
Колонна – архитектурно обработанная вертикальная опора, обычно круглого или прямоугольного сечения, поддерживающая балку, балочное перекрытие или пяту арки [12].
При поступлении колонн на строительную площадку необходимо выполнить следующие операции:
- проверку наличия сопроводительного документа о качестве изделий и их соответствии заданному типу (марке) – ГОСТ 18979-90[6].
- проверку наличия маркировки и штампа ОТК на изделиях по ГОСТ 13015-2003[3] и их соответствия данным, указанным в сопроводительном документе;
— – предварительное визуальное обследование изделий для установления отсутствия недопустимых дефектов и повреждений (трещин, сколов, наплывов бетона) и наличия выпусков арматурных стержней для стыковки с ригелями и колоннами. После разгрузки колонн производят выборочные инструментальные измерения по определению геометрических параметров колонн ГОСТ 26433.0-85 [8], правильности нанесения установочных рисок, качеству поверхностей, наличию трещин раскрытием более 0,1 мм, прочности бетона.
При контроле прочности бетона колонн следует руководствоваться ГОСТ Р 53231-2008[2].
Отклонения от проектного положения смонтированных колонн не должны превышать предельных значений:
- от совмещения ориентиров (рисок геометрических осей) в нижнем сечении колонн с установочными ориентирами (рисками разбивочных осей) – 8 мм;
- от совмещения ориентиров (рисок геометрических осей) в верхнем сечении колонн с рисками разбивочных осей при длине колонн , м:
- до 4 – ±12 мм;
- от 4 до 8 – ±15 мм;
- от 8 до 16 – ±20 мм.
Главными требованиями к строповочным устройствам для монтажа колонн является необходимость автоматической или дистанционной расстроповки колонн с монтажного горизонта и обеспечение вертикального положения колонны при подъеме.
При наличии в колонне специальных строповочных отверстий используют унифицированные траверсы с пальцевым захватом и штырьевым замком с устройством для дистанционной растроповки. и 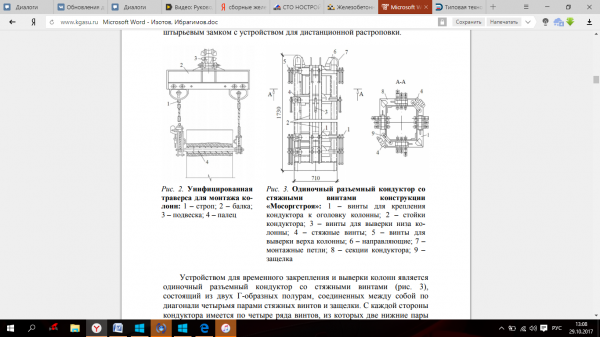
Устройством для временного закрепления и выверки колонн является одиночный разъемный кондуктор со стяжными винтами (рис. 3), состоящий из двух Г-образных полурам, соединенных между собой по диагонали четырьмя парами стяжных винтов и защелки. С каждой стороны кондуктора имеется по четыре ряда винтов, из которых две нижние пары служат для закрепления его на оголовке нижестоящей колонны, а две верхние пары – для выверки и временного закрепления устанавливаемой колонны.
Методы неразрушающего контроля прочности бетона
... между прочностью бетона и косвенной характеристикой. Градуировочную зависимость устанавливают для бетонов одного проектного возраста и приготовленных из одинаковых материалов по результатам испытаний на прочность образцов-кубов. Итак, все методы неразрушающего контроля прочности бетона требуют ...
Технология монтажа сборных железобетонных колон.
Монтажу колонн должна предшествовать приемка фундаментов с геодезической проверкой положения их осей и высотных отметок. Тяжелые колонны монтируют с транспортных средств или предварительно раскладывают колонны основанием, обращенным к фундаментам. Колонны легкого типа, как правило, предварительно доставляют в зону монтажа и раскладывают вершинами, обращенным к фундаменту. Выверку и временное закрепление колонн в зависимости от их размеров, массы и места установки производят с помощью индивидуальных кондукторов или инвентарных стальных, деревянных, ж/б клиньев (по два у каждой грани колонны).
Рабочий М1 очищает металлической щёткой торцевую поверхность колонны нижележащего яруса от грязи и пыли, убирает ржавчину с центрирующей пластины. С помощью металлического метра рабочий М1 наносит карандашом или маркером осевые риски на двух взаимно перпендикулярных плоскостях в верхней части боковых граней оголовка колонны.
М2 и М3 принимают кондуктор на перекрытии и устанавливают его на оголовок колонны нижележащего яруса (см. рис. 4).
Проверив правильность установки кондуктора, М2 и М3 производят его расстроповку и нижними винтами крепят кондуктор к нижележащей колонне. Если кондуктор разъёмный, то М2 и М3 ещё соединяют обе части кондуктора между собой и скрепляют винтами. Схему одиночного кондуктора – см. рис. 5.
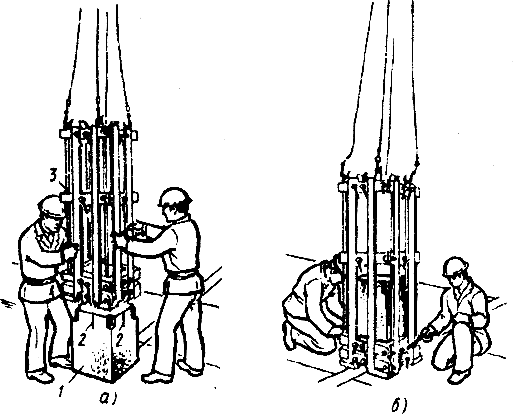
Рис. 4. Установка (а) и закрепление (б) кондуктора на оголовке колонны: 1 — колонна, 2 осевые риски, 3 – кондуктор
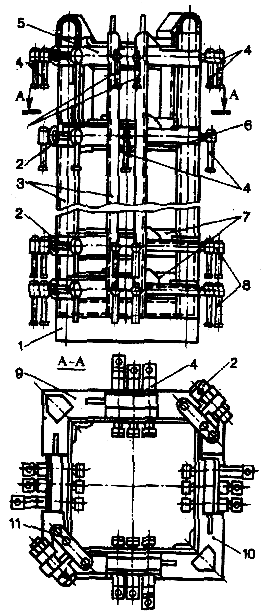
Рис. 5. Одиночный кондуктор для закрепления и выверки колонн:
1 — подставка, 2 — стяжные винты, 3 — стойки кондуктора, 4 — регулировочные винты, 5 верхняя обойма, 6 — средняя, 7 — нижняя, 8 — винты для крепления кондуктора к оголовку колонны, 9 — левая секция кондуктора, 10 — правая, 11 – защелка.
Перед установкой колонны, М2 и М3, по двум взаимно перпендикулярным осям от колонны, устанавливают и выверяют теодолиты (в ночное время – лазерные построители плоскостей).
М4 на приобъектном складе осматривает колонну, проверяет её геометрию, осматривает её на отсутствие сколов и трещин, сверяет марку и размеры с проектом, тем самым, проверяя её пригодность к монтажу. Затем, металлической щёткой очищает торцевую поверхность колонны от грязи, убирает ржавчину с центрирующей пластины и анкеров.
Далее М4, на боковых гранях колонны на уровне верха и низа колонны, наносит карандашом или маркером на две её плоскости осевые риски.
До монтажа колонны, для защиты анкерных арматурных выпусков от деформаций, возникающих при подъёме колонны из горизонтального положения в вертикальное на складе, рабочий М4 закрепляет в нижней части колонны инвентарную бандажную металлическую рамку.
С помощью специальной траверсы, для вертикального подъёма рабочий М4 производит строповку колонны.
Монтаж железобетонных колонн одноэтажного промышленного здания
... к нивелируемой плоскости. Выверенные колонны закрепляют в стакане фундамента с помощью кондукторов или стальных, деревянных и железобетонных клиньев. Железобетонные клинья при выверке колонны и заделке стыка ... целого сооружения. В комплексную бригаду входит примерно 50 рабочих. Бригада конечной продукции организуется для возведения отдельных конструктивных элементов (фундаментов, стен, перекрытия и ...
Подъём колонны осуществляется в три этапа:
- Для проверки правильности и надёжности строповки, рабочий М4 даёт сигнал машинисту крана на предварительную натяжку. Машинист крана приподнимает колонну на высоту 15-20 см;
- Убедившись в правильности и надёжности строповки, рабочий М4 подаёт сигнал на подъём колонны на высоту 1м, чтобы произвести демонтаж бандажной рамки;
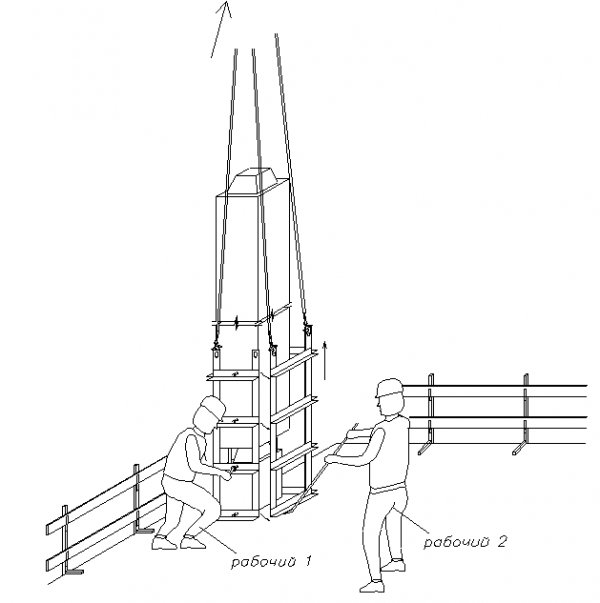
- Произведя демонтаж бандажной рамки, рабочий М4 разрешает машинисту крана произвести подъём колонны к месту её установки (см.
рис. 6).
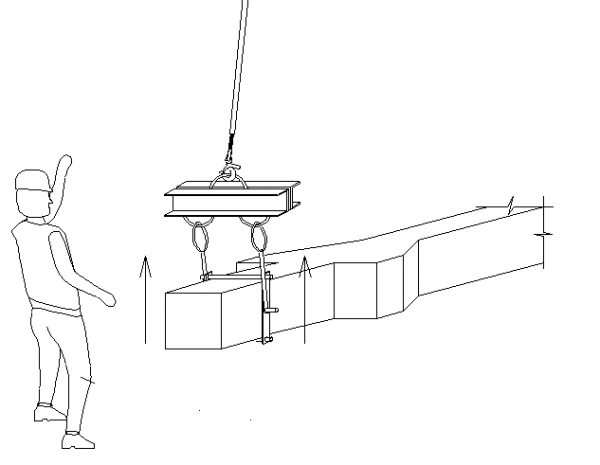
Рис. 6. Подача колонны к месту её монтажа
Рабочий М1 принимает колонну на высоте 20 — 30 см над кондуктором и разворачвает в нужном положении. Затем производит предварительный (проверочный) монтаж колонны в стык с нижней колонной. М1 медленно опускает колонну, направляя ее в кондуктор, совмещая риски на оголовке с рисками у нижнего торца монтируемой колонны, при этом арматурные выпуска монтируемой должны совпадать с арматурными выпусками колонны нижележащего яруса (см. рис. 7).
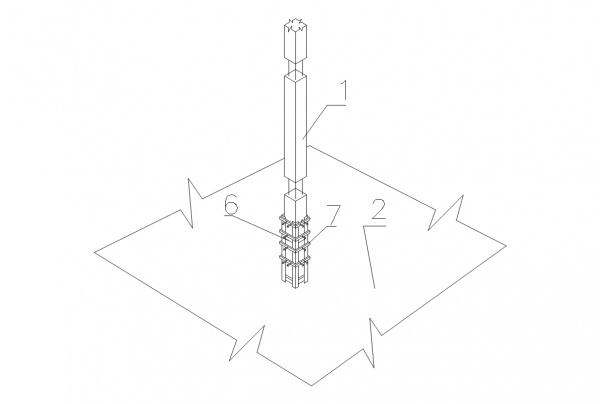
Рис. 7. Временное закрепление элемента колонны с помощью кондуктора 1 – устанавливаемый элемент колонны; 2 – перекрытие этажа; 6 – стык нижнего и верхнего элемента колонны (штепсельное соединение); 7 – рамный кондуктор.
Установленную колонну монтажники временно закрепляют в кондукторе при помощи регулировочных винтов верхней обоймы. При выверке колонны вначале совмещают торцы нижележащего элемента и монтируемого. Для этого добиваются совпадения рисок на пеньке нижележащей колонны и на грани монтируемой в ее нижней части (у торца).
Проверка проводится визуально. При необходимости, с помощью монтажных ломиков и регулировочных винтов средней обоймы, монтажники М2 и М3 смещают торец устанавливаемой колонны в нужном направлении. В итоге должны полностью совпадать риски по двум взаимно перпендикулярным плоскостям.
Рабочие М2 и М3 проверяют вертикальность установки верхней колонны с помощью двух теодолитов (в ночное время – лазерных построителей плоскостей), установленных по двум взаимно перпендикулярным осям на таком расстоянии от колонны, чтобы в момент максимального подъема трубы угол ее наклона не превышал 30-50? (см. рис. 8).
Признаком того, что колонна заняла вертикальное положение, является расположение осевых рисок в верхней и нижней части колонны по двум взаимно перпендикулярным плоскостям на одной вертикали. Для выверки трубу теодолита направляют на нижнюю риску на колонне, закрепляют горизонтальный круг инструмента и поднимают трубу к верхней риске. При отклонении ослабляют винты кондуктора с той стороны, куда надо сместить колонну, а затем закручивают винты с противоположной стороны. Такая выверка продолжается до полного совпадения рисок по вертикали в двух плоскостях.
Технология монтажа башенных кранов
... земле в горизонтальном положении с последующим переводом их в рабочее положение. Разработаны и применяются также комбинированные способы монтажа. Для легких кранов с малым грузовым моментом и большой высотой ... как это делается при установке буровых вышек. При этой схеме длина стрелы должна быть равна или несколько больше высоты колонны. Этот способ монтажа представляет собой шаг вперед, так ...
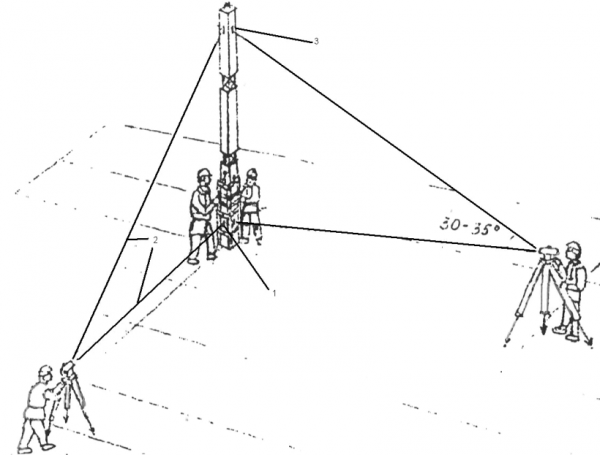
Рис. 8. Проверка вертикальности колонны визированием в плоскостях осей 1,3 — риски; 2 визирный луч
После установки, выверки колонны в проектном положении и проверки вертикальности колонны рабочий М1 подаёт команду машинисту крана ослабить натяжение стропа. При помощи шнура, выдёргивает штырь из колонны, тем самым расстроповывает колонну .
Ванная сварка арматурных выпусков колонн.
Перед ванной сваркой выпусков арматуры проводится предварительная подготовка:
- наружные поверхности арматурных стержней и закладных деталей должны быть очищены от бетона, грязи, масла и строительного мусора, осушены от влаги путём нагревания пламенем газовой горелки до температуры 100-1500С.
- выпуска стержней, подлежащих стыкованию сваркой, должны быть сосны и не должны иметь искривлений.
Несоосность стержней, а также их искривление устраняется путём нагрева резаком с последующей правкой.
- для сборки и сварки стыковых соединений стержней применяются графитовые ванны.
- концы арматурных стержней должны быть отрезаны: под прямым углом – нижний стержень и под углом 50-600 верхний к оси стержней.
- после газовой резки торцы очищаются от окалины при помощи зубила, молотка и щётки.
- При сборке выпусков стержней в вертикальном положении зазор между нижним и верхним, скошенным под 600 стержнем должен быть 6-10мм (см.
рис. 9).
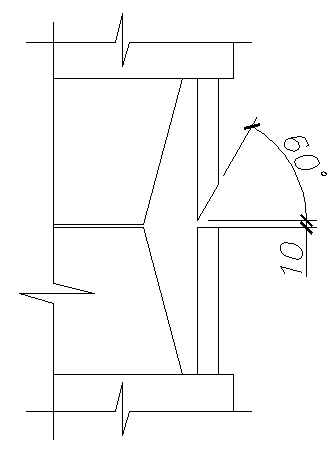
Рис. 9. Подготовка к ванной сварке арматурных выпусков колонн.
Сварочный пост устанавливается на этаже таким образом, чтобы сварные работы проводились на всей площади плиты перекрытия или захватки без перемещения поста.
На арматурные выпуска привариваются прихватки (см. рис. 10), а после устанавливается графитовая ванночка (см. рис. 11).
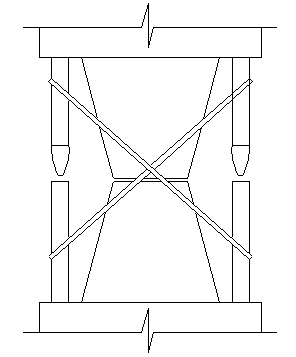
Рис. 10 Установка стальных прихваток на выпуски арматуры колонн.
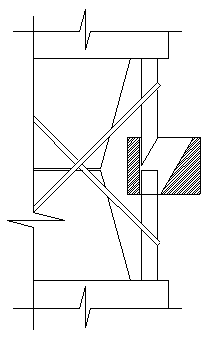
Рис. 11 Установка графитовых форм на выпуски арматуры колонн
Сварка производится вручную по диагонали.
По окончанию ванной сварки арматурных стержней ж/б колонн графитовые формы снимаются. Сварщик отстукивает специальным молоточком свежий шов, тем самым очищает его от шлака и убеждается в отсутствии видимых дефектов. После чего на объект приглашается главный сварщик участка для проверки сварных швов на отсутствие дефектов.
После заварки всех соединений выпусков арматуры и сдачи их главному сварщику необходимо демонтировать кондукторы и замонолитить все стыки колонн растворной смесью.
Рабочий 1 принимает поданные краном крюки и зацепляет их за монтажные петли кондуктора, затем расслабляет рихтовочные винты и болтовые соединения на торцах кондуктора, что позволяет разделить кондуктор на две составные части (см. рис. 12).
Технологические процессы изготовления арматурных изделий
... арматурные сетки изготавливают из стержней, расположенных в двух взаимно перпендикулярных направлениях точечной сварки. Сетки выпускают двух типов: рулонные и плоские. Рулонные сетки изготовляют продольной или поперечной рабочей арматурой, ... и затрат труда на его производство приходится на изготовление арматуры. Арматурная сталь перерабатывается в изделия в арматурных цехах, являющихся, как правило, ...
Рис. 12. Демонтаж кондуктора
После того как кондуктор был раскреплён, рабочий 1 подаёт сигнал машинисту крана на подъём кондуктора. Рабочий 3 принимает кондуктор на приобъектном складе и расстроповывает его. Далее происходит та же операция.
Замоноличивание стыков колонн.
Рабочий 1 устанавливает съёмную опалубку, состоящую из четырёх элементов соединяемых между собой замками (см. рис. 13 ).
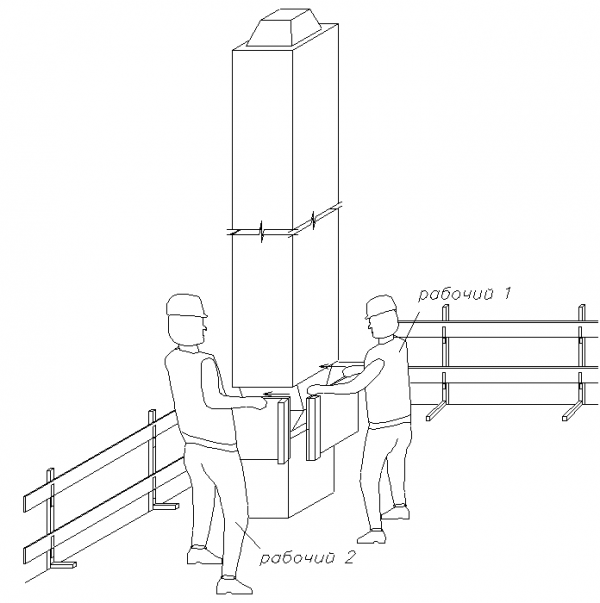
Рис. 13. Установка опалубки на ж/б колонны
Рабочий М3 выгружает бетонную смесь из автобетоносмесителя (автосамосвала) в круглую банку, тщательно следя за тем, чтобы в бетоне не оказалось крупных фракций или строительного мусора, после чего скребком или лопатой очищает кузов от остатков бетонной смеси (только для автосамосвалов).
Затем принимает крюки крана, стропует банку и подаёт сигнал машинисту крана на предварительную натяжку банки.
Машинист крана приподнимает банку на 30см над поверхностью земли, тем самым даёт возможность удостовериться стропальщику в надёжности строповки.
Проверив строповку, рабочий М3 подаёт сигнал машинисту крана на подачу банки на этаж.
Рабочий М1 принимает банку с бетонной смесью на этаже, и не расстроповывая, подводит её к стыку колонн. Используя сливной лоток снизу банки, осторожно вливает бетонную смесь в опалубку (см. рис.14).
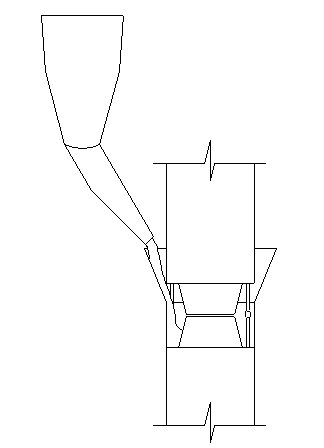
Рис. 14. Замоноличивание стыков колонн.
Смесь заливается слоями с последующим уплотнением при помощи глубинного вибратора (см. рис.15).
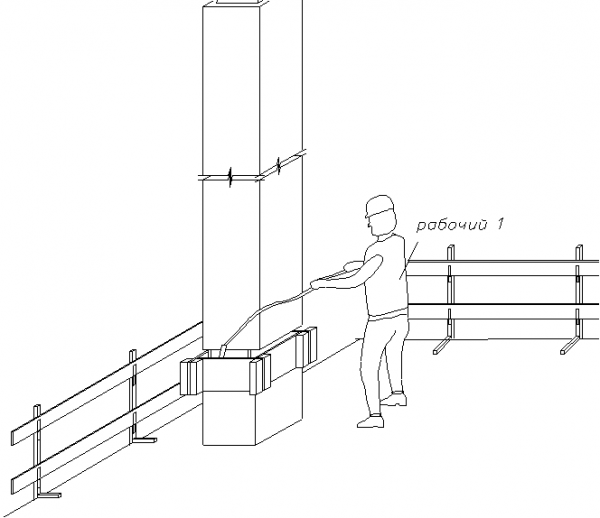
Рис. 15. Уплотнение бетонной смеси глубинным вибратором.
Остатки бетонной смеси в конструкцию стыка наносятся при помощи строительного мастерка.
По достижению бетонной смеси распалубочной прочности, рабочий 1, по указанию прораба или мастера, производит демонтаж опалубки со стыка колонн.
После контроля нивелиром отметок дна котлована под фундаменты проверяют разметку осей на обноске, натягивают проволоку по осям и переносят риски на фундаменты.