сварки
Электрическую сварку плавлением в зависимости от характера источников нагрева и расплавления свариваемых кромок можно разделить на следующие основные виды сварки, схема 1 (см. приложение):
электрическая дуговая
электрошлаковая
электронно-лучевая
4. лазерная , при которой нагрев и расплавление кромок соединяемых деталей производят направленным сфокусированным мощным световым лучом микрочастиц-фотонов.
При электрической дуговой сварке основная часть теплоты, необходимая для нагрева и плавления металла, получается за счет дугового разряда, возникающего между свариваемым металлом и электродом. Под действием теплоты дуги кромки свариваемых деталей и торец плавящегося электрода расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания дугового разряда, получается от источников питания дуги постоянного или переменного тока. Классификация дуговой сварки производится в зависимости от степени механизации процесса сварки, рода тока и полярности, типа дуги, свойств электрода, вида защиты зоны сварки от атмосферного воздуха и др.
степени механизации
При ручной сварке указанные операции, необходимые для образования шва, выполняются рабочим-сварщиком вручную без применения механизмов.
полуавтоматической
автоматической
роду тока
типу дуги
свойствам электрода
условиям наблюдения за процессом горения дуги
роду защиты зоны сварки от окружающего воздуха
Наибольшее применение имеют средне — и толстопокрытые электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
Применяются также магнитные покрытия, которые наносятся на проволоку в процессе сварки за счёт электромагнитных сил, возникающих между находящейся под током электродной проволокой и ферромагнитным порошком, находящемся в бункере, через который проходит электродная проволока при полуавтоматической или автоматической сварке. Иногда это ещё сопровождается дополнительной подачей защитного газа.
Ручная дуговая сварка и оборудование для неё.
Наибольший объём среди других видов сварки занимает ручная дуговая сварка- сварка плавлением штучными электродами, при которой подача электрода и перемещение дуги вдоль свариваемых кромок производится вручную. Схема процесса показана на рис. 3
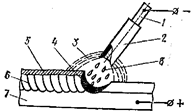 |
Рис. 3. Ручная дуговая сварка металлическим электродом с покрытием
Дуга горит между стержнем электрода 1 и основным металлом 7. Под действием теплоты дуги электрод и основной металл плавятся, образуя металлическую сварочную ванну 4. Капли жидкого металла 8 с расплавляемого электродного стержня переносятся в ванну через дуговой промежуток. Вместе со стержнем плавится покрытие электрода 2, образуя газовую защиту 3 вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла.
Металлическая и шлаковая ванны вместе образуют сварочную ванну. По мере движения дуги металл сварочной ванны затвердевает и образует сварной шов 6. Жидкий шлак по мере остывания образует на поверхности шва твёрдую шлаковую корку 5, которая удаляется после остывания шва. Для обеспечения заданного состава и свойств шва сварку выполняют покрытыми электродами, к которым предъявляют специальные требования (стальные покрытые электроды для ручной дуговой сварки и наплавки изготовляют в соответствии с ГОСТ 9467-75).
Сварочный пост для ручной дуговой сварки оснащается источником питания, токоподводом, необходимыми инструментами, принадлежностями и приспособлениями.
стационарным
Основным рабочим инструментом сварщика при ручной сварке служит электрододержатель, который предназначен для зажима электрода и провода сварочного тока. Применяют электрододержатели пружинного, пластинчатого и винтового типов (рис. 4)
 |
Согласно ГОСТ 14651-78 электрододержатели выпускаю трёх типов в зависимости от силы сварочного тока: 1 типа — для тока 125 А; 2- 125-315 А; 3-315-500 А.
Для подвода тока от источника питания к электрододержателю и изделию используют сварочные провода. Сечения проводов выбирают по установленным нормативам для электротехнических установок (5-7 А/мм^2).
К вспомогательным инструментам для ручной сварки относятся: стальные проволочные щётки для зачистки кромок перед сваркой и для удаления с поверхности швов остатков шлака, молоток-шлакоотделитель для удаления шлаковой корки, особенно с угловых и корневых швов в глубокой разделке, зубило, набор шаблонов для проверки размеров швов, стальное клеймо для клеймения швов, метр, стальная линейка, отвес, угольник, чертилка, мел, а также ящик для хранения и переноски инструмента.
Технология ручной дуговой сварки.
Выбор режима.
Под режимом сварки понимают совокупность контролируемых параметров, определяющих условия сварки. Параметры режима сварки подразделяют на основные и дополнительные. К основным параметрам режима ручной сварки относят диаметр электрода, величину, род и полярность тока, напряжение на дуге, скорость сварки. К дополнительным относят величину вылета электрода, состав и толщину покрытий электрода, положение электрода и положение изделия при сварке.
Диаметр электрода
Примерное соотношение между толщиной металла S и диаметром электрода d э при сварке в нижнем положении шва составляет:
S, мм……1-2 3-5 4-10 12-24 30-60
d э , мм….2-3 3-4 4-5 5-6 6-8
Сила тока в основном зависит от диаметра электрода, но также от длины его рабочей части, состава покрытия, положения сварки. Чем больше ток, тем больше производительность, т. е. большее количество наплавленного металла:G=a н I св t , где G- количество наплавленного металла, г; a н — коэффициент наплавки, г/(А•ч); I св — сварочный ток, А; t- время, ч.
Однако при чрезмерном токе для данного диаметра электрода электрод быстро перегревается выше допустимого предела. Что приводит к снижению качества шва и повышенному разбрызгиванию. При недостаточном токе дуга неустойчива, часто обрывается, в шве могут быть непровары. Величину тока можно определить по следующим формулам: при сварке конструкционных сталей для электродов диаметром 3-6 мм I д =(20+6d э )d э ; для электродов диаметром менее 3 мм I д = 30d э , где d э диаметр электрода, мм.Сварку швов в вертикальном и потолочном положениях выполняют, как правило, электродами диаметром не более 4 мм. При этом сила тока должна быть на 10- 20 % ниже, чем для сварки в нижнем положении. Напряжение дуги изменяется в сравнительно узких пределах-16-30 В.
Дуга может возбуждаться двумя приёмами: касанием впритык и отводом перпендикулярно вверх или “чирканьем” электродом как спичкой. Второй способ удобнее. Но неприемлем в узких и неудобных местах.
В процессе сварки необходимо поддерживать определённую длину дуги, которая зависит от марки и диаметра электрода. Ориентировочно нормальная длина дуги должна быть в пределах L д =( 0,5-1,1)d э , где L д — длина дуги, мм; d э — диаметр электрода, мм.
Длина дуги оказывает существенное влияние на качество сварного шва и его геометрическую форму. Длинная дуга способствует более интенсивному окислению и азотированию расплавляемого металла, увеличивает разбрызгивание, а при сварке электродами основного типа приводит к пористости металла.
Первое движение
Второе движение -перемещение электрода вдоль оси валика образования шва. Скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов. При отсутствии поперечных движений электрода получается так называемый ниточный валик, на 2-3 мм больший диаметра электрода, или узкий шов шириной е£1,5d э .
Третье движение
 |
Поперечные колебательные движения конца электрода (рис. 5)
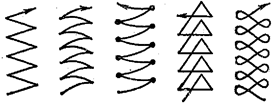
Рис. 5. Траектория движения конца электрода при ручной дуговой сварке.
определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика. Для широких швов, получаемых с поперечными колебаниями, e=(1,55) d э .
Для повышения работоспособности сварных конструкций, уменьшения внутренних напряжений и деформаций большое значение имеет порядок заполнения швов.
Под порядком заполнения швов понимается как порядок заполнения разделки шва по поперечному сечению, так и последовательность сварки по длине шва.
По протяжённости все швы условно можно разделить на три группы: короткие — до 300 мм, средние-300-1000, длинные — свыше 1000 мм.
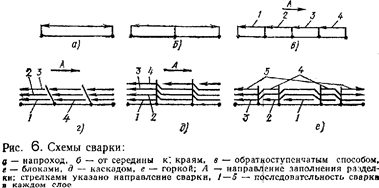 |
В зависимости от протяженности шва, материала, требований к точности и качеству сварных соединений сварка таких швов может выполняться различно рис 6:
Короткие швы выполняют на проход — от начала шва до его конца. Швы средней длины варят от середины к концам или обратно ступенчатым методом. Швы большой длины выполняют двумя способами: от середины к краям (обратноступенчатым способом) и вразброс.
При обратноступенчатом методе весь шов разбивается на небольшие участки длиной по150-200 мм, на каждом участке сварку ведут в направлении, обратном общему направлению сварки. Длина участков обычно равна от 100 до 350 мм. В зависимости от количества проходов (слоёв), необходимых для выполнения проектного сечения шва, различают однопроходный (однослойный) и многопроходный (многослойный) швы (рис.30).
С точки зрения производительности наиболее целесообразными являются однопроходные швы, которые обычно применяются при сварке металла небольших толщин (до 8-10 мм.) с предварительной разделкой кромок.
Сварку соединений ответственных конструкций большой толщины (свыше 20-25 мм.), когда появляются объёмные напряжения и возрастает опасность образования трещин, выполняют с применением специальных приёмов заполнения швов “горкой” или “каскадным” методом.
При сварке “горкой” сначала в разделку кромок наплавляют первый слой небольшой длины 200-300 мм, затем второй слой, перекрывающий первый и имеющий в 2 раза большую длину. Третий слой перекрывает второй и длиннее его на 200-300 мм. Так наплавляют слои до тех пор, пока на небольшом участке над первым слоем разделка не будет заполнена. Затем от этой “горки” сварку ведут в разные стороны короткими швами тем же способом. Таким образом, зона сварки всё время находится в горячем состоянии, что позволяет предупредить появление трещин. “Каскадный” метод является разновидностью горки.
Соединения под сварку собирают в приспособлениях, чаще всего с прихватками. Сечение прихваточного шва составляет примерно 1/3 от сечения основного шва, длина его 30-50 мм. Угловые швы сваривают “в угол” или “в лодочку”(рис.7).
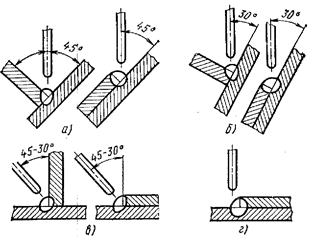 |
Рис. 7. Положение электрода и изделия при выполнении угловых швов:
а – сварка в симметричную “лодочку”, б – в несимметричную “лодочку”,
в – “в угол” наклонным электродом, г — с оплавлением кромок.
При сварке “в угол” проще сборка, допускается большой зазор между свариваемыми деталями (до 3 мм), но сложнее техника сварки, возможны дефекты типа подрезов и наплывов, меньше производительность, так как приходится за один проход сваривать швы небольшого сечения (катет <8 мм) и применять многослойную сварку. Сварка “в лодочку более производительна, допускает большие катеты шва за один проход, но требует более тщательной сборки.
Обеспечение нормативных требований по технологии и технике сварки — основное условие получения качественных сварных швов. Отклонения размеров и формы сварного шва от проектных чаще всего наблюдаются в угловых швах и связаны с нарушением режимов сварки, неправильной подготовкой кромок под сварку, неравномерной скоростью сварки, а также с несвоевременным контрольным обмером шва.
Непроваром
Непровар в корне шва в основном вызывается недостаточной силой тока или повышенной скоростью сварки, непровар кромки (несплавление кромки)- смещением электрода с оси стыка, а также блужданием дуги, непровар между слоями — плохой очисткой предыдущих слоёв, большим объёмом наплавляемого металла, натеканием расплавленного металла перед дугой.
Подрезом называют местное уменьшение толщины основного металла у границы шва. Подрез приводит к уменьшению сечения металла и резкой концентрации напряжений в тех случаях, когда он расположен перпендикулярно действующим рабочим напряжениям.
Наплывом называют натекание металла шва поверхность основного металла без сплавления с ним.
Прожогом называют полость в шве, образовавшуюся в результате вытекания сварочной ванны, является недопустимым дефектом сварного соединения.
Кратером называют незаваренное углубление, образующееся после обрыва дуги в конце шва. В кратере, как правило, образуются усадочные рыхлости, часто переходящие в трещины.
Ожогами называют небольшие участки подвергшегося расплавлению металла на основном металле вне сварного шва.
Подрезы, натёки, наплывы, прожоги, незаваренные кратеры, оставшиеся после сварки шлак и брызги, оплавление кромок (в угловых швах) вызываются преимущественно чрезмерной силой тока и напряжения на дуге, большим диаметром электродов, неправильными манипуляциями электродом, плохой сборкой под сварку низкой квалификацией или небрежностью сварщика.
Технология газовой сварки
Сущность газовой сварки
В качестве горючих газов используют ацетилен, водород, природные газы, нефтяной газ, пары бензина, керосина и др. Наиболее высокую температуру по сравнению с пламенем других газов имеет ацетиленокислородное пламя, поэтому оно нашло наибольшее применение.
Газовая сварка- это сварка плавлением, при которой метал в зоне соединения нагревается до расплавления газовым пламенем (рис.8).
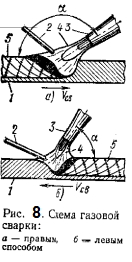 |
При нагреве газовым пламенем 4 кромки свариваемых заготовок 1 расплавляются вместе с присадочным металлом 2,который может дополнительно вводиться в пламя горелки 3. После затвердевания жидкого металла образуется сварной шов 5.
К преимуществам газовой сварки относятся: простота способа, несложность оборудования, отсутствие источника электрической энергии.
К недостаткам газовой сварки относятся: меньшая производительность, сложность механизации, большая зона нагрева и более низкие механические свойства сварных соединений, чем при дуговой сварке.
Газовую сварку используют при изготовлении и ремонте изделий из тонколистовой стали толщиной 1-3 мм, сварке чугуна, алюминия, меди, латуни, наплавке твёрдых сплавов, исправлении дефектов литья и др.
Техника сварки.
В практике применяют два способа сварки — правый и левый (см. рис.8) При правом способе сварку ведут слева на право, сварочное пламя направляют на сваренный участок шва, а присадочную проволоку перемещают вслед за горелкой. Так как при правом способе пламя направлено на сваренный шов, то обеспечивается лучшая защита сварочной ванны от кислорода и азота воздуха, большая глубина плавления, замедленное охлаждение металла шва в процессе кристаллизации. Теплота пламени рассеивается меньше, чем при левом способе, поэтому угол разделки кромок делается не 90 °, а 60-70°, что уменьшает количество наплавленного металла и коробление. При правом способе производительность на 20-25 %выше, а расход газов на 15-20 % меньше, чем при левом. Правый способ целесообразно применять при сварке металла толщиной боле 5 мм и металлов с большой теплопроводностью.
При левом способе сварку ведут справа налево, сварочное пламя направляют на ещё не сваренные кромки металла, а присадочную проволоку перемещают впереди пламени. При левом способе сварщик хорошо видит свариваемый металл, поэтому внешний вид шва лучше, чем при правом способе; предварительный подогрев кромок свариваемого металла обеспечивает хорошее перемешивание сварочной ванны. Благодаря этим свойствам левый способ наиболее распространён и применяется для сварки тонколистовых материалов и легкоплавких металлов.
Мощность сварочной горелки при правом способе выбирают из расчёта 120-150 дм^3/ч ацетилена, а при левом -100-130 дм^3/ч на 1 мм толщина свариваемого металла.
Диаметр присадочной проволоки выбирают в зависимости от толщины свариваемого металла и способа сварки. При правом способе сварки диаметр присадочной проволоки d=S2 мм., но не более 6 мм, при левом d=S2+1 мм, где S- толщина свариваемого металла, мм
Скорость нагрева регулируют изменением угла наклона aмундштука к поверхности свариваемого металла(рис. 9, а).
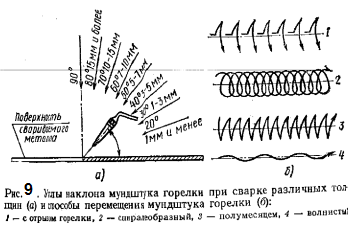 |
Чем толще металл и больше его теплопроводность, тем больше угол наклона мундштука к поверхности свариваемого металла.
В процессе сварки газосварщик концом мундштука горелки совершает одновременно два движения: поперечное (перпендикулярно оси шва) и продольное (вдоль оси шва) (рис. 9) Основным является продольное движение. Поперечное движение служит для равномерного прогрева кромок основного металла и получения шва необходимой ширины.
Газовой сваркой можно выполнять нижние, горизонтальные (на вертикальной плоскости), вертикальные и потолочные швы. Горизонтальные и потолочные швы обычно выполняют правым способом сварки, вертикальные снизу вверх — левым способом.
Основные виды электрической сварки плавлением
| |
Электрическая сварка плавлением
 |
|
| |
|
Электродуговая Электрошлаковая Электронно-лучевая Лазерная
 |
Плавящимся электродом Неплавящимся электродом Плавящимся электродом
| |
||||
| |
|
|||
Дугой прямого действия Дугой косвенного действия
 |
| |
Открытой дугой Под флюсом В среде защитного газа Дуговой плазмой Под флюсом

Ручная Полуавтоматическая Автоматическая
ЛИТЕРАТУРА:
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/svarka-plavleniem/
1. Хренов К.К. Сварка, резка и пайка металлов — М.: Машиностроение, 1973.-408 с.
2. Стеклов О. И. Основы сварочного производства — М.: Высш. школа, 1986.-224 с., ил.
3. Рыбаков В.М. Сварка и резка металлов-М.: Высш. школа, 1979.-214 с., ил.
4. Китаев А.М., Китаев Я.А. Дуговая сварка-М.: Машиностроение. 1983.-272 с. ил.
5. Шебеко Л.П. Производственное обучение электро-газосварщиков — М.: Высш. школа,1984.-167 с., ил.
6. Геворкян В.Г. Основы сварочного дела — М.: Высш. школа, 1985.-168 с., ил.
7. Думов С.И. Технология электрической сварки плавлением — Л.: Машиностроение.1987.-461с.,ил.