
Министерство образования Республики Беларусь
Белорусский государственный университет информатики и
радиоэлектроники
кафедра РЭС
РЕФЕРАТ
на тему:
«Электрические и магнитные методы контроля РЭСИ»
МИНСК, 2008
Электрические методы
Электрические методы неразрушающего контроля (ЭМНК) основаны на создании в контролируемом объекте электрического поля либо непосредственным воздействием на него электрическим возмущением (например, электростатическим полем, полем постоянного или переменного тока), либо косвенно с помощью воздействия возмущениями неэлектрической природы (например, тепловым, механическим и др.).
В качестве информативного параметра используются электрические параметры объекта контроля (емкость, тангенс угла потерь, проводимость).
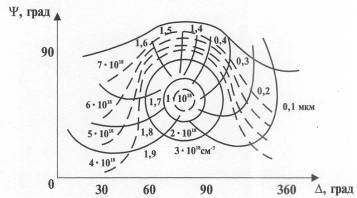
Рисунок 1 – Номограмма ![]() для определения толщины эпитаксиальной пленки (d ) и концентрации электронов в подложке (N ) в структуре nn+ GaAs при л = 10,6 мкм,
для определения толщины эпитаксиальной пленки (d ) и концентрации электронов в подложке (N ) в структуре nn+ GaAs при л = 10,6 мкм, ![]()
- линии равной концентрации
- линии равной толщины
По назначению ЭМНК делятся по определению исследуемых характеристик состава и структуры материала на электроемкостные, электропотенциальные и термоэлектрические.
Электроемкостной метод
Информативность ЭМК определяется зависимостью первичных параметров емкости, тангенса угла потерь от характеристик объекта контроля, (диэлектрической проницаемости и коэффициента диэлектрических потерь (см. рис. 2).
Косвенным путем с помощью ЭМК можно определить и другие физические и структурные характеристики материала: плотность, содержание компонентов, механические параметры, радиопрозрачность, толщину, проводящие и диэлектрические включения и т.п.
Примеры значений диэлектрической проницаемости и тангенса угла диэлектрических потерь электроизоляционных материалов на высоких частотах 105-108 Гц приведены в приложении.
Электропотенциальные методы
Работа электропотенциальных приборов основана на прямом пропускании тока через контролируемый участок и измерении разности потенциалов на определенном участке.
Устройства и ремонт приборов для измерения и контроля давление. ...
... универсальный прибор, обеспечивающий измерение токов, напряжений и сопротивлений). 1. Общие сведения Электрический контроль регистрирует параметры электрического поля, взаимодействующего с контролируемым объектом (собственно электрический метод), или ... с этой проблемой, важно понять основные принципы функционирования измерительных приборов и знать особенности их применения (как правило, большинство ...

Рисунок 2 – Схема воздействия характеристик объекта
контроля на электрические параметры
При пропускании через электропроводящий объект электрического тока в объекте создается электрическое поле. Геометрическое место точек с одинаковым потенциалом составляет эквипотенциальные линии (рис. 3).
На рисунке показано распределение эквипотенциальных линий при отсутствии (рис. 3,а) и наличии дефекта (рис. 3,6).
Разность потенциалов зависит от трех факторов: удельной электрической проводимости а, геометрических размеров (например, толщины) и наличия поверхностных трещин. При пропускании переменного тока разность потенциалов будет зависеть и от магнитной проницаемости м .
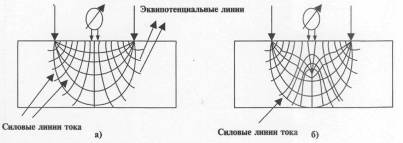
Рисунок 3 – Распределение эквипотенциальных линий
В приборах имеется четыре электрода. С помощью двух из них (токопрово-дящих) к контролируемому участку подводится ток, а два других измерительные измеряют разность потенциалов на определенном расстоянии (обычно не более 2 мм), по которой судят о глубине обнаруженной трещины.
Электропотенциальные приборы применяют для измерения толщины стенок деталей, для изучения анизотропии электрических и магнитных свойств, обусловленной приложенными к объекту контроля механическими напряжениями, но основное назначение этих приборов – измерение глубины трещин, обнаруженных другими методами неразрушающего контроля. Электропотенциальный метод с использованием четырех электродов, является единственным методом, который позволяет осуществить простое измерение глубины (до 100 — 120 мм ) поверхностных трещин.
В этом смысле характерным представителем таких приборов является прибор – измеритель глубины трещин типа ИГТ – 10НК позволяющий контролировать глубины трещин от 0,5 до 20 мм в ферромагнитных, аустенитных сталях с 10% относительной погрешностью.
Применение измерителей глубины трещин совместно с другими методами, например, магнитопорошковым или капиллярным, позволяет повысить эффективность обнаружения трещин.
Помимо контроля трещин электропотенциальные методы используются при контроле удельного сопротивления полупроводниковых структур.
Термоэлектрические методы
Приборы неразрушающего контроля, основанные на термоэлектрическом методе, находят применение при контроле деталей по маркам сталей, при контроле полупроводниковых пластин по типам проводимостей и т.д.
а) Контроль деталей по маркам сталей.
Обработка информации может проводиться или путем прямого преобразования или дифференцированным методом (рис. 4,а и рис. 4,б).
Сущность работы приборов по схеме прямого преобразования заключается в следующем. Контролируемый образец 1 помещают на площадку холодного электрода 3. К контролируемой поверхности прикасаются горячим электродом 2, нагреваемым элементом 4. В месте контакта горячего электрода возникает термо-ЭДС, и ток начинает протекать в цепи, в которую включен индикаторный прибор V.
При работе прибора по дифференцированной схеме к холодным электродам, на которых размещены: образец 5 из известной марки стали и контролируемая деталь 1, подключен индикаторный прибор V. К этим деталям одновременно прикасаются горячим электродом — щупом 2 и, наблюдая за показаниями индикаторного прибора V, судят о принадлежности контролируемой детали к марке стали образца.
Регистрация результатов контроля возможна тремя способами: по углу отклонения стрелки индикаторного прибора, по измерению знака термо-ЭДС и по индикации нулевого показания.
В таблице 1. приведены значения термо-ЭДС для некоторых сталей.
Контроль типа проводимости монокристаллических слитков и пластин
Для (кремния или арсенида галлия) n – типа горячий токоподвод имеет положительную полярность, а холодный – отрицательную. При нагреве токоподвода скорость электронов в нем становится больше, чем в холодном, поэтому они диффундируют от горячего токоподвода к холодному до тех пор, пока горячий токоподвод, отдавший электроны, не окажется заряженным положительно а холодный токоподвод получивший избыток, зарядится отрицательно (рис.5,а) (в кремнии или арсениде галлия), дырки диффундируют от горячего токоподвода к холодному и горячий токоподвод заряжается отрицательно (рис.5,б).
Таблица 1
Значения термо-ЭДС для марок сталей.
| Марка стали | Значение термо-ЭДС, мВ |
| 40Х14Н14В2М | 0,30 – 0,38 |
| 10Х18Н10Т | 0,27 – 0,36 |
| ЗОХГСНА | 0,16 – 0,28 |
| 18ХНВА | 0,15 – 0,27 |
| ЗОХГСА | 0,12 – 0,18 |
| ЭИ868 | 0,13 – 0,19 |
| 12ХНЗА | 0,02 – 0,06 |
| 10 | -0,07 – +0,09 |
| 20 | -0,09 – +0,11 |
| 25 | -0,09 – +0,11 |
| 45 | -0,11 – +0,11 |
| 15ХА | -0,17 – +0,11 |
| ЭИ617 | -0,21 – +0,14 |
| 16ХГТА | -0,27 – +0,20 |
| ЭИ617 | -0,28 – +0,23 |
| 16ХГТА | -0,27 – +0,30 |
| ЭИ347 | -0,28 – +0,23 |
| 10X18 | -0,27 – +0,30 |
| Р18 | -0,30 – +0,32 |
| 20X23 | -0,31 – +0,33 |
| 10Х12М | -0,37 – +0,41 |
| 10X12Ф1 | -0,40 – +0,46 |
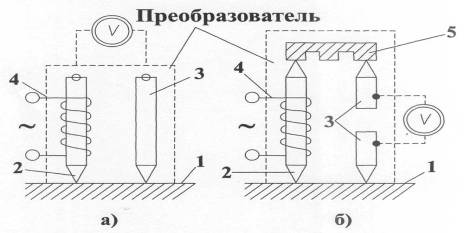
Рисунок 4 – Схемы контроля путем прямого преобразования (а) и диф-ференцированным методом(б)
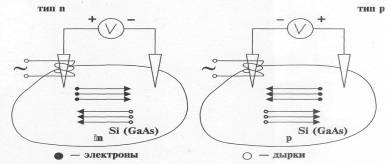
Рисунок 5 – Контроль типа проводимости полупроводников по знаку термо-ЭДС: а) n-тип; б) р-тип.
Магнитные методы
Методы основаны на взаимодействии магнитного поля с контролируемым объектом.
Контролируемый объект помещается в магнитное поле. Встретив на своем пути препятствия в виде дефектов — (трещин, расслоений, газовых пузырей, раковин и др.) с меньшей магнитной проницаемостью, часть магнитных силовых линий выходит на поверхность объекта, образуя вокруг этого дефекта поля рассеяния (рис.6).
Для регистрации полей рассеяния над дефектами применяют несколько методов: магнитопорошковый; магнитографический и магнитоферрозондовый.
Возможность применения магнитных методов и конкретные параметры контроля изделий зависят от магнитных свойств материала. Если в магнитное поле поместить тело из ферромагнитного материала, то после удаления источника намагничивания тело сохранит некоторую остаточную намагниченность.
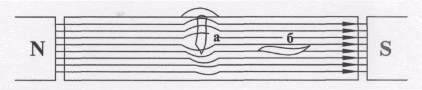
Рисунок 6 – Схема магнитного контроля при расположении дефекта поперек (а) и вдоль (б) магнитных силовых линий
Магнитопорошковый метод.
Магнитопорошковый метод регистрации полей рассеивания при неразрушающем контроле основан на явлении притяжения частиц магнитного порошка в местах выхода на поверхность контролируемого изделия магнитного потока, связанного с наличием нарушений сплошности. В намагниченных изделиях из ферромагнитных материалов нарушения сплошности (дефекты) вызывают перераспределение магнитного потока и выход части его на поверхность (магнитный поток дефекта).
На поверхности изделия создаются локальные магнитные полюсы, притягивающие частицы магнитного порошка, в результате чего место дефекта становится видимым.
Метод служит для выявления дефектов типа тонких поверхностных и подповерхностных нарушений сплошности: трещин, расслоений, непроваров сварных соединений и т. п.
Метод позволяет контролировать изделия любых размеров и форм если их магнитные свойства дают возможность намагничивания до степени, достаточной для создания магнитного поля дефекта необходимого для притяжения частиц магнитного порошка.
Чувствительность метода определяется магнитными характеристиками материала контролируемого изделия, его формой и размерами, чистотой обработки поверхности, напряженностью намагничивающего поля, способом контроля, взаимным направлением намагничивающего поля дефекта, свойствами применяемого магнитного или магнитно- люминесцентного порошка способом нанесения суспензии (или сухого порошка), а также освещенностью осматриваемого участка изделия.
В зависимости от размеров выявляемых поверхностных дефектов устанавливаются три условных уровня чувствительности указанные в таблице 2
Таблица 2
Уровни чувствительности магнитопорошковых методов.
| Условный уровень чувствительности | Ширина выявляемого дефекта, мкм | Минимальная протяженность выявляемой части дефекта, мкм |
| А | 2,5 | Свыше 0,5 |
| Б | 10,0 | Свыше 0,5 |
| В | 25,0 | Свыше 0,5 |
Магнитопорошковый метод контроля предусматривает следующие технологические операции:
- подготовку изделия к контролю;
- намагничивание изделия;
- нанесение на изделие магнитного порошка или суспензии;
- осмотр изделия;
- разбраковку;
- размагничивание.
Изделия, подаваемые на намагничивающие устройства, должны быть очищены от покрытий, мешающих их смачиванию или их намагничиванию (масла, грязь, иногда изоляционные покрытия и т. п.).
В зависимости от магнитных свойств материала, размеров и формы контролируемого изделия, а также оборудования, используемого для намагничивания, применяют два способа контроля:
- способ приложенного магнитного поля СПМП;
- способ остаточной намагниченности (СОН).
Контроль СПМП характеризуется образованием валика порошка над дефектом за время действия на контролируемое изделие внешнего магнитного поля. При контроле СПМП намагничивание должно начинаться раньше или одновременно с моментом прекращения полива суспензией или нанесения сухого порошка на контролируемое изделие. Окончание намагничивания должно происходить после прекращения стекания основной массы суспензии с контролируемого участка.
Во избежание перегрева изделия после прекращения нанесения суспензии при длительном времени стекания последней, намагничивающий ток может периодически выключаться. Время действия тока 0,1 — 0,5 с с перерывами между включениями 1 — 2 с.
Осмотр изделия производят по окончании стекания суспензии. В отдельных случаях, оговариваемых технической документацией, осмотр изделия может производиться во время действия намагничивающего тока (поля).
Контроль СОН заключается в предварительном намагничивании контролируемого изделия и последующем нанесении на него суспензии или сухого магнитного порошка. Промежуток времени между намагничиванием и указанной выше обработкой должен быть не менее 1 ч. При этом оседание порошка в зоне дефекта образуется в отсутствии внешнего намагничивающего поля. Наибольшая чувствительность СОН имеет место, когда величина остаточной индукции в изделии соответствует предельному гистерезисному циклу.
При магнитопорошковом методе контроля применяют три вида намагничивания: циркулярное, продольное (полюсное) и комбинированное; Комбинированное намагничивание может быть выполнено только СПМП. Основные способы намагничивания и схемы их осуществления приведены в табл. 3.
Таблица 3
Способы и схемы намагничивания изделий.
|
Вид намагничивания (по форме магнитного потока) |
Способ намагничивания |
Схема намагничивания |
|||
| Пропосканием тока по всему изделию | 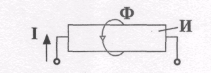 |
||||
| Пропускнием тока по контролируемой части изделия | 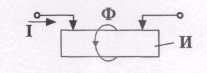 |
||||
| Циркулярное | С помощью провода с током, помещаемого в отверстие изделия | 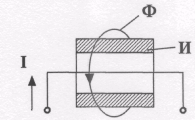 |
|||
| Путем индуцирования тока в изделии | 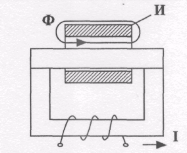 |
||||
| Продольное | Постоянным магнитом | 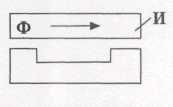 |
|||
| (полюсное) | Электромагнитом | 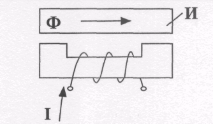 |
|||
| Продольное (полюсное) | Намагничивающим соленоидом | 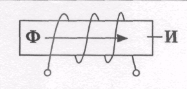 |
|||
| Пропусканием через изделие электрического и магнитного потока от электромагнита | 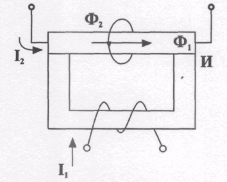 |
||||
| Пропусканием по изделию двух (или более) независимых токов во взаимно перпендикулярных направлениях | 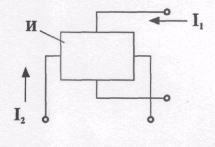 |
||||
| Комбинированное | Путем индуцирования тока в изделии и током, проходящим по проводнику, помещенному в отверстии изделия | 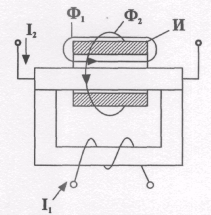 |
|||
| Пропусканием тока по изделию и при помощи соленоида | 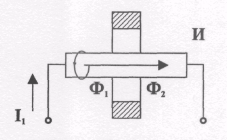 |
||||
В зависимости от ориентации дефектов, подлежащих обнаружению, применяют намагничивание в одном, двух или в трех взаимно перпендикулярных направлениях (или применяют комбинированное намагничивание).
Нанесение магнитного порошка на контролируемое изделие может производиться двумя способами: сухим и мокрым. В первом случае для обнаружения дефектов применяют сухой магнитный порошок, во втором – магнитную суспензию (взвесь магнитного порошка в дисперсионной среде).
В качестве дисперсионной среды могут применяться вода, масло, керосин, смесь масла с керосином и др.
Разбраковка изделий проводится путем визуального осмотра поверхности изделия на наличие отложений магнитного порошка в местах дефектов. При необходимости расшифровка результатов контроля может проводиться с применением оптических средств, тип и увеличение которых устанавливаются технической документацией на контроль конкретных изделий.
Магнитографический метод
Этот метод основан на регистрации магнитных полей рассеяния над дефектами с применением в качестве индикатора ферромагнитной пленки. В этом методе контролируемый участок объекта намагничивают, затем плотно прижимают к нему магнитную ленту аналогичную лентам, применяемым для магнитной звуко- и видеозаписи. Намагниченность ферромагнитных частиц ленты определяется напряженностью основного магнитного поля и магнитными полями рассеяния над дефектами. Информация о дефекте считывается при помощи магнитографического дефектоскопа, имеющего лентопротяжное устройство, чувствительную головку типа магнитофонной и осциллографический индикатор. Для воспроизведения записи взаимно перемещают ленту или головку с постоянной скоростью. Возникающий в головке электрический сигнал пропорционален величине остаточного магнитного потока отпечатков полей рассеяния дефектов, зафиксированных на ленте.
Отечественные серийные магнитографические дефектоскопы МД-9, МД-11, МКГ имеют электродвигатель, приводящий во вращение барабан с несколькими магнитными головками. Головки перемешаются поперек магнитной ленты. Электрический сигнал с головки усиливается и подается на электроннолучевую трубку. Горизонтальная развертка трубки синхронизирована с вращением магнитных .головок.
Чувствительность магнитографического метода сравнительно высока — на изделиях с ровной поверхностью выявляются дефекты глубиной 0,3 мм при шероховатости поверхности 0,15 мм. Преимущество данного метода — документальность контроля и возможность количественной оценки. Магнитографический метод дефектоскопии получил широкое распространение для контроля качества сварного шва, соединений трубопроводов и листовых конструкций.
Магнитоферрозондовый метод. Этот метод основан на выявлении феррозон-довым преобразователем магнитных полей рассеяния над дефектами в намагниченном изделии и преобразовании их в электрические сигналы. Содержание метода устанавливается ГОСТ 21104-75.
Феррозонд представляет собой ферритовый или пермаллоевый сердечник длиной не более 2-6 мм с двумя обмотками, из которых первая — возбуждающая, питаемая переменным током от генератора, а вторая — измерительная, дающая информацию о наличии и изменениях внешних магнитных полей. Феррозондовые преобразователи имеют очень высокую чувствительность (до 10 -6 эВ), что позволяет обнаруживать мельчайшие дефекты, способные создать поле рассеяния. Обеспечив перемещение преобразователя по поверхности объекта, осуществляют автоматический или полуавтоматический контроль наличия дефектов.
В зависимости от магнитных свойств, размеров и формы контролируемого изделия применяют два способа контроля:
- приложенного магнитного поля;
- остаточной намагниченности.
Контроль первым способом осуществляют намагничиванием изделия и одновременной регистрацией напряженности магнитных полей рассеяния дефектов феррозондовым преобразователем в присутствии намагничивающего поля, вторым — после снятия намагничивающего поля.
Для неразрушающего контроля при помощи феррозондов созданы и получают все больше промышленное применение различные дефектоскопы. Используются, например, переносной импульсный феррозондовый дефектоскоп ДИФ-1К, позволяющей обнаружить в сталях различные дефекты. При помощи установок ФДУ-1, УФКТ-1, УФСТ-61, МД-10Ф производится автоматизированный скоростной контроль цилиндрических труб, прутков и других изделий.
ЛИТЕРАТУРА
[Электронный ресурс]//URL: https://drprom.ru/referat/elektricheskie-metodyi-nerazrushayuschego-kontrolya/
1. Глудкин О.П. Методы и устройства испытания РЭС и ЭВС. – М.: Высш. школа., 2001 – 335 с
2. Испытания радиоэлектронной, электронно-вычислительной аппаратуры и испытательное оборудование/ под ред. А.И.Коробова М.: Радио и связь, 2002 – 272 с.
3. Млицкий В.Д., Беглария В.Х., Дубицкий Л.Г. Испытание аппаратуры и средства измерений на воздействие внешних факторов. М.: Машиностроение, 2003 – 567 с 2003
4. Национальная система сертификации Республики Беларусь. Мн.: Госстандарт, 200
5. Федоров В., Сергеев Н., Кондрашин А. Контроль и испытания в проектировании и производстве радиоэлектронных средств – Техносфера, 2005. – 504с.