
Практически любой вид работы с металлом и на производстве, и в мастерской требует применения такого вида обработки материала, как сварка. Режут и сваривают металлические детали с помощью различных сварочных агрегатов. Принципы работы у них могут отличаться, но конечный результат одинаков — получается неразъемное прочное соединение между свариваемыми элементами из металла. Наибольшей популярностью среди всех типов сварочного оборудования пользуются передвижные сварочные агрегаты. Выбор сварочного оборудования на современном потребительском рынке столь велик, что новичку не мудрено растеряться в этом многообразном сварочном изобилии.
Для каждого вида и объема сварочных работ имеется наиболее подходящее сварочное оборудование. Скажем, для использования в домашних условиях наиболее приемлемым является аппарат дуговой сварки. В этом случае края соединяемых металлических деталей плавятся под воздействием электрической дуги. Вследствие относительной дешевизны электродов по сравнению с другими видами расходных материалов, любители, как правило, отдают предпочтение сварке ММА. Такой вид сварки можно осуществлять с помощью трансформаторов и инверторов.
При этом если говорить о надежности этого сварочного оборудования, то недостатком трансформаторов, конечно, является переменный ток, который мешает созданию ровного шва, и солидный вес. Но в остальном это сварочное оборудование не так требовательно, как инвертор, который весьма чувствителен к влажности и пыли, и в конечном итоге трансформатор выходит более надежным и долговечным. И, все-таки, начинающему сварщику лучше остановить свой выбор на инверторе, с ним легче освоиться в новом деле сварки, поскольку здесь не возникает проблем с поджигом дуги или залипанием электродов. К тому же инверторы имеют меньший вес и размеры.
Во многих отраслях промышленности применяется сварка и сварочное оборудование. Профессионалы предпочитают пользоваться универсальным сварочным оборудованием, например, трехфазным инвертером. Такие сварочные агрегаты одинаково хорошо подходят для осуществления дуговой сварки штучными электродами, аргонно-дуговой сваркой с использованием неплавящегося электрода, сваркой с применением электродной или порошковой проволоки, для пайки. Также это оборудование может быть использовано для выполнения такой операции, как точечная сварка. При этом параметры сварки задаются и регулируются с помощью микропроцессора. Сварочный агрегат поставляется в комплекте с расходными материалами и другими необходимыми принадлежностями для сварки.
Расчет режима ручной дуговой сварки
... отрицательному полюсу (катод), во втором - к положительному (анод). Ручная дуговая сварка Ручную дуговую сварку выполняют сварочными электродами, которые вручную подают в дугу и перемещают вдоль заготовки. ... по сравнению с автоматической дуговой сваркой под флюсом. Производительность процесса в основном определяется сварочным током. Однако ток при ручной сварке покрытыми электродами ограничен, так ...
Предметом исследования является, сварка и применяемое оборудование аргонной сварки.
Задачей исследования является, изучить аргонно-дуговую сварку, и её применение, а также технические средства аргонной сварки.
1. Сварка: понятие и история
1 История развития сварочного производства
В решение задач научно-технического прогресса важное место принадлежит сварке. Сварка является технологическим процессом, широко применяемая практически во всех отраслях экономики. С применением сварки создаются серийные и уникальные машины. Сварка внесла коренные изменения в конструкцию и технологию производства многих изделий. При изготовлении металлоконструкций, прокладке трубопроводов, установке технологического оборудования, на сварку приходится четвертая часть всех строительно-монтажных работ. Основным видом сварки является дуговая сварка.
Основоположниками сварки являются русские ученые и инженеры — В.В. Петров, Н.Н. Бенардос и Н.Г. Славянов. В 1802г. профессор физики Петров открыл и наблюдал дуговой разряд от построенного им мощного «вольтового столба». Этот столб или батарея был самым мощным источником электрического тока того времени. В то время электротехника только начинала создаваться, и открытие Петровым дугового разряда значительно опередило свой век.
До практического применения дуги для целей сварки прошло 80 лет. Н.Н. Бенардос впервые применил электрическую дугу между угольным электродом и металлом для сварки. Он применил созданный им способ не только для сварки, но и для наплавки и резки металлов.
Другой русский изобретатель Славянов, разработал способ дуговой сварки металлическим электродом с защитой сварочной зоны слоем порошкообразного вещества, то есть флюса, и первый в мире механизм для полуавтоматической подачи электронного прутка в зону сварки. Способ сварки плавящимся металлическим электродом получил название «дуговая сварка по способу Славянова».
Изобретения Бенардоса и Славянова нашли заметное применение по тем временам, и в первую очередь на железных дорогах, а затем на нескольких крупных машиностроительных и металлургических заводах России.
Однако, несмотря на первоначальные успехи русских изобретателей в деле разработки и внедрения дуговой сварки, к началу XX века страны Европы опередили Россию.
Только после революции 1917г. сварка получила интенсивное развитие в нашей стране. В нашей стране тогда впервые в мире были разработаны новые высокопроизводительные виды сварки, это электрошлаковая, в углекислом газе, диффузная и другие. Фундаментальные исследования по разработке новых процессов и технологии сварки проводятся в ряде научно-исследовательских организациях, ВУЗах и крупных предприятиях судостроительной, авиационной, нефтехимической, атомной и других.
На современном этапе развития сварочного производства в связи с развитием научно-технической революции резко возрос диагноз свариваемых толщин, материалов, видов сварки. В настоящее время сваривают материалы толщиной от несколько микрон (в микроэлектронике) до нескольких метров (в тяжелом машиностроении).
2 Понятие сварка
Технология аргонно-дуговой сварки
... инверторный сварочный аргонодуговой аппарат для сварки, часто имеет встроенный балластный реостат. Не помешает реостат и при работе начинающего мастера на оборудовании бытового предназначения. Сварочный пост для аргонно-дуговой сварки 1.4 ...
Сварка — технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей между свариваемыми частями при их местном или пластическом деформировании, или совместным действием того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы.
Сварка — экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения.
Физическая сущность процесса сварки заключается в образовании прочных связей между атомами и молекулами на соединяемых поверхностях заготовок. Для образования соединений необходимо выполнение следующих условий: освобождение свариваемых поверхностей от загрязнений, оксидов и адсорбированных на них инородных атомов; энергетическая активация поверхностных атомов, облегчающая их взаимодействие друг с другом; сближение свариваемых поверхностей на расстояния, сопоставимым с межатомным расстоянием в свариваемых заготовках.
В зависимости от формы энергии, используемой для образования сварного соединения, все виды сварки разделяют на три класса: термический, термомеханический и механический.
К термическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии (дуговая, плазменная, электрошлаковая, электронно-лучевая, лазерная, газовая и др.).
К термомеханическому классу относятся виды сварки, осуществляемые с использованием тепловой энергии и давления (контактная, диффузионная и др.).
К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления (ультразвуковая, взрывом, трением, холодная и др.).
2. Понятие аргонно-дуговой сварки и её применение
1 Аргонно-дуговая сварка
Аргонно-дуговая сварка — дуговая сварка в среде инертного газа аргона. Может осуществляться плавящимся или неплавящимся электродом. В качестве неплавящегося электрода обычно используется вольфрамовый электрод.
Для обозначения аргонно-дуговой сварки могут применяться следующие названия
РАД — ручная аргонно-дуговая сварка неплавящимся электродом,ААД — автоматическая аргонно-дуговая сварка неплавящимся электродом,ААДП — автоматическая аргонно-дуговая сварка плавящимся электродом.
Для обозначения аргонно-дуговой сварки вольфрамовым электродом:TIG — Tungsten Inert Gas (Welding) — сварка вольфрамом в среде инертных газовGTAW — Gas Tungsten Arc Welding — газовая дуговая сварка вольфрамом
Общие характеристики аргонно-дуговой сварки
Аргон практически не вступает в химические взаимодействия с расплавленным металлом и другими газами в зоне горения дуги. Будучи на 38% тяжелее воздуха, аргон вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой.
При аргонно-дуговой сварке возможен крупнокапельный или струйный перенос электродного металла. При крупнокапельном переносе процесс сварки неустойчивый, с большим разбрызгиванием. Его технологические характеристики хуже, чем при полуавтоматической сварке в углекислом газе, так как вследствие меньшего давления в дуге капли вырастают до больших размеров. Диапазон токов для крупнокапельного переноса достаточно велик, например для проволоки диаметром d = 1,6 мм I св = 120-240А. При силе тока Iсв больше 260А происходит резкий переход к струйному переносу, стабильность процесса сварки улучшается, разбрызгивание уменьшается. Однако такие токи не всегда соответствуют технологическим требованиям. Поэтому более рационально для обеспечения стабильности процесса использовать импульсные источники питания дуги, которые обеспечивают переход к струйному переносу на токах около Iсв ≈ 100А.(рис.1)
Ручная дуговая сварка металлическими электродами с покрытием
... показатели называют элементами режима. Основными элементами режима дуговой сварки являются: ток, род и полярность тока, диаметр электрода, напряжение дуги и скорость сварки. При ручной сварке к ним добавляется величина поперечного перемещения ...
Технология аргонно-дуговой сварки неплавящимся электродом
Дуга горит между свариваемым изделием и неплавящимся электродом (обычно из вольфрама).
Электрод расположен в горелке, через сопло которой вдувается защитный газ. Присадочный материал подается в зону дуги со стороны и в электрическую цепь не включен.
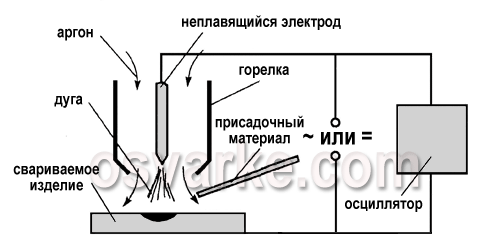
Рис.1 Аргонно-дуговая сварка неплавящимся электродом, схема процесса
Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и присадочная проволока перемещаются без непосредственного участия сварщика.
При этом способе сварки зажигание дуги, в отличие от сварки плавящимся электродом, не может быть выполнено путем касания электродом изделия по двум причинам. Во-первых, аргон обладает достаточно высоким потенциалом ионизации, поэтому ионизировать дуговой промежуток за счет искры между изделием и электродом достаточно сложно (при аргонной сварке плавящимся электродом после того, как проволока коснется изделия, в зоне дуги появляются пары железа, которые имеют потенциал ионизации в 2,5 раза ниже, чем аргона, что позволяет зажечь дугу).
Во-вторых, касание изделия вольфрамовым электродом приводит к его загрязнению и интенсивному оплавлению. Поэтому при аргонной сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется «осциллятор».
Осциллятор для зажигания дуги подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют дуговой промежуток и обеспечивают зажигание дуги после включения сварочного тока. Если аргонная сварка производится на переменном токе, осциллятор после зажигания дуги переходит в режим стабилизатора и подает импульсы на дугу в момент смены полярности, чтобы предотвратить деионизацию дугового промежутка и обеспечить устойчивое горение дуги.
При сварке на постоянном токе на аноде и катоде выделяется неодинаковое количество тепла. При токах до 300А 70% тепла выделяется на аноде и 30% на катоде, поэтому практически всегда используется прямая полярность, чтобы максимально проплавлять изделие и минимально разогревать электрод. Все стали, титан и другие материалы, за исключением алюминия, свариваются на прямой полярности. Алюминий обычно сваривается на переменном токе для улучшения разрушения оксидной пленки.
Для улучшения борьбы с пористостью к аргону иногда добавляют кислород в количестве 3-5%. При этом защита металла становится более активной. Чистый аргон не защищает металл от загрязнений, влаги и других включений, попавших в зону сварки из свариваемых кромок или присадочного металла. Кислород же, вступая в химические реакции с вредными примесями, обеспечивает их выгорание или превращение в соединения, всплывающие на поверхность сварочной ванны. Это предотвращает пористость.
Сварка и резка металлов как технологический процесс
... др. Например, минимальную величину зазора назначают при сварке без присадочного металла небольших толщин (до 2 мм) или при дуговой сварке неплавящимся электродом алюминиевых сплавов. При сварке плавящимся электродом зазор обычно составляет О — 5 мм, ...
2 Применение, преимущества и недостатки аргонно-дуговой сварки
Основная область применения аргонно-дуговой сварки неплавящимся электродом — соединения из легированных сталей и цветных металлов. При малых толщинах аргонная сварка может выполняться без присадки. Способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия. Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом — один из основных способов соединения титановых и алюминиевых сплавов.
Сварка алюминия
Аргоновая сварка в настоящее время широко применяется при ремонте различных узлов и агрегатов автомобиля, таких как радиатор, конденсор, поддон картера, деталей КПП, блок двигателя, различных силуминовых кронштейнов, кондиционерных трубок и т.д. При этом особенностью аргонно-дуговой сварки является возможность применения этой технологии во многих смежных областях. Аргонная сварка позволяет проводить полный спектр сварочных работ с такими металлами как алюминий, нержавеющая сталь, титан, медь, силумин, дюралюминий, а также цветными и черными металлами. Технология аргонно-дуговой сварки алюминия. Аргонная сварка не имеет ничего общего с пайкой или плазменным напылением. Сварка алюминия — процесс сложный и требующий от специалиста высокой квалификации. В первую очередь это связано с химическими особенностями алюминия. При нагреве алюминия и его соприкосновении с кислородом воздуха, на поверхности образуется пленка окисла, которая препятствует работе с ним с использованием обычной электродуговой сварки. Для предотвращения взаимодействия нагретого алюминия с содержащимся в воздухе кислородом применяют один из инертных газов, а именно аргон. Для сварки применяют тугоплавкие электроды из вольфрама. Электрод окружен керамическим соплом, из которого под высоким давлением к месту сварки нагнетается аргон. Благодаря этому в области сварки аргоном поддерживается среда с очень низким содержанием кислорода, что позволяет держать электрическую дугу между деталью и окончанием неплавящегося электрода. Главная цель создаваемой таким путем электродуги — это плавка самой детали и присадочной проволоки. Аргонная сварка также подходит для различных сплавов. Присадочный материал выбирается близкий по составу к металлу, из которого изготовлена деталь. Сварка выполняется с двух сторон, шов получившийся после дуговой сварки с аргоном, представляет собой единое целое со свариваемыми деталями, что позволяет обеспечить прочность, герметичность, и долговечность будущего изделия.
Сварка нержавеющих сталей, и черных металлов
Изделия из нержавеющей стали изготавливают методом сварки, штамповки и механической обработки. За счет обладания антикоррозионными свойствами нержавеющая сталь заняла лидирующее место в сфере деятельности человека,ее применяют во всех отраслях начиная от пищевой и заканчивая тяжелым машиностроением. Нержавеющая сталь это материал очень практичный ,договечный, и даже в какой то степени благородный. Выбор метода сварки зависит от марки стали назначения, и не во всех случаях получаются равнозначные механические и корозионные свойства. При определении режимов сварки необходимо учитывать склонность основного металла и металла шва к растрескиванию,что связано с физическими свойствами и структурными изменениями,пртекающими в прцессе нагрева металла под сварку, прцессами , протекающими во время плавления и застывания литого металла, и процессами протекающими при охлаждении в сварном шве. Процесс сваривания нержавеющих сталей достаточно кропотливый и трудоемкий. Прежде всего сваривание нержавейки необходимо проводить в среде защитных газов (аргон).
Реферат сварка дуговая сварка
... лучшему использованию дуги. Благодаря большой силе тока, применяемого при автоматической сварке под слоем флюса, производительность возрастает в десятки раз по сравнению с ручной дугой дуговой сваркой. Хорошая защита расплавленного ...
Качество сварного соединения зависит от подготовки свариваемых поверхностей. Пленку из оксида, которая образуется в процессе сваривания, нужно удалить. Изделия или элементы конструкции из нержавеющей стали свариваются при помощи электродов из вольфрама, на которые подается постоянный ток. Сама сварка производится плавно, на короткой дуге углом вперед. Угол между электродом и присадочным материаллом должен быть равным примерно 90 гр.,подача присадочного материалла должна присходить постоянно. По окончанию сварочного процесса, аргон, или другой защитный газ, нужно подавать пока температура металла не снизится до 400 С. После сварки на поверхности сварного соединения образуется пористый оксидный слой, содержащий в основном хром. Этот слой в значительной степени ослабляет стойкость сопротивления к корозии. Хром оксидного слоя в основном материалле возникает из стали, вследствие чего под оксидным слоем образуется т. н. со сниженным содержанием хрома. Если существует необходимость, что бы стойкость сварного соединения к коррозии была столь же высокой, как и у основного материалла, оксидный слой и зону со сниженным содержанием хрома следует удалить, т. е. сварное соединение должно пройти последующую обработку.
Сварка титана
Титан и его сплавы благодаря высоким физико-химическим свойствам все больше применяют в качестве конструкционного материала для авиационной и ракетной техники, химического машиностроения, приборостроения, судо- и машиностроения, в пищевой и других отрослях прмышленности. Титан почти в два раза легче стали, его плотность 4,5 г/см3, он обладает высокими механическими свойствами, коррозионной стойкостью при нормальных и высоких температурах иво многом активных средах, теплопроводность титана почти четыре раза меньше теплопроводности железа. Сварка титана затруднена его способностью активно взаимодействовать с газами при нагреваниии. Уже при температуре450 С образуются оксид титана TiO2 и слой окалины, насыщенный кислородом и называемый альфированным слоем. Такой слой при сварке способствует образованию трещин. Содержание кислорода в титановых сплавав допускается не более 0.015%. Азот активно взаимодействует с титаном, повышая его прочность и снижая пластичность. Содержание азота в сплавах титана допускается не более 0,04-0,05%. Вследствие активного взаимодействия титана и его сплавов с газами, электроды с покрытием не обеспечивают требуемого качества сварного соединения и не применяется дуговая сварка. Применяют ручную дуговую сварку вольфрамовыми электродами в аргоне, гелии или в их смеси. Сварку с местной защитой производят, подавая газ через сопло горелки, иногда с насадками, увеличивающими зону защиты. С обратной стороны стыка деталей устанавливают медные подкладные планки с канавкой, по длине которой равномерно подают аргон. При сложной конструкции деталей, когда осуществить местную защиту сложно, сварку ведут с общей защитой в камерах с контролируемой атмосферой. Это могут быть камеры-насадки для защиты части свариваемого узла (жесткие камеры из металла) или мягкие из ткани со смотровым окном и встроенными рукавицами для рук сварщика. В камеры помещают детали, сварочную остнастку и горелку. Для крупных ответственных узлов применяют обитаемые камеры обьемом до 350м3, вкоторых устанавливают сварочные автоматы и манипуляторы. Камеры ваккумируются, затем заполняются аргоном, через шлюзы в них входят сварщики в скафандрах. Аргоно дуговой сваркой вольфрамовым электродом детали толщиной 0.5-1.5 мм сваривают в стык без зазора и без присадки, а толщиной более 1.5 мм — с присадочной проволокой. Кромки свариваемых деталей и проволока должны зачищаться так, что бы был снят насыщенный кислородом альфированный слой. Проволока должна пройти ваккумный отжиг при температуре 900-1000С в течении 4 ч. Сварку ведут на обычных установках для аргонно-дуговой сварки неплавящимся электродом на постоянном токе прямой полярности. На сварочной горелке закрепляется специальная насадка для защиты инертным газом от воздуха участков металла с температурой 250-300 С и выше. Размеры этих участков, определяются расчетами по формулам распространения тепла в металлах при сварке. Обратную сторону шва защищают с применением специальных насадок и подкладок.
Термические виды сварки: электрошлаковая, газовая и дуговая сварка под флюсом
... и расплавления свариваемых кромок можно разделить на следующие основные виды сварки: электрическая дуговая, где источником тепла является электрическая дуга; электрошлаковая, где основным источником ... расплавиться. Обычно накладки подвижны и поднимаются вслед за электродом. При прохождении тока через расплавленный шлак, являющийся электропроводящим электролитом, в нем выделяется теплота, ...
3 Сравнение оборудования аргонно-дуговой сварки
Сварочный аппарат TETRIX 180 activArc для аргонно-дуговой сварки неплавящимся электродом в среде инертного газа TiG и ручной дуговой сварки MMA постоянным током.(Рис.2)
Рис.2 Сварочный аппарат TETRIX 180 activArc
Область применения: химическая и пищевая промышленность, машиностроение, автомобилестроение, приборостроение, судостроение, изготовление резервуаров и контейнеров, строительство систем отопления и вентиляции, производство трубопроводов, художественные ремесла, монтажные работы, и многое другое.
ХАРАКТЕРНЫЕ ОСОБЕННОСТИ
- Удобное однокнопочное управление — прямой доступ ко всем сварочным параметрам;
- EWM-activArc®- мощная TIG-дуга, более быстрая, качественная и простая сварка во всем диапазоне мощности;
- Прочный небьющийся пластик обеспечивает функциональность и надежность при падении и ударах;
- Большой диапазон рабочего напряжения (138-265 В), благодаря которому возможна неограниченная работа на генераторах, слабых сетях, с кабельными барабанами и длинными (до 50 м) кабелями питания;
- Идеальные характеристики зажигания и процесса сварки благодаря инверторному источнику EWM;
- Оптимально для широкого круга задач;
- Максимальная экономичность;
- Максимальная производительность;
- Эргономичность, прочное и компактное исполнение;
- Возможность выбора разных панелей управления;
- Удобство технического обслуживания благодаря удобному расположению узлов внутри аппарата;
- Защита от перегрева благодаря встроенному реле;
Диапазон регулирования сварочного тока 5-180А
Сила тока при ПВ 35% 180A
Сила тока при ПВ 60% 150А
Сила тока при ПВ 100% 120А
Напряжение сети 1х230 В (-40%;+15%)
Напряжение холостого хода 90В
Сварка конструкций: виды и режимы
... выполнены в виде пространственной стальной конструкции коробчатого сечения. Элементы стойки: пояса, планки, диафрагмы, опорные пластины с ребрами соединяются между собой при помощи сварки. Основная деталь ... провода с медными или алюминиевыми жилами, сечение которых соответствует номинальному сварочному току. Сварочные провода снабжены резиновым изоляционным слоем и в большинстве случаев резиновой ...
Частота тока в сети 50/60Гц
Сетевой предохранитель 1х16А
Максимальная потребляемая мощность 5,5 кВА
Рекомендуемая мощность генератора 7,5 кВА
COS φ 0,94
Класс защиты IP23
Габариты аппарата в полной комплектации (ДхШхВ), мм 475х180х295
Масса аппарата 8,9 кг
Цена 64800 рублей
Сварочный аппарат PICOTIG 190 AC/DC для аргонно-дуговой сварки неплавящимся электродом в среде инертного газа TiG и ручной дуговой сварки MMA постоянным и переменным током.(рис 3)

Рис.3 Сварочный аппарат PICOTIG 190 AC/DC
Область применения: химическая и пищевая промышленность, приборостроение, судостроение, изготовление резервуаров и контейнеров, систем отопления и вентиляции, художественные ремесла, монтажные работы, и многое другое.
Характерные особенности
- Отличные характеристики сварки алюминия и его сплавов;
- Цифровая индикация сварочного напряжения или сварочного тока;
- Сварка Tig c высокочастотным зажиганием (HF) и контактным зажиганием дуги;
- Сварка штучными электродами в форсированном режиме (Arcforcing), функция против прилипания электрода (Antistick), горячий старт (Hotstart) — надежное зажигание дуги;
- Максимальная универсальность благодаря модульной концепции аппарата;
- Расширение возможностей в зависимости от потребностей без дополнительных инструментов;
- Идеальные характеристики зажигания и процесса сварки благодаря инверторному источнику EWM;
- Оптимально для широкого круга задач;
- Максимальная экономичность;
- Максимальная производительность;
- Максимальная мобильность и компактность;
- Все узлы системы распознаются автоматически и могут комбинироваться в любом порядке без дополнительных инструментов;
- Эргономичность, прочное и компактное исполнение;
- Возможность выбора разных панелей управления;
- Продуманная конструкция корпуса и система вентиляции, позволяющая увеличить продолжительность включения и минимизировать загрязнения внутри аппарата;
- Удобство технического обслуживания благодаря удобному расположению узлов внутри аппарата;
- Защита от перегрева благодаря встроенному реле;
- Большой допуск колебаний сетевого напряжения;
Технические Характеристики
Диапазон регулирования сварочного тока 3 A — 190 A
Продолжительность включения при температуре окружающей среды 25°С / 40°С
Сила тока при ПВ 40% — / 190А
Сила тока при ПВ 50% 140А / 140А
Сила тока при ПВ 60% 190А / 150А
Сила тока при ПВ 100% 150А / 120А
Напряжение сети 1 x 230 V (-40 % — +15 %)
Частота тока в сети 50/60Гц
Сетевой предохранитель 3?16А
Максимальная потребляемая мощность 5,6 кВА
Рекомендуемая мощность генератора 8,1 кВА COS φ 0,94
Габариты (Д?Ш?В), мм 600x205x415
Масса сварочного аппарата 16,5 кг
Цена 104400 рублей
Вывод: чем дороже аппарат, тем больше его технические возможности, а значит и более производительней.
Заключение
Сварка — экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения.
Сварка и роботизация сварочных работ
... и пригоден для ограниченного числа сплавов. Кузнечная сварка на сегодняшний день практически нигде не используется. Сварка высокочастотными токами сварка электрод роботизированный Роботизация сварочных работ В современном мире применение роботизированной техники и ...
Аргонно-дуговая сварка — дуговая сварка в среде инертного газа аргона. Может осуществляться плавящимся или неплавящимся электродом. В качестве неплавящегося электрода обычно используется вольфрамовый электрод.
Основная область применения аргонно-дуговой сварки неплавящимся электродом — соединения из легированных сталей и цветных металлов.
Список литературы
[Электронный ресурс]//URL: https://drprom.ru/referat/svarka-argonom/
аргонная дуговая сварка
1. Чернышов Г.Г. Сварочное дело Сварка и резка металлов ИРПО, 2004.
2. В.Л. Лихачев Электродуговая сварка. Пособие для сварщиков и специалистов сварочного производства, 2004.
3. Солон-Пресс, 2006
4. Фоминых В.П. Яковлев А.П. Ручная дуговая сварка 2005.
5. Кабанов Н.С. Сварка на контактных машинах. М. высшая школа. 2005.
6. Банов М.Д. Технология и оборудование контактной сварки. 2006.
7. http://www.osvarke.com/argonodug.html
8. http://www.argonshik.ru/catal1.htm