
Железобетонные безнапорные трубы – это универсальные конструкции, применяемые практически во всех видах строительства: промышленном, гражданском, сельском, гидротехническом, водохозяйственном, железнодорожном и автодорожном. Безнапорные раструбные железобетонные трубы предназначены для прокладки подземных безнапорных трубопроводов глубокого заложения, транспортирующих самотеком бытовые и производственные жидкости, а также атмосферные, сточные воды
В дорожном строительстве данный вид железобетонных труб применяется для организации ливневых канализаций, водостоков. Простота в монтаже и доступность сделали железобетонные трубы одним из основных материалов при решении гидромелиорационных задач.
Коммунальные службы также используют раструбные железобетонные трубы при строительстве и реконструкции канализационных и водосточных коллекторов. Благодаря высоким показателям прочности, долговечности, водонепроницаемости железобетона, применяемого при изготовлении железобетонных труб, достигается высокий ресурс работоспособности водопропускных коммуникаций. Учитывая различные условия применения, железобетонные раструбные трубы могут обладать различными характеристиками прочности.
Гарантийный срок службы труб железобетонных безнапорных и резиновых уплотнителей более 50 лет.
При всем многообразии способов производства безнапорных труб, большинство заводов нашей страны изготавливают трубы способом вибрирования и центрифугирования. В 70-х годах были разработаны высокопроизводительные способы производства безнапорных труб радиальным прессованием, которые стали внедряться повсеместно. Радиальный пресс — современное высокопроизводительное оборудование, предназначенное для производства бетонных труб с внутренним проходным отверстием от ø 300 мм до ø 1 200 мм, длиной 2,5 м.
Радиальное прессование (метод изготовления), позволяет производить большое количество высококачественной продукции в кратчайшие сроки. Используемое оборудование позволяет обеспечивать: высокое качество поверхностей, соблюдение геометрических размеров, высокие характеристики по прочности и долговечности.
1 Основные свойства готовой продукции, сырья и вспомогательных материалов
Трубы железобетонные безнапорные обладают высокой стойкостью при применении в большом диапазоне температур, в том числе повышенной морозоустойчивостью. Поэтому они применяются во всех областях строительства: водохозяйственной, автодорожной, гидротехнической, промышленной и сельскохозяйственной инфраструктурах. Основное направление применения — прокладка подземных трубопроводных коммуникаций, а также сооружение стоков производственного и бытового предназначения канализационных и атмосферных.
Железобетонные и бетонные конструкции, требования к их безопасности
... заполняется пустотелыми блоками, после чего вся конструкция заливается сверху слоем бетона. Вместе с пустотелыми блоками могут комбинироваться облегченные железобетонные балки, которые по своей сути ... из металла или винила. Диаметр этих каналов должен превышать диаметр устанавливаемых труб. Пространство внутри гильзы, не заполненное трубопроводом, должно быть заполнено специальным звуко- ...
Трубы безнапорные используют для строительных работ. Устойчивые к коррозии, прочные и долговечные – они незаменимы на стройке.
При прокладке подземных трубопроводов для бытовых и производственных сточных вод используют безнапорные трубы из железобетона.
Безнапорные трубы изготовляют из бетона высокой прочности и укрепляют сталью АI и АIII. Марка железобетона, используемого в производстве безнапорных труб, зависит от того, на сколько агрессивны транспортируемые жидкости. Соответственно, от труб безнапорных для транспортировки химических требуется большая устойчивость и прочность – поэтому в их изготовлении используется бетон высокого класса прочности.
Железобетонные трубы безнапорные предназначены для прокладки подземных трубопроводов, транспортирующих самотеком бытовые жидкости и атмосферные сточные воды, а также подземные воды и производственные жидкости, не агрессивные к железобетону.
Производство железобетонных труб осуществляют из тяжелого бетона. Их изготавливают по технологии виброгидропрессования. Такие железобетонные трубы имеют более высокие технические характеристики по сравнению с известными аналогами. Более высокие показатели по прочности и трещиностойкости, морозостойкости (не менее F200) и водонепроницаемости (не менее W6).
Качество поверхностей внутренней части раструба позволяет обеспечивать быстроту и технологичность монтажа, а также достигать практически абсолютной герметичности трубопровода, т. к. поверхность обработана методом шлифования.
По несущей способности железобетонные трубы безнапорные делят на три класса прочности, причём увеличение несущей способности осуществляется в основном за счет армирования при неизменной толщине стенки для одного диаметра:
1 группа — до 2 метров до верха трубы;
2 группа — до 4 метров до верха трубы;
3 группа — применяется при расчетной высоте засыпки грунтом до 6 метров до верха трубы.
Трубы предназначены для прокладки подземных трубопроводов, транспортирующих самотеком бытовые жидкости и атмосферные сточные воды, а также подземные воды и производственные жидкости, не агрессивные к железобетону и уплотняющим резиновым кольцам.
Трубы имеют диаметр условного прохода 400, 500, 800, 1000, 1200 и 1500 мм. и полезную длину — 2,5 м.
Трубы подразделяются на три группы несущей способности:
- первую — при расчетной высоте засыпки грунтом 2м;
- вторую — при расчетной высоте засыпки грунтом 4м;
- третью — при расчетной высоте засыпки грунтом 6м;

Рис. 1 Объемный эскиз трубы
Прочностные характеристики труб должны обеспечивать их эксплуатацию при расчетной высоте засыпки грунтом в следующих усредненных условиях укладки:
- основание под трубой — грунтовое плоское для труб диаметром условного прохода 400-500 мм. или грунтовое профилированное с углом охвата 90 градусов для труб, диаметром условного прохода 800-1500 мм;
- засыпка грунтом, плотностью 16,7 кН/куб.м.
(1,7 тс/куб.м.) с углом внутреннего трения — 30 градусов и нормальной (неконтролируемой) степенью уплотнения для труб диаметром условного прохода 400-800 мм. и повышенным уплотнением для труб, диаметром условного прохода 1000-1500 мм.;
Строительство водопропускных железобетонных труб
... трубы, вторая – диаметр условного прохода в см и полезную длину в дм, номер группы по несущей способности. 3. Трубы следует изготавливать по ГОСТ 26633 из тяжёлого бетона ... время из многообразной землеройной техники при строительстве водопропускных труб на железных и автомобильных дорогах наибольшее распространение получили бульдозеры и экскаваторы. Разработка котлованов бульдозером наиболее ...
- временная нагрузка на поверхности земли класса НК-80 по СНи12.05.03-84.
Трубы обозначаются марками в соответствии с ГОСТ 23009 и ГОСТ 6482-88. Марка труб состоит из буквенно-цифровых групп, разделенных дефисом.
Первая группа содержит обозначение трубы, ее диаметр условного прохода в сантиметрах и полезную длину в дециметрах. Во второй группе указывается несущая способность, обозначаемую арабской цифрой.
Пример:
- диаметр условного прохода 800 мм., полезной длиной 2,5 м. 2-й группы по несущей способности: ТС-80.25-2;
- диаметр условного прохода 1500 мм., полезной длиной 2,5 м.
с подошвой 3-й группы по несущей способности: ТСП-150.25-3.
Трубы — водонепроницаемые и выдерживают испытательное гидравлическое давление, равное 0,05 МПа (0,5 кгс/кв. см.).
Трубы удовлетворяют ГОСТ 13015-200:
- по показателям фактической прочности бетона;
- по морозостойкости бетона;
- по отклонению защитного слоя бетона до арматуры;
- по маркам стали для арматурных изделий.
Трубы изготовлены из тяжелого бетона по ГОСТ 26633-91* класса по прочности при сжатии не ниже В30.
Качество материалов, применяемых при изготовлении бетона, обеспечивает выполнение технических требований, установленных ТУ, и удовлетворяют требованиям следующих стандартов:
- цемент — ГОСТ 10178-85*;
- заполнители — ГОСТ 8267-93 и ГОСТ 8736-93* (наибольшая крупность зерен крупного заполнителя — 10 мм.);
- вода — ГОСТ 23732-79.
Качество применяемых при изготовлении бетона добавок соответствует требованиям ГОСТ и ТУ на эти добавки.
2 Технологическая схема процесса
2.1 Производство безнапорных труб методом центрифугирования
Безнапорные трубы можно изготовлять на центрифугах, используя при этом ненапрягаемую арматуру. Для производства этих труб не требуется навиваемой арматуры и укладки защитного слоя. Стальные формы для 6езнапорных труб применяют двух типов: для труб диаметром
500… 1000 мм – длиной 4200 мм, а для труб диаметром
300… 400 мм — длиной 3200 мм
Изготовление безнапорных труб, так же как и напорных, начинают с подготовки форм: очистки, смазки и сборки. Внутрь форм вставляют арматурные каркасы, а затем надевают днища форм. После этого форму с каркасом устанавливают на центрифугу. При вращении центрифуги внутрь формы с помощью ленточного питателя или ложечного бетоноукладчика подают бетонную смесь, которая ложится ровным слоем по всей поверхности формы. После укладки бетона формы с изделием с помощью крана или кантователя устанавливают раструбом вниз в вертикальном положении на пост пропаривания. Пропаривание ведут по такому же режиму, как и для напорных труб. После приобретения бетоном 70% проектной прочности форму приводят в горизонтальное положение, разбирают, извлекают из нее изделие и направляют на склад готовой продукции.
Технология сварки кольцевого стыка трубопровода из труб диаметром 219х8 мм
... кольцевого стыка Общие требования Характеристика труб и соединительных деталей для строительства и ремонта трубопроводов Трубы, детали трубопроводов, запорная арматура и сварочные материалы, применяемые при выполнении сварочных работ ... наибольшего и наименьшего диаметров) не должен превышать предельных отклонений по таблице 2. Форма и размеры разделки кромок торцев труб под сварку в зависимости от ...
Производство железобетонных безнапорных труб можно вести и в вертикальных установках. Установка для изготовления труб диаметром 400 и 500 мм состоит из формовочной рамы с полуформой, находящейся в вертикальном положении, и горизонтальной рамы с поддоном. Пустотообразователи с виброголовкой заглублены в колодце. На очищенный и смазанный поддон укладывают два арматурных каркаса. Затем формовочную раму переводят в горизонтальное положение и соединяют с поддоном замковым механизмом. Далее формовочную и горизонтальную рамы возвращают в первоначальное положение; После подачи пустотообразователя в формы через направляющие и раструбообразователи начинают укладывать бетон. Процесс формования длится 15 мин, затем извлекают пустотообразователи и формовочную раму устанавливают в горизонтальное положение: Верхнюю полуформу возвращают в вертикальное положение, а поддон с отформованным изделием перемещают в камеру пропаривания. На одной установке одновременно формуют две раструбные трубы.
Безнапорные трубы диаметром 700 мм и длиной 5000 мм можно изготовлять на поточно-конвейерной линии с помощью центрифугирования. Изготовление труб начинают с процесса навивки на сердечники напряжения продольной арматуры. Затем на специальном стенде собирают спиральную напряженную арматуру и скрепляют ее с продольной. После этого сердечник с арматурным каркасом укладывают в полуформу, установленную на тележке формовочного конвейера. Бетонную смесь укладывают бетоноукладчиком, затем устанавливают верхнюю полуформу, и собранная форма поступает на центрифугу. При скорости центрифугирования 60 об/мин бетон распределяется по внутренней поверхности формы. При повышении скорости до 380 об/мин бетон уплотняется и химически связанная вода удаляется через фильтрующее полотно, которым выкладывается форма изнутри. Далее форму устанавливают на конвейер, а затем на кантователь и распалубливают. Тележка и подвешенный к ней сердечник с трубкой перемещаются к тоннельной пропарочной камере непрерывного действия, состоящей из двух параллельно расположенных секций.
Рис. 2 Схема производства труб по поточно-агрегатной технологии
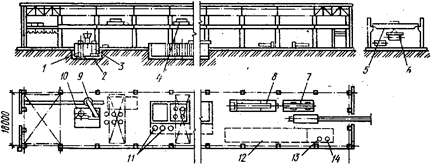
1 — форма для труб диаметром 1000 мм; 2 — рама: 3 — форма для труб диаметром 1200 мм; 4, 5 — мостовые краиы; 6 — автоматический «ах ват грузоподъемиостью 8 т для труб длииой 4120 мм: 7 — стенд для гидроиспыtаииЯ железобетонных труб диаметром 1000 мм: 8 — с,еид для гидроиспытаиий железобетоииых труб диаметром 1200 и 1~00 мм: 9 — бетоиораздатчик: 10 — стеид для бетонирования; 11 — поддон; 12 — промежуточный склад. труб; 13 — участок хранения форм; 14 — формы для труб диаметром 1500 мм
Каждая секция камеры по длине разбита на три зоны: 1 — разогрев изделия до 700С, 2 — выдержка при температуре 70 0 С и 3 – остывание изделия до 200 С. У выходного конца камеры передаточная тележка передает трубу на кантователь, который поднимает трубу для расцепки с транспортной тележкой и поворачивает ее в горизонтальное положение. Трубу укладывают на катки самоходной тележки и перемещают к съемнику стержня, где стержни арматурного каркаса обрезают и тем самым передают напряжение на бетон. Продолжительность технологического процесса 22 ч.
При поточно-агрегатной схеме производства каждая труба и форма последовательно проходят соответствующие посты технологической линии (рис. 2).
Такая схема наиболее приемлема при центробежном способе производства труб.
Загрузку центрифуг бетонной смесью осуществляют ложковыми питателями, бетононасосами или бетонораздатчиками, а пропаривание труб производят в горизонтальном или вертикальном положении. С технико-экономической стороны. себя оправдывает двухступенчатое пропаривание труб с предварительным пропариванием труб в течение 2…3 ч. Последнее обеспечивает получение бетона с прочностью 6…8МПа и позволяет производить распалубку форм.
2.2 Производство труб методом радиального прессования
Безнапорные железобетонные трубы и кольца широко применяют для трубопроводов ливневой, хозяйственно-бытовой и промышленной канализации, дренажных, ирригационных и дргуих сетей водопровода; изготавливают их по способу радиального прессования. Этот метод по сравнению с центрифугированием и виброформованием более производителен, экономичен, его легче механизировать и автоматизировать, а это приводит к улучшению качества выпускаемой продукции.Технологический процесс показан на схеме 1.
Сборка форм с поддоном
↓
Формование трубы
↓
Немедленная распалубка
↓
Тепловая обработка
↓
Дозревание
↓
Складирование
Схема 1 – Технологический процесс производства безнапорных железобетонных труб способом радиального прессования
Способ радиального прессования заключается в безвибрационном уплотнении бетонной смеси роликовой головкой. Роликовая головка состоит из основания, на котором свободно закреплены ролики, распределительного диска с разбрасывающими лопатками. На роликах также имеются разбрасывающие лопатки. Для заглаживания внутренней поверхности стенки трубы служит цилиндрическая часть основания головки. Уплотнение бетонной смеси происходит следующим образом. С помощью центробежных сил вращающихся лопаток набрызгивается бетонная смесь, образующая слабоуплотненную стенку трубы. Далее роликами производится укатка бетона предварительно отформованной стенки трубы. Цилиндрической частью основания головки заглаживается внутренняя поверхность трубы.
Раструбная часть трубы уплотняется вибрированием.
Трубы по конструкции стыкового соединения бывают: а) раструбные со стыковым соединением, уплотняемым герметиками; б) раструбные со стыковым соединением, уплотняемым резиновым кольцом; в) фальцевые со стыковым соединением, уплотняемым герметиками.
К трубам предъявляются требования по коррозионной стойкости, морозостойкости, водонепроницаемости, бетон должен иметь отпускную прочность, равную 70…90% марочной.
Испытания на водопоглащение и водонепроницаемость проводят один раз в три месяца, на морозостойкость — один раз в шесть месяцев. Морозостойкость бетона определяется по ГОСТ 10060-76.
Арматурные каркасы раструбных труб диаметром 500…1500 мм при формовании способом радиального прессования изготовляют на станке СМЖ -117 А. Станок имеет планшайбу с приводом вращения, сменные цилиндрические и конусные оправки, тележку, на которой размещается конусная оправка; механизм перемещения, используемый для протягивания продольных стержней; сварочный агрегат, установленный на тележке; механизм подачи спиральной арматуры; диск для укладки продольных стержней.
Для изготовления арматурных каркасов труб с диаметром свыше 1400 мм применяют станок СМЖ-420. Для радиального прессования труб – станки СМЖ-194, СМЖ-329 и СМЖ-419 и для производства колец — станок СМЖ-542.
В состав станка СМЖ-194, используемого для формования труб диаметром 300…600 мм, входят: механизм вращения и подъем роликовой головки, воронка, раструбообразователь, питатель, поворотный стол, насосная станция, электрооборудование, станина, бункер; комплект оснастки для формования труб различных диаметров (формы, роликовые головки, поддоны, переходные и сменные кольца для воронки, поворотного стола и раструбообразовaoтеля).
В посадочное гнездо поворотного стола устанавливают форму с поддоном и перемещают на ось формования. Роликовая головка и воронка находятся в верхнем положении, а платформа фиксируется фиксаторами и приподнимает вибростол с поддоном. Подающаяся на роликовую головку бетонная смесь отбрасывается на поддон, которому передается вибрация от вибростола.
По окончании формования раструбной части трубы вибраторы отключают, роликовая головка поднимается, вибростол опускается. Затем формуют цилиндрическую часть трубы.
Для обеспечения качественной поверхности втулочной части трубы используют возвратно-поступательное перемещение затирочного кольца воронки. Во время формования следующей трубы происходит сброс излишков бетонной смеси с роликовой головки.
Отформованная готовая трубка в форме после подъема воронки и поворота стола переводится в зону съема, а на ее место устанавливают новую форму.
Формование на станке СМЖ-194 осуществляют как в ручном, так и в автоматическом режиме.
Для формования труб диаметром 80…1200 мм применяют станок СМЖ-329. Конструкция станка принципиально не отличается от станка СМЖ-194. Особенность состоит лишь в том, что поворотный стол за счет выноса оси формования расположен перед станком.
Для формования труб диаметром 1400…2400 мм предназначен станок СМЖ -419. Станок имеет небольшую высоту за счет использования катков, служащих направляющими для перемещения механизма вращения, расположенных в два яруса в поперечной раме. Такое конструктивное решение облегчает обслуживание станка, уменьшает его металлоемкость.
Для формования колец колодцев диаметром 700…1500 мм с высотой 890 мм используют станок СМЖ-512. .
Использование станков радиального прессования значительно расширило номенклатуру выпускаемых изделий. На станке СМЖ-329 выпускают раструбные и фальцевые трубы диаметром 500…1200 мм, кольца — 700… 1000 мм.
Особенности технологии изготовления радиально-прессованных труб определяют режимы тепловлажностной обработки. В тоннельных камерах непрерывного действия трубы на тележках перемещаются по рельсовым путям.
Рис. 3. Технологическая линия по производству труб методом радиального прессования
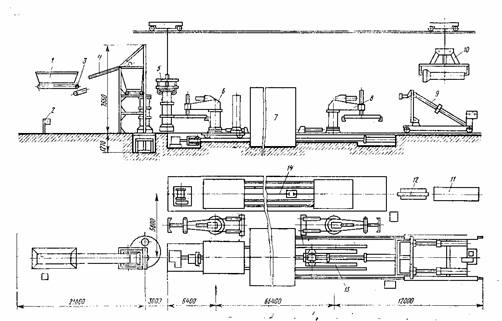
1 — приемный бункер для бетона; 2 — пульт управления; З, 4 — горизонтальные и наклонные ленточные конвейеры; 5 — автоматический захват для транспортирования форм и распалубки; 6 — поддон-тележка для накопления труб; 7 — камера тепловой обработки; 8 — манипулятор для транспортирования поддонов-тележек в камеру тепловой обработки; 9 — кантователь для перевода труб в горизонтальное положение; 10 — автоматический захват для переноса труб с кантователя на пост выдержки и готовой продукции; 11, 12 — стенды для испытания труб; 13 — устройство для перемещения поддонов-тележек; 14 — привод возврата поддонов-тележек из зоны кантования в зону распалубки.
Для обеспечения необходимого режима тепловой обработки камера разделена на 4 зоны: предварительной выдержки, подъема температуры, изотермической выдержки, охлаждения.
Изготовление труб диаметром 300…600 мм может производиться на опытно-промышленной линии, на которой организовано их производство способом радиального прессования (рис. 3).
В качестве оборудования используют механизмы для подачи бетонной смеси, транспортеры поддонов-тележек и форм труб, стенды для испытания труб и пр.
Толщина защитного слоя труб из бетона не менее 200 может быть уменьшена на 5 мм, но должна быть не менее 20 мм.
В элементах, имеющих подрезку у опор, толщина защитного слоя нижней продольной арматуры на длине подрезки должна быть не больше толщины защитного слоя этой арматуры в пролете элемента.
3 Режим работы завода и основных цехов
Отправным для расчета технологического оборудования, потоков сырья, состава рабочих и т.д. является режим работы завода, основных цехов.
Режим работы завода, цехов, определяет количество рабочих дней в году, количество смен работы в сутки и рабочих часов в смене.
Режим работы устанавливают в соответствии с трудовым законодательством по нормам технологического проектирования предприятий.
При 8 –часовой работе в смену режим работы предприятий строительных материалов рекомендуется следующий:
- для цехов с обжигом или другим непрерывно действующим оборудованием принимается режим с непрерывной работой цеха в сутки с учетом коэффициента использования оборудования для ежегодного капитального ремонта : Д=365к.
- для цехов с периодической работой оборудования по заготовке транспортировании сырья и полуфабрикатов, подготовка сырьевой смеси принята работа по непрерывной рабочей неделе с 260 рабочими днями в год.
При оттеке готовой продукции при любых видах транспорта, кроме железнодорожного применяется 2-сменная работа с 260 рабочими днями.
При оттеке готовой продукции потребителю на железнодорожный транспорт применяется трехсменная работа по непрерывной рабочей неделе с 365 рабочими днями.
Для того чтобы назначить режим работы предприятия, необходимо знать из каких технологических операций состоит процесс производства железобетонных безнапорных труб. Данные режима работы предприятия показаны в таблице 2.
Таблица 2 – Режим работы предприятия
|
Наименование операций |
Сменность |
Количество рабочих дней в году (Д) |
|
1 Заготовка сырья в карьере |
2 |
260 |
|
2 Транспортировка сырья |
2 |
260 |
|
3 Подготовка сырьевых материалов |
2 |
260 |
|
4 Тепловая обработка |
3 |
365 |
|
5 Формование |
2 |
260 |
|
6 Транспортирование и складирование готовой продукции |
2 |
260 |
|
7 Отпуск продукции потребителю |
2 |
260 |
4 Материальные расчеты процесса
Материальный расчет производства заключается в определении количества загружаемых и получаемых продуктов на каждой стадии технологического процесса с обоснованием расходных коэффициентов по сырью и составам и количеством отходов.
Материальный расчет каждой стадии технологического процесса производят на основании закона сохранения масс.
∑G исх = ∑G получ + ∑G отх
где ∑G исх и ∑G отх — сумма масс исходных и полученных материалов;
∑G отх — потери (отходы)
Расчет ведется в порядке обратном технологическому потоку, начиная с отпуска готовой продукции.
Таблица 3 – Потребность в сырье и полуфабрикатах
|
Наименование технологической операции |
Потери, % |
Производительность, м 3 |
|||
|
в год |
в сутки |
в смену |
в час |
||
|
Склад готовой продукции |
0 |
105000 |
403,8 |
201,9 |
25,24 |
|
Транспортировка и складирование готовой продукции |
0,5 |
105525 |
405,8 |
202,9 |
25,36 |
|
Формование |
2 |
107636 |
414 |
207 |
25,9 |
|
Тепловая обработка |
6 |
114094 |
312,6 |
104,2 |
13,025 |
|
Подготовка сырьевых материалов |
1 |
115235 |
443,2 |
221,6 |
27,7 |
|
Транспортировка сырья |
0,5 |
115811 |
445,4 |
222,7 |
27,84 |
|
Заготовка сырья в карьере |
1 |
116969 |
449,88 |
224,94 |
28,12 |
5 Расчет основного аппарата
Центрифугирование. Под центрифугированием труб в промышленности строительных материалов понимают процесс уплотнения неоднородных смесей в поле центробежных сил.
Центробежная сила инерции, действующая на частицу смеси:
где т – ее масса; ω – угловая скорость вращения; r – радиус вращения центра тяжести частицы; G – вес частицы; g – ускорение силы тяжести; n – число оборотов.
Существует понятие о критической окружной скорости, начиная с которой частицы под действием силы тяжести не будут отрываться от внутренней поверхности формы в верхнем положении, представленной на рисунке 5.2, I. Для этого должно быть соблюдено условие ![]() , тогда
, тогда
Уплотнение смеси следует проводить при такой скорости вращения, которая обеспечивает необходимую начальную прочность изделия, достаточную для распалубки его и дальнейшей транспортировки.
Обычно начальная прочность свежеотформованной трубы характеризуется величиной уплотняющей силы на наружной поверхности
где ![]() – центробежная сила; – наружная поверхность трубы; – плотность смеси (усредненная); ω – угловая скорость; r – внутренний радиус изделия; – наружный радиус изделия; g – ускорение свободного падения.
– центробежная сила; – наружная поверхность трубы; – плотность смеси (усредненная); ω – угловая скорость; r – внутренний радиус изделия; – наружный радиус изделия; g – ускорение свободного падения.
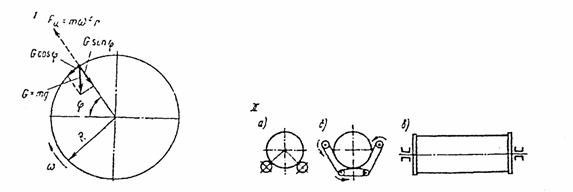
Рисунок 5.2 – Расчетная I и принципиальные II схемы центрифуг
Зная необходимую прочность наружной поверхности трубы , можно рассчитать требуемое число оборотов центрифуги
Внутреннее давление, развивающееся в формуемой массе в результате действия центробежных сил, непосредственно воспринимается жидкой фазой. В результате этого возникает избыточное гидростатическое давление, под влиянием которого жидкость фильтруется. Фильтрация будет проходить до тех пор, пока сопротивление движению жидкости в поровых каналах формуемой смеси за счет ее уплотнения не сравняется с избыточным гидростатическим давлением. Гидростатическое давление изменяется по толщине изделия неравномерно. Оно минимально на внутренней поверхности и максимально на внешней. Поэтому вначале жидкость наиболее полно отжимается из наружных слоев массы и все в меньших количествах по мере приближения к внутренней поверхности. Отсюда и водосодержание массы неравномерно – оно больше во внутренних слоях и меньше во внешних. Так, для бетонных изделий из-за неравнопрочности внутренних и внешних слоев (в результате В/Ц) это имеет первостепенное значение.
Неравноплотность центрифугированной массы выражается не только структурной неоднородностью гидратированного связующего за счет отжатия из него воды к уменьшения толщины гидратных оболочек, но и в характере распределения зерен заполнителя по толщине изделия. Более крупные зерна за счет большей центробежной силы прижимаются к наружной поверхности, а мелкие зерна концентрируются ближе к внутренним слоям. Поэтому центрифугированные массы в отличие от вибрированных имеют меньшую однородность распределения зерен заполнителя по толщине изделия. Этот органический недостаток центрифугированных масс может быть устранен при послойном уплотнении.
При малых толщинах последовательно загружаемых и уплотняемых слоев отдельные фракции заполнителя распределяются в них более равномерно. В процессе уплотнения последующего слоя крупные зерна заполнителя внедряются во внутреннюю часть предыдущего слоя и вытесняют более дисперсную часть связующего во внешнюю часть второго слоя. Аналогичные явления происходят и при уплотнении последующих слоев. В результате достигается более равномерная структура смеси по толщине изделия. Число слоев при раздельном их уплотнении при прочих равных условиях зависит от толщины стенки: чем она больше, тем больше должно быть уплотняемых слоев. Послойный способ формования целесообразно применять к смесям, имеющим большую разницу в массах, отдельных частиц (например, бетонные смеси) и нежелательно для смесей, масса отдельных частиц которых близка по величине.
Уплотнение смеси методом центрифугирования производят в специальных машинах, называемых центрифугами. По способу закрепления форм различают центрифуги роликовые со свободным вращением форм, ременные с подвеской формы на бесконечных ремнях, огибающих холостые и приводные шкивы, и осевые или шпиндельные, представленные на рисунке 5.1, II.
Осевые центрифуги имеют высокие скорости вращения и позволяют уплотнять боле жесткие смеси. Недостаток их – сложность конструкции и трудность загрузки смеси в форму. Применяются они для производства относительно коротких изделий.
Роликовые центрифуги проще в изготовлении, однако их недостаток – значительный шум при работе. Кроме того, они требуют высокой степени сбалансированности формы, в противном случае возможно сбрасывание формы со станка. Ременные центрифуги менее чувствительны к балансировке форм, менее шумны при работе, но требуют повышенного ухода из-за износа ремней.
8 Контроль и автоматизация процесса
Тепловую обработку материалов и изделий проводят по заданному технологическому режиму, нарушение которого приводит к браку изделий. Для предупреждения отклонений от установленных режимов требуется постоянный контроль за работой печи при помощи различных контрольно-измерительных и регулирующих приборов и устройств.
Каждая печь имеет свои особенности, которыми она отличается от других печей, например, по конструкции, виду топлива или виду обжигаемого материала. Основная особенность туннельных печей — обжиг изделий на вагонетках, передвигающихся вдоль печного канала с определенной скоростью и проходящих отдельные зоны с различными заданными температурами. Топливо сжигается в средине печи — в зоне обжига, которая располагается между зонами охлаждения и подогрева.
Система обеспечивает:
- Автоматическое регулирование температуры в зоне обжига;
- Стабилизацию давления газа в общем газопроводе;
- Стабилизацию разрежения;
- Контроль температуры с регистрацией на ленточной диаграмме в зоне обжига;
- Контроль температуры в зоне подогрева;
- Контроль температуры в зоне охлаждения;
- Контроль давления газа в общем газопроводе;
- Световую и звуковую сигнализацию основных технологических параметров;
- Дистанционное и автоматическое отключение газа при аварийных ситуациях.
Процесс контроля и оперативного управления осуществляется оператором-технологом, который получает информацию о ходе технологического процесса с устройств быстрой печати, дисплея, мнемосхем и т. д. и выдает операторам местных постов управления рекомендации по управлению. С помощью дисплея осуществляется вывод различного вида, сообщений на экран и формируются различные запросы оператором-технологом с помощью клавиатуры, дисплея. Мнемосхема служит в основном для отражения работы основного оборудования. Пульт управления оборудования предназначен для аварийных отключений оборудования оператором-технологом.
Основными задачами системы контроля являются:
- определение качества поступающих на завод материалов;
- установление состава и свойств потоков материалов в процессе производства;
- слежение за параметрами технологического процесса по всем производственным переделам;
- контроль качества и сертификация (паспортизация) продукции;
- анализ и обобщение результатов контроля по всем переделам с целью совершенствования технологического процесса.
Подсистема оперативного технологического контроля (обслуживающий персонал основного производства, цеховые лаборатории) занимается определением состава и свойств материалов на входах и выходах конкретных технологических участков производства и контролем соответствия получаемых результатов требуемым значениям. Объем определений здесь должен быть минимально необходимым и не требующим сложного оборудования для осуществления контроля.
Подсистема параметрического контроля (служба контрольно-измерительных приборов и автоматизированных систем управления, КИП и АСУ) оценивает состояние оборудования и режимы его работы, контролирует технологические параметры, измеряет расходы в технологических потоках, уровни в емкостях и т.д.
Подсистема технического контроля (отдел технического контроля, ОТК) обеспечивает контроль качества и соответствие выпускаемых материалов и изделий действующей нормативной документации (государственным или отраслевым стандартам, техническим условиям, стандартам предприятия), а также осуществляет сертификацию (паспортизацию) продукции. В функции ОТК входит не только фиксирование появления некачественной продукции, но и предупреждение подобных фактов. С этой целью ОТК контролирует качество поступающих на предприятие материалов, соблюдение установленной технологии, устанавливает причины, вызывающие брак и снижающие качество продукции. ОТК также оформляет необходимые акты и добивается устранения причин негативных явлений и их последствий. ОТК проводит свою работу в тесном контакте с заводской и цеховыми лабораториями.
Технический контроль – это проверка соответствия объекта (материала, изделия или процесса) установленным требованием, что относится к системе
государственных испытаний, а значит, подчиняется правилам стандартизации и сертификации.
Стандартизация – деятельность, направленная на достижение оптимальной степени упорядочения в определенной области посредством установления положений для всеобщего и многократного использования реально существующих или потенциальных задач. Результатом этой деятельности является разработка нормативных документов. В зависимости от специфики объекта стандартизации и содержание установленных к нему требований различают стандарты основополагающие, на продукцию или услуги, а также стандарты на процессы, на методы контроля (испытаний, измерений, анализа).
Сертификация – подтверждение соответствия товара обязательным нормативным требованиям, которое сопровождается выдачей сертификата соответствия.
9 Охрана окружающей среды
На протяжении всей производственной деятельности охрана окружающей среды являлась и является одним из приоритетных направлений деятельности завода.
На заводе имеются очистные сооружения, что позволит выдерживать нормативные требования Правил приема сточных вод в систему канализации и на биологические очистные сооружения. Очистка отходящих газов от пыли производится с помощью пылегазоочистных установок (ПГУ).
На заводе налажен учет, сбор отходов производства, определены места временного хранения отходов. Утилизацию отходов производят на специализированных предприятиях. Для соблюдения экологических, санитарно-эпидемиологических и пожарных норм и правил при осуществлении производственной деятельности на предприятии имеется нормативно-методическое обеспечение, разработаны нормативно-экологические проекты, инструктивные документы по обращению с отдельными видами отходов.
Для контроля влияния вредных факторов, влияющих на окружающую среду ведется непрерывный мониторинг, осуществляемый испытательной лабораторией в соответствии с системой менеджмента окружающей среды в соответствии с международным стандартом ИСО 14001.
В число основных задач политики окружающей среды входит соблюдение законодательных и нормативных требований и требований потребителей, минимизация воздействия предприятия на окружающую среду, постоянное улучшение экологических показателей, информирование заинтересованной общественности о деятельности предприятия в области охраны окружающей среды, рациональное использование энергетических и других ресурсов, создание системы непрерывного экологического образования всех его работников.
Для реализации этих задач разработана программа мероприятий по охране окружающей среды и предусмотрена система экологического управления.
10 Техника безопасности
Многие цехи в результате выполнения технологических процессов создают значительное выделение пыли, конвекционного или лучистого тепла, паров и вредных газов; в формовочных цехах используются вибрационные механизмы, которые оказывают отрицательное влияние на состояние здоровья рабочего, они же являются источником шума и т. д., поэтому на предприятиях в целях обеспечения безопасных и нормальных санитарно-гигиенических условий труда необходимо строго руководствоваться правилами техники безопасности и производственной санитарии, действующими на каждом заводе.
В цехах, где по технологическим условиям ворота открываются на продолжительное время (более чем на 40 мин), или в районах, где расчетная температура воздуха ниже -20 0 С, необходимо предусматривать воздушные завесы. Во всех производственных и вспомогательных зданиях должна предусматриваться естественная или принудительная вентиляция.
В целях предотвращения загрязнения воздуха помещений с вредными выделениями: оборудование, приборы, трубопроводы и другие источники, выделяющие теплоту, должны быть теплоизолированы; агрегаты и оборудование, при эксплуатации которых происходит влаговыделение, должны быть укрыты и изолированы; технологические процессы, связанные с выделением пыли, следует изолировать так, чтобы их работа осуществлялась без участия людей, а выделяющиеся технологические выбросы в виде пыли, паров и вредных газов перед выпуском в атмосферу должны быть подвергнуты очистке.
В цехах, где используются вибрационные механизмы, должны быть приняты меры по устранению воздействия вибрации и снижению уровня шума.
Уровень шума и вибрации на рабочих местах не должен превышать допустимые пределы. В противном случае необходимо устраивать звуковую и вибрационную изоляцию помещений, рабочих мест и машин, например установку виброплощадок на массивные фундаменты; изолированные от пола упругими прокладками, установку машин с вибраторами на пружинные или резиновые виброизоляторы, обязательное крепление форм на виброплощадках и ударных столах, укрытие виброплощадок акустическими кожухами, облицовку, приямков звукопоглощающими материалами, своевременный, профилактический осмотр, ремонт и наладку вибрационного оборудования. Рабочие должны использовать обувь на толстой подошве из губчатой резины, противошумные наушники (антифоны), рукавицы с прокладкой пенопласта.
В качестве индивидуальной защиты в помещениях с большой концентрацией пыли необходимо пользоваться респираторами Ф-45 или ПРБ-1, герметичными защитными очками и спецодеждой.
Строгое соблюдение правил техники безопасности должно соблюдаться при работе на основных технологических переделах.
В арматурном цехе при ведении сварочных работ необходимо: заземлять сварочные аппараты, Применять очки и щитки со светофильтрами, на рабочие места укладывать резиновые коврики, ограждать сварочные посты защитными экранами, а при работе правильно-отрезных станков их кожух подключать к местной системе аспирации.
Формование изделий осуществлять при включенной звуковой сигнализации, управление формовочными машинами должно быть дистанционным. При тепловой обработке изделий следует не допускать утечки пара из камер, загружать и выгружать камеры с помощью автоматических траверс.