
ОАО «Авдеевский коксохимический завод» относится к числу крупнейших коксохимических предприятий Европы. Его общая территория занимает 339,9 гектара.
Строительство Авдеевского коксохимического завода началось в 1960 году.
Исторической датой рождения завода является 30 ноября 1963 года, когда был выдан первый кокс коксовой батареи №1 — одной из самых мощных батарей того времени.
С тех пор и до настоящего времени идёт постоянное наращивание основных его производств.
Наряду с освоением новых технологий на заводе уделяется большое внимание вводу в эксплуатацию нового и более производительного оборудования. В последние несколько лет на заводе произведена огромная работа по техническому перевооружению и реконструкции производства, повышению рентабельности, улучшению экологической ситуации предприятия.Так, в углеподготовительных цехах были освоены головные образцы вагоноопракидывателей для выгрузки угля из 60-90 и 120-тонных вагонов. В целях устранения тяжёлого ручного труда при разгрузке смёрзшихся глыб угля в зимний период. Вагоноопракидыватели оборудованы дробильно-фрейзерными машинами.
Строительство закрытых складов угля позволило снизить его потери, создать условия для сохранности качественных показателей, а также совместить операции хранения и дозирования угля.
В химических цехах завода впервые в стране были освоены более мощные нагнетатели коксового газа, горизонтальные кожухотрубные холодильники для охлаждения коксового газа с использованием его тепла для нагрева поглотительного раствора цехов сероочистки, двухступенчатая схема первичного охлаждения газа, бессатураторный способ улавливания аммиака и производства минерального удобрения. Внедрение указанных и других технических и организационных мероприятий способствует росту производства кокса.
ОБЩАЯ ХАРАКТЕРИСТИКА ПРОИЗВОДСТВА, Назначение завода и характеристика выпускаемой продукции
Авдеевский коксохимический завод является одним из крупнейших предприятий коксохимической промышленности.
По объему производства кокса завод занимает первое место среди коксохимических заводов Украины. Среднесуточное производство кокса составляет свыше 16 тысяч тонн.
По состоянию на 01.01.1998г. в составе завода имеются следующие основные цеха:
1 Углеподготовительный цех №1, включающий углеобогатительную фабрику.
2 Углеподготовительный цех № 2
3 Четыре коксовых цеха, состоящих из 9-ти коксовых батарей, включая 4 установки сухого тушения кокса (УСТК) и четыре коксосортировки.
Процесс коксование угля
... полукокса-кокса. 2. Особенности коксующихся углей. Марки углей Коксующийся уголь - это каменный уголь, из которого в условиях коксования получают кокс ... уголь используется как основное топливо при производстве стали и энергетики. Коксующиеся угли отличаются от других каменных углей ... отношение С : Н, продолжается выделение низкомолекулярных газов. На данной стадии протекают преимущественно процессы ...
4 Цех №1 улавливания химических продуктов из коксового газа обслуживающий коксовые батареи № 1-6.
5 Цех улавливания № 2, обслуживающий коксовые батареи № 7,8,9.
6 Сернокислотный цех №1 с дальней газопередачей, обслуживающий батарею №-6.
7 Сернокислотный цех № 2 с бензольным отделением, обслуживающий батареи № 7,8,9.
8 Смолоперегонный цех с отделением по производству обогащенного антрацена.
9 Цех по производству кокса пекового (Iи П очереди).
10 Цех по производству фталевого ангидрида.
Всего 13 основных цехов.
Наряду с основными цехами в составе завода имеются вспомогательные цеха: ТЭЦ, железнодорожный, ремонтно-механический, ремонтно-строительный, электроремонтный, КИПиА, водоснабжение, автотранспортный цех и другие цехи и службы.
Основные цехи выпускают 35 наименований готовой продукции и полуфабрикатов и имеют между собой следующие технологические связи. Углеобогатительная фабрика обогащает высокозольные угли (21,5-33%) и получает концентрат и промпродукт. Концентрат передается на коксование и углеподготовительному цеху №2. Промпродукт и частично концентрат отгружаются на сторону другим заводам.
Углеподготовительный цех № 2 получает различные марки обогащения углей (концентратов), из которых составляет шихту и передает коксовым цехам для производства кокса. При необходимости
цех может отгружать шихту другим коксохимическим заводам, а также на экспорт.
Коксовые цехи производят кокс, который сортируется на коксосортировках на следующие фракции:
- кокс доменный размером кусков более 25 мм, 25-60 мм, отгружается в основном металлургическим заводам;
- коксовый орешек (10-25 мм) отгружается различным потребителям ииспользуется как топливо;
- коксовая мелочь (0-10 мм) отгружается металлургическим заводами используется для производства агломерата.
Попутной продукцией коксовых цехов является коксовый газ, получаемый в процессе коксования. Из газа, передаваемого цехам улавливания получают: смолу, аммиак для получения сульфата аммония, бензол, феноляты и легкие пиридиновые основания.
Смола передается для дальнейшей переработки смолоперегонному цеху, кроме того, смолоперегонный цех получает смолу со стороны.
Бензол, феноляты, легкие пиридиновые основания отгружаются другим заводам для дальнейшей переработки. Сульфат аммония отгружается сельскому хозяйству страны и на экспорт.
Очищенный газ после цеха улавливания передается цехам серо очистки для извлечения из него сероводорода для производства сер ной кислоты, а по цеху сероочистки № 2 также для извлечения бензола.
Коксовый газ, после стадии очистки от химических продуктов направляется в качестве топлива коксовым, химическим цехам и ТЭЦ. Оставшаяся часть коксового газа после глубокой очистки передается на Макеевский металлургический комбинат.
Серная кислота, полученная цехами сероочистки, передается цехам улавливания для производства минеральных удобрений, а свободный остаток отгружается на сторону различным потребителям.
Германиевый концентрат предназначен для производства германия.
Смолоперегонный цех подвергает смолу, свою и со стороны, дистилляции и получает следующие продукты: каменноугольные масла, нафталин, пек, феноляты и антрацен технический. Среднетемпературный пек передается пекококсовому цеху, где производится пековый кокс для электродной промышленности.
Электросталеплавильное производство
... электросталеплавильный цеха и цеха прокатного куста. Коксохимическое производство комбината имеет в своем составе коксовый цех № 1 с коксовыми батареями 1, 3, 4, коксовый цех № 2 с коксовыми батареями 5 - 6, цех улавливания, ... толщиной от 130 до 250 мм и длиной 6000 мм. Обрезь конвейером передается в скраповый пролет и загружается в короба, установленные на тележках. Адьюстаж состоит ...
Антрацен технический сырой передается отдалению для получения антрацена технического обогащенного 93%, используемого пред приятиями химической промышленности для получения антрахинона.
Из антраценового масла и пека изготовляется деготь и отгружается для строительства дорог.
Остаток антраценового масла, поглотительное и шпалопропиточное масло, сырьё для производства сажи и другие продукты отгружаются потребителям по назначению. Фталевый ангидрид используется в лакокрасочной промышленности для получения глифталевых красок и лаков (для покрытия машин холодильников и т.п.)

Рисунок 1.1 – Авдеевский коксохимический завод
2 РАЗГРУЗКА УГЛЕЙ С ПОМОЩЬЮ ВАГОНООПРОКИДЫВАТЕЛЯ
В отечественной и зарубежной практике применяют два типа вагоноопрокидывателей: стационарный роторный и передвижной (подъемно-поворотный или башенный).
На коксохимических заводах Советского Союза нашли широкое применение стационарные роторные вагоноопрокидыватели. Они отличаются простотой конструкции и большой производительностью.
Стационарный роторный вагоноопрокидыватель ДЗМО (рис. 1) представляет собой подвижную платформу 1, опирающуюся через катки 2 на металлическую ферму — ротор 3. Последний опирается через два цилиндрических обода 4 на четыре пары катков 5, укрепленных в фундаментах 6. Ротор при-помощи канатов 7 приводится в движение приводом 8. При повороте ротора на кузов вагона сверху опускаются Г-образные крюки — прижимы 9. При повороте ротора от 0 до 5—10° прижимы ложатся на кузов вагона и прижимают его к рельсам.
Платформа, на которой стоит вагон, передвигается на катках к нижней стороне ротора до тех пор, пока вагон не ляжет боковой поверхностью кузова на боковую поверхность ротора, облицованную деревянными брусьями 10, названными тгрива-лочными. Вагон вместе с ротором поворачивается на 165—175°’ и уголь высыпается из вагона в два бункера 11 общей емкостью около 180 т. Затем ротор получает обратное вращение, вагон приходит в исходное положение.
При помощи питателей 12 уголь из бункеров выдается на один или два ленточных конвейера 13, а затем с помощью других конвейеров направляется на склад или в цех.
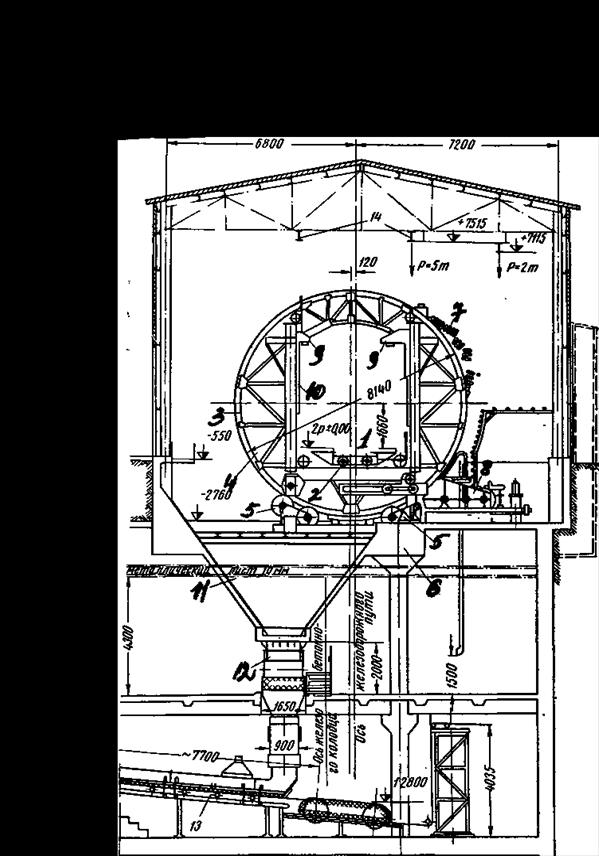
Рисунок 2 – Схема роторного вагоноопракидывателя
3 ЗАКРЫТЫЕ СКЛАДЫ
Закрытые склады представляют собой ряд железобетонных бункеров, над которыми устанавливается распределительный ленточный транспортер, снабженный передвижной разгрузочной тележкой. Уголь из бункеров выпускают на сборный транспортер с помощью питателей или передвижных дозировочных столов. Склады закрытого типа могут быть в виде одного или не скольких рядов прямоугольных или круглых бункеров, а также в виде длинных хранилищ с перегородками для углей различных шахтогрупп.
Компактность и полная механизация подачи угля на склад и выдачи его на производство — таковы главные преимущества складов закрытого типа, благодаря которым появляется возможность при определенных условиях (при большом количестве бункеров) производить 100%-ное усреднение углей. Кроме того, появляется возможность совмещения процесса хранения и дозирования углей, т. е. использование, склада закрытого типа как дозировочного отделения.
Природный газ. Нефть. Каменный уголь
... нефти производится кокс. Его используют в производстве электродов и в металлургии. А сера, которую извлекают из нефти в процессе переработки, идет на производство серной кислоты. газ уголь топливо нефть 3. Каменный уголь ... доступа кислорода. При разложении угля образуются твёрдый продукт - кокс и летучие продукты - коксовый газ. Кокс составляет 75-78% от массы угля. Он используется в металлургической ...
Склад состоит из типовых секций по восемь бункеров. Поэтому при привязке типового проекта к определенному заводу количество бункеров следует брать кратным восьми. Диаметр бункера 13 м, высота 35 м, емкость 2500 т. Сооружаются бункера из монолитного железобетона в передвижной опалубке. Выпускные воронки бункеров металлические. Для предотвращения зависания угля в воронках имеется пневмообрушивающее устройство.
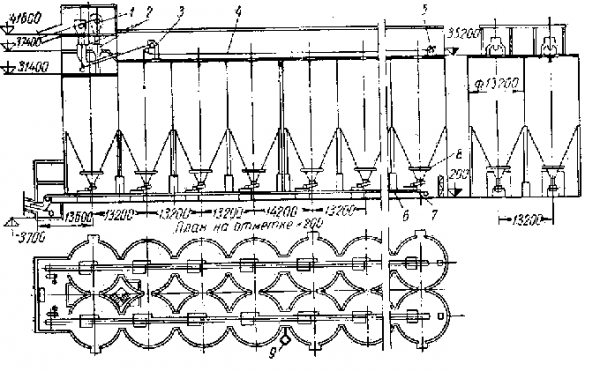
1 – проходящие конвейеры; 2, 4 – конвейеры; 3 – разгрузочная тележка; 5 – желоб; 6 – сборный конвейер; 7 – автодозатор; 8 – устройство для пневмообрушения; 9 – ресивер сжатого воздуха для пневмообрушения
Рисунок 3 – Закрытый склад угля
4 УГЛЕОБАГАТИТЕЛЬНАЯ ФАБРИКА
Обогащение угля представляет собой процесс, состоящий из нескольких технологических операций обработки, в результате которых в конечном продукте уменьшается содержание минеральных примесей, удаляемых ввиде пустой породы или в виде сростков с углем (промпродукт).
Обогащенный продукт называется концентратом.
Обогащение углей, применяемых для коксования, позволяет получать кокс с минимальным содержанием золы и улучшать работу доменных печей и литейных вагранок.
Иногда химический состав золы может быть таким (большое содержание железа, кальция и магния), что она в доменной печи частично выполняет функции руды и флюсов. Однако следует указать, что химический состав золы кокса какого-либо конкретного завода меняется относительно мало, и поэтому при прочих равных условиях общее снижение зольности кокса, безусловно, способствует увеличению производительности доменной печи.
К золе кокса нужно относиться не только как к негорючему балласту, но и с точки зрения вредности минеральных включений, обусловливающих резкое снижение прочности кокса.
Каждый кусочек породы, обладая другими, нежели уголь, физическими константами является инородным телом, которое в процессе образования кокса нарушает однородность структуры кокса и становится очагом развития трещин.
5 КОКСОВЫЙ ЦЕХ
Кокс получается не из отдельных углей, а из смеси углей различных марок, называемой шихтой.
Превращение угольной шихты в кокс является тепловым процессом, проходящим без доступа воздуха. Этот процесс характеризуется сложными химическими, физическими и физико-химическими превращениями при термической деструкции уголь ной загрузки на отдельных стадиях процесса коксообразования.
Весь ход процесса коксования можно в зависимости от температуры нагревания расчленить на пять стадий.
Первая стадия, Вторая стадия, Третья стадия, Четвертая стадия —, Пятая стадия — при
Возможность получения хорошего кокса зависит от протекания всех стадий, но главным образом от поведения угля в течение второй и третьей стадии.
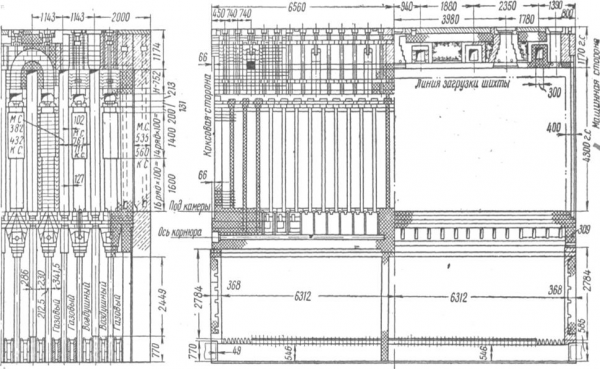
Рисунок 5 – Схема коксовой печи
6 УЛАВЛИВАНИЕ
Огромное значение имеет оптимальный температурный режим охлаждения газа в первичных холодильниках для последующих процессов, улавливания аммиака, бензольных углеводородов и других химических продуктов коксования.
В зависимости от типа Применяемых холодильников — трубчатых с теплопередачей через стенку или непосредственного действия — различают две отличные друг от друга схемы первичного охлаждения газа. Обе эти схемы нашли широкое применение в практике отечественной коксохимической промышленности.
В последние годы в качестве типовой принимается схема первичного охлаждения коксового газа в трубчатых холодильниках, как более экономичная.
На рис. представлена технологическая схема первичного охлаждения коксового газа с применением трубчатых холодильников. По этой схеме коксовый газ, надсмольная вода, смола и Фусы из газосборников 1 отводятся по газопроводу в сепаратор 2, где коксовый газ отделяется от жидкой фазы. Для обеспечения необходимой скорости стекания жидкой фазы газопровод от газосборников до сепаратора укладывается с уклоном 10— 15 мм на каждый погонный метр.
Смесь надсмольной воды, смолы и фусов из сепаратора 2 поступает в механизированный отстойник-осветлитель 3, где из-за резкого уменьшения скорости жидкой фазы она расслаивается вследствие разности плотностей. Фусы, имеющие наибольшую плотность, оседают на дно осветлителя, откуда они непрерывно удаляются скребковым транспортером.
Смола, занимающая в осветлителе промежуточное положение, самотеком через регулятор уровня смолы (смолоотводчик) поступает в заглубленный промежуточный сборник 4, откуда насосом 5 откачивается в механизированное хранилище для смолы 6. Установка механизированных хранилищ емкостью 650 м3 обусловлена тем, что в смоле после осветлителя все еще содержится значительное количество фусов. Последние, оседая на дно хранилищ, удаляются также при помощи скребковых транспортеров.
Отстоявшаяся от смолы и фусов надсмольная вода из верхней части осветлителя поступает в промежуточный сборник 7, из которого насосом 8 подается в газосборники на орошение горя чего газа. Таким образом, надсмольная вода, подаваемая на орошение газооборников, находится в замкнутом цикле: газосборники -> осветлитель -> промежуточный сборник -> газосборники.
Коксовый газ из сепаратора 2 поступает в межтрубное пространство газовых холодильников 9 и охлаждается холодной технической водой, поступающей в трубное пространство холодильников. При температуре входящей охлаждающей воды 20— 25° С коксовый газ охлаждается до 25—30° С.
В связи с большим объемом газа на современных коксохимических заводах устанавливают несколько холодильников, включаемых параллельно или последовательно.
Из холодильников 9 коксовый газ поступает в электрофильтры 10. Охлажденный и очищенный от туманообразной смолы газ засасывается в нагнетатели 11, которые под давлением 1700— 2000 мм вод. ст. транспортируют газ непосредственно в сульфатное отделение.
Конденсат газа из межтрубного пространства холодильников стекает через гидрозатвор 12 в заглубленный промежуточный сборник 13. В этот же сборник через гидрозаторы 14 поступает также конденсат газа из машинного отделения и электрофильтров. Из сборника 13 конденсат газа насосом 15 ‘подается в отстойник 16, где вода и смола разделяется в результате разности их плотностей. Так как вода легче смолы, то при отстаивании она оказывается над смолой, поэтому и получила название надсмольной.
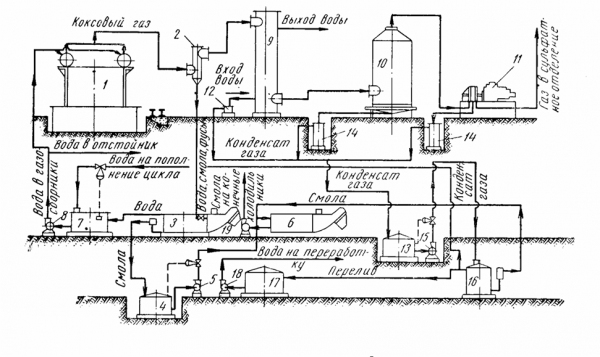
Рисунок 6 – Технологическая схема охлаждения коксового газа с применением трубчатых холодильников
7 ГАЗОВЫЕ ХОЛОДИЛЬНИКИ
Трубчатые холодильники нашли в последние десять-пятнадцать лет наибольшее применение на вновь построенных и реконструированных коксохимических заводах. Для первичного охлаждения газа устанавливались шестиходовые вертикальные трубчатые холодильники системы Гипрококса рис. поверхностью охлаждения 2100 м 2 . Производительность этого холодильника по газу равна 10—11 тыс. м*/ч газа, приведенного к нормальным условиям.
Газ движется в межтрубном пространстве, охлаждающая вода — в трубах. Так как коэффициент теплопередачи возрастает с увеличением скорости движения газа и воды, то для увеличения этих скоростей холодильник разделен вертикальными перегородками на шесть секций.
Холодильник по высоте разделен тремя горизонтальными перегородками, образующими нижнюю камеру для воды, среднюю — камеру охлаждения, заполненную трубами, и верхнюю камеру для перелива воды.
Газ вступает в межтрубное пространство камеры охлаждения и последовательно проходит из одной секции в другую. Вода поступает в нижнюю камеру, разделенную также на секции, и поднимается по трубам шестой по ходу газа секции (первой по ходу воды) вверх, затем сливается по трубам вниз и т. д. Таким образом, во всех шести секциях соблюден полный противоток движения газа и воды.
Для поддержания постоянной скорости движения газа и воды и, следовательно, постоянства коэффициента теплопередачи от газа к воде секции, по которым движется газ, имеют переменное сечение: наибольшее у первой по ходу газа секции и наименьшее у последней по ходу газа секции. Для воды, движущейся в противоточном направлении, наименьшее сечение труб в первой по ходу воды секции и наибольшее в месте выхода ее из холодильника. Весьма важным фактором, в значительной мере определяющим эффективность работы трубчатых холодильников, является скорость газового потока. Она, естественно, будет тем выше, чем больше нагрузка холодильника по газу. Поэтому лучшее охлаждение газа при меньшем расходе охлаждающей воды получается при последовательном прохождении газа через ряд соединенных друг с другом холодильников. Однако при этом резко возрастает сопротивление газовому потоку, т. е. разность разрежения газа до и после холодильников увеличивается.
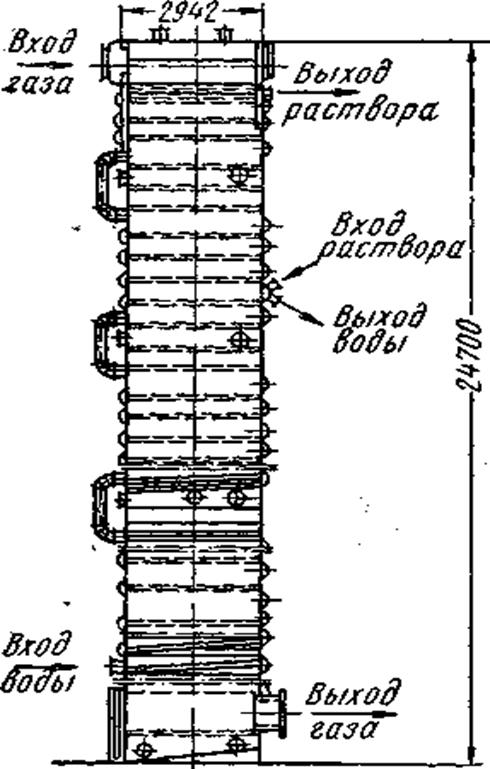 |
Рисунок 7 – Схема газового холодильника
8 РЕМОНТНО-МЕХАНИЧЕСКИЙ ЦЕХ
Ремонтно-механический цех состоит из шести основных участков;
1. склад сырья;
2. заготовительный участок;
3. участок механической обработки;
4. кузнечнопрессовый участок;
5. участок термообработки;
6. сборочный (котельно-сварочный) участок
РМЦ также обладает большим станочным парком, такие как:
- подъёмно-транспортные машины «П» образные краны, кран-балки;
- разделочное оборудование ножницы различного типа для отделения кусков проката;
- сварочное оборудование;
- токарно-фрезерное оборудование, для изготовления деталей тел вращения и для поверхностей в форме спиралей. Фрезерное оборудование для плоских, фасонных поверхностей;
- расточное оборудование, для выполнения точно координированных отверстий;
- оборудование для изготовления и обработки зубчатых колёс;
- сверлильное оборудование
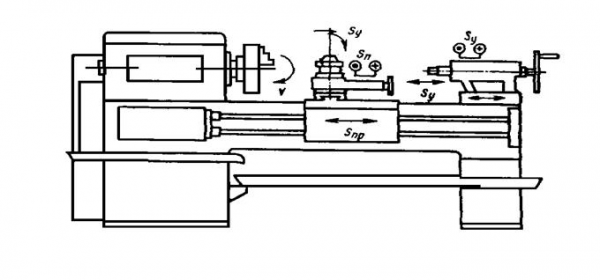 Рисунок 8.1 – Общий вид токарно-винторезного станка
Рисунок 8.1 – Общий вид токарно-винторезного станка
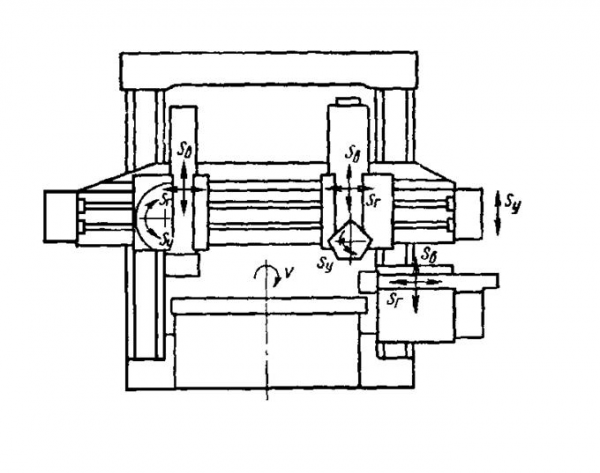
Рисунок 8.2 – Общий вид токарно-карусельного станка
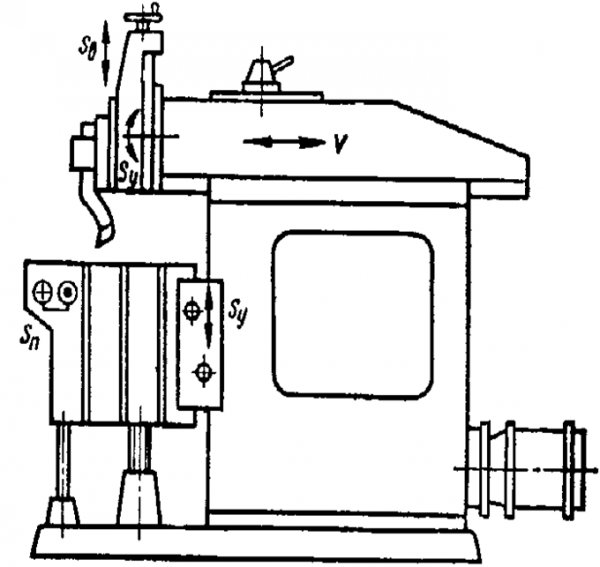
Рисунок 8.3 – Общий вид поперечно-строгального станка
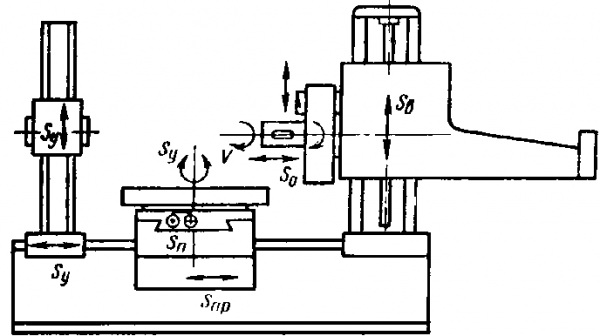
Рисунок 8.4 – Общий вид горизонтально-расточного станка
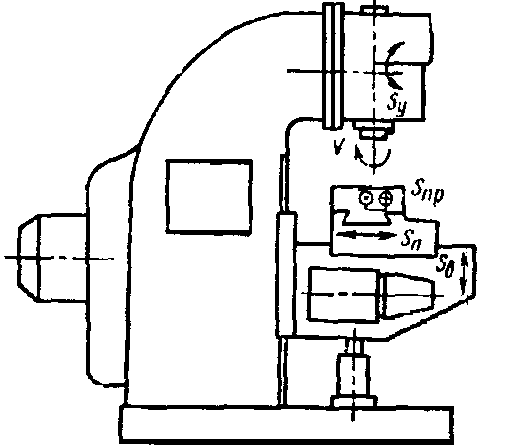
Рисунок 8.5 – Общий вид вертикально-фрезерного станка
9 ЦЕХ РЕМОНТА КОКСОВОГО ОБОРУДОВАНИЯ
СЦРКО состоит из следующих участков:
- Участок механической обработки;
- Участок вентиляции;
- Участок по ремонту компрессоров;
- Слесарно-сборочный участок;
- Участок вулканизации;
- Участок гидравлики;
- Склад готовой продукции;
- Выездная бригада планово предупредительного ремонта
10 ТЕХНИКА БЕЗОПАСНОСТИ
После прибытия на предприятие и оформления документов студенты должны пройти вводный инструктаж по технике безопасности, при оформлении на работу — инструктаж на рабочем месте.
Основные правила техники безопасности и производственной санитарии заключаются в следующем.
На предприятие следует приходить здоровому и хорошо отдохнувшему. При появлении недомогания необходимо обратиться в больницу и обязательно поставить в известность руководителя практики. При длительной болезни необходимо сообщить на кафедру или в деканат.
Входить на территорию предприятия и выходить разрешается только через проходную с соблюдением пропускного режима в соответствующей одежде;
- Одежда практиканта должна обладать защитными свойствами, обувь быть закрытой. Необходимо иметь головной убор.
По территории предприятия следует передвигаться только по установленным маршрутам, прислушиваясь к сигналам двигающегося транспорта. Особое внимание следует проявлять при переходе шоссейных и железных дорог, при переходе под навесами и крышами зданий, не следует наступать на крышки коммуникационных люков.
Запрещается проход через незнакомые цехи и участки. Нельзя заходить в незнакомые помещения.
В пределах цеха следует ходить по установленным проходам, остерегаясь движения работающих механизмов. Запрещается перелезать через конвейеры, ограждения, проемы, трогать провода, электрооборудование и прочие предметы.
Не следует проходить вблизи мест огневых работ, под технологическими трубопроводами.
Запрещается проходить мимо производственного оборудования в не застегнутой одежде, с висящими концами шарфов и прочих элементов одежды.
Следует тщательно готовить рабочее место, не допускать его захламления, пользоваться только исправным инструментом. При работе нельзя отвлекаться посторонними делами или разговорами.
Запрещается включать и выключать оборудование, снимать защитные приспособления, таблички, плакаты, указатели, если это не входит в круг служебных обязанностей.
При обнаружении неисправностей оборудования необходимо немедленно сообщить об этом непосредственно руководителю.
При любом несчастном случае или микротравмах (например, при попадании пыли в глаза) следует обращаться в здравпункт и сообщить руководителю практики.
Запрещается пить воду из не предназначенных для этого источников и принимать пищу в необорудованных местах.
Курение допускается только в специально оборудованных местах. Необходимо помнить телефоны здравпункта пожарной охраны и службы охраны труда предприятия.
ВЫВОДЫ
Во время учебной практики, проходящей на АКХЗ, я ознакомился со схемой управления предприятием и основными цехами завода.
На заводе я посетил: склад угля, цех углеподготовки, углеобогатительнуюфабрику, коксовый цех, цех улавливания, РМЦ, СЦРКО.
Ознакомился с новинками на производстве.
Прослушал курс по технике безопасности.
Узнал, какую продукцию выпускает завод. Я сделал вывод, что авдеевский коксохимический завод крупнейший в Украине.
ПЕРЕЧЕНЬ ССЫЛОК
Лейбович Р.Е. Технология коксохимического производства. М.: Металлургия, 1966. 360с.
Ткачв В.С., Остапенко М.А. Оборудование коксохимических заводов. М.: Металлургия, 1983, 360с.
Интернет.
Интернет.