
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ КАМЧАТСКОГО КРАЯ
Краевое государственное профессиональное образовательное автономное учреждение
«КАМЧАТСКИЙ ПОЛИТЕХНИЧЕСКИЙ ТЕХНИКУМ»
(КГПОАУ «Камчатский политехнический техникум»)
Техническое отделение
Специальность
РЕФЕРАТ
на тему:
Выполнил студент: Анисимов А.
группы ___
Научный руководитель:
Азимова С.В.
Петропавловск-Камчатский2015
Лазерная сварка, Лазерная сварка
Не менее потрясающими оказались достижения в физике. Только за одно десятилетие на рубеже двух веков было сделано пять открытий. В 1895г. немецкий физик В. Рентген открыл новый вид излучения, названный позднее его именем; за это открытие он получил в 1901 г. Нобелевскую премию, став, таким образом, первым в истории нобелевским лауреатом. В 1896 г. французский физик Антуан Анри Беккерель открыл явление радиоактивности Нобелевская премия 1903 г. В 1897 г. английский физик Дж. Дж. Томсон открыл электрон и в следующем году измерил его заряд Нобелевская премия 1906 г. 14 декабря 1900 г. на заседании Немецко-физического общества Макс Планк дал вывод формулы для испускательнойспособности черного тела; этот вывод опирался на совершенно новые идеи, ставшие фундаментом квантовой теории одной из основных физических теорий XX века. В 1905 г. молодой Альберт Эйнштейн ему тогда было всего 26 лет опубликовал специальную теорию относительности. Все эти открытия производили ошеломляющее впечатление и многих повергали в замешательство они никак не укладывались в рамки существовавшей физики, требовали пересмотра ее основных представлений. Едва начавшись, 20-й век возвестил о рождении новой физики, обозначил невидимую грань, за которой осталась прежняя физика, получившая название «классическая».
И вот сегодня человек получил в своё распоряжение всемогущий луч лазера.
В 1964 году академик Н.Г. Басов, А.М. Прохоров и американским ученым Ч. Таунсом становятся лауреатами Нобелевской премии, которой они были удостоены за теоретическое обоснование и разработку лазеров. Басов характеризует лазер как «устройство, в котором энергия, например тепловая, химическая, электрическая, преобразуется в энергию электромагнитного поля — лазерный луч. При таком преобразовании часть энергии неизбежно теряется, но важно то, что полученная в результате лазерная энергия обладает несравненно более высоким качеством. Качество лазерной энергии определяется ее высокой концентрацией и возможностью передачи на значительное расстояние».
Поверхностная лазерная обработка
... 1952 г. на Общесоюзной конференции по радиоспектроскопии советские физики Н. Г. Басов и А. М. Прохоров сделали доклад о ... дела источники оптического шума, является высокая степень когерентности лазерного излучения. С созданием лазеров в оптическом диапазоне появились ... и совершенствуется технология изготовления лазеров. В 1962-1963 гг. в СССР и США одновременно создаются первые полупроводниковые ...
Большой вклад в разработку прогрессивных сварочных технологий, механизацию сварочных процессов, создание современного сварочного оборудования, сварочных и основных материалов для изготовления судовых конструкций внесли Центральный научно-исследовательский институт технологии судостроения (ЦНИИ ТС), Центральный научно — исследовательский институт конструкционных материалов (ЦНИИ КМ) «Прометей», Институт электросварки им. Е. О. Патона (г. Киев).
Источником теплоты служит, Особенностью лазерной сварки
Выполненные лазерным лучом сварные швы отличаются хорошими механическими свойствами. Остаточные деформации при лазерной сварке в 3-5 раз меньше, чем при газовой сварке. Используя лазерное излучение можно получать качественные сварные соединения цветных металлов, медных и алюминиевых сплавов.
Лазерная сварка – это самый современный вариант соединения металлов, который отличается целым рядом технических особенностей. Нагрев и последующее плавление металла осуществляется посредством лазерного луча ОКГ (оптического квантового генератора). Излучателем – активным элементом – в ОКГ могут быть: 1) твёрдые тела – стекло с неодимом, рубин и др.; 2) жидкости – растворы окиси неодима, красители и др.; 30 газы и газовые смеси – водород, азот, углекислый газ и др.; 4) полупроводниковые монокристаллы – арсениды галлия и индия, сплавы кадмия с селеном и серой и др. Обрабатывать можно металлы и неметаллические материалы в атмосфере, вакууме и в различных газах. При этом луч лазера свободно проникает через стекло, кварц, воздух.
Лазерный луч, Основные элементы лазера –
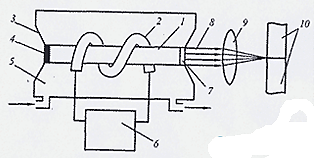
Рис.1 Схема твердотельного лазера:
1 — рубиновый стержень; 2 — генератор накачки; 3 — отражатель; 4 — непрозрачное зеркало; 5 — охлаждающая среда; 6 — источник питания; 7 — полупрозрачное зеркало; 8 — световой луч; 9 — фокусирующая линза; 10 — обрабатываемые детали.
Твердотельный лазер представляет собой лазер, где в качестве активной среды
При облучении ионы хрома переходят в другое энергетическое состояние -возбуждаются и затем отдают запасенную энергию в виде света. На торцах рубинового стержня нанесен слой отражающего вещества (например, серебра) так, что с одного конца образовано непрозрачное, а с другого — полупрозрачное зеркало. Излучение ионов хрома, отражаясь от этих зеркал, циркулирует параллельно оптической оси стержня, возбуждая новые ионы, — идет лавинообразный процесс. Происходит бурное выделение лучистой энергии, которая излучается параллельным пучком через полупрозрачное зеркало и фокусируется линзой в месте сварки. Выходная мощность твердотельных лазеров достигает 10 7 Вт при сечении луча менее 1 см 2 . В фокусе достигается громадная концентрация энергии, позволяющая получать температуру до миллиона градусов. Впервые лазер, работающий на кристалле рубина длиной 1 см, был создан Т. Мэйманом (США) в 1960 году.
Лазеры и их применение в медицине
... Для этого активная среда лазера помещается в оптический резонатор. В простейшем случае он представляет из себя два зеркала, одно из которых полупрозрачное — через него луч лазера частично выходит из ... резонатора. Отражаясь от зеркал, пучок ...
Типичная конструкция газового лазера –
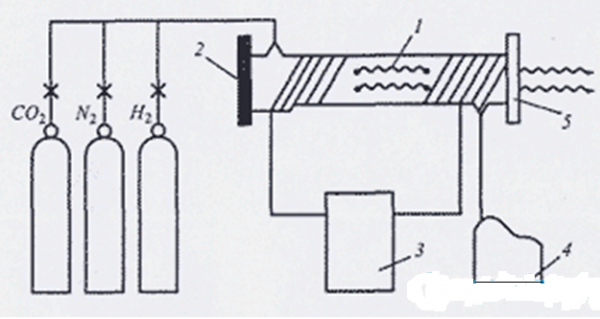
Рис.2 Схема газового лазера:
1 — разрядная трубка; 2 — непрозрачное зеркало; 3 — источник питания; 4 — вакуумный насос; 5 — полупрозрачное зеркало
Сущность лазерного процесса
Лазерную сварку производится сквозным и частичным проплавлением в любом пространственном положении. Сварка проводится непрерывным или импульсным излучением. При сварке изделий малых толщин от 0,05 до 1,0 мм сварка проходит с расфокусировкой лазерного луча.
При импульсном лазерном излучении сварной шов образуется сварными точками, их перекрытием на 30 — 90%. Современные сварочные установки с твердотельными лазерами проводят шовную сварку со скоростью до 5 мм/с с частотой импульсов около 20 Гц. Сварку проводится с использованием присадочных материалов (проволока диаметром около 1,5 мм, лента или порошок).
Присадка увеличивает сечение сварного шва.
микросварка
Оборудование:
В состав оборудования для лазерной сварки входит лазер, системы фокусировки излучения, газовой защиты изделия, перемещения луча и изделия.
В сварке используют твердотельные и газовые лазеры. Твердотельные лазеры выполняют на основе , стекла с присадкой ионов неодима, алюмоиттриевого граната (АИГ) с неодимом. Газовые лазеры — в качестве рабочего тела используют смесь СO2 , N2 и Не.
Промышленность выпускает лазерные установки ЛГТ-2.01, ТЛ-5М, МУЛ-1, ЛТА4-1, ЛТА4-2. Установки позволяют проводить полуавтоматическую сварку в импульсном режиме с микропроцессорным управлением.
Виды лазерной сварки:
Точечная сварка
Шовная сварка
Шовная сварка
С
Дуговая механизированная сварка в защитных газах
... сварочных работ при дуговой механизированной сварке в защитных газах входят: сборочно-сварочные приспособления; газовая аппаратура; приборы газовой магистрали; ... установки и монтажа несущих колонн, при сооружении зданий промышленного назначения. Опора представляет собой сварную конструкцию коробчатого типа. Рис.1. Конструкция ... и плохого качества шва. Напряжение на дуге при сварке в С0 2 должно быть ...
Недостатки: высокая стоимость лазерных установок, низкий КПД (0,01 — 2,0%).
Преимущества: возможность сварки высокоточных конструкций, сварка без правок или механической обработки, высока скорость сварки и производительность работ (стальной лист толщиной 20 мм электрической дугой сваривают со скоростью 15 м/ч за 5 — 8, при сварке непрерывным лазерным лучом лист сваривается со скоростью 100 м/ч за 1 проход).
Экономические преимущества:
-
Высокая производительность процесса;
-
Экономия энергозатрат;
-
Экономия материала;
-
Локальность обработки;
-
Возможность сварки в труднодоступных местах;
-
Снижения количества брака в свариваемых изделиях.
В настоящее время лазерная сварка применяется для создания конструкций из сталей, алюминиевых, магниевых и титановых сплавов. Ей отдается предпочтение при необходимости получения прецизионных конструкций, форма и размеры которых практически не должны изменяться в результате сварки, а также при производстве крупногабаритных конструкций малой жесткости с труднодоступными швами. Лазерная сварка применяется для сварки одинаковых и разнородных металлов в радиоэлектронике и электронной технике.
Лазерная сварка
Библиографический список
-
Николаев Г. А. Сварка в машиностроении: Справочник в 4-х т. — М.: Машиностроение, 1978 (1-4 т).
-
Блащук, В. Е. Металл и сварка: учебное пособие / В.Е. Блащук ; 3-е изд., перераб. и доп. — Москва : Стройиздат, 2006. — 144с.
-
Малащенко А. А. Лазерная сварка металлов. М.: Машиностроение, 1984, 47 с.
-
Григорьянц А. Г. Лазерная сварка металлов. М.: «Высшая школа», 1988. — 207 с.