
Тепловоз представляет собой сложную единую техническую систему, в которой отдельные элементы, в свою очередь, объединены в многочисленные узлы и агрегаты. Поэтому износ такой системы предусматривает суммарное наложение всех износов любых элементов (деталей), составляющих тот или иной узел. Чтобы обеспечить надёжную безотказную работу технической системы с экономической точки зрения и с целью продления её срока службы, необходимо систематически проводить мероприятия по восстановлению заданного ресурса. Эти мероприятия проводятся как в процессе эксплуатации в виде технического обслуживания (ТО), текущих и средних ремонтов (ТР, СР), так и при проведении капитальных заводских ремонтов (КР. КРП).
Для поддержания локомотивов в работоспособном состоянии, предупреждения постепенных отказов из-за старения и износа оборудования необходима плавно-предупредительная система ремонтов. Она включает в себя комплекс взаимосвязанных положений и нормативов, определяющую организацию и порядок проведения работ по техническому обслуживанию и ремонту подвижного состава. Преимуществом этой системы является возможность гарантировать установленный ресурс и безопасную эксплуатацию наиболее важных узлов и деталей тепловоза. Основной недостаток системы — высокий уровень затрат на производство установленного объёма работ для данного вида технического обслуживания или ремонта. Однако, несмотря на большие материальные затраты, применение планово — предупредительной системы целесообразно для обеспечения высокого уровня безопасности и гарантий надёжности по ресурсу работоспособности на строго определённый период эксплуатации парка локомотивов. Действующая система технического обслуживания и ремонта локомотивов, определяемая правилами ремонта и инструкциями, устанавливалась на основании многолетней практики эксплуатации подвижного состава, опыта и исследований разработчиков. Но при таком подходе невозможно учесть все многообразия факторов, определяющих техническое состояние оборудования.
Многие из них носят случайный характер, по — разному проявлялась в конкретных условиях эксплуатации при различных климатических условиях и нагрузочных режимах. Вследствие этого ресурс одноимённых элементов, продолжительностью которого ограничены межремонтные пробеги, имеет значительные отличия у локомотивов или электропоездов, приписанных к различным депо. Несмотря на это, действующими правилами установлены практически одинаковые пробеги для всех локомотивов одной серии, не зависимо от того, в каких условиях они работают. Допускаемые отклонения на 20 % от установленных норм не могут адекватно отразить все многообразие конкретных условий эксплуатации. Поэтому возникают такие ситуации, когда в одних депо локомотивы ставятся на плановый ремонт с ощутимым запасом по ресурсу некоторых агрегатов, а в других ресурс для тех же самых агрегатов оказывается исчерпанным раньше, что сопровождается увеличением числа неплановых ремонтов. Отсюда следует, что существующие методы определения периодичности и планово — предупредительных ремонтов в дальнейшем необходимо совершенствовать, с более тщательным учётом фактического технического состояния оборудования. Причём, в задачу ТО, ТР и СР должно входить не только восстановление отказавших узлов и агрегатов, но и максимальное предотвращение их отказов в эксплуатации. Только при этом условии данная система ремонта станет не только плановой, но и по — настоящему предупредительной.
Эксплуатация трансформаторных масел, ремонт рубильников и реостатов
... . 20 25 35 45 55 Кроме того, свежее трансформаторное масло, поступающее с завода и предназначенное для заливки в оборудование, ... Запасы этих масел содержатся раздельно в специальных баках. Отбор проб и испытания масла. В процессе эксплуатации масло загрязняется ... Проверка масла из масляных выключателей производится при капитальном, текущем и внеплановом ремонтах. Очистка и сушка масла. Масло, не ...
Для циркуляции смазки под давлением на дизеле установлен шестеренчатый масляный насос. Чугунный корпус насоса имеет два патрубка с фланцами. К одному из них масло подводится из поддизельной рамы, а по другому оно нагнетается в масляную систему. В механически обработанную полость корпуса вставлены две косозубые шестерни, изготовленные из стали 38ХС. Шпильками через уплотнительные лако-тканевые прокладки к корпусу притянуты две подшипниковые планки, изготовленные из антифрикционного чугуна АСЧ41. Для лучшей приработки планки фосфатируют.
В планки вставлены четыре роликоподшипника, являющиеся опорами косозубых шестерен. Соосность гнезд подшипников и поверхности корпуса обеспечивается сборкой в специальном приспособлении с последующей фиксацией четырьмя коническими штифтами (по два на каждую планку).
Штифты и наружные кольца роликоподшипников удерживаются от выпадения с левой стороны планкой, с правой — крышкой.
На шлицы левого хвостовика ведущей шестерни насажен зубчатый поводок, закрепленный гайкой со штифтом. На правый хвостовик надеты шайба и шариковый подшипник, который через шайбу закреплен корончатой гайкой со шплинтом. Шариковый подшипник, упирающийся наружным кольцом в поршень, воспринимает осевую силу, возникающую при работе насоса. При этом поршень от перемещения удерживается давлением масла, поступающего по каналам из нагнетательной полости насоса.
От проворота поршень удерживается штифтом. Одним концом он запрессован в поршень, а другим вставлен в отверстие крышки. Крышка фиксирована двумя диагонально расположенными коническими штифтами. Нижние подшипники ведомой шестерни имеют одинаковое крепление, состоящее из шайбы, притянутой к подшипнику двумя болтами. Болты от проворачивания удерживаются стопорной шайбой. Масло, поступающее на смазывание подшипников и проникшее по зазору поршня из полости крышки, уходит по каналу в картер дизеля.
На корпусе установлен предохранительный клапан. Его корпус расположен внутри отсека управления. Клапан двумя пружинами прижат к притертому к ним седлу. Регулировка нажатия пружин производится нажимной гайкой, застопоренной после регулировки шплинтом. Клапан регулируется на давление 0,55 МПа. При превышении давления поршень перемещается влево, пропуская масло из нагнетательной полости насоса в картер дизеля. Масляный насос установлен на опорной плите насосов, на уплотнительной прокладке.
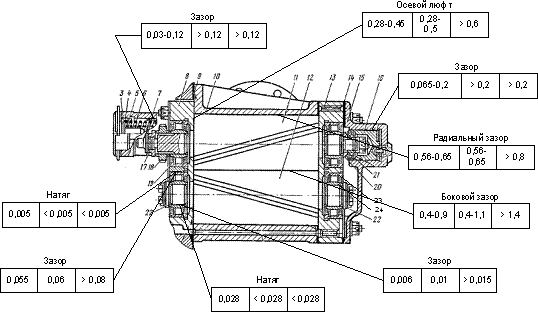
Рис. 1. Эскиз масляного насоса.
|
Спецификация |
|
|
№ |
Наименование детали |
|
1 |
Нагнетательный патрубок |
|
2 |
Всасывающий патрубок |
|
3 |
Корпус редукционного клапана |
|
4 |
Нажимная гайка |
|
5,6 |
Пружины |
|
7 |
Клапан |
|
8 |
Подшипниковая планка внутренняя |
|
9,14 |
Прокладки |
|
10 |
Корпус |
|
11 |
Ведущая шестерня |
|
12 |
Ведомая шестерня |
|
13 |
Подшипниковая планка наружная |
|
15 |
Крышка |
|
16 |
Поршень |
|
17 |
Гайка |
|
18 |
Зубчатый поводок |
|
19 |
Роликовый подшипник |
|
20,22 |
Шайбы |
|
21 |
Роликовый подшипник |
|
23 |
Обойма наружная |
|
24 |
Обойма внутренняя |
Масляный насос работает при постоянных динамических нагрузках. Потеря работоспособности зубчатой передачи наступает из-за повреждений зубьев: изнашивания, трещин, сколов, раковин и т.п. Такие передачи работают обычно с большим шумом, вибрируют, издают характерные звуки при изменении частоты или направления вращения. При изнашивании зубьев уменьшается их толщина и прочность, в результате чего увеличивается боковой зазор между зубьями и появляется так называемый «мертвый ход», когда отклонение на некоторый угол ведущего колеса не вызывает поворот ведомого, а следовательно, возрастает ударная нагрузка и появляются перекосы в передаче. Все это способствует возникновению трещин в зубьях и их поломке. Износ зубьев во многих случаях неравномерный как по их длине, так и по высоте.
Вмятины и раковины:
Вмятины и раковины на поверхности зубьев является следствием чрезмерных нагрузок, сконцентрированных на небольших площадках зубьев. Их появлению способствует неполное прилегание зубьев по длине или грубая обработка поверхностей зубьев.
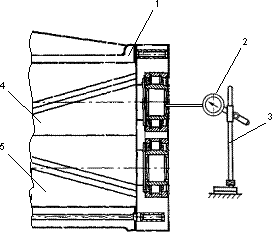
Глубина дефектов определяется с помощью профилометра-профилографа (профилографы обычно изготавливают объединённым с профилометром, снабжают разнообразной оснасткой, обеспечивающей запись профиля деталей различной конфигурации) следующим образом: устанавливаем иглу прибора на поверхность зуба шестерни (алмазная игла с радиусом закругления 2-12 мкм располагается в датчике профилографа), последовательно ощупываем иглой поверхность; колебания иглы преобразуются в колебания электрического напряжения с помощью индуктивных, ёмкостных, пьезоэлектрических и др. преобразователей. Запись профиля в приборах с электрическим преобразованием сигнала чаще всего выполняется на металлизированной бумаге. Результаты представляются в виде кривой линии (профилограммы), характеризующей волнистость и шероховатость поверхности. Обработку профилограммы осуществляют графоаналитическим способом. Для удобства расшифровки профилограмма вычерчивается в увеличенном масштабе. Увеличение записи измеряемых высот неровностей в вертикальном направлении возможно в диапазоне от 400 до 200 000 раз. Горизонтальное увеличение осуществляется благодаря более быстрому перемещению бумаги по сравнению со скоростью перемещения иглы (до 100 000 раз).
Погрешность вертикального увеличения профилографа для разных видов приборов от ± 5 до ± 10%, а горизонтального — не более ± 10%.
Совершенствование профилометра предполагает расширение числа усреднённых вертикальных и горизонтальных показаний, характеризующих состояние поверхностных неровностей, оснащение профилометра анализаторами, позволяющими оценивать неровности поверхности другим способом — через гармонические составляющие, образующие характеризующую их кривую.
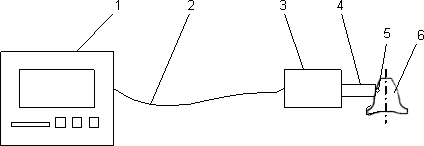
— блок индикации со встроенным термопринтером; 2 — соединительный кабель; 3 — измерительный блок; 4 — датчик с иглой; 5 — дефект; 6 — зуб.
Рис. 2. Схема измерения глубины вмятины с помощью профилометра-профилографа.
Разрешается оставлять в работе шестерни с раковинами и вмятинами глубиной не более 0,5 мм; а отдельные — до 1 мм и их общая площадь не превышает 25% рабочей поверхности одного зуба.
Отколы:
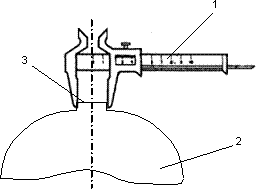
Отколы возникают из-за износа зубьев, в результате которого уменьшается их толщина и прочность, увеличивается ударная нагрузка и перекосы в передаче.
Определяется визуально, с помощью штангенциркуля.
Откол части зуба допускается, если отколовшаяся часть находится от торца на расстоянии, не превышающем 10% длины зуба. При более серьезных повреждениях шестерню заменяем.
Нарушение посадки роликовых подшипников:
Нарушение посадки роликовых подшипников на валу вызывается ослаблением натяга. Натяг определяется разностью диаметров охватываемой и охватывающей деталей.
Если можно ввести щуп между деталями, в соединении которых должен быть натяг — он заведомо отсутствует. Также можно определить натяг измерением диаметров охватываемой (микрометр) и охватывающей (нутромер) деталей.
Для восстановления натяга используем клей ГЭН-150В.
Трещины:
Трещины возникают из-за износа зубьев, в результате которого уменьшается их толщина и прочность, увеличивается ударная нагрузка и перекосы в передаче.
Для обнаружения трещин осматриваем деталь с помощью дефектоскопа дгс-м. Он состоит из следующих основных частей: корпуса, намагничивающей катушки, состоящей из двух или более изолированных друг от друга секций, стального сердечника служащего магнитопроводом, и выключателя.
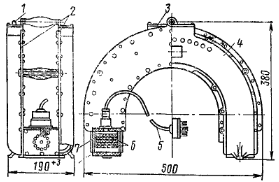
— выключатель; 2 — сердечник; 3 — клеммовый щиток; 4 — корпус;
— трехжильный кабель; 6 — намагничивающая катушка; 7 — дополнительная катушка.
Рис. 3. Дефектоскоп ДГС-М.
Для намагничивания помещаем деталь в арку дефектоскопа. Включаем дефектоскоп, в результате чего в детали возникают магнитные силовые линии. При наличии трещин на поверхности детали процесс намагничивания сопровождается (вследствие изменения магнитной проницаемости) концентраций магнитных силовых линий на заостренных кромках трещины и образованием в этих местах магнитных полюсов. Если на такую поверхность нанести магнитный порошок, то под действием сил магнитного поля частицы порошка будут скапливаться и удерживаться на том месте, где трещина выходит на поверхность.
Магнитная смесь состоит из керосина и кузнечной окалины, доведенной до пылевидного состояния. На один литр жидкости добавляют 50г порошка. Жидкая основа служит для удержания порошка на поверхности детали. Подготовка детали к магнитному контролю заключается в очистке её до металлического блеска от смазки, пыли, коррозии и т.д.
Чтобы обеспечить свободное стекание магнитной смеси с неповрежденных мест детали, её устанавливают с некоторым наклоном к горизонту. В процессе контроля, то есть во время поливки магнитной смесью и осмотра детали, дефектоскоп должен оставаться на детали включенным. В случае скопления на каком-либо участке поверхности детали магнитного порошка в виде характерной темной жилки, указывающей на наличие трещины, это место следует обтереть и вновь проверить, но более внимательно. Дефектное место очертить мелом. После дефектации производится размагничивание детали с целью недопущения скапливания в зоне трения продуктов износа. Размагничивание производится самим дефектоскопом. Шестерни с трещинами в зубьях или теле заменяем.
Износ рабочей поверхности зубьев:
Износ рабочей поверхности зубьев происходит в результате трения зубьев друг о друга в процессе работы.
Износ рабочей поверхности определяем путем измерения бокового зазора при помощи свинцовой выжимки.
Свинцовую проволоку закладываем и пропускаем между зубьями шестерен в процессе медленного проворота передачи. С целью определения равномерности зазора измерения проводим в трех-четырех точках по окружности. Микрометром измеряем приплюснутые места проволоки, т.е. те места, где зубчатые колеса находились в зацеплении. Определяем среднеарифметическое значение. Эта величина и будет действительным боковым зазором зубчатой передачи.
Передачи, в которых боковой зазор больше нормы заменяют.
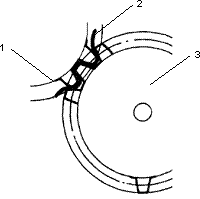
— ведущая шестерня; 2 — выжимка; 3 — ведомая шестерня
Рис. 4. Схема измерения бокового зазора выжимкой., Износ торцов шестерни:
О величине торцового износа судим по осевому разбегу, который измеряем после снятия крышки индикаторным приспособлением.
Порядок измерения: прижимаем шестерни к одному торцу насоса, устанавливаем индикаторное приспособление и прижимаем его к торцевой поверхности шестерни, отмечаем показание индикатора, затем сдвигаем шестерни в направлении противоположном первоначальному сдвигу, отмечаем показание индикатора. Разницу между показаниями принимаем за действительный осевой разбег.
— корпус насоса; 2 — индикатор часового типа; 3 — стойка; 4 — ведущая шестерня; 5 — ведомая шестерня
Рис. 5. Схема измерения осевого разбега при помощи индикаторного приспособления.
Если осевой разбег больше нормы, необходимо отрегулировать его подбором прокладок.
Уменьшение толщины шлицев:
При износе и смятии шлицев увеличиваются боковые зазоры между ними, вследствие чего возрастают ударные нагрузки, возникают перекосы в передаче, вызывающие перегрузку отдельных участков шлицев.
Толщину шлицев определяем с помощью штангенциркуля.
— штангенциркуль; 2 — вал ведущей шестерни; 3 — шлиц
Рис. 6. Схема измерения толщины шлицев штангенциркулем.
Изношенные шлицы восстанавливаем вибродуговой наплавкой под слоем флюса.
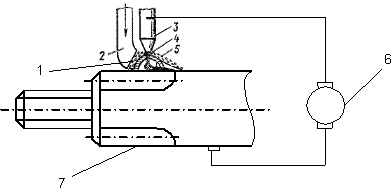
— флюс; 2 — патрубок; 3 — мундштук; 4 — электродная проволока; 5 — газовый пузырь; 6 — источник тока; 7 — шлиц
Рис. 7. Схема наплавки под слоем флюса.
Наплавку производим на постоянном токе обратной полярности с использованием источника питания типа ВД-306; с использованием флюса мелкой грануляции марки АН-348АМ, который перед применением необходимо прокалить при температуре 300-400 в течение 1 часа; с применением проволоки марки Св-10Г2 диаметром 1,2 мм.
Не допускается применять сырой и загрязненный флюс, замасленную или покрытую ржавчиной проволоку.
Перед наплавкой необходимо очистить поверхность детали от грязи и ржавчины, обезжирить ее и проверить на наличие трещин с помощью магнитно-порошковой дефектоскопии. Порядок проверки описан в п.3.1 Производим предварительный подогрев вала до температуры 300-350.
Таблица режима наплавки.
|
Скорость подачи проволоки, м/с |
Частота колебаний, с -1 |
Амплитуда колебаний, мм |
Напряжение дуги, В |
Смещение электрода от зенита вала против вращения, мм |
Шаг наплавки, мм |
|
0,042-0,046 |
33-46 |
1,8-2,0 |
30-32 |
4 |
4 |
После наплавки шлицы необходимо обработать до чертежных размеров. После наплавки и механической обработки поверхность шлицев должна быть совершенно чистой, дефекты в металле не допускаются.
Износ цапфы:
Износ цапфы шестерни измеряем штангенциркулем.
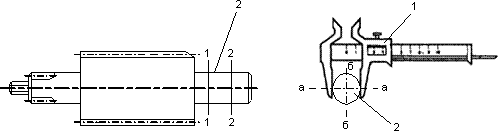
— штангенциркуль; 2 — цапфа
Для оценки износа пользуемся понятиями овальности и конусности.
Овальностью называется разность диаметров, измеренных во взаимно-перпендикулярных плоскостях (а-а, б-б), в одном поясе (1-1).
Конусностью называется разность диаметров, измеренных в одной плоскости (а-а), в разных поясах (1-1, 2-2).
Восстанавливаем изношенное место постановкой добавочной детали.
Этот способ заключается в обточке изношенной части вала и последующей напрессовке добавочной детали.
Порядок восстановления:
на токарном станке срезаем 1-2 мм изношенной поверхности; чистота поверхности 8-9-й класс;
изготавливаем добавочную деталь в виде втулки, материал ее должен соответствовать материалу восстанавливаемой детали;
на обточенное место напрессовываем втулку с натягом 0,05-0,07 мм, толщиной стенки втулки 3-4 мм;
на токарном станке обрабатываем наружную поверхность втулки диаметр 40 мм.
Монтаж втулки производим с использованием давления.
Необходимое усилие напрессовки рассчитывается как:
![]()
где Р — усилие запрессовки, кгс;
f — коэффициент трения;
r — удельное давление на контактную поверхность, кгс/мм2 ;
d — диаметр сопряженной поверхности, мм;
l — длина контактной поверхности, мм.
Для предупреждения образования задиров на сопряженных поверхностях деталей их покрываем машинным маслом или графитом.
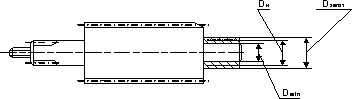
Dmin — диаметр обточки, внутренний диаметр втулки; Dн — ремонтный размер; Dзагот — наружний диаметр ремонтной втулки с припуском на обработку
Рис. 9. Схема ремонта цапфы ведущей шестерни постановкой добавочной детали.
Рассматриваемый способ не требует нагревания восстанавливаемой детали, а следовательно, не вызывает ее коробление и нарушение термообработки.
Преимущества способа: надежность и доступность, способ позволяет восстановить деталь под номинальный размер.
Недостатки: требуются дополнительные затраты, связанные с обработкой поверхности изношенной детали и изготовления добавочной детали.
После напрессовки деталь подвергается механической обработке под номинальный (чертежный) размер.
Износ резьбы:
Износ резьбы определяем калибром, который накручиваем на дефектуемую резьбу. Если калибр заклинивает или имеет свободное перемещение — резьба изношена.
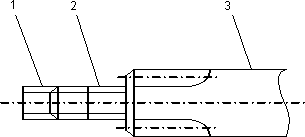
— калибр; 2 — дефектуемая резьба; 3 — вал ведущей шестерни
Рис. 10. Схема выявления износа резьбы с помощью калибра.
Изношенную резьбу восстанавливаем перенарезанием резьбы под ремонтный размер.
Изношенную резьбу 1М20×1,5 стачиваем на токарном станке. Диаметр обточки под резец 18-0,12 .
Нарезаем резцом на токарном станке резьбу 1М18×1,5.
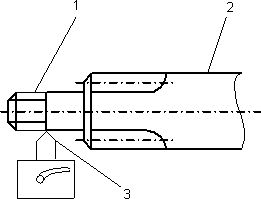
— нарезаемая резьба 1М18×1,5; 2 — вал ведущей шестерни; 3 — резец
Рис. 11. Схема нарезания резьбы.
Ø Технический осмотр 1 (ТО-1) — выполняется локомотивной бригадой при приёмке и сдаче тепловоза в соответствии с графиком движения поездов.
Ø Технический осмотр 2 (ТО-2) — выполняется каждые 72 часов.
Ø Технический ремонт 1 (ТР-1) — выполняется каждые 25 тысяч километров.
Ø Технический ремонт 2 (ТР-2) — выполняется каждые 200 тысяч километров.
Ø Технический ремонт 3 (ТР-3) — выполняется каждые 400 тысяч километров (с разборкой).
Ø Средний ремонт (СР) — выполняется каждые 800 тысяч километров (с разборкой).
Ø Капитальный ремонт (КР) — выполняется каждые 2400 тысяч километров (с разборкой).
Техническое обслуживание ТО-2.
Производится внешний осмотр масляного насоса. Проверяется нагрев подшипников, состояние муфты компрессора.
Текущий ремонт ТР-1.
Производится внешний осмотр масляного насоса, проверяется отсутствие трещин в корпусе, подшипниковых щитах и лапах. Машины очищаются от пыли и грязи. Вспомогательные машины продуваются сжатым воздухом давлением 100 — 200 кПа (1 — 2 кгс/см2 ).
В подшипниковые узлы масляного насоса добавляется смазка.
Необходимость проведения технической диагностики подшипников при последующих текущих ремонтах ТР-1 и ТР-2 определяются по результатам виброакустической диагностики и полученного с помощью виброакустического устройства прогноза безаварийной работы подшипниковых узлов.
Текущий ремонт ТР-2.
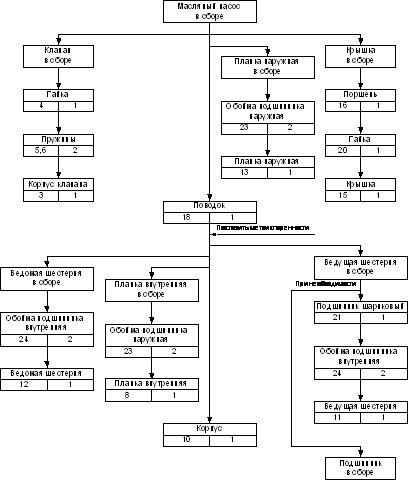
Рис. 12. Схема разборки масляного насоса.
Подшипники ремонтируются в соответствии с требованиями временных указаний по обслуживанию и ремонту узлов с подшипниками качения деталей и вспомогательного оборудования тягового подвижного состава.
Производится сборка насоса, проверяется нагрев подшипников.
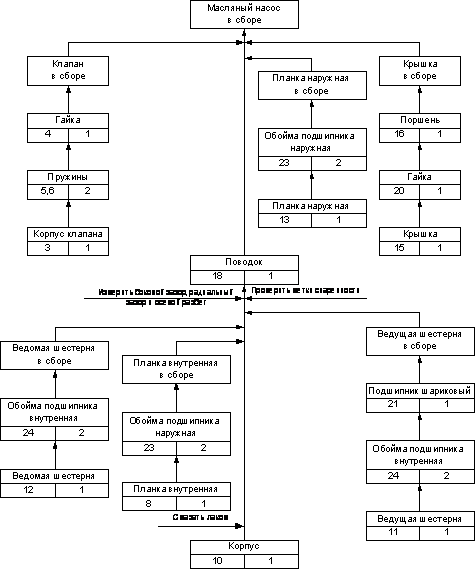
Рис. 13. Схема сборки масляного насоса., Текущий ремонт ТР-3.
Масляный насос снимается и подвергается ремонту в соответствии с требованиями правил ремонта подвижного состава.
На тепловозы, выпускаемые из текущего ремонта ТР-3, разрешается устанавливать масляный насос прошедший текущий ремонт ТР-3, средний ремонт, капитальный ремонт или новый.
Подшипниковые узлы масляного насоса ремонтируются в соответствии с требованиями временных инструктивных указаний по обслуживанию и ремонту узлов с подшипниками качения деталей и вспомогательного оборудования тягового подвижного состава.
Очистка узла.
В процессе эксплуатации масляный насос загрязняется пылью и грязе-масляными отложениями, от которых его необходимо очищать.
В настоящее время в качестве очищающих средств широко используются технические моющие средства (ТМС), созданные из нефти с помощью поверхностно активных веществ (ПАВ).
Они не горючи, не агрессивны по отношению к человеку и к металлу, имеют длительный срок службы и легко разлагаются в сточных водах.
ТМС-ы позволяют после очистки не обмывать объект, т.к. после их применения проявляется ингибирующий эффект (создается защита поверхности от воздействия воздуха).
Перед разборкой масляный насос очищают струйным способом в камерной моечной машине А328.
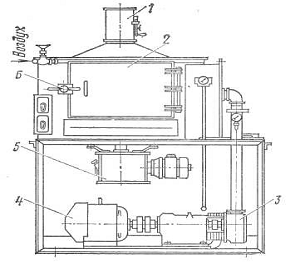
— патрубок; 2 — моечная камера; 3 — насос; 4 — электродвигатель; 5 — редуктор; 6 — дверка
Рис. 14. Камерная моечная машина типа А328 для очистки струйным способом.
В качестве моющего раствора применяют Темп-100А: концентрацией его в моющем растворе 10-20 г/л, рабочей температурой раствора 70-850 С, давлением 0,3-0,5 МПа, продолжительностью очистки 15-30 мин.
Применение препарата Темп-100А позволяет совмещать операции очистки и пассивации деталей, повысить энергоемкость процессов очистки, уменьшить расход моющих средств, упростить технологию очистки. Защита деталей от коррозии обеспечивается в течение 30 суток.
У собранного насоса проверяют наличие шплинта на редукционном клапане, лёгкость вращения ведущего валика насоса от руки, нет ли на наружных поверхностях забоин, вмятин и прочих повреждений. При возможности проверяют производительность насоса.
Очистка деталей узла.
После разборки детали подвергают очистке погружением для удаления масляных, жировых и смолистых загрязнений. Объект ремонта при этом способе очистки погружается в ванну с горячим моющим раствором, циркулирующим у очищаемых поверхностей с помощью лопастных мешалок или гребных винтов. Ванны для очистки мелких деталей, загружаемых вванны в сетчатых корзинах, имеют два отделения, которые заполняются моющим раствором, подогреваемым паровым змеевиком. Для удаления пара, поднимающегося с поверхности раствора, над ванной имеется зонт, соединенный с вытяжной вентиляцией.
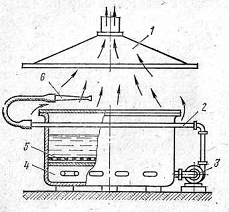
1 — зонт отсасывающей вентиляции; 2 — трубопровод; 3 — насос;
— устройство для нагрева раствора; 5 — решетка; 6 — наконечник
Рис. 15. Ванна для очистки деталей способом погружения.
Чтобы предотвратить взбалтывание моющего раствора при опускании деталей в ванну, предусмотрена решетка 5, которая поддерживает промываемые детали на определенном расстоянии от дна, достаточном для накапливания отстоя. Отстой сливается из нижней части ванны. Местные, более крупные отложения загрязнения, оставшиеся на поверхности деталей, удаляют струей раствора, подаваемого насосом через резиновый шланг и наконечник 6. Ополаскивание деталей после очистки не требуется.
В качестве моющего раствора применяют Лабомид-203: концентрацией его в моющем растворе 25-35 г/л, рабочей температурой раствора 80-900 С, продолжительностью очистки 15-30 мин.
Недостатком очистки погружением является быстрое загрязнение раствора, а, следовательно, необходимость частой его замены или фильтрации.
У разобранного насоса осматривают внутренние полости корпуса, проверяют, нет ли трещин, задиров и выработки. Определяют состояние подшипников насоса; при необходимости их заменяют. Осматривают шестерни насоса. Обращают внимание на износ зубьев и местную выработку.
Если в корпус насоса вставляют новую шпильку, то на её торце должна быть цифра I или II такая же, как и на заменяемой шпильке. Эти цифры на шпильках указывают номер группы резьбы, обеспечивающей необходимый натяг шпильки при завёртывании в корпус. Резьба на шпильках и в корпусе должна быть чистой, без срывов ниток и забоин. Шпильки завёртывают в корпус до упора после предварительной их смазки белилами.
Для ремонта механических частей используют набор гаячных ключей плоскогубцы и паяйник.
После сборки масляного насоса трансформатора используют стенд для испытания.
Перед сборкой надо проверить по клеймам спаренность корпуса насоса и плит подшипников, шевронных и синхронных шестерен. Трущиеся поверхности и подшипники смазать чистым дизельным маслом. Кроме того, необходимо проверить прилежание корпуса редукционного клапана к корпусу насоса. Прнлегание должно быть равномерным на площади не менее 80%. При необходимости корпус клапана пришабривается плоским шабером. Обязательно проверяют также прилежание редукционного клапана к его корпусу, которое должно быть непрерывным по пояску шириной не менее 0 5 мм. При необходимости клапан притирают к корпусу.
Проделав указанные проверки, собирают корпус насоса с плитами подшипников и закрепляют гайками. Проверяют плотность посадки конических штифтов. После проверки посадки штифтов корпус разбирают. Затем устанавливают в корпус шевронные шестерни. Для этого промывают в чистом бензине роликоподшипники и продувают их сухим сжатым воздухом. На шейки валов шевроиных шестерен надевают трущуюся пластину и насаживают до упора два роликоподшипника. Укладывают на трущуюся пластину шелковую нить и устанавливают подшипниковую плиту до упора в трущуюся пластину.
Предварительно смазывают стыковые плоскости плиты и пластины герметиком.
В отверстия корпуса насоса и опорной плиты запрессовывают два конических штифта. Плиту закрепляют восемью гайками.
От руки проверяют легкость проворачивания шевронных шестерен и, кроме того, измеряют утопание торцов шевронных шестерен относительно корпуса насоса. Оно должно быть в пределах 0,08 — : 0,16 мм. С другой стороны на шейки валов шевронных шестерен надевают трущуюся пластину до упора в корпус насоса, предварительно смазав герметиком стыковые поверхности корпуса насоса и пластины и проложив между ними шелковую нить.
Насаживают на оси шевронных шестерен до упора два шарикоподшипника, смазывают герметиком вторую сторону трущейся пластины и планки, прокладывают шелковую нить между ними и устанавливают на место планку.
Запрессовывают два конических штифта, надевают на шпильки восемь технологических (временных) шайб, навёртывают на шпильки гайки и плотно их затягивают.
Следующей операцией является установка поводка и ведущей синхронной шестерни. Для их установки вставляют шпонку в паз шейки ведущей шестерни, надевают поводок, замковую шайбу, навертывают и плотно затягивают круглую гайку специальным ключом; после этого надевают на шейку ведомой шестерки замковую шайбу, навёртывают и плотно затягивают такую же круглую гайку.
Вставляют шпонку в паз шейки ведущей шестерни со стороны, противоположной поводку. Устанавливают ведущую синхронную шестерню, замковую шайбу, навёртывают круглую гайку и затягивают ее. Проверяют от руки легкость вращения шевронных шестерен.
Затем производят предварительную проверку зазоров в шевронных шестернях. Для этого стопорят ведомую шевронную шестерню со стороны поводка и при помощи индикатора определяют боковой зазор. Он должен быть в пределах 0,15-0,35 мм. Величину зазора определяют, умножая показание индикатора на коэффициент 0,86. Для проверки и регулировки зазора ножку индикатора упирают посередине высоты зуба ведущей синхронной шестерни и заводят между зубьями шевронных шестерен ленту фольги, которая по толщине должна быть равна половине зазора в шевронных шестернях.
Затем надевают на шейку ведомой шестерни упорную шайбу, вставляют шпонку и насаживают до упора ведомую синхронную шестерню. Надевают на шейку шестерни замковую шайбу и навертывают круглую гайку.
Проверяют и регулируют зазоры в синхронных шестернях. Для определения бокового зазора в зубьях синхронных шестерен пользуются индикатором. Зазор должен быть в пределах 0,03 — 0,09 им.
Величина зазора обеспечивается подборам синхронных шестерен.
Зазор при установке контрольных штифтов надо распределить поровну на каждую сторону зуба.
Отрегулировав зазор в синхронных шестернях, устанавливают контрольные штифты, фиксирующие взаимное положение ведомой синхронной шестерни и ее ступицы. Для ранее работавших деталей штифты устанавливают на прежние места, а для новых деталей отверстия в ведомой синхронной шестерне просверливают через четыре отверстия в ступице. Сначала отверстия сверлят диаметром 7,8 мм (на глубину 20 мм), а затем развертывают до 8 + 0,016 мм (в шестерне и ступице); тщательно очистив их от стружки, запрессовывают штифты заподлицо со ступицей. Перед сверлением отверстий подшипники необходимо защитить от попадания стружки,
Чтобы произвести окончательную проверку зазоров в зубьях синхронных и шевронных шестерен, вынимают фольгу из зубьев шевронных шестерен и окончательно затягивают круглые гайки.
От руки проверяют легкость вращения шестерен и по отпечатку свинца — величину зазора между зубьями шевронных шестерен.
Зазор должен быть не менее 0,05 мм с каждой стороны зуба; при этом зазор в синхронных шестернях выбирают в сторону его уменьшения.
Прилегание зубьев синхронных шестерен по отпечатку краски должно быть по высоте зуба не менее 65% и по длине — не менее 70%.
Следующая операция сборки — установка крышки насоса, Для этого отвёртывают круглую гайку ведомой синхронной шестерни и снимают стопорную шайбу. Надевают на шейку шеврон ной шестерни круглую и замковую шайбы и навёртывают круглую гайку. Окончательно затягивают круглые гайки и стопорят их замковыми шайбами.
Отвёртывают восемь гаек со стороны синхронных шестерен и снимают технологические шайбы.
Надевают на шпильки прокладку, крышку насоса и равномерно затягивают гайки, укрепляющие крышку. Ввертывают в корпус насоса четыре пробки и плотно затягивают их.
Затем устанавливают редукционный клапан насоса, надевают его корпус на шпильки и закрепляют четырьмя гайками. В корпус вставляют ранее притертый редукционный клапан, его пружину и завертывают нажимную гайку. Стопорение нажимной гайки шплинтом и регулировка редукционного клапана производятся при испытании масляного насоса.
На собранном насосе должны быть закрыты заглушками все открытые полости.
Собранный насос устанавливают на испытательный стенд, производят его обкатку, регулировку редукционного клапана и проверяют производительность.
Слесарь обязан содержать рабочее место в чистоте, не допуская загромождения его деталями, приспособленными инструментами и материалами. Лишний инструмент и приспособления после выполнения работы должны быть сданы в инструментальную кладовую. Обтирочный материал и другие материалы, непригодные для дальнейшего использования, убирают в металлические ящики с крышками. Запрещается сбрасывать детали, приспособления и инструмент с окон, и с крыш, эстакад, площадок и ступенек тепловоза. Запрещается сдувать мусор с рабочего места и оборудования или очищать сжатым воздухом.
Здания и помещения должны содержаться в исправном состоянии и чистоте. Для каждого цеха, отделения должен быть установлен порядок уборки помещений и график осмотра перекрытий, а также очистки от пыли и загрязнений оконных проемов и фонарей. Полы в помещении должны содержаться в исправном состоянии и иметь ровную удобную поверхность для очистки поверхностей.
Продувка производится в специальных камерах, оборудованных вытяжной вентиляцией, исключающих попадание пыли в атмосферу цеха.
Разборка, ремонт, сборка должны производиться с помощью соответствующих исправных инструментов, приспособлений и стендов.
Освещение в помещении должно обеспечивать равномерный, рассеянный свет.
При необходимости должны использоваться средства индивидуальной защиты.
План цеха по ремонту масляного насоса показан на рисунке 16.
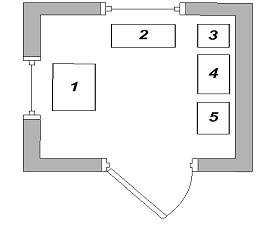
— испытательный стенд для проверки и испытания масляного насоса; 2 — стеллаж для инструментов и запасных частей; 3 — моечная машина; 4 — стеллаж для проверки качества ремонта и испытания; 5 — стеллаж для готовых к эксплуатации масляных насосов
Рис. 16. План цеха по ремонту масляного насоса.
Моечные машины должны иметь вытяжную вентиляцию, защитные шторы и должны быть оборудованы устройствами для очистки, повторного использования и отвода сточных вод, механизированного удаления ила и остатков мусора. Пуск моечной машины должен быть сблокирован с включением вытяжной вентиляции.
Полы в ремонтных помещениях должны содержаться в исправном состоянии и иметь ровную, удобную для очистки поверхность. Для отведения пролитых на пол жидкостей необходимо иметь стоки (уклоны) к сборным колодцам.
Помещение для ремонта и испытания масляных насосов должно быть чистым и светлым. Стенды и ванны для удаления паров дизельного топлива и осветительного керосина имеют индивидуальные отсосы. У ремонтных верстаков так же устраивают продольные отсосы для удаления паров топлива и керосина. Чтобы предупредить кожные заболевания (дерматит) у слесарей, работающих на испытании масляных насосов, необходимо при работе пользоваться защитными пастами. В отделении должна быть установлена раковина с горячей и холодной водой.
В механическом отделении установлены металлообрабатывающие станки: токарно-винторезные, строгальные, фрезерные, шлифовальные, сверлильные, заточные и т.д. Станки в отделении устанавливают и окрашивают в соответствии с установленными нормами. Работая у станков, станочник должен пользоваться защитными средствами. Рекомендуется при токарных работах в качестве защитных очков применять открытые бытовые очки № 150 с оптическими стеклами, открытые со стеклянными боковыми щитками № 151 или Долгановские очки № 1320.
Почти все станки оборудуют прозрачными экранчиками из оргстекла, устанавливаемыми на станках между обрабатываемым изделием и станочником, а для ограждения рабочих от отлетающих раскаленных мелких частиц при обработке деталей на станках могут применяться сетки с ячейками размером до 3 × 3 мм. Кроме того, большинство токарных и фрезерных станков оборудуют специальными пылестружкоприемниками. При опиловке или шлифовке изделий на токарном станке вручную токарь для безопасности выполнения работы должен предварительно закатать и подвязать рукава. Выполнять указанную работу нужно, встав в пол-оборота к станку, держать левую руку на рукоятке напильника, а правую на напильнике.
Приступая к обработке деталей вручную, следует перед этим отключить ходовой винт и отвести подальше суппорт станка.
Для полировки или шлифовки поверхностей валов, коллекторов электрических машин и других деталей необходимо, применять специальные деревянные зажимы, на которых укрепляется шлифовальный или полировальный материал. Все электрооборудование станков должно быть исправно.
Для установки крупных деталей и узлов, например, якорей тяговых электродвигателей, на станки в отделениях должны быть кран-балки и поворотные консольные краны.
Кроме общего освещения, у станков имеются индивидуальные светильники со специальной арматурой.
В отведенном месте стоят ящики для сбора стружки и металлических отходов. Стружку со станков нужно удалять крючками или щетками.
Наиболее опасной работой в этом отделении является заточка режущего инструмента па наждачных точилах. В процессе заточки при неисправных защитных средствах могут иметь место случаи травм рабочих от отлетающих мелких частиц металла и абразивов, а также засорение глаз абразивной пылью.
Приступая к заточке инструмента или обработке детали, необходимо проверить работу станка. При этом нужно обратить внимание на то, чтобы наждачный круг не имел биения, на его поверхности не было выбоин и трещин, защитные кожуха были надежно закреплены на станке, подручник установлен правильно, т.е. зазор между краем подручника и рабочей поверхностью круга был меньше половины толщины инструмента или детали и не более 3 мм . Подручник станка устанавливают так, чтобы соприкосновение обрабатываемой детали происходило по горизонтальной плоскости, проходящей через центр круга или выше ее, но не более чем на 10 мм.
При невыполнении этого условия нужно переставить подручник. Перестановку его можно начинать только после полной остановки круга. Необходимо перед заточкой проверить, работает ли пылеотсасывающая установка, исправен ли подвижной экран, который обычно изготовляют из небьющегося стекла; включить и отрегулировать местное освещение так, чтобы свет лампы не попадал в глаза. В случае обнаружения малейшей неисправности станка работать на нем нельзя и нужно немедленно поставить в известность мастера механического отделения, чтобы обнаруженную неисправность
В гальваническом отделении должны быть изолированные помещения для травления и обезжиривания, полировки, гальванических покрытий и приготовления электролита. Эти помещения должны иметь уклон к трапу для сточных вод. Стены на высоте до 2 м от пола должны иметь покрытие из влагостойких материалов. Отделение должно иметь приточно-вытяжную вентиляцию.
Особую осторожность необходимо соблюдать при лужение, так как в электролит при этом процессе добавляют цианистые соединения. Наибольшее количество вредных паров выделяется при ведении процесса с повышенной температурой раствора. Нельзя допускать попадание в щелочную среду электролита хотя бы незначительных количеств кислоты, так как при этом происходит реакция, сопровождающаяся выделением паров соляной кислоты и цианистого водорода, которые вредно влияют на организм человека.
Вредное действие на организм человека оказывают и другие компоненты (серная и соляная кислоты, едкий натр, венская известь, ацетон, свинец и прочие материалы), применяемые при гальванических покрытиях. Нужно всемерно опасаться попадания на кожу этих веществ, особенно на поврежденные места (царапины, порезы и ссадины).
Наиболее эффективной мерой в обеспечении нормальных условий труда в гальванических цехах является надежная индивидуальная и общая вентиляция. Вентиляция может быть выполнена над ваннами в виде вытяжных шкафов, бортовых отсосов или передувки.
Применение вытяжных шкафов над ваннами не позволяет пользоваться кранами и кран-балками, при помощи которых загружают и выгружают детали из ванн. Чаще всего в депо ванны для гальванических покрытий оборудуют бортовыми насосами, при этом 1 м2 поверхности электролита нужно обеспечивать отсос от 30 до 85 м3 воздуха в 1 минуту. Назначение этих устройств заключается в направлении образующихся паров над поверхностью ванны в вытяжное отверстие и выброс их в атмосферу.
При вскрытии барабанов с соляной кислотой необходимо применять защитные средства: очки, резиновые перчатки и респиратор.
В гальваническом цехе, где производят лужение, курить нельзя. До начала работы нужно включить вентиляцию для удаления паров, выделяющихся из электролита. Приступить к работе следует после того, как будет надета специальная одежда. Электролит, пролитый на пол или на деревянные решетки, необходимо немедленно смыть струей воды. Загрузку и выгрузку деталей следует производить осторожно, чтобы не вызвать брызг электролита. Упавшие на дно ванны детали нужно доставать крючком или клещами.
Электролит из ванн можно сливать только после нейтрализации раствора. У ванн кладут резиновые коврики. Ванны с электролитом в нерабочее время плотно закрывают крышками. Не реже одного раза в декаду следует в отделениях проводить полную уборку с обязательной протиркой поверхности оборудования и стен мокрой тряпкой. Рекомендуется для защиты глаз применять защитные очки №13961 /2 в кожаной оправе.
Разработанный курсовой проект по ремонту масляного насоса выполнен на основании технических инструкций, заводских и деповских правил ремонта.
В курсовом проекте было разработано карта по ремонту масляного насоса, где указанны основные неисправности, способы очистки, осмотра и контроля технического состояния, предельно допустимые размеры масляного насоса, приспособления и оборудование, применяемое при ремонте.
1. «Руководство по текущему ремонту и техническому обслуживанию тепловозов 2ТЭ10», 2004г.
. Тепловозы 2ТЭ10М, 3ТЭ10М: Устройство и работа/С.П. Филонов, А.Е. Зиборов, В.В. Ренкунас и др. — М.: Транспорт, 1986 г., 288 с.
. Справочник по ремонту тепловозов. Кокошинский И.Г., Клименко Л.В. и др. М.: Транспорт, 1976 г.
. Скепский В.П., Скуев В.Б. / Ремонт механического оборудования тепловозов. Учеб. для ПТУ ж/д транспорта. — М.: Транспорт, 1991. — 183 с.
. Ремонт тепловозов. Рахматулин М.Д. Изд, 3-е, перераб. и доп. М.: «Транспорт», 1977. — 447 с.
. Технология ремонта тепловозов: Учебник для техникумов ж/д транспорта/В.П. Иванов, И.Н. Вождаев и др. Под ред. В.П. Иванова. 2-е изд. доп. и перераб. — М.: Транспорт, 1987, 336 с.