
Штампованная коронка, одна из немногих ортопедических конструкций сохранившихся практически без изменения на протяжении более ста лет.
Несомненный пережиток прошлого, которому, однако, принадлежит лидерство по количеству изготавливаемых единиц на душу населения (в России).
В образовательных программах ВУЗов и медицинских училищ по-прежнему изучаются методы препарирования и технология изготовления, а в медучилищах изготовление штампованной коронки красной нитью проходит через все 2 года 10 месяцев обучения.
Штампованные коронки на сегодняшний день остаются крайним средством, к которому прибегают при отказе пациента от более технологичных методов ортопедического лечения в пользу меньшей цены.
Штампованная коронка может быть изготовлена:
Для восстановления коронковой части зуба при дефектах, образовавшихся в результате кариозного процесса, травм, которые невозможно восстановить ни пломбированием, ни вкладкой.
В качестве опорного элемента мостовидной конструкции.
Для улучшения формы зуба, если планируется изготовление опорно-удерживающих кламмеров на данный зуб.
Особо стоит отметить стандартные штампованные коронки, применяемые в детской стоматологии. Их применение будет рассмотрено в отдельной главе.
Штампованная коронка или ее модификация может быть изготовлена практически в любом случае, если только сохранена хотя бы треть от первоначальной высоты коронки и нет поддесневого разрушения.
Конечно, чем больше выражено разрушение, тем меньше вероятности сколь-нибудь продолжительного срока службы такой конструкции.
Изготовление штампованных коронок противопоказанно при бруксизме, повышенном стирании зубов, значительном разрушении коронковой части и поддесневом разрушении, наличии очагов хронической инфекции в периапикальных тканях.
Они практически ничем не отличаются от любых других коронок.
Штампованная коронка должна:
Восстанавливать анатомическую форму зуба.
Плотно охватывать шейку зуба и погружаться в зубодесневую бороздку не более чем на 0,2-0,3мм.
Восстанавливать контактные пункты с соседними зубами.
Восстанавливать контакты с антагонистами.
Штампованные коронки изготавливают из нержавеющей стали марки 1Х18Н9Т. Из которой на заводах штампуют гильзы — цилиндрические колпачки, различных диаметров, толщиной 0,25-0,27мм.
Изготовление штампованных коронок и штампованно-паянных мостовидных протезов
... В свою очередь металлические коронки по методу изготовления делятся налитые, изготавливаемые отливкой из металла по заранее заготовленным формам, и штампованные, получаемые штамповкой из ... которая восстанавливает одну или несколько поверхностей зуба, коронка покрывает зуб полностью. Как и несколько десятилетий назад, в нашей стране популярны традиционные металлические коронки, выполняющиеся ...
Дополнительно гильза может быть подогнана в лаборатории на аппарате «Самсон».
Золотые коронки изготавливают из золота 900 пробы, так как оно довольно мягкое. Дополнительно режущий край зубов и жевательную поверхность моляров и премоляров изнутри заливают припоем 750 пробы.
В модификациях штампованной коронки используются такие материалы как пластмассы и композит, о которых будет рассказано ниже.
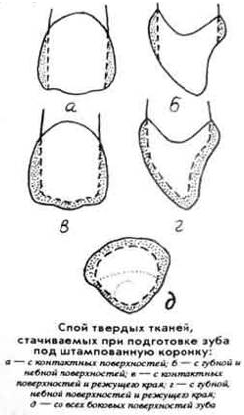
При препарировании под штампованную коронку необходимо снять все нависающие части так, что в результате зуб приобретает форму, при которой диаметр коронки становится равным диаметру шейки при параллельности поверхностей. На практике зубу чаще придается не циллиндрическая форма, а слабовыраженная коническая.
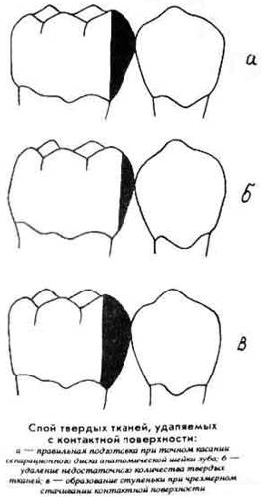
Препарирование начинают с сепарации контактных поверхностей. По-старинке выполняют эту операцию металлическими сепарационными дисками, либо алмазными пиковидными борами. При выполнении этой операции нельзя допустить как образования уступа, который затем затруднит припасовку коронки, так и недостаточного снятия тканей, так как при этом край коронки станет нависать, создавая, таким образом, ретенционный пункт для остатков пищи и микроорганизмов. Затем производят препарирование жевательной поверхности. Снимают слой ткани равный толщине металла, то есть 0,25мм для штампованной коронки из нержавеющей стали и 0,30мм для коронки из золотого сплава, сохраняя при этом форму окклюзионной поверхности. Соблюсти данный пункт необходимо для того, чтобы слой цемента между коронкой и зубом был минимален, так как это непосредственно влияет на срок службы конструкции. Заканчивают препарирование обработкой вестибулярных и оральных поверхностей зубов сглаживанием переходов одной поверхности в другую, в итоге получая уже упомянутый цилиндр или слабовыраженный конус.
При изготовлении штампованных коронок оттиски обычно снимают стандартными ложками альгинатной массой. Необходимо помнить, что модель по оттиску снятому альгинатной массой необходимо отлить в течение 15 минут. Иначе начавшаяся усадка оттискного материала приведет к цепи неточностей, скажущихся на качестве изготовленной работы.
гравировку шейки
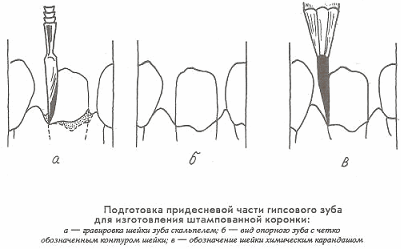
На данном этапе необходимо помнить о том, что в случае недостаточного удаления гипса получится широкая коронка, а в случае чрезмерного удаления и, как следствие, уменьшения диаметра шейки получится узкая коронка.
Далее производят моделировку зуба моделировочным воском. Первую порцию воска наносят кипящей, чтобы воск глубоко проник в гипс и не отслаивался при моделировке, модель для этого должна быть сухой. Кроме того необходимо следить, чтобы первая и последующие порции не залили шейку зуба, что опять таки приведет к неточности прилегания будущей конструкции, а именно коронка будет широкой. Чтобы предупредить эту ошибку, модель при нанесении воска следует держать цоколем вверх.
Наслаивая расплавленный воск на поверхность гипсового зуба, добиваются увеличения объема, необходимого для восстановления анатомической формы. На окклюзионную поверхность воск наносят несколько с избытком, чтобы получить отпечаток зубов антагонистов (в том случае, если они, конечно, есть).
Шероховатость поверхности. Отклонение формы и расположения поверхности
... было минимальным (рис. 3). Отклонение формы оценивается наибольшим расстоянием ? от точек реальной поверхности (профиля) до прилегающей поверхности (профиля) по нормали к прилегающей поверхности (профилю). Частными видами некруглости (рис. 3, а) ...
При правильном препарировании окклюзионная поверхность и режущие края практически не нуждаются в моделировании, если только они не имели каких-либо разрушений. При препарировании снимается только слой тканей, равный толщине металла. Разогрев воск на окклюзионной поверхности и предварительно смазав антагонисты тонким слоем вазелина или просто намочив их водой, чтобы предотвратить слипание воска с гипсом, складывают модели, получая отпечаток зубов. Далее, соскабливая скальпелем воск, производят моделировку зуба. Вся хитрость в изготовлении штампованной коронки состоит в том, чтобы смоделированный в натуральную величину зуб уменьшить на толщину металла (0,25-0,3мм.).
После моделировки поверхность смоделированного зуба должна быть гладкой и ровной, что обычно достигается полировкой обычной старой зубной щеткой.
столбиком

Вариант, при котором корневую часть делают несколько толще шейки и потом оформляют на ней ступеньку, практически не используется. Подгонка коронки на таком штампе затруднительна, а при штамповке недостаточно подрезанные края гильзы могут упираться в этот уступ.
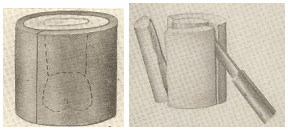
После изготовления гипсового штампика необходимо изготовить его корпию из легкоплавкого металла. Для этого необходимо сделать гипсовую форму. Если штампик один, то очень удобно пользоваться отрезком плотной резиновой трубки диаметром 3-4см. Трубку разрезают вдоль, чтобы было удобнее извлечь гипсовую форму. Отрезок трубки наполняют жидким гипсом и погружают в него предварительно замоченный в воде (чтобы не произошло соединение гипса штампа и формы) штампик. После застывания форму извлекают из резинового кольца и раскалывают, освобождая штампик. Для облегчения раскалывания вдоль прорезают несколько борозд, по которым притутся линии раскола. Иногда освободить штампик удается расколов форму пополам, иногда на три части.
Гипсовый штампик удаляют, а расколотые части складывают вместе, расплавляют легкоплавкий металл. При плавке важно не перегревать металл, при перегреве испаряются некоторые компоненты сплава, и он получается более хрупким. И после заполняют им форму. Форма должна быть хорошо просушена, так как влага, испаряясь, сделает металл пористым.
Всего необходимо изготовить два металлических штампика. Первый — самый точный для окончательной штамповки. Второй — для предварительной штамповки.
Если штампиков много обычно изготавливают общую форму — гипсовый блок в просторечии называюмую «гробик».
Для этого выкладывают порцию гипса на стол и укладывают в него штампики, так сказать, лежа, погружая до половины диаметра. Гипс должен быть достаточно густым, чтобы лежать на столе не растекаясь, но в то же время достаточно жидким, чтобы получить хороший оттиск штампика. Необходимо соблюдать интервал в 1см между штампиками и укладывать так, чтобы от окклюзионных поверхностей до края оставалось примерно 1,5 — 2см. также необходимо оставить с краев по 2-2,5см для создания специалных вырезов — замков, которые позволят правильно сложить гипсовый блок. Удобно для изготовления формы пользоваться специальной рамкой, которую нетрудно изготовить самому из двух Г-образно изогнутых полос железа шириною около двух сантиметров.
Особенность изготовления металлокерамических коронок
... на литую поверхность коронки при сохранении общей формы и размера коронки. Кроме того необходимо обеспечить условия прочной связи облицовочного материала с основой из металлической коронки. 2. Металлокерамические коронки Фарфоровые массы для ...
Составив их, как показано на рисунке выше, получаем форму, которая не позволяет гипсу растекаться. После застывания гипса делают вырезы по краям, половину будущей формы со штампиками замачивают в воде и наносят слой жидкого гипса поверх штампиков, формируя вторую половину гипсового блока аналогичную первой. После ждут полного застывания. И раскрывают гипсовый блок. Для этого наносят легкие удары молотком по границе соединения двух половин или пытаются осторожно раскрыть их гипсовым ножом. Иногда помогает опускание гипсового блока в кипящую воду на одну-две минуты.

Далее производят изготовление металлического штампика уже описанным способом.
После изготовления металлического штампика необходимо подобрать гильзу.
Гильза должна доходить до экватора зуба и несколько с усилием на него заходить. Если гильза слишком широка, ее протягивают в аппарате «Самсон» до необходимого размера. Узкую гильзу расширить нельзя. Для штамповки золотых коронок также необходимы гильзы. Их получают путем из заготовок — золотых дисков, в аппарате Шарпса. За неимением такового можно воспользоваться аппаратом «Самсон». Золото мягче нержавеющей стали и хорошо протягивается. Затем гильзу отжигают , то есть нагревают до температуры 700-8000 . Обычно это определяют на глаз, нагрев производят на пламени бензиновой горелки до соломенно-желтого цвета и далее охлаждают на воздухе. Этим достигается необходимая мягкость металла, что важно для его обработки. Если гильза слишком длинная ее можно укоротить подрезав ножницами. Отожженной гильзе на пуансонах специальной зуботехнической наковальни ударами молотка придается приблизительная форма будущей коронки. И затем снова следует отжиг. Во время ударов молотка происходят изменения в структуре металла, он становится более упругим и неподатливым дальнейшей обработке, то есть образуется наклеп , посредством отжига кристаллическая решетка металла восстанавливается и металл становится более пластичным. После этого берут тот штампик, что был отлит вторым, одевают на него гильзу и несколькими сильными и точными ударами молотка вколачивают его в свинцовую «подушку» . Свинцовая подушка — слиток мягкого свинца различных размеров (чаще для изготовления употребляют свинец из оболочки высоковольтного кабеля, свинец из аккумуляторов, охотничья дробь и т.п. не подходят, так как слишком твердые).
Вколотить штампик с гильзой необходимо до уровня экватора коронки. Свинец плотно обжимает металлическую гильзу по штампику. Штампик с гильзой извлекают из свинца и оценивают качество предварительной штамповки. На гильзе не должно быть складок и трещин. Если гильза лопнула необходимо заменить ее и начать заново. Если все в порядке, то гильзу вновь отжигают, надевают на первый металлический штампик и производят окончательную штамповку. Окончательныя штамповка производится в прессе либо ручном, либо механизированном гидравлическом. Смысл один — в основании пресса стоит кювета, наполненная невулканизированным каучуком. Штампик вставляется в кювету в каучук и шток пресса под действием силы раскрученного маховика или гидравлики давит на каучук, последний передает давление на гильзу, которая в свою очередь под давлением плотно обжимается по металлическому штампику.
Металлические цельнолитые коронки
... и бюгельных протезов. Коронки со штифтом - применяются для восстановления разрушенного зуба. 1.2 Понятие о цельнолитой коронке. Показания и противопоказания к изготовлению цельнолитых коронок Цельнолитая коронка - это металлическая коронка, которая представляет собой металлическую конструкцию, которая изготавливается ...
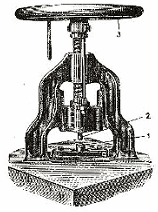
Вид ручного винтового пресса.
- Маховик.
- Шток пресса.
- Кювета с невулканизированным каучуком.
наружной штамповки
После извлекают штампик из кюветы и оценивают качество штамповки. Гильза должна плотно облегать шейку. Если был создан очень выраженный экватор, то возможно образование складок на гильзе. Если они не очень выражены, то их можно расправить ударами зуботехнического молоточка, положив штампик на свинцовую подушку. Важно также оценить то, как проштамповалась канавка — ориентир для обрезки коронки. Она должна быть четко видна. Вообще же доводкой молотком не стоит увлекаться, так как это ведет к истончению коронки с
Готовую коронку освобождают от металлического штампика выплавляя его. И коронку вновь подвергают процедуре отжига, а после обрезают коронковыми ножницами по границе. Некоторые советуют больше не отжигать, а обрезать коронку по границе карборундовыми камнями, так как при укорачивании ножницами коронка может деформироваться. Окончательную доводку краев осуществляют, проверяя коронку на гипсовом штампике. Края коронки должны перекрывать ранее очерченную нами линию и заходить за нее примерно на 0,5-0,8мм. При последующей обработке — шлифовке и полировке часть этого расстояния сточится и останется как раз требуемые 0,2-0,3мм, заходящие в зубодесневую борозду. После коронку отбеливают в растворе кислот, то есть удаляют оксидную пленку, передают в клинику на примерку.
Штампованные коронки не эстетичны, а о вреде штампованных коронок пишут, пожалуй, с момента их появления. Английский врач Гунтер почти сто лет назад заявил, что искусственная коронка является «золотым мавзолеем для бактерий». Не подвергается сомнению и тот факт, что штампованная коронка — ортопедическая конструкция довольно низкой точности. Потому как молотком микронной точности не достичь и как бы мы ни старались, но нависающий край коронки всегда будет, а значит, будет и место для ретенции остатков пищи и микроорганизмов. Другой недостаток идет рука об руку с неплотным охватом шейки зуба, а именно: толстый слой цемента между коронкой и зубом. Цемент под коронкой может рассасываться, пустое место колонизируют микроорганизмы, жевательная нагрузка также способствует разрушению толстого слоя цемента, в итоге происходит расцементировка коронки, кариозное разрушение зуба под коронкой. Будучи тонкостенной, жевательная коронка довольно быстро протирается насквозь, что также не способствует надежной ее фиксации. Кроме того штампованной почти невозможно воссоздать сложную анатомическую форму зубов, что также сказывается и на всем акте жевания. Вопрос о влиянии края коронки на состояние пародонта уже изучен многократно. Для примера приведу две цитаты из учебников пятидесятилетней давности:
«Вопросу влияния искусственной коронки на десневой край посвящено много гистологических и клинических исследований, как за рубежом, так и у нас в Советском Союзе. Все они устанавливают наличие хронических воспалительных очагов в десневом крае……» (1)
«И.Б. Фридлендер и З.В. Копп поставили задачу установить, какое влияние оказывает металлическая коронка на десневой край. Авторы правильно указывают, что «продвигание металлической коронки под десну для охвата шейки зуба вызывает расстройство кровообращения десневого края. Клинически это нарушение кровообращения выражается в появлении анемии десневого края» Путем параллельного клинического и гистологического исследования они установили, что после нескольких месяцев пользования коронкой только в 2 случаях (из 26) десневой край остался здоровым. Эти же авторы утверждают, что в 50% случаев клиническая картина не совпадает с данными гистологических анализов, то есть при клинически здоровой десне под микроскопом обнаруживается ее воспалительное изменение. Наблюдения проводились над больными, для которых коронки были изготовлены наиболее совершенным методом и лучшими специалистами.» (2)
Штифтовые конструкции. Виды и методы изготовления
... корне реставрируемого зуба. Коронковая часть конструкции полностью восстанавливает коронку зуба. Штифтовые зубы применимы в случаях полного разрушения коронки с сохранением корня зуба. Пластмассовый штифтов Применение быстротвердеющих пластмасс упрощает и ускоряет изготовление штифтового зуба. Протез изготавливается ...
Если это относится даже к работам, которые выполнены лучшими специалистами, то, что уж говорить о подавляющей массе изготавливаемых коронок? Хороший материал иллюстративный материал на эту тему опубликован на сайте edentworld.ru в статье Уханова М.М. в статье «Штампованные коронки — вред для зубов»
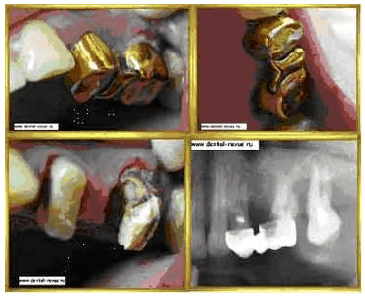
Вид штампованно-паянной конструкции прослужившей своему хозяину 7 лет.
Однако, по-видимому, штампованная коронка еще не скоро исчезнет из списков работ для категории пациентов с льготами и финансово не обеспеченных.
Исправить неудовлетворительную эстетическую составляющую пытались давно. Вначале это делалось следующим образом:
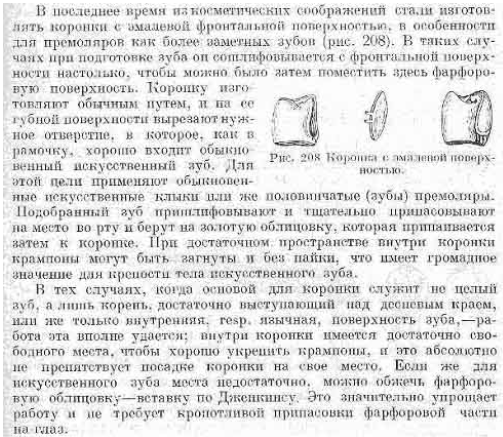
(отрывок из книги Е.М. Гофунга Основы протезного зубоврачевания. 1935г.)
После изобретения пластмасс технология несколько изменилась, но суть осталась та же — облицевать одну или несколько поверхностей пластмассой белого цвета.
Первым подобные коронки предложил З.И. Белкин (кафедра ортопедической стоматологии Ленинградского стоматологического института).
В этом случае при препаровке снимают несколько больше тканей с вестибулярной и апроксимальных поверхностей. Далее все происходит точно так же, как и при изготовлении обычной штампованной коронки вплоть до момента примерки в полости рта. После примерки врач проделывает бором небольшое отверстие в вестибулярной поверхности коронки, заполняет ее разогретым воском и надевает на зуб. Излишек воска выдавливается через отверстие. Не снимая коронки, снимают оттиск со всего зубного ряда, в который и переходит коронка, и отливают модель. Коронка переходит на последнюю. В лаборатории техник коронку снимает, обрабатывает, и выпиливает окно на вестибулярной поверхности с ретенционными пунктами по краю. Одевает коронку на модель и моделирует воском вестибулярную поверхность. Далее, вырезав фрагмент модели включаюший коронку и два соседних зуба ее гипсуют прямым методом в кювету, и заменяет воск на пластмассу. К примеру, Синма М. Далее пластмассовую облицовку обрабатывают и полируют. И фиксируют в полости рта.
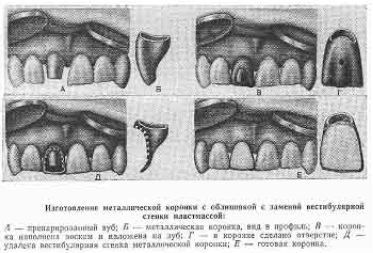
(из атласа Курляндского В.Ю. Зубное протезирование. 1963г.)
Не так давно было предложено и даже получен патент (3) коронку без облицовки фиксировать на зубе образовавшуюся полость выполнять композиционным материалом с применением адгезионной системы, проще говоря, выполнять прямую реставрацию.
Клинико-лабораторные этапы изготовления бюгельного протеза с ...
... конструкций. При этом важно, чтобы каркас частичного съемного бюгельного протеза был хорошо связан с зубами, а базис - с каркасом. Принцип соблюдается в случае, если весь каркас и базис являются жесткими ...
У обоих методов есть серьезные недостатки. Разность коэффициентов температурного расширения металла и пластмассы (композита) приводит к образованию трещин на границе этих материалов, последние заполняются остатками пищи, микроорганизмами, быстро меняют цвет. Кроме того пластмасса так или иначе выделяет остаточный мономер, который также неблагоприятно сказывается на состоянии тканей пародонта.
В 1983г.В.С. Погодин еще более укоротил штампованную коронку Белкина.

Автор предлагает оставлять от штампованной коронки лишь ту ее часть на оральной поверхности зуба, которая имеет контакт с антагонистами. При этом способе пластмассовая облицовка будет покрывать вестибулярную, значительную часть контактных поверхностей, полностью режущий край, как пластмассовая коронка. Это дает возможность проводить коррекцию анатомической формы и режущего края коронки во время проверки в полости рта на опорном зубе и предупреждает откалывание облицовки. Показаниями к применению коронки без ободка, как считает автор, служат диастемы и тремы между зубами, укороченная верхняя губа, глубокое резцовое перекрытие.
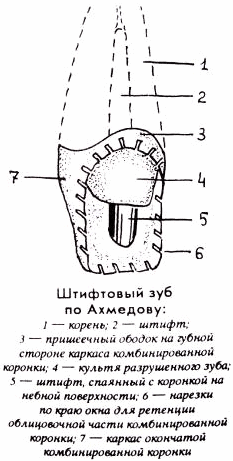
А.А. Ахмедов предложил соединять коронку по Белкину со штифтом. И применять эту конструкцию в тех случаях, когда разрушение культи зуба составляет не более одной трети высоты коронки.
При этом все этапы изготовления вначале аналогичны изготовлению обычной штампованной коронки. На этапе примерки распломбировывают канал корня зуба и припасовывают в нем штифт, чаще всего из толстой нержавеющей проволоки, так, чтобы он выступал над культей на достаточное расстояние. Далее заполняют коронку воском и накладывают на зуб. После ее снимают и орентируясь на отпечаток устья канало на воске делают отверстие в коронке на небной поверхности. После, вновь заполнив коронку воском, накладывают ее на зуб и разогрев штифт вводят его через отверстие в коронке в канал корня. Штифт должен выстоять над коронкой на несколько миллиметров. После снимают оттиск, в результате чего коронка со штифтом переходят на модель. Штифт спаивают с коронкой, а излишек срезают. После проверяют в клинике, снимают оттиск, изготавливают модель, прорезают окно на вестибулярной поверхности и следует изготовление пластмассовой облицовки по уже описанному методу.
металлопластмасса
Для изготовления этого вида протезов зубы препарируют несколько больше, чем под просто штампованые коронки, снимают оттиски, изготавливают модели и зубы воском не моделируют, а сразу вырезают штампики и отштамповывают колпачки на культи зубов. После чего их примеряют в клинике, снимают оттиски с колпачками и отдают в лабораторию для того чтобы на них нанесли пластмассу. Однако пластмасса к колпачкам никакой адгезии не имеет и необходимо сделать ретенционные пункты на поверхности колпачка. Есть два метода:
1) Плазменное напыление.
В струю высокотемпературного ионизированного газа вводят металлические гранулы и этими гранулами, так сказать, обстреливают колпачок. Раскаленные гранулы, сталкиваясь с колпачком, спаиваются с ним и образуют на поверхности шероховатый слой, который и служит для макромеханической ретенции пластмассовой облицовки.
Специфика формирования технологической части дипломного проекта
... с ограничением сроков реализации и оформления результатов. Роль технологической части дипломной работы Технологический раздел дипломной работы играет важнейшую роль в подготовке и оценке новоиспеченного специалиста. ... цикла и пр.). Какие источники информации кладут в основу технологической части дипломной работы? Технологическая часть ВКР представлена в виде всевозможных расчетов, схем и графиков, ...
Вид процесса нанесения.

Нанесение ретенционных пунктов аппаратом АРК.
аппарат ретенционный Куринного.
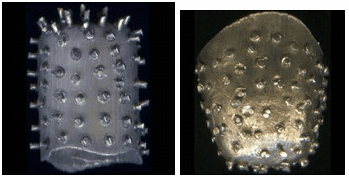
Он предназначен для нанесения ретенционных пунктов на заготовки зубных протезов, изготовленных из сплавов металлов, применяемых в стоматологической практике, посредством управляемого высоковольтного импульса. Работая в режиме плазменно-импульсной сварки, наносит на поверхность зубного протеза ретенционные пункты в виде частиц металла цилиндрической и округлой формы, которые затем подвергаются обработке.
Вид аппарата и электрода-держателя.

В итоге получаются такого вида изделия похожие на вирус гриппа.
Подробнее об аппарате и его работе можно узнать на сайте arkv. front.ru
После нанесения ретенционных пунктов коронки покрывают покрывным лаком («Сromopaque», «Коналор», «ЭДА»), чтобы металл не просвечивал через пластмассу. Моделируют воском анатомическую форму зубов, гипсуют прямым способом и заменяют воск на пластмассу. Обрабатывают и отдают в клинику. Либо готовые колпачки с нанесенными ретенционными пунктами облицовывают композиционным материалом и полимеризуют его в фотополимеризационной камере. Затем также обрабатывают и отдают в клинику.
Этот вид протезирования имеет несколько недостатков:
Зубы препарируются на ту же толщину что и при протезировании металлокерамическими протезами. Однако в пришеечной части уступа не создается, а толщина материала в этой части значительна, что неблагоприятно сказывается на тканях пародонта.
Пластмасса имеет меньшую твердость по сравнению с зубами, быстро истирается, что сопровождается уменьшением межальвеолярной высоты. Увеличением времени пережевывания пищи и ухудшением качества такового, что, конечно, пищеварению не способствует.
Пластмасса, будучи пористой, изменяет цвет, выделяет остаточные мономеры, служит пристанищем большого количества микроорганизмов.
Соединение металла и пластмассы только по типу макромеханической адгезии, поэтому возможны сколы облицовки.
Однако дешевизна конструкции по-прежнему привлекательна для пациентов и желание получить белые зубы за дешево часто перевешивает все доводы врача.
Что ж, перейдем к отделу стоматологии, где штампованные коронки до сих пор востребованы.
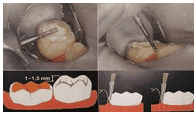
В детской стоматологии применяют стандартные штампованные коронки заводского изготовления из никельхромового сплава. До России этот вид лечения все никак не доберется, этот вид коронок, кажется, даже не сертифицирован еще. Однако на западе их уже давно и успешно применяют.
Преимущество использования стандартных коронок состоит в том, что ее можно установить в одно посещение и нет необходимости снимать оттиски — процедуры, несомненно, неприятной для детей.
Однако никто не говорит о том, что коронка на временный зуб не может быть изготовлена традиционным методом.
По ортопедической стоматологии : «Современные материалы для изготовления ...
... конструкция, состоящая из одного или нескольких искусственных зубов, замещающих отсутствующие зубы и прикрепленных к соседним естественным зубам при помощи фиксирующих элементов (коронок, вкладок, пластин). Несъемные ... точно прилегающую к зубу. Для его изготовления снимается тонкий слой зуба и получают высокоточный оттиск с подготовленного зуба. После изготовления в лаборатории керамической ...
В каких же случаях показано восстановление зубов у детей стандартными штампованными коронками?
1) Реставрация временных моляров в случае значительного разрушения нескольких поверхностей зуба.
Стоит оговориться, что реставрация имеет смысл, если до смены данного зуба остается еще довольно значительное время.
2) Реставрация временных зубов у детей с высокой активностью кариозного процесса.
Реставрация зубов после лечения пульпита.
4) Реставрация зубов с пороками развития.
Реставрации зубов с несовершенным амело — и дентиногенезом.
5) Травматические повреждения зубов и попытка лечения пульпита биологическим методом.
Конструкции для сохранения интервала между зубами
Этапы протезирования стандартными коронками:
Анестезия
Наложение изолирующей системы (Раббердам).

Препаровка зуба под коронку.
Подбор и припасовка коронки.
Фиксация коронки в полости рта.

Лечение и реставрация молочных зубов
Итак, какой же вывод можно сделать на основании всего изложенного?
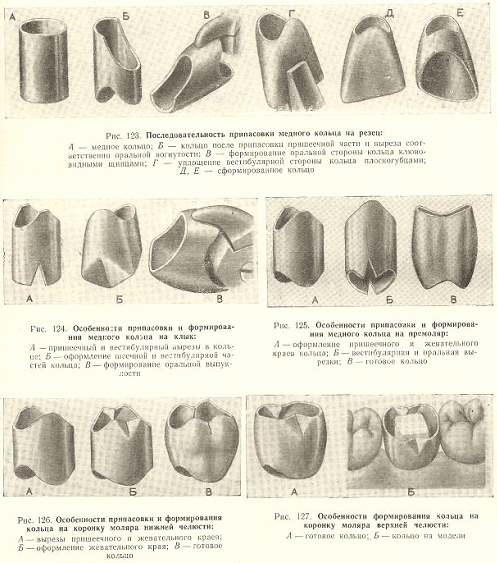
Боюсь, что он не сильно будет отличаться от того, что сказано во введении.
Да, штампованная коронка должна стать историей, но этому может способствовать только просвещение, смена образовательных программ и рост благосостояния населения.
Часть II. Историческая.
В 1849 году Бирс (Beers) штампованную золотую коронку, а в 1873 году запатентовал эту конструкцию. К сожалению, найти точного описания той коронки мне не удалось, и какова была технология ее изготовления можно только догадываться. Скорее всего, это была штампованно-паянная конструкция. Если найду когда-нибудь более подробные сведения, то дополню эту часть.
Далее было предложено довольно много способов изготовления штампованных коронок. Рассмотрим методы, материалы и инструментарий.
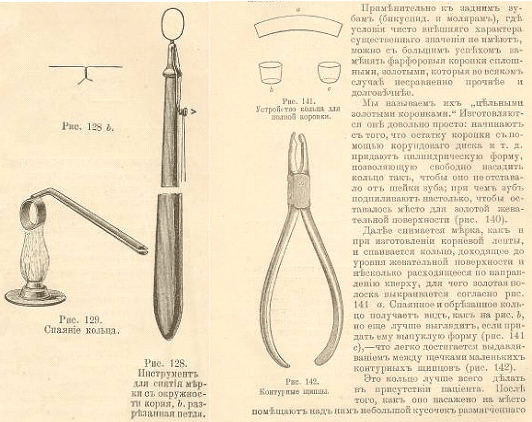
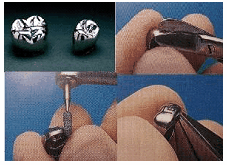
В Учебнике зубоврачебной протезной технике К. Юнга за 1898г. Находим следующее описание изготовления коронки. Думаю, что следует начать с него, поскольку этот способ, дал начало и стал прообразом изготовления коронок другими методами.
Примечание: для измерения длины окружности зуба петлю из проволоки (биндрат) накидывают на зуб в области шейки и закручивают и, закрутив, разрезают.
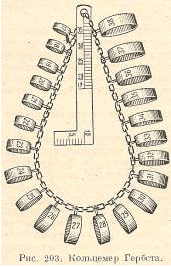
Либо используют кольцемер Гербста, состоящий из набора колец различного диаметра с отметкой длины окружности каждого.
Соответственно измеренной длине выкраивают пластину из золота не ниже 88 пробы. Ее сворачивают в кольцо и края спаивают.
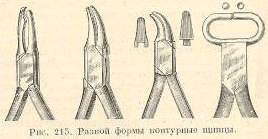
При этом способе основное искусство было подогнать кольцо к зубу. Добиться плотного охвата по шейке. Для этого использовались различного вида контурные щипцы.
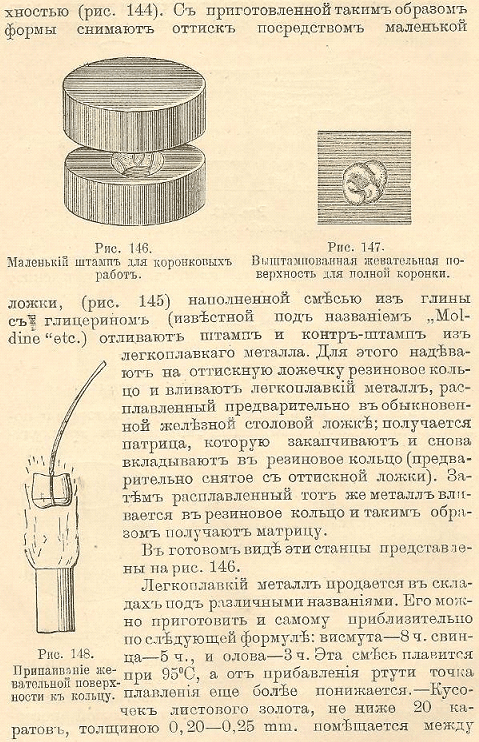
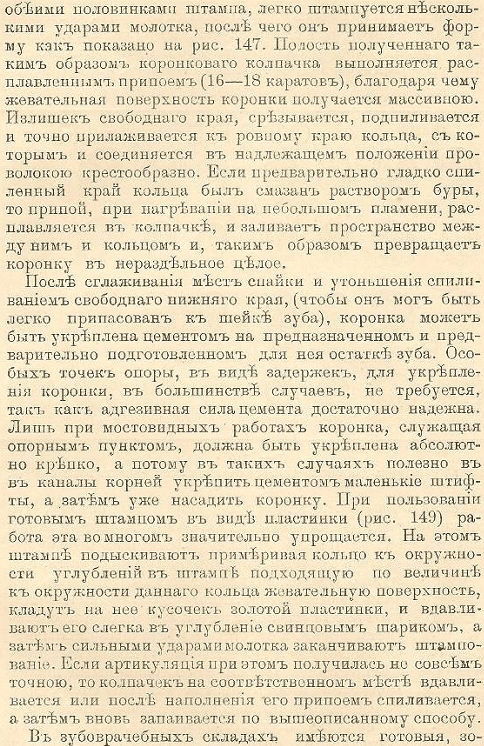
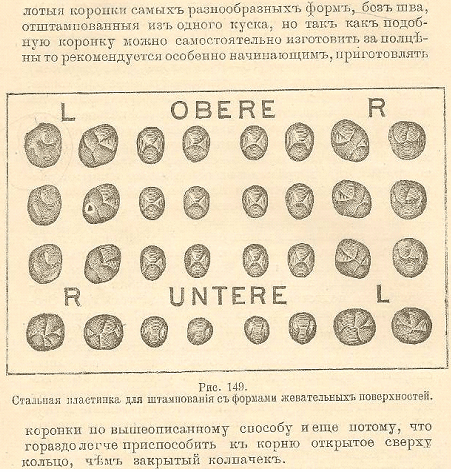
Существовали целые наборы для штамповки жевательных поверхностей.

Следующим шагом в технологии штампованной коронки стал
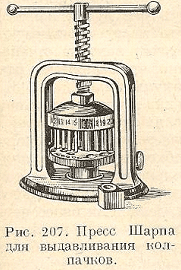
метод Шарпа
Автором был сконструирован пресс позволяющий получать из заготовок (золотых дисков), гильзы.

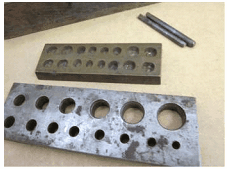
До этого пользовались аппаратом Мориссона. Представляющим из себя пластину с отверстиями разного диаметра и набором пуансонов.
Далее приведу описание метода из книги Е.М. Гофунга Основы протезного зубоврачевания. 1935г.
Существовал также другой способ изготовления коронок, который представлял собой комбинацию способов с припасовкой кольца и внутренней штамповки.
штамповкой в паровозике.
Метод состоял в том, что на зуб изготавливалось и припасовывалось кольцо.
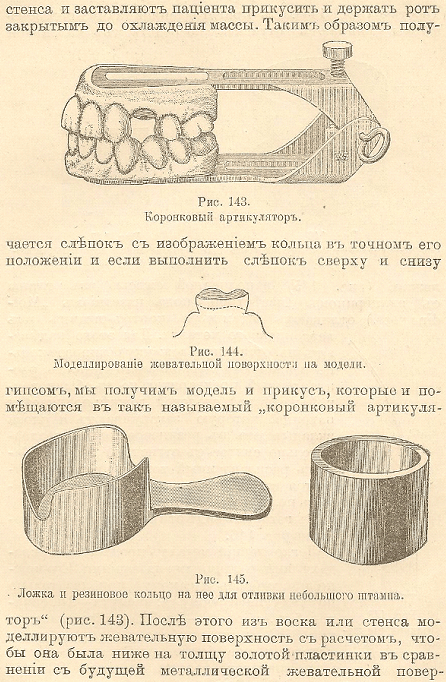
Далее кольцо надевалось на зуб, сверху на него клали небольшое количество термопластической слепочной массы и предлагали пациенту сомкнуть зубы. Получая, таким образом, отпечаток зубов антагонистов. Далее кольцо снимали и наливали гипс в коронку и формировали нижнюю половину гипсового окклюдатора. После формировали верхнюю часть окклюдатора с отпечатком зуба антагониста, соответственно отпечатку на термопластической массе.
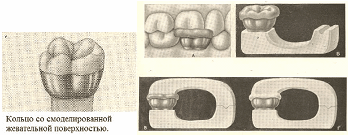
После этого слепочную массу удаляли, и из гипса моделировали окклюзионную поверхность.

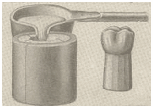
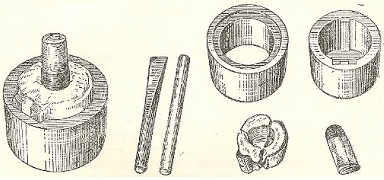
Готовую работу снимали и устанавливали на подставку кюветы, составную часть аппарата Шарпа (кроме подставки аппарат включает в себя стальную или медную кювету, для заливки легкоплавкого сплава), после устанавливали подставку в кювету и заполняли последнюю легкоплавким металлом. После застывания легкоплавкий металл извлекали и раскалывали зубилом, извлекали кольцо и гипс, а расколотые части складывали вместе и устанавливали обратно в кювету.

Таким образом, получали форму для штамповки — контрштамп. После подбиралась соответствующего размера гильза, устанавливалась в отверстие и вгонялась туда сначала деревянными палочками, а затем гильза наполнялась мелкой дробью и посредством металлических стержней выштамповывалась изнутри.
Третий метод (Д.Н. Цитрина) объединил в себе методы наружной штамповки и внутренней.
При этом методе изготавливался штамп из легкоплавкого металла, как при методе Паркера. Затем этот штамп, коронковую его часть, обклеивали слоем липкого пластыря или покрывали слоем талька толщиной равной толщине гильзы. Затем в кювету аппарата Шарпа наливали легкоплавкий сплав и погружали туда штамп. После раскалывали охлажденный металл. Штамп извлекали, подбирали по нему гильзу, производили предварительную штамповку, а окончательную проводили в аппарате Шарпа, с той лишь разницей, что вместо деревянных палочек использовали металлический штамп.
Поскольку аппарат Шарпа был не очень удобен для этого вида штамповки, был создан специальный аппарат, названный ММСИ (аппарат Московского медицинского стоматологического института).
1) Б.Н. Бынин, А.И. Бетельман. Ортопедическая стоматология. Медгиз. 1947г.
Л.В. Ильина-Маркосян. Зубное и челюстное протезирование у детей. Медгиз. 1951г.
Описание изобретения к патенту российской федерации. Способ изготовления комбинированной коронки. Маланьин И.В. Номер заявки 2002111504/14
Е.Н. Жулев. Несъемные протезы: теория, клиника и лабораторная техника (4-е издание).Н. Новгород: Изд-во Нижегородской государственной медицинской академии. 2002.
Даггал М.С. Лечение и реставрация молочных зубов. МЕДпресс-информ, 2006.
К. Юнг. Учебникъ зубоврачебной протезной техники. Москва.1898г.
Е.М. Гофунг. Основы протезного зубоврачевания. Биомедгиз. 1935г.
Н.А. Астахов, Е.М. Гофунг, А.Я. Катц. Ортопедическая стоматология. Медгиз. 1940г.
М.Е. Васильев, А.Л. Грозовский, Л.В. Ильина, М.С. Тиссенбаум. Зубопротезная техника. Медгиз. Издания 1941 и 1951гг.
Л.Е. Шаргородский. Ортопедическая стоматология. Медгиз. 1953г.
В.Ю. Курляндский. Атлас Зубное протезирование т.1. Медучпособие. 1963г.
Сайт www.edentworld.ru