
Сварка металлов — великое русское изобретение. Основоположниками открытия электрической дуги и применения ее для целей сварки являются русские ученые и инженеры В.В. Петров, Н.Н. Бе-нардос и Н.Г. Славянов.
Профессор Василий Владимирович Петров впервые в мире в 1802 г. зажег электрическую дугу и расплавил в ней металл, описал световое и тепловое действие дуги и предсказал широкое использование ее не только для освещения, но и для расплавления металлов.
Изобретатель Николай Николаевич Бенардос в 1882 г. применил электрическую дугу для соединения в одно целое металлов и в 1885 г. взял патент под названием «Способ соединения и разъединения металлов непосредственным действием электрического тока». Для сварки он пользовался главным образом угольной дугой, питаемой электрической энергией от аккумуляторной батареи, построенной им специально для этой цели.Н. Н. Бенардос предложил все способы дуговой сварки, ныне применяемые в промышленности.
Инженер Николай Гаврилович Славянов с 1888 г. занимался разработкой сварки металлическими электродами. В 1891 г. он взял два патента под названием «Способ и аппараты для электрической отливки металлов» и «Способ электрического уплотнения металлических отливок». Для сварки он использовал металлическую дугу, которую питал от электрической машины постоянного тока, построенной им. Это был первый в мире сварочный генератор.
В.В. Петров (1761-1834 гг.), первый русский электротехник, профессор, а затем академик Петербургской медико-хирургической академии (теперь Военно-медицинской), производил в 1802 г. опыты с вольтовым столбом, представляющим собой последовательно сложенные несколько тысяч пар медных и цинковых кружков, переложенных бумажными кружками, смоченными раствором нашатыря в воде (фиг.1).
К медному полюсу батареи он присоединял первоначально медную, а затем стальную проволоку с конусной шляпкой, к цинковому полюсу-стальную осургученную проволоку, на острие которой надевал иногда древесный уголек. При замыкании проволоки со шляпкой на уголек или металл по замкнутой цепи протекал электрический ток, а при размыкании образовывалась электрическая дуга, от которой «темный покой довольно ясно освещен быть может». В своем замечательном сочинении «Известие о гальвани-вольтовских опытах», изданном в 1803 г. небольшим тиражом в С. — Петербурге (эта книга имеется в ряде библиотек страны), он писал: «Я приметил однажды светоносные явления, почти подобные тем, каковые происходили от фосфора.» и далее:». то между шляпкою одной проволоки и угольком или металлическим маленьким конусом, находящимися на конце другой проволоки, является свет в виде искр различной величины и яркости, также происходит и отделение гаса в знатном количестве от шляпки проволоки, сообщенной с медным полюсом батареи». И далее: «то между электродами является больше или меньше яркое пламя, от которого сии металлы мгновенно расплавляются, сгорают также с пламенем какого-нибудь цвета и превращаются в оксид, а особливо цинк, из которого происходящий белого цвета оксид поднимается в воздух, на подобие маленьких нежных пушинок».
Технологические основы процесса сварки металлов и сплавов (её ...
... электрическую дугу между угольным электродом и металлом для сварки. Он применил созданный им способ не только для сварки, ... но и для наплавки и резки металлов. Другой русский изобретатель Славянов, разработал способ дуговой сварки ... необходимостью аттестации технологических процессов сварки, технологического, контрольного и ...
Проволока стальная или медна
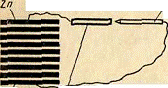
Си Проволока осургученная
Риг.1. Схема опыта В.В. Петрова.
Таким образом, В.В. Петров впервые в мире открыл «светоносные явления» — электрическую дугу, впоследствии в 1812г. несправедливо названную английским исследователем Г. Дэви в книге «Элементы философии химии» вольтовой дугой.В. Петров описал внешний вид дуги (искрообразование, выделение газа, светоносные явления) и произвел электроплавку металлов, используя тепловое действие дуги.
Вольта, великий итальянский физик, основоположник открытия (наравне с Гальвани) явлений электричества, дуги не зажигал, не видели, не описывал. В своих сочинениях Вольта даже не упоминает о явлениях электрической дуги.
Английский исследователь Дэви описал явления электрической дуги на 9 лет позднее подробного описания дуги Петровым в России.
В.В. Петрову принадлежит открытие дугового разряда, поэтому ошибочный термин «вольтова дуга» справедливо заменен термином «дуга Петрова». В своем сочинении Петров писал: «Я надеюсь, что просвещенные и беспристрастные физики по крайней мере некогда согласятся отдать трудам моим ту справедливость, которую важность сих последних опытов заслуживает».
Долгое время дуга Петрова не могла иметь широкого практического применения вследствие того, что технический уровень развития промышленности в России был низким, не было практически пригодных источников электрического тока, а также «изобретательного человека, могущего приспособить этот чудесный огонь к ожидаемому употреблению» (слова физика, профессора Московского университета М.Г. Павлова, 1836 г.).
Наиболее изобретательными людьми, применившими дугу Петром, оказались русские. В 1849 г. дуга Петрова зажглась на башне Адмиралтейства, осветив петербургские улицы. В 1876 г. известным электротехник П. II. Яблочков, гениально решивший задачу автоматического регулирования дуги, осветил своей «свечой» улицы Парижа и Лондона.
Н.Н. Бенардос (1842-1905 гг.), талантливый русский изобретатель, автор более ста изобретений в различных отраслях техники, является родоначальником всех существующих способов дуговой сварки, а также электрической контактной сварки.
После того как Н — Н. Бенардос построил на свои средства установку для сварки металлов и взял патент, он в 1885 г. организовал в Петербурге общество «Электрогефест» (электрокузнец), которое выполняло сварочные работы в различных местах России.
Электродуговая сварка
... дуга Общие сведения о сварочной дуге Сварочной дугой называется устойчивый электрический разряд в сильно ионизированной смеси газов и паров материалов, используемых при сварке. Сварочная дуга ... зарядов (скоплением заряженных частиц). На поверхности анода и катода образуются ... России их изобретения не нашли большого применения. Только после Великой Октябрьской социалистической революции сварка ...
Русское техническое общество наградило Н.Н. Бенардоса золотой медалью и присвоило ему звание инженера.Н. Ы. Бенардос работал преимущественно над способом сварки угольным электродом. Из сохранившихся в архиве Н.Н. Бенардоса описаний, чертежей и рисунков видно, что по существу все способы электрической сварки, ныне применяющиеся, предложены им, как-то:
- сварка металлическим электродом, в том числе и с применением флюса;
- сварка косвенно действующей дугой, горящей между двумя или несколькими электродами;
- магнитное управление дугой;
- сварка в струе газа;
- автоматы для сварки угольным электродом;
- автомат для сварки металлическим электродом;
- электрическая контактная точечная и стыковая сварка.
Вот почему Н.Н. Бенардос считается подлинным отцом дуговой электросварки. В 1885-1886 гг. на способ Н.Н. Бенардоса «сварка угольной дугой» был выдан патент в России, Франции, Бельгии, Англии, Германии, Швеции, Дании, Испании, США и Австрии.
Первое время способ Н.Н. Бенардоса в России использовался для ремонтных работ, проводимых обществом «Электрогефест» в Петербурге, в мастерских Орловско-Витебской железной дороги и в других местах России при исправлении паровозных колес и рам.
Русский инженер Н.Г. Славянов (1854-1897 гг.), начальник Пермских пушечных заводов в Мотовилихе, заменил угольный электрод при сварке плавящимся металлическим электродом. Н — Г. Славянов спроектировал и построил на Пермских пушечных заводах первые в мире сварочные динамо-машины с приводом от паровой машины, имеющие напряжение 60 е и силу тока 300 и 1000 а.
На Пермском заводе Н.Г. Славянов организовал значительный по тем временам электросварочный цех и выполнил большое количество сварочных работ с искусством, заслуживающим внимания и в настоящее время. С 1891 по 1894 г. лично Славяновым и под его руководством выполнено ремонтно-сварочных работ на 1631 изделие с общим весом 250 т и израсходовано при этом II т электродов.
На IV Электрической выставке Русского электротехнического общества в 1892 г. был представлен образец сварной медной трубы, выдержавшей гидравлическое давление 50 ат. Это пример, иллюстрирующий искусство сварочных работ.
Н.Г. Славянов обращал внимание на необходимость проведения сварки под шлакообразующими покрытиями, изолирующими металл от воздействия воздуха и участвующими в металлургическом процессе. Он применял при сварке для этих целей ферросплавы, битое стекло и другие вещества.
Н.Г. Славянов обращал особое внимание на механизацию и автоматизацию дуговой сварки. Им были созданы и широко применены после Н.Н. Бенардоса электросварочные автоматы (или, как он их называл, «электроплавильники»).
Н.Г. Славяновым был написан и издан при жизни ряд работ по вопросам сварки.
Фермой называется стрежневая конструкция, концы стрежней которой соединены в узлах и составляют геометрически неизменяемую систему. Нагрузка к ферме, как правило, прикладывается в узлах. В этом случаи стержни ферм испытывают только осевые усилия растяжения и сжатия.
Стропильные фермы
Стропильные фермы можно классифицировать по нескольким признакам:
- По конструктивному оформлению.
2. По очертанию поясов.
Сварка конструкций: виды и режимы
... содержании свыше 0,5% С стали практически не свариваются электрошлаковой сваркой без специальных приемов. Чувствительность к горячим трещинам в шве возрастает с увеличением жесткости свариваемых конструкций. ... электрического дугового разряда, на использовании которого основана электрическая дуговая сварка - важнейший вид сварки настоящего времени. Видная роль в создании этого способа принадлежит ...
- По типу решетки.
- По статической схеме.
- По типу поперченных сечений элементов.
Типы стропильных ферм:
Балки — (Образуют рамные конструкции), конструктивные элементы, работающие на поперечный изгиб.
Колоны — элементы, работающие на сжатие, или сжатие с продольным изгибом.
Решётчатые конструкции
К ним относятся: фермы, мачты, арматурные сетки, каркасы.
Оболочковые конструкции, Корпусные, транспортные конструкции, Детали машин и приборов
Сталями называют сплавы железа с углеродом, содержащие менее 2 % С.
Стали, классифицируются:
I. По химическому составу:
Стали углеродистые и легированные.
Обыкновенного качества и качественные.
Обыкновенного качества подразделяются на три группы:
Группа А — по механическим свойствам. Стали группы А не применяются для изготовления сварных конструкций.
Группа Б — по химическому составу. Стали группы Б делятся на две категории. Для сталей первой категории регламентировано содержание углерода, кремния марганца и ограничено максимальное содержание серы, фосфора, азота и мышьяка; для сталей второй категории ограничено также максимальное содержание хрома, никеля и меди.
Группа В — по механическим свойствам и химическому составу. Стали группы В делятся на шесть категорий. Полное обозначение стали включает марку, степень раскисления и номер категории. Например, ВСтЗГпс5 обозначает следующее: сталь группы В, марка СтЗГ, полуспокойная, 5-ой категории. Состав сталей группы В такой же, как сталей соответствующих марок группы Б, 2-ой категории. Стали ВСт1, ВСт2, ВСтЗ всех категорий и степени раскисления выпускают с гарантированной свариваемостью. Стали БСт), БСт2, БСтЗ поставляют с гарантией свариваемости но требованию заказчика.
Изготавливают стали следующих марок:
- группа А — Ст 0, Ст 1, Ст 2, Ст 3, Ст 4, Ст 5, Ст 6;
- группа Б — БСт 0, БСт 1, БСт 2, БСт 3, БСт 4, БСт 5, БСт 6;
- группа В — ВСт 0, ВСт 1, ВСт 2, ВСт 3, ВСт 4, ВСт 5.
Обыкновенные стали разделены по степени расскисления на три группы:
кипящие (кп).
Кипящая сталь, содержащая кремния (Si) не более 0,07%, получается при неполном раскислении металла марганцем. Сталь характеризуется резко выраженной неравномерностью распределения вредных примесей (серы и фосфора) по толщине проката. Местная повышенная концентрация серы может привести к образованию кристаллизационных трещин в шве и околошовной зоне. Кипящая сталь склонна к старению в околошовной зоне и переходу в хрупкое состояние при отрицательных температурах.
спокойные (сп).
Спокойная сталь получается при раскислении марганцем, алюминием и кремнием и содержит кремния (Si) не менее 0,12 %; сера и фосфор распределены в ней более равномерно, чем в кипящей стали. Эта сталь менее склонна к старению и отличается меньшей реакцией на сварочный нагрев.
полуспокойные (пс).
Полуспокойная сталь по склонности к старению занимает промежуточное место между кипящей и спокойной сталью. Полуспокойные стали с номерами марок 1-5 выплавляют с нормальным и с повышенным содержанием марганца, примерно до 1 %. В последнем случае после номера марки ставят букву Г (например, БСтЗГпс).
Качественная.
Углеродистые качественные стали для изготовления конструкций применяют в горячекатаном состоянии и в меньшем объеме после нормализации и закалки с отпуском. Углеродистые стали в соответствии с ГОСТ 14-1-142-84 подразделяются на три подкласса:
- низкоуглеродистые с содержанием углерода до 0,25%;
среднеуглеродистые с содержанием углерода (0,25 — 0,60%)
высокоуглеродистые с содержанием углерода более 0,60%.
В сварных конструкциях в основном применяют низкоуглеродистые стали.
2. Легированные стали.
Легированными называют, стали, содержащие специально введенные элементы для придания стали определенных свойств и структуры.
В зависимости от содержания легирующих элементов легированные конструкционные стали разделяют на следующие группы:
- низколегированные, в которых содержание одного легирующего элемента не превышает 2 %, а суммарное содержание легирующих элементов менее 5%;
- среднелегированные, в которых содержание одного легирующего элемента составляет 2.5 % при суммарном содержании до 10%;
- высоколегированные, в которых содержание одного легирующего элемента более 5 %, а суммарное содержание легирующих элементов превышает 10%.
По назначению различают легированные стали: конструкционные повышенной прочности, жаропрочные, жаростойкие, коррозионностойкие. В зависимости от вводимых в сталь легирующих элементов различают стали марганцовистые, кремниемарганцовистые, хромистые, хромоникелевые и т.п. По содержанию углерода легированные стали, как и углеродистые, могут быть низко-, средне и высокоуглеродистыми. В зависимости от структуры различают стали перлитного, ферритного, аустенитного, мартенситного и промежуточных классов. Класс стали определяют структурой в ней, образующейся после операции термической обработки — нагрева до температуры точки Ас 3 и последующего охлаждения на воздухе.
II. По способу производства:
конвекторные
мартеновские
электросталь
III. По назначению:
конструкционные (строительные, машиностроительные)
инструментальные
с особыми физическими свойствами
Для изготовления сварных конструкций применяют:
листовые, различные виды проката сортовой, трубный, фасонный и т.д. При поставки партии метал, снабжается основными и нормативными документами. Для изготовления сварных конструкции часто используют:
) Низкоуглеродистые (ВСТ-3, ВСТ-2, СТ-3, СТ-5).
Низколегированные (10Г2С1,14Г2,12МХ).
Среднелегированные (12-ХГСА,30-ХГСА, ВЛ1Д).
Алюминиевые сплавы (АМГ-3, АМГ-6, АМЦ-8).
Сплавы титана (ВТ-2, ВТ5-1, ОТ-4, ТС-6).
Выбор метала, определяется соответствием его свойств требованием, обусловленным назначением и условиями работы конструкции. Общепринятыми характеристиками металла являются придел прочности, предел текучести, относительное удлинение, относительное поперечное сечение, ударная вязкость. Однако непосредственное использование их для оценки поведения материала в конструкции в большинстве случаев является недостаточным. Например, приведённые характеристики не позволяют судить о поведении материала при вибрационных нагрузках, тем более ничего нельзя сказать о сопротивлении металла статическим нагрузкам при низких или при высоких температурах. По этому необходимы дополнительные данные о сопротивлении металла усталости, ударным воздействиям, хрупким разрушениям, особенно при низких температурах, о чувствительности к надрезу и концентраторами напряжений и др.
С целью снижения металлоёмкости и уменьшение массы конструкций необходимо учитывать не только абсолютные показатели прочностных свойств, но и отношение их к плотности металла, так называемые удельные прочностные показатели материала. Исходя из этого конструкции из стали могут выдерживать меньшую нагрузку, чем аналогичные и одинаковые по массе, но выполненные из титанового сплава или алюминиевого сплава.
Важная характеристика свойств конструкционных материалов — отношение предела текучести к приделу прочности при растяжении. Для различных материалов, используемых в сварных конструкциях, это отношение находится в приделах 0,5 — 0,9. Для большинства сталей это отношение 0,75-0,8, для аустенитно-мартенситной сталей при комнатной температуре — 0,9, при 500 С-0,8.
В зависимости от температуры материал может находится в вязком или хрупком состоянии, что резко влияет на его поведение под нагрузкой. В вязком состоянии и его разрушение происходит после значительных пластических деформации. В хрупком состоянии способность пластически деформироваться сильно снижена. Во время эксплуатации такого материала может произойти мгновенное разрушение при случайных перегрузках из-за малой его энергоёмкости.
Хрупкость не является постоянным свойством материала, И переход из пластического состояния в хрупкое зависит от многих факторов — химического состава и структуры, температуры, вида напряжённого состояния.
Оценка хрупкости материалов служит ударная вязкость. Этот показатель является одной из существенных характеристик сопротивляемости материала разрушению.
Во многих случаях главным при выборе металлов является их способность работать при повышенной температуре в агрессивных средах. Также необходимо учитывать их поведение при сварке. В сварных конструкциях основной металл в процессе сварки подвергается термическим, механическим и химическим воздействием. Это приводит к изменениям его химического состава, структуры, механических свойств, напряжённого состояния. По этому при выборе металла для сварных конструкции необходимы считаться не только с его исходными свойствами, но и с теми, которые он приобретает под воздействием сварочного процесса. Этот характеризуется свариваемостью материала. Таким образом, технологическая свариваемость является важнейшей комплексной характеристикой металла.
Для сварных изделий в машиностроении в качестве конструкционных материалов широко используют конструкционные стали, лёгкие сплава на основе алюминия и магния, титановые сплавы, медь и её сплавы, и др.
Ra=Rb=4,5P h=d=1 L=9 P=30kH α=45º = 0,7
Определим усилия в стержнях методом вырезания узлов.
1. Вырезаем узел 0’
N2 = 0’1’
E Fx (F) = 0 N2= 0
E Fy (F) = 0 — P — N1=0 N1= — P = — 30кН
Вырезаем узел 0
N4 = 0 1
E Fx (F) = 0 N3
- cosα +N4=0Fy (F) = 0 N1+Ra+N3·sinα=0= — N1 — Ra/sinα = P — 4,5 P/sinα = — 3,5 P/sinα = — 150кН= — N3cosα = 3,5P·d/h = 105кН
3. Вырезаем узел 1
N8 = 1 2
E Fx (F) = 0 — N4 + N8 =0 N8=N4= 3,5 P =105kH
E Fy (F) = 0 N5 = 0
Вырезаем узел 1’
N7 = 1’2
E Fx (F) = 0 — N2 + N6 — N3cosα + N7cosα = 0
E Fy (F) = 0 — P — N5 — N3sinα — N7sinα = 07 = ( — P + 3,5 P/sinα ·sinα) / sinα = 2,5 P/sinα = 107кН6= N2 + N3cosα — N7cosα = — 3,5 Pcosα/sinα — 2,5 Pcosα/sinα = — 6P·d/h = — 180кН
5. Вырезаем узел 2
E Fx (F) = 0 — N6 + N10 =0 N10=N6= — 6P
- d/h = — 180кН
E Fy (F) = 0 N9 = — P = — 30кН
Вырезаем узел 2
N12= 2 3
E Fx (F) = 0 — N8 + N12 — N7sinα + N11cosα = 0
E Fy (F) = 0 N9 + N7sinα + N11sinα = 0= (P — 2,5 P/sinα
- sinα) / sinα = — 1,5P/sinα = — 64,3кН=N8 + N7sinα — N11cosα = 3, 5P·d/h + 2,5Psinα/sinα + 1,5Pcosα/sinα = 7,5P·d/h = 225кН
7. Вырезаем узел 3
N16= 3 4
E Fx (F) = 0 — N12 + N16 =0 N16=N12= 7,5P·d/h = 225кН
E Fy (F) = 0 N13 = 0
Вырезаем узел 3’
N15= 3’4
E Fx (F) = 0 — N10 + N14 — N11cosα + N15cosα = 0
E Fy (F) = 0 — P — N13 — N11sinα — N15sinα = 0= ( — P — N13 — N11sinα) / sinα = (-P +1,5P/sinα
- sinα) / sinα = 0,5P/sinα = 21,4kH= N10 + N11cosα — N15coαs = — 6Pcosα/sinα — 1,5Pcosα/sinα — 0,5Pcosα/sinα = — 8P·d/h = — 240кН
9. Вырезаем узел 4’
N17= 4’4
E Fx (F) = 0 — N14 + N18 =0 N18=N 12= — 8 P
- d/h = — 240кН
E Fy (F) = 0 — P — N17=0 N17= — P = — 30кН
Вырезаем узел 4
N20= 4 5
E Fx (F) = 0 — N16 + N20 — N15sinα + N9cosα = 0
E Fy (F) = 0 N17+ N15cosα + N19sinα = 0= ( — N17 — N15cosα/sinα) / sinα = (P — 0,5P/sinα
- cosα) / cosα =0,5P/sinα
- d/h =21,4кН=N16 + N15sinα — N19cosα =7,5Pcosα/sinα + 0,5 Psinα/sinα — 0,5 Pcosα/sinα =7,5P·d/h =225кН
Таблица
|
Стержень, N |
Значение в буквах |
Значение в цифрах, кН |
Площадь, А |
Состав сечения |
|
N 1 = 00’ |
— P d/h |
-30 |
1,13 |
20х20х3 |
|
N 2 = 0’1’ |
0 |
0 |
6,13 |
63х63х5 |
|
N 3 = 01’ |
-3,5P/sinα |
-150 |
3,86 |
56х56х3,5 |
|
N 4 = 01 |
3,5P d/h |
105 |
8,15 |
70х70х6 |
|
N 5 = 1’1 |
0 |
0 |
1,13 |
20х20х3 |
|
N 6 = 1’2’ |
-6P d/h |
-180 |
6,13 |
63х63х5 |
|
N 7 = 1’2 |
2,5P/sinα |
107 |
3,86 |
56х56х3,5 |
|
N 8 = 12 |
3,5P d/h |
105 |
8,15 |
70х70х6 |
|
N 9 = 2’2 |
— P |
1,13 |
20х20х3 |
|
|
N 10 = 2’3’ |
-6P d/h |
-180 |
6,13 |
63х63х5 |
|
N 11 = 23’ |
-1,5P/sinα |
-64,3 |
3,86 |
56х56х3,5 |
|
N 12 = 23 |
7,5P d/h |
225 |
8,15 |
70х70х6 |
|
N 13 = 33’ |
0 |
0 |
1,13 |
20х20х3 |
|
N 14 = 3’4’ |
-8P d/h |
-240 |
6,13 |
63х63х5 |
|
N 15 = 3’4 |
0,5P/sinα |
21,4 |
3,86 |
56х56х3,5 |
|
N 16 = 34 |
7,5P d/h |
225 |
8,15 |
70х70х6 |
|
N 17 = 4’4 |
— P |
-30 |
1,13 |
20х20х3 |
|
N 18 = 4’5’ |
-8P d/h |
-240 |
6,13 |
63х63х5 |
|
N 19 = 45’ |
0,5P/sinα |
21,4 |
3,86 |
56х56х3,5 |
|
N 20 = 45 |
7,5P d/h |
225 |
8,15 |
70х70х6 |
β=0,7
к14=к18=5
к17=3
G=300МПа
1. Определяем касательное напряжение, возникающее в швах.
[τ’] = 0,6х [Gр] = 0,6х300 = 180МПа, τ = Р/кβι
Определяем Рф1 и Рф2 стержня N14.
Рф1 = 0,7хN14 = 0,7х240 = 168 кН
Рф2 = 0,3хN14 = 0,3х240 = 72 кН
ι1 = Рф1/кβτ = 168х103/ 5х0,7х180 = 26,6 см
ι2 = Рф2/кβτ = 72х103/ 5х0,7х180 = 11,4 см
Определяем Рф1 и Рф2 стержня N18.
Рф1 = 0,7хN18 = 0,7х240 = 168 кН
ι1 = Рф1/кβτ = 168х103/ 5х0,7х180 = 26,6 см
ι2 = Рф2/кβτ = 72х103/ 5х0,7х180 = 11,4 см
Определяем Рф1 и Рф2 стержня N17.
Рф1 = 0,7хN17 = 0,7х30 = 21 кН
Рф2 = 0,3хN17 = 0,3х30 = 9 кН
ι1 = Рф1/кβτ = 21х103/ 3х0,7х180 = 5,5 см
ι2 = Рф2/кβτ = 9х103/ 3х0,7х180 = 2,4 см
Расчет и конструирование соединений элементов стальных
. Типы сварных швов.
. Расчетные сопротивления сварных швов.
. Стыковые швы.
. Расчет стыковых швов.
. Угловые швы
. Действительная работа угловых швов.
. Два варианта разрушения углового соединения.
. Расчет по срезу металла шва.
. Расчет по срезу металла границы сплавления
. Выбор способа сварки.
. Порядок расчета соединений угловыми швами.
. Типы сварных стыков.
. Типы сварных соединений.
. Прикрепление уголков к фасовке.
В ходе курсового проекта, я изучил расчет и конструирование сварных конструкций.
Научился вычислять пояса фермы, нижний и верхний угол узла фермы, расчет на смятие, гибкость вязкость, определять самое большое усилие в какой — либо точке.
Определил, как накладывать швы при сварке, в какой последовательности это делать.
Таблица
|
Поз. |
Обозначение |
Наименование |
Кол. |
Примечание |
|
Документация |
||||
|
Сборочный чертёж |
||||
|
Детали |
||||
|
1 |
N17 |
Уголок 3x20x20 |
1 |
|
|
2 |
N14, N18 |
Уголок 5x63x63 |
2 |
|
|
3 |
Планка |
|||
|
Чертил Усатов Евгений |
УГОЛОК |
|||
|
БЭМТ ГР.352СВд |
Ст3 |
|||