
автоматизированный производство гибкий микроконтроллер
Производство средних серий продукции, как правило, осуществляется с применением станков с автоматизированным циклом обработки и ручной загрузкой и разгрузкой оборудования, а применение накопителей или магазинов заготовок позволяет устранить зависимость обслуживания от такта станка.
Однако поток заготовок, как и при мелкосерийном производстве, направляется преимущественно в ручную, а ограниченная гибкость традиционного автоматизированного оборудования для среднесерийного производства приводит к большой длительности подготовительно-заключительного времени и к значительным величинам межоперационных запасов и времени прохождения изделий.
Крупные серии изготавливаются на поточных автоматических линиях с прерывным или непрерывным ритмом, на которых обработка и транспортировка объектов осуществляются автоматически. При этом высокая производительность и короткий цикл обработки изделий сочетаются с ограниченной гибкостью как по номенклатуре, так и по устранению возникающих время от времени сбоев и отказов оборудования. Жесткий линейный принцип организации потоков приводит в таких случаях к простоям всего комплекса технических средств, входящих в линию.
Таким образом, мелкосерийное и серийное производства создают ряд трудноустранимых при традиционной обработке проблем, а именно:
- низкий уровень использования капитальных вложений и медленный оборот средств. Действительно, трудности организации работы во вторую и третью смены, потери времени на выходные и праздничные дни, потери времени на загрузку и разгрузку станков и другие факторы приводят к уменьшению машинного времени до 6% от общего фонда времени, что составляет менее 1 ч. работы за 17 ч. при трехсменной непрерывной нагрузке. Таким образом первая задача новой технологии — улучшение использования капитальных вложений без дополнительного привлечения работающих;
- сложность обработки в связи с многооперационностью и многономенклатурностью, а также большим разнообразием станков, используемых на различных операциях.
По этому вторая задача — уменьшение сложности обработки, что также достижимо только в условиях новой технологии;
— сложность календарного планирования серийного производства из-за задержек поставок заготовок и инструмента, поломок оборудования и т.п. . Установка накопителей не решает проблемы, так как это приводит к увеличению капитальных вложений, расширению незавершенного производства, а также снижению эффективности производства.
Капитальные вложения и капитальное строительство
... новое строительство, расширение, реконструкцию и техническое перевооружение действующих предприятий, приобретение машин, оборудования, инструмента, инвентаря, проектно-изыскательские работы и другие затраты. Таким образом, объектами инвестиций, осуществляемых в форме капитальных вложений, являются ...
Эти проблемы решаются при переходе к новой технологии на основе гибких автоматизированных производств, управляемых ЭВМ.
Гибкое автоматизированное производство — это производственная система (линия, участок, цех, завод), в которой реализуется комплексно-автоматизированное групповое многономенклатурное производство, оперативно перестраиваемое в определенном параметрическом диапазоне продукции, а работа всех функциональных комплексов синхронизируется как единое целое многоуровневой автоматизированной системой управления.
Таким образом гибкое автоматизированное производство — организационно-техническая производственная система, позволяющая в мелкосерийном и серийном многономенклатурном производстве заменить с минимальными затратами и в короткий срок выпускаемую продукцию на новую.
автоматизированный производство гибкий микроконтроллер
1. Теория ГАП, .1 Общие принципы построения ГАП
ГИБКИЕ АВТОМАТИЗИРОВАННЫЕ ПРОИЗВОДСТВА (ГАП) — автоматизированные технологические системы, включающие станки с ЧПУ, обрабатывающие центры, автоматические склады, объединенные с мини-ЭВМ, снабженные определенным набором управляющих программ и обеспечивающие автоматизацию многономенклатурного машиностроительного производства.
Гибкие автоматизированные производства позволяют быстро переходить от обработки одного изделия к другому, одновременно выполнять различные операции. Гибкие автоматизированные производства применяются в различных формах, определяемых требованиями производства, для обработки самых разнообразных деталей станков, двигателей, транспортных машин, турбин.
С помощью ГАП выполняется широкий круг операций, включающих контурное фрезерование, фрезерование плоскостей, сверление, резьбонарезание, токарно-патронную обработку, обработку на карусельном станке, зубофрезерование, шлифование и многое другое.
Гибкие автоматизированные производства должны отвечать самым высоким требованиям по точности, быстродействию, надежности. В конструкциях элементов ГАП применяются пневматические, электрогидравлические и электрические приводы, различающиеся принципами действия и функциональными возможностями. Средства вычислительной техники являются основными компонентами ГАП; появление микропроцессорной техники обусловило широкое развитие ГАП.
2.Роль ЭВМ в построении ГАП, .1 Построение технологической линии
С точки зрения функций управления гибкие автоматические производства представляют собой автоматизированные системы управления технологическими процессами (АСУ ТП).
Возможность создания таких систем связана с появлением современных ЭВМ (третьего и четвертого поколений), которые позволяют осуществлять управление работой сложных объектов. В наиболее совершенных ГАП происходит не только непосредственное прямое управление работой всех машин системы сигналами от ЭВМ, но и использование обратных связей. Все виды оборудования с помощью датчиков обратных связей подают на ЭВМ сигналы о фактическом протекании технологического процесса и о работе системы в целом. Основываясь на этих сигналах обратных связей, ЭВМ непрерывно воздействует на работу оборудования с целью поддержания оптимального режима работы системы как в техническом, так и в организационном плане.
Применение ЭВМ и других технических достижений последних лет позволяет создавать принципиально новые производства высокой гибкости, быстрой приспособляемости к меняющимся условиям производства. Эта гибкость определяется следующими характерными особенностями указанных производств: способностью к быстрой переналадке; возможностью перемещения заготовок со станка на станок в любом направлении; непрерывным оперативным воздействием на работу всей системы с целью поддержания технологического процесса на наиболее высоком уровне как по производительности, так и по качеству продукции; возможностью проектирования технологических процессов и программирования обработки с помощью ЭВМ.
Автоматизированная обработка землеустроительной информации
... данных системы. Автоматизированная система обработки землеустроительной информации включает в себя наличие программного комплекса по обработке материалов полевых измерений, средства автоматизированного ввода ... производства, сокращение расходов на судопроизводство за счет принятия решений на базе достоверных и объективных правовых данных. Сущность автоматизации обработки землеустроительной информации ...
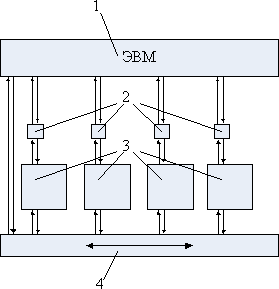
Рис. 1 Схема построения ГАП: 1 — управляющая ЭВМ, 2 — пульты ЧПУ, 3 — станки с ЧПУ, 4 — транспортно-складирующая система (конвейер)
Основные функции ЭВМ в развитых гибких производствах состоят в следующем:
- оперативное планирование загрузки оборудования с целью обеспечения максимальной производительности и эффективности работы системы;
- проектирование технологических процессов и программирование обработки на станках с ЧПУ;
- управление работой станков, транспортно-складирующих устройств, роботов, устройств обеспечения станков инструментами;
- выявление неисправностей оборудования, сигнализация о его состоянии и управление работой ремонтной службы.
Оперативное планирование загрузки оборудования, реализуемое с помощью ЭВМ, позволяет выбирать оптимальные варианты маршрутов обработки, последовательности запуска партий заготовок различных наименований в производство, распределения их между одинаковыми станками.
Проектирование технологических процессов и программирование обработки с помощью ЭВМ делают возможным в очень короткие сроки подготовить выпуск деталей других наименований или выпуск тех же деталей, но из заготовок другого вида, а также скорректировать технологический процесс, если заготовки имеют заниженные или завышенные припуски на обработку.
Непосредственное управление посредством ЭВМ работой всего оборудования ГАП приводит к значительному повышению надежности работы всей системы.
Автономные УЧПУ станков, работающие от перфоленты, магнитной ленты или прочих носителей информации, недостаточно надежны в основном из-за сбоев при чтении. Использование более современных устройств обмена информацией позволяет снизить риск искажения данных. Непосредственная передача управляющих сигналов от ЭВМ по проводам, минуя считывающее устройство пульта ЧПУ, почти полностью исключает возможность сбоев.
2 Построение технологической линии
В силу того, что станки с ЧПУ заметно отличаются от станков с ручным управлением, принципы их использования должны быть особыми. Практика создания ГАП подтверждает это положение.
Так, подбор станков для гибких производств в настоящее время производится на основе одного из двух принципов:
- принципа взаимодополняющих станков;
- принципа взаимозаменяющих станков.
Принцип взаимодополняющих станков в целом соответствует их традиционному набору и расположению на участке в технологической последовательности. Например, если на участке обрабатываются тела вращения, то первыми будут расположены фрезерно-центровальные (подрезка торцов и зацентровка заготовок валов), затем токарные станки. За ними обычно идут зуборезные, а затем фрезерные, сверлильные и т. д. Здесь каждый новый вид станков дополняет (расширяет) возможности участка. Действительно, при наличии в системе только токарных станков можно изготовлять лишь самые простые детали. Зуборезные станки позволяют, кроме того, изготовлять зубчатые колеса. Такой подбор станков в ГАП и называется принципом взаимодополняющих станков. Недостатком производства, построенного на этом принципе, является низкая технологическая надежность, потому что выход из строя какого-либо станка, имеющегося в единственном экземпляре, сразу же уменьшает номенклатуру выпускаемых деталей.
Токарные станки, их устройство и классификация
... накатку рифлений, притирку (См. Притирка) и т.п. Используя специальные приспособления, на Токарном станке можно осуществлять Фрезерование, Шлифование, нарезание зубьев и др. виды обработки. На ... или вручную. Включение автоматических подач производится рукояткой 14. Устройство поперечного суппорта показано на рисунке ниже. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным ...
Принцип взаимозаменяющих станков состоит в том, что на участке используются станки только одной модели. Если, например, участок оборудован одними токарными станками, то технологическая надежность системы будет высокая. Действительно, выход из строя одного-двух станков здесь приводит лишь к уменьшению производительности, но не к сужению номенклатуры выпускаемых деталей. Однако возможности ГАП, построенного на базе одних только токарных станков, невысоки.
Другое дело, если использованы многооперационные станки. В этом случае резко повышаются возможности гибкого производства при его высокой технологической надежности. Таким образом, применение принципа взаимозаменяющих станков наиболее эффективно, если гибкое производство построено на основе многооперационных станков. Такие производства отличаются исключительно высокой гибкостью. Можно, например, все станки загрузить одной и той же работой (выполнение одинаковых операций), а можно на разных станках выполнять последовательный ряд операций по изготовлению одновременно одной, двух или более деталей разных наименований.
Использование многооперационных взаимозаменяющих станков значительно повышает стоимость построения производственной линии. В связи с этим считается экономически выгодным построения линии взаимодополняющих станков из многооперационных станков с ограниченной функциональностью. Целью подобного построения является возможность перенести нагрузки вышедшего из строя узла на станки с подобным функционалом, чаще всего соседние.
3. Микроконтроллер
Микроконтроллер — микросхема, предназначенная для управления электронными устройствами. Типичный микроконтроллер сочетает на одном кристалле функции процессора и периферийных устройств, содержит ОЗУ или ПЗУ. По сути, это однокристальный компьютер, способный выполнять простые задачи.
3.1 История создания микроконтроллеров
С появлением однокристальных микро-ЭВМ связывают начало эры массового применения компьютерной автоматизации в области управления. По-видимому, это обстоятельство и определило термин «контроллер» (англ. controller — регулятор, управляющее устройство).
В связи со спадом отечественного производства и возросшим импортом техники, в том числе вычислительной, термин «микроконтроллер» (МК) вытеснил из употребления ранее использовавшийся термин «однокристальная микро-ЭВМ».
Первый патент на однокристальную микро-ЭВМ был выдан в 1971 году инженерам М. Кочрену и Г. Буну, сотрудникам американской TexasInstruments. Именно они предложили на одном кристалле разместить не только процессор, но и память с устройствами ввода-вывода.
Модернизация электрооборудования и схемы управления токарно-винторезного станка
... модернизации электрооборудования станков, так как модернизировать станок намного дешевле чем покупать и устанавливать новые. В дипломном проекте произведена модернизация электрооборудования и схемы управления токарно-винторезного станка ... станка, мм 2270 Ширина станка, мм 1110 Высота станка, мм 1505 Вес станка, кг 2050 1.2 Устройство и взаимодействие узлов станка Общий вид с обозначением узлов станка ...
В 1976 годуамериканская фирма Intel выпускает микроконтроллер i8048. В 1978 году фирма Motorola выпустила свой первый микроконтроллер MC6801, совместимый по системе команд с выпущенным ранее микропроцессором MC6800. Через 4 года, в 1980 году, Intel выпускает следующий микроконтроллер: i8051. Удачный набор периферийных устройств, возможность гибкого выбора внешней или внутренней программной памяти и приемлемая цена обеспечили этому микроконтроллеру успех на рынке. С точки зрения технологии микроконтроллер i8051 являлся для своего времени очень сложным изделием — в кристалле было использовано 128 тыс. транзисторов, что в 4 раза превышало количество транзисторов в 16-разрядном микропроцессоре i8086.
На сегодняшний день существует более 200 модификаций микроконтроллеров, совместимых с i8051, выпускаемых двумя десятками компаний, и большое количество микроконтроллеров других типов. Популярностью у разработчиков пользуются 8-битные микроконтроллеры PIC фирмы MicrochipTechnology и AVR фирмы Atmel, 16-битные MSP430 фирмы TI, а также 32-битные микроконтроллеры, архитектуры ARM, которую разрабатывает фирма ARM Limited и продаёт лицензии другим фирмам для их производства. Несмотря на популярность в России микроконтроллеров упомянутых выше, по данным GartnerGrup от 2009 года мировой рейтинг по объёму продаж выглядит иначе [2] первое место с большим отрывом занимает RenesasElectronics на втором Freescale, на третьем Samsung, затем идут Microchip и TI, далее все остальные.
В СССР велись разработки оригинальных микроконтроллеров, также осваивался выпуск клонов наиболее удачных зарубежных образцов.
В 1979 году в СССР НИИ ТТ разработали однокристальную 16-разрядную ЭВМ К1801ВЕ1, микроархитектура которой называлась «Электроника НЦ».
3.2 Описание микроконтроллера
При проектировании микроконтроллеров приходится соблюдать баланс между размерами и стоимостью с одной стороны и гибкостью и производительностью с другой. Для разных приложений оптимальное соотношение этих и других параметров может различаться очень сильно. Поэтому существует огромное количество типов микроконтроллеров, отличающихся архитектурой процессорного модуля, размером и типом встроенной памяти, набором периферийных устройств, типом корпуса и т. д. В отличие от обычных компьютерных микропроцессоров, в микроконтроллерах часто используется гарвардская архитектура памяти, то есть раздельное хранение данных и команд в ОЗУ и ПЗУ соответственно.
Кроме ОЗУ, микроконтроллер может иметь встроенную энергонезависимую память для хранения программы и данных. Во многих контроллерах вообще нет шин для подключения внешней памяти. Наиболее дешёвые типы памяти допускают лишь однократную запись. Такие устройства подходят для массового производства в тех случаях, когда программа контроллера не будет обновляться. Другие модификации контроллеров обладают возможностью многократной перезаписи энергонезависимой памяти.
Неполный список периферии, которая может присутствовать в микроконтроллерах, включает в себя:
- универсальные цифровые порты, которые можно настраивать как на ввод, так и на вывод;
- различные интерфейсы ввода-вывода, такие как UART, CAN, USB, IEEE 1394, Ethernet;
- аналого-цифровые и цифро-аналоговые преобразователи;
- компараторы;
- широтно-импульсные модуляторы;
- таймеры;
- контроллеры бесколлекторных двигателей;
- контроллеры дисплеев и клавиатур;
- радиочастотные приемники и передатчики;
- массивы встроеннойфлеш-памяти;
- встроенный тактовый генератор и сторожевой таймер;
— Ограничения по цене и энергопотреблению сдерживают также рост тактовой частоты контроллеров. Хотя производители стремятся обеспечить работу своих изделий на высоких частотах, они, в то же время, предоставляют заказчикам выбор, выпуская модификации, рассчитанные на разные частоты и напряжения питания. Во многих моделях микроконтроллеров используется статическая память для ОЗУ и внутренних регистров. Это даёт контроллеру возможность работать на меньших частотах и даже не терять данные при полной остановке тактового генератора. Часто предусмотрены различные режимы энергосбережения, в которых отключается часть периферийных устройств и вычислительный модуль.
Разработка системы управления роботом
... тенденцию массовой замены аналоговых систем управления приводами на системы прямого цифрового управления. Под прямым цифровым управлением понимается не только непосредственное управление от микроконтроллера каждым ... бакалаврской работе является разработка системы управления промышленным роботом. Требуется обеспечить управление двигателем постоянного тока, приводящим робот в движение, с персонального ...
Программируемый логический контроллер (ПЛК) или программируемый контроллер — электронная составляющая промышленного контроллера, специализированного (компьютеризированного) устройства, используемого для автоматизации технологических процессов. В качестве основного режима длительной работы ПЛК, зачастую в неблагоприятных условиях окружающей среды, выступает его автономное использование, без серьёзного обслуживания и практически без вмешательства человека.
Иногда на ПЛК строятся системы числового программного управления станком (ЧПУ).
ПЛК являются устройствами реального времени.
В отличие от:
- микроконтроллера (однокристального компьютера), микросхемы предназначенной для управления электронными устройствами, областью применения ПЛК обычно являются автоматизированные процессы промышленного производства, в контексте производственного предприятия;
- компьютеров, ПЛК ориентированы на работу с машинами и имеют развитый ‘машинный’ ввод-вывод сигналов датчиков и исполнительных механизмов в противовес возможностям компьютера, ориентированного на человека (клавиатура, мышь, монитор и т.
п.);
- встраиваемых систем — ПЛК изготавливается как самостоятельное изделие, отдельно от управляемого при его помощи оборудования.
Первые логические контроллеры появились в виде шкафов с набором соединённых между собой реле и контактов. Эта схема задавалась жёстко на этапе проектирования и не могла быть изменена далее.
Первый в мире ПЛК — MOdularDIgitalCONtroller (Modicon) 084, имеющий память 4 кБ, произведен в 1968 году.
В первых ПЛК, пришедших на замену обычным логическим контроллерам, логика соединений программировалась схемой соединений LD (LadderlogicDiagram).
Устройство имело тот же принцип работы, но реле и контакты (кроме входных и выходных) были виртуальными, то есть существовали в виде программы, выполняемой микроконтроллером ПЛК. Современные ПЛК являются «свободно программируемыми».
В системах управления технологическими объектами логические команды преобладают над числовыми операциями, что позволяет при сравнительной простоте микроконтроллера (шины шириной 8 или 16 бит), получить мощные системы действующие в режиме реального времени. В современных ПЛК числовые операции реализуются наравне с логическими. В то же время, в отличие от большинства процессоров компьютеров, в ПЛК обеспечивается доступ к отдельным битам памяти.
Системы управления складами
... Существующие решения управления складом 1.1 Warehouse Management System склад управление программный Архитектура автоматизированной информационной системы управления складом построена по трехуровневому принципу. - первый компонент представляет собой видимую для пользователя часть - интерфейс типа «человек-машина» ...
ПЛК в своём составе не имеют интерфейса для человека, типа клавиатуры и дисплея. Их программирование, диагностика и обслуживание производится подключаемыми для этой цели программаторами — специальным устройством или устройствами на базе более современных технологий — персонального компьютера или ноутбука, со специальными интерфейсами и со специальным программным обеспечением (например, SIMATIC STEP 7 в случае ПЛК SIMATIC S7-300 или SIMATIC S7-400).
В системах управления технологическими процессами ПЛК взаимодействуют с различными компонентами систем человеко-машинного интерфейса (например операторскими панелями) или рабочими местами операторов на базе ПК, часто промышленных, обычно через промышленную сеть.
Датчики и исполнительные устройства подключаются к ПЛК:
- централизованно: в корзину ПЛК устанавливаются модули ввода-вывода и датчики и исполнительные устройства подключаются отдельными проводами непосредственно, либо при помощи согласовательных модулей, к входам/выходам сигнальных модулей;
— или по методу распределённой периферии, когда удалённые от ПЛК датчики и исполнительные устройства связаны с ПЛК посредством каналов связи и, возможно, корзин-расширителей с использованием связей типа «ведущий-ведомый» (англ. Master-Slave).
4. Роль микроконтроллеров в создании ГАП, .1 Микроконтроллеры в ЧПУ
Числовое программное управление (ЧПУ) — компьютеризованная система управления управляющая приводами технологического оборудования, включая станочную оснастку.
Устройства с ЧПУ (УЧПУ) базируются на работе микро-ЭВМ, в которой логика работы задается программным методом. Одно и то же УЧПУ с микро-ЭВМ может реализовывать различные функции управления за счет изменения программы управления работой микро-ЭВМ. В роли микро-ЭВМ выступает промышленный контроллер как то: микропроцессор, на котором построена встраиваемая система; программируемый логический контроллер либо более сложное устройство управления — промышленный компьютер.
Структурно, в состав ЧПУ входят:
- пульт оператора (или консоль ввода/вывода), позволяющий вводить управляющую программу, задавать режимы работы;
- выполнить операцию вручную. Как правило, внутри шкафа пульта современной компактной ЧПУ, размещаются её остальные части;
- дисплей (или операторская панель) — для визуального контроля режимов работы и редактируемой управляющей программы/данных;
- может быть реализован в виде отдельного устройства для дистанционного управления оборудованием;
- контроллер — компьютеризированное устройство, решающее задачи формирования траектории движения режущего инструмента, технологических команд управления устройствами автоматики станка, общим управлением, редактирования управляющих программ, диагностики и вспомогательных расчетов (траектории движения режущего инструмента, режимов резания);
- ПЗУ — память предназначенная для долговременного хранения (годы и десятки лет) системных программ и констант;
- информация из ПЗУ может только считываться;
- ОЗУ — память предназначенная для временного хранения управляющих программы и системных программ, используемых в данный момент.
Важной характеристикой CNC-контроллера является количество осей (каналов), которые он способен синхронизировать (управлять) — для этого требуется высокая производительность и соответствующее ПО.
Автоматизированная система диспетчерского управления «Фара-0050»
... диспетчерская служба; ПК – персональный компьютер; ВК – вычислительный комплекс; ПО - программное обеспечение. 2.1 Характеристика предприятия Муниципальное предприятие "Троллейбусное управление" ... транспортным обслуживанием пассажиров, созданием высокопроизводительной работы коллектива ... г.Чита "Троллейбусное управление". АСДУ - автоматизированная система диспетчерского управления; ПЕ – подвижная ...
Теоретически есть возможность создать станки с программным управлением без использования ЧПУ, но у такой системы будут ярко выражены некоторые из этих недостатков:
- Сверхсложная структура, ремонт которой возможен только в специализированных условиях;
- Ограниченное число способов ввода информации (например, перфокарты);
- Низкая скорость работы;
- Низкая надежность;
- Чувствительность к внешним помехам (толчки, вибрация) и т.п.
Таким образом, использование микроконтроллеров является не просто способом упростить УЧПУ, но и является практически единственным способом сделать станочное оборудование более универсальным.
4.2 Микроконтроллеры в ЭВМ
Управляющие ЭВМ тоже напрямую зависят от микроконтроллеров. В производственном процессе ЭВМ не только производят управление ГАП или ГПС, но и используются на промежуточных этапах производства. Например, с помощью ЭВМ производятся расчеты характеристик будущих деталей, моделирование производственного процесса, а так же расчет оптимального использования производственной линии и прочих ресурсов.
Большинство из вышеперечисленных задач выполнимо только благодаря высокой производительной мощности микропроцессоров ЭВМ.
5. Расчет системы массового обслуживания
Система массового обслуживания (СМО) — система, которая производит обслуживание поступающих в неё требований, иначе называемых заявками. Обслуживание требований в СМО производится обслуживающими приборами. Классическая СМО содержит от одного до бесконечного числа приборов. В зависимости от наличия возможности ожидания поступающими требованиями начала обслуживания СМО подразделяются на
- системы с потерями, в которых требования, не нашедшие в момент поступления ни одного свободного прибора, теряются;
- системы с ожиданием, в которых имеется накопитель бесконечной ёмкости для буферизации поступивших требований, при этом ожидающие требования образуют очередь;
- системы с накопителем конечной ёмкости (ожиданием и ограничениями), в которых длина очереди не может превышать ёмкости накопителя;
- при этом требование, поступающее в переполненную СМО (отсутствуют свободные места для ожидания), теряется.
Кроме этого, СМО классифицируются по системам диспетчеризации поступающих заявок. Рассмотрим систему массового обслуживания с двумя статичными потоками поступления заявок, с абсолютным приоритетом второго типа заявок (с прерыванием) относительного приоритета без буфера с отстойником для прерванных задач.
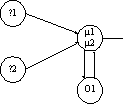
Рис. 2 Логическая схема СМО
В данной СМО частота поступления заявок и время обслуживания -значения статические. Обработчик заявок один. Если обрабатывается заявка первого типа, то в случае поступления заявки второго типа, обрабатываемая заявка пересылается в отстойник. После освобождения обработчика, если в очереди нет заявок второго типа, заявка из отстойника начинает обрабатываться заново.
Системы массового обслуживания
... 82) Все системы массового обслуживания различают по числу каналов обслуживания: одноканальные системы; многоканальные системы. Независимо от характера процесса, протекающего в системе массового обслуживания, различают два основных вида СМО: системы с отказами, в которых заявка, поступившая в систему в момент, когда ...
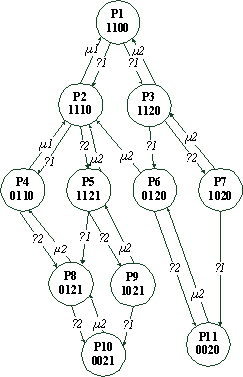
Рис. 3 Схема состояний СМО
Расчет эффективности СМО производится путем построения и последующего решения системы линейных уравнений, основанной на входящих и исходящих событиях.
Построение системы линейных уравнений, или математической модели СМО, происходит путем подставления коэффициентов поступления и обработки заявок к неизвестным значениям вероятности состояний.
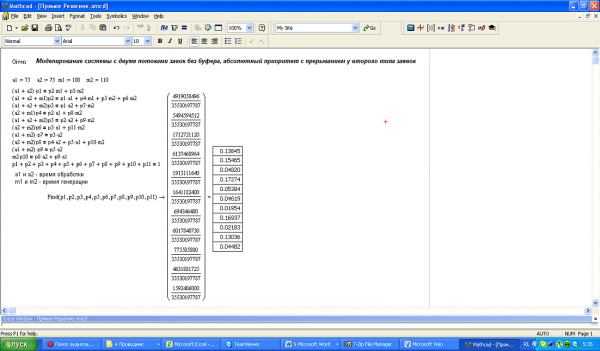
Рис. 4Расчет математической модели СМОв MathCad
На основе полученных расчетов можно рассчитать показатели эффективности работы СМО.
Расчет статистики в простейшем её виде представляет собой сложение вероятностей характерных для события состояний. Рассчитаем основные показатели СМО:
Вероятность простоя обработчика заявок — 13%.
Вероятность отказа — 39% — достаточно большое значение, много клиентов уходят из системы неудовлетворенными, их деньги для владельца потеряны.
Время обслуживания первого типа заявок — 33%.
Время обслуживания второго типа заявок — 53% — Время обслуживания заявок второго типа значительно больше, имеет смысл специализация на втором типе заявок для уменьшения времени их обслуживания.
Оптимальный режим работы — 26%.
Современные достижения в автоматике, радиоэлектронике ивычислительной технике позволяют рассматривать комплексную автоматизацию производственных процессов как единую систему автоматизации, охватывающую производство, в целомначиная с проектирования изделий и технологии их изготовления и кончая доставкой изделий потребителю. С расширением применения робототехнических средств, наряду с внедрением оборудования, отличающегося высокой степенью концентрации операций, значительно повысилась гибкость управления производством. Сегодня машиностроение стоит на пороге широкого внедрения комплексно-автоматизированных ГПС, позволяющих предприятиям в нужный момент и за короткое время переходить на выпуск новой или существенно модернизированной продукции при минимальных затратах.
ГПС — это новый этап в автоматизации производства, основанной на широком использовании принципов групповой технологии, станков с числовым программным управлением (в том числе типа «обрабатывающий центр») и гибких автоматизированных производственных модулей, промышленных роботов, роботизированных комплексов, автоматизированного транспортно-складского оборудования и других машин, объединенных автоматизированной системой управления производством. Непременными компонентами ГПС являются системы автоматизированного проектирования и автоматизированные системы управления технологическими процессами.
Благодаря современным технологиям моделирование систем массового обслуживания стало не сложной задачей, решаемой компьютером за несколько секунд. Моделирование систем массового обслуживания позволяет проверить эффективность обслуживания, а так же помогает проследить необходимые шаги по повышению производительности СМО.
- Матвеев В.Ф., Ушаков В.Г. — Системы массового обслуживания/ 1984г.
- Г.И.
Ивченко, В.А. Каштанов, И.Н. Коваленко- Теория массового обслуживания /1972г.
- А.Н. Дудин, Г.А. Медведев, Ю.В. Меленец. Практикум на ЭВМ по теории массового обслуживания /2000г.
- Ивченко Г.И., Каштанов В.А., Коваленко И.Н.
— Теория массового обслуживания/1982г.
- Е. С.Пуховский- Технологические основы ГАП: Учеб.пособие./ 1989г.
- И.
Н. Тимофеева — Основы создания гибких автоматизированных производств. /1986г.
- М.С.Лебедовский, А.И.Федотов- Автоматизация в промышленности: Справочная книга/1976
- В.Е.
Гмурман- Теория вероятностей и математическая статистика /2003г.
- http://ru.wikipedia.org/
- http://www.ekoslovar.ru/064.html