
Конструкция корпуса конденсатора состоит из трех обечаек к которым привариваются накладки. К накладкам привариваются патрубки, для входа и выхода газа. Далее к обечайке привариваются две накладки, а к ним привариваются два рыма.
1.2. Назначение и условие работы конструкции.
Конденсатор состоит из: сферических трубных элементов и корпуса. Корпус представляет собой цилиндр, состоящий из трех обечаек. К корпусу привариваются два патрубка для входа и выхода газа. Конденсатор устанавливается на восьми лапах. Для его подъема установлены четыре рыма.
1.3.Технологичность.
- Жесткость конструкции обеспечивается тем, что конструкция выполнена из цилиндрических деталей.
- При сварке соблюдать порядок и последовательность выполнения сварных швов.
- Основной материал 10ХСНД ГОСТ 4543 — 61
- Сварочные материалы подобраны близкие по химическому составу к основному материалу.
- Швы выполнять автоматической и механизированной способами сварки.
- Конструкция свободно подразделяется на раздельные узлы и под узлы.
- Подобраны оптимальные режимы сварки.
- Последовательность и способы сварки выполнения сварных швов рациональны.
- Соблюдены все мероприятия.
- Обеспечены свободные подходы сварщиков и подвод сварочного оборудования к выполнению сборки и сварки.
- Жесткость конструкции обеспечивается помощью специализированных приспособлений.
- Габариты и форма изделия позволяют изготовлять в цеховых условиях.
- Швы не пересекаются между собой.
 |
2.Технологическая часть.
2.1. Заготовительные операции.
К заготовительным операциям относятся операции: очистка листового и сортового проката, их правка (при необходимости), разметка, гибка, резка, подготовка кромок, зачистка их перед сваркой.
Очистку НЛС проводить методом дробеметной очистки. Листы помещают в камеры вертикально и с двух сторон, сверху производится дробеметная очистка.
Правка необходима для выравнивания до его обработки и заготовок, после резки путем пластического изгиба или растяжением материала.
Правку листового проката осуществлять на листоправильной машине 7х360х1000.
Правка осуществляется между двумя рядами вращающихся валков, расположенных в шахматном порядке. Расстояние между нижним и верхним рядами валков регулируют и устанавливают в зависимости от толщины выпрямляемого листа. При прохождении между валками каждый участок листа получает многократный изгиб в противоположные стороны и выпрямляется. Правку производить за один проход.
Таблица 1 Технические характеристики листоправильной машины 7х360х1000
|
Размеры обрабатываемых листов, мм Толщина Ширина |
6 – 36 до 5000 |
|
Скорость правки м/мин |
6 – 36 |
|
Рабочие ролики Число, штДиаметр, мм Длина, мм Шаг, мм |
7 360 1000 400 |
|
Мощность электродвигателя привода рабочих роликов кВт |
100 |
|
Габаритные размеры, мм |
8060х3220х3030 |
|
Масса, кг |
62 |
Разметка – перенесение размеров с чертежа на деталь. Операция очень сложная, требующая очень высокой квалификации рабочего. В серийном производстве применяют так называемую фотопроекционную разметку. Чаще всего такая разметка применяется в судостроении или в авиастроении. Суть разметки в том что изготовляется чертеж-шаблон, который фотографируется на специальные пластины. Эти пластины устанавливаются в проекционных кабинах, расположенных над разметочным столом. Световое изображение чертежа проектируется в масштабе 1:1. изображение кернят. Способ точный и эффективный. Так же разметка может выполняться вручную с применением эскизного или шаблонного методов, или с применением других способов и установок, механизирующих процесс.
При всех методах и способах разметки следует прокернивать линии, необходимые для изготовления деталей и контроля точности обработки и сборки.
 |
В данном случае разметка производится:
- листового проката – разметка совмещена с операцией резки на специализированной машине с программным управлением.
Резка. Производится в ручную или механизированно на различных машинах. Есть резка тепловая и с помощью ручных резаков или газо-резательных машин. Тепловая резка применяется для резки криволинейных швов. Применяется также в сочетании с разметкой. На производстве чаще всего применяется резка с помощью машин: гильотиновые ножницы, дисковые ножницы, обрезные станки, пресс ножницы.
Для резки листового проката применить портальную комбинированную машину с УЧПУ “Гранат- М” ППлКП 3,2. Резка плазменная.
Таблица 2 Технические характеристики портальной комбинированной машины “Гранат – М” ППлКП 3,2.
|
Наибольший размер разрезаемых листов, мм Длинна Ширина |
16000 5000 |
|
Наибольшая толщина резки плазмой, мм |
60 |
|
Скорость перемещения резака, мм/мин |
70 – 6000 |
|
Максимальное отклонение от контура |
По классу 1 ГОСТ 5614 – 74 |
|
Тип УЧПУ |
РМ 33 |
|
Тип плазморежущей оснастки |
АПР – 404 |
|
Число резаков |
1 |
|
Энергопитание Напряжение В Частота Гц |
3-х фазная сеть переменного тока 380 50 |
|
Наибольшая потребляемая мощность, кВа |
130 |
|
Расход м 3 /час: Сжатого воздуха Ацетилена Охлаждающей воды |
До 10 1,44 0,3 |
|
Давление МПа: Сжатого воздуха Ацетилена Охлаждающей воды |
0,5 0,1 0,25 – 0,5 |
|
Ширина колеи направляющих, мм |
400 |
|
Габариты , мм |
18600Х5400Х1860 |
|
Масса исполнительного механизма, кг |
1512 |
 |
Преимущество процесса воздушно-плазменной резки:
- универсальность. Возможна резка любых электропроводных материалов: НЛС, чугуна, сплавов алюминия и др.
- высокая скорость резки примерно в 2-3 раза выше скорости газовой резки.
- отличное качество реза, дополнительная механическая обработка не требуется.
- предварительная подготовка при разделительной резки не требуется.
- минимальные деформации разрезаемых деталей.
- высокая экономичность.
Гибка заготовок выполняется в холодном и горячем состоянии. Горячую гибку применять только в случае, когда невозможна, гибка в холодном состоянии, при недостаточной мощности оборудования.
Для гибки заготовок из листового проката применять листогибочную машину (четырех валковая, гидравлическая) ИВ 2426 Ф1. предназначена для гибки цилиндрических обечаек из листового материала в холодном состоянии.
Таблица 3 Технические характеристики листогибочной машины ИВ 2426 Ф1.
|
Наибольшие размеры изгибаемого листа, мм Толщина при сгибе Ширина Толщина при подгибке |
40 3150 30 |
|
Наименьший радиус гибки, мм |
600 |
|
Скорость гибки регулируемая ступенчато, мм/мин |
0,9; 2,6; 7 |
|
Диаметр верхнего валка, мм |
560 |
|
Скорость подъема боковых валков, регулируемая ступенчато, мм/мин |
290; 580 |
|
Суммарная мощность электродвигателя, кВт Без средств механизации Со средствами механизации |
66 80 |
|
Габаритные размеры машины, мм Без средств механизации Со средствами механизации |
6460Х3000Х3015 13000Х9200Х7625 |
|
Высота над уровнем пола, мм Без средств механизации Со средствами механизации |
1725 6390 |
|
Масса машины, кг Без средств механизации Со средствами механизации |
55000 75000 |
 |
Штамповка
2.2. Обоснование выбора способов сварки.
Основание корпуса конденсатора является ответственной конструкцией, т.к. он предназначен для хранения газа. Исходя из этого, основание корпуса конденсатора должно соответствовать требования прочности, следовательно, сварные швы должны быть равнопрочными, с основным металлом, а значит, шов должен быть плотным без дефектов.
Основание корпуса конденсатора изготавливается в условиях цеха, что порзволяет применять механизированные способы сварки.
Исходя из конструктивных особенностей изделия: протяженность основных швов не более 1,5 м, веса, формы, толщины свариваемого металла от 12 мм, и т. д. Целесообразно для сварки продольного, кольцевого стыков обечаек применить автоматическую сварку под флюсом, швом С9, на остающийся подкладке, с разделкой кромок.
Для сварки накладок, рымов, патрубков, применить автоматическую сварку плавящимся электродом швами, У6, Н1, Т3 с катетом 3, в среде СО2.
 |
2.3 Анализ основных материалов.
2.1 Химический состав и механические свойства стали., Таблица 4 -Химический состав стали 10ХСНД ГОСТ 4543 — 61
|
Марка |
С |
Si |
Mn |
Cr |
Ni |
Mo |
Wa |
Br |
Al |
Ti |
Va |
Cu |
S |
P |
|
10ХСНД |
0.08- 0.12 |
0.6- 0.9 |
0.3- 0.6 |
0.8- 1.10 |
0.6- 0.9 |
— |
— |
— |
— |
— |
— |
0.20 |
0.935 |
0.035 |
Таблица 5 -Механические свойства стали 10ХСНД ГОСТ 4543 – 61
|
Сталь |
б в |
б т |
б % |
Ударная вязкость |
|
10ХСНД |
540 |
400 |
19 |
5 |
б в = 540 ; б т = 400 ; б % = 13% ; Ударная вязкость = 5
2.2 Группа и класс стали.
2.2.1 Группа стали.
∑ лэ = Сr + Si + Mn + Ni (1)
∑ лэ = 0.1 + 0.9 + 0.5 + 0.10 + 0.9 = 2,5
Сталь относится к классу НЛС.
2.2.2 Класс стали определяется по диаграмме Шеффлера, рассчитать Ni, Cr, эквивалент.
Cr экв.= Cr + Mo + 1.5 Si + 2Al + 2Ti + Nb + W + 0,5V. (2)
Cr экв.= 1+ 0 + 1.5 ∙ 0.9 + 2 ∙ 0 + 2 ∙ 0 + 0 + 0.5 + 0.5 ∙ 0 = 2,35
Ni экв.= Ni + 30 ∙ C + 30 N + 12 B + Co + 0.5 ∙ Mn (3)
Ni экв.= 0.9 + 30 ∙ 0,1 + 30 ∙ 0 + 12 ∙ 0 + 0 + 0,5 + 0,5 = 4,15
Сталь относится к перлитному классу., Влияние легирующих элементов на свариваемость стали:
Углерод — при 0,1; повышает прочность, чуствительность к перегреву, закаливаемость, понижение пластичности, и вязкости.
Марганец – при 0,5; в сталях повышает прочность и мало влияет на пластичность, повышает ударную вязкость.
Кремний – при 0,6; увеличивается хлодноломкость, свариваемость стали ухудшается.
 Хром – при 1; не ухудшает свариваемость стали.
Хром – при 1; не ухудшает свариваемость стали.
 Никель – при 0,9; уменьшает склонность к росту зерна и хладноломкости стали, не оказывая заметного влияния на ее закаливаемость и свариваемость.
Никель – при 0,9; уменьшает склонность к росту зерна и хладноломкости стали, не оказывая заметного влияния на ее закаливаемость и свариваемость.
2.2.3 Склонность стали к горячим трещинам.
Определяется по;
- HCs = C (S + P + 0.04 Si + 0.01 + Ni) \ (3 Mn + Cr + Mo + Va).
(4)
HCs = 0.10 (0.035 +0.035 + 0.04 ∙ 0.6 + 0.01 ∙ 0.6) \ (3 ∙0.5 +1.0 + 0 + 0) ≤ 0.0023
HCs = 0.01 \2.5 ≤0.0023
HCs = 0.004
Данная сталь склонна к образованию горячих трещин.
Причины образования горячих трещин:
1) При нагреве внутри тела возникают деформации. Если эти деформации будут больше деформационных способностей металла.
2) Если структура металла будет крупно — зернистой, то зональная и дендритная ликвации будут интенсивнее, что усилит склонность к горячим трещинам.
3) Если в металле шва будут присутствовать эвтектика.
????????????????????????????????????????????????????????????????????????????????
Мероприятия по предупреждению горячих трещин.
1) Оптимальные режимы сварки с благоприятной формой шва.
2) Уменьшение доли участия основного металла в металле шва (шов должен быть с разделкой кромок).
3) Чистота исходных материалов.
4) Введение в шов Mn, Ca.
2.2.5 Склонность стали к холодным трещинам:
Определяется по Сэ.
Сэ.= С +1/9 (Mn + Cr) + 1\18Ni + 1\13 Mo ≤ 0.35 (5)
Сэ.= 0,1 +1/9 (0,5 +1) + 1/18 ∙ 0,6 + 1/13 ∙ 0 =0,1 + 0,11 (1,5) + 0,05 ∙ 0,6 + 0 = 0,1 + 0,165 + 0,03
=0,295
N=0,005 S Сэ ; N=0.005∙ 12 ∙ 0.295=0.02
C’э=C+Т= 0.295 + 0.02 = 0.04
Даная сталь неподвержена к холодным трещинам, следовательно- имеет хорошую свариваемость.
 |
Склонность к порообразованию
1)В сварке под флюсом порообразование небольшое, поры могут образоваться только из за влажного флюса.
2)Сварка в СО2
а) При содержании оксида железа FеO, то при взаимодействии с углеродом происходит восстановление FеO с образованием оксида углерода, нерастворимого в стали , что при кристаллизации ванны приводит к образованию пор в металле шва.
Предотвращение образования пор: Введением в состав сварочной ванны активных раскислителей (Si: Mn).
б) В углекислом газе низкоуглеродистой стали проволокой СВ-08 из за реакций окисления углерода в кристаллизационной части ванны швы получаются пористыми.
Предотвращение; для подавления реакций образования оксида углерода при сварке в СО2 НЛС применить проволоку, содержащую кремний и марганец(СВ-08ГС; СВ-08Г2С), т.к в сварном шве присутствует водород, и кислород (есть всегда), образуя Н2О – пары СО2.
Вывод по свариваемости: Содержание углерода до 0,18, а легирующих элементов более 3. Сварные соединения высокого качества, эти стали не дают холодных трещин, свариваются без подогрева и не требует термообработки.
У данной стали свариваемость хорошая, т.к. для сварки не нужен предварительный и протикающий подогрев, не смотря что углерода до 0,12, а легирующих элементов не более 3.
 |
2.4 Обоснование выбора сварочных материалов.
Выбор проволоки для сварки в среде защитных газов.
Таблица 6 Химический состав проволоки ГОСТ 2246-70
|
Марка проволоки |
C |
Si |
Mn |
Cr |
Ni |
Mo |
Тi |
S |
P |
Прочие элементы |
|
СВ-08ГС |
Не более 0,10 |
0,60-0,85 |
1,4-1,7 |
Не более 0,20 |
Не более 0,30 |
— |
— |
0,025 |
0,030 |
— |
|
СВ-08Г2С |
0,5-0,11 |
0,7-0,95 |
1,8-2,1 |
Не более 0,20 |
0,9-1,2 |
— |
— |
0,025 |
0,030 |
— |
|
СВ-12ГС |
Не более 0,14 |
0,6-0,9 |
0,8-1,1 |
Не более 0,20 |
Не более 0,25 |
— |
— |
0,025 |
0,030 |
— |
Проволока СВ-08Г2С ближе всего к данной стали, т.к. у нее больше магния (больше примесей, эфтектика не образуется).
Выбор проволоки для сварки под флюсом.
Таблица 7 Химический состав проволоки ГОСТ 2246-70
|
Марка проволоки |
С |
Si |
Mn |
Cr |
Ni |
Mo |
Ti |
S |
P |
Прочие элементы |
|
СВ-08 |
Не более 0,10 |
Не более 0,03 |
0,35-0,6 |
Не более 0,15 |
Не более 0,30 |
— |
— |
0,040 |
0,040 |
Алюминий не более 0,01 |
|
СВ-08ГА |
Не более 0,10 |
Не более 0,03 |
0,35-0,6 |
Не более 0,10 |
Не более 0,25 |
— |
— |
0,020 |
0,20 |
Алюминий не более 0,01 |
|
СВ-08А |
Не долее 0,10 |
Не более 0,03 |
0,35-0,6 |
Не более 0,12 |
Не более 0,25 |
— |
— |
0,030 |
0,030 |
Алюминий не более 0,01 |
Проволока СВ-08ГА- ближе всего по химическому составу к данной стали т.к. содержит меньше С и имеет Mg
 |
Выбор флюса для сварки АДФ
Таблица 8 Химический состав флюса ГОСТ9087-81
|
Марка флюса |
SiO2 |
MnO |
CrO2 |
MgO |
CaO |
Al2O3 |
K2O Na2O |
Fe2O3 |
S |
P |
|
АН-22 |
18,0-21,5 |
7,0-9,0 |
20-24 |
12-15 |
12-15 |
19,0-23,0 |
— |
— |
— |
— |
|
АН-26С |
18,0-21,5 |
7,0-9,0 |
20-24 |
12-15 |
12-15 |
19-23 |
1-2 |
1,0 |
0,05 |
0,05 |
|
АН-18 |
17,0-21,0 |
< 0,3 |
19,0-23,0 |
8-12 |
14-18 |
24,0-29,0 |
— |
13,5-16,5 |
0,05 |
0,05 |
Флюс АН-22 ближе всего по химическому составу к данной стали он обеспечивает пластические свойства швов и стабильность состава сварочных швов по содержанию в них марганца и кремния.
Углекислый газ должен соответствовать ГОСТ 8050-76. Выбрать первый сорт, с содержанием СО2 не менее 99,5 %, Что обеспечит равнопрочность сварного соединения с основным металлом по всем показателям.
Общий вывод
Для АДФ выбрать сварочную проволоку СВ-08ГА, ГОСТ 2246-73, и флюс АН-22 ГОСТ 9087-81.
Для сварки в защитных газах выбрать сварочную проволоку СВ-08Г2С ГОСТ 2246-70, и газ СО2 первого сорта ГОСТ 8050-76.
Склонность к порообразованию;
- При сварке в защитных газах (СО2) к порообразованию способствует также водород, растворимость которого в металле сварочной ванны с малой степенью окисляемости высокая.
При охлаждении шва пузырьки не успевают выйти из-за чего и образуются поры.
 |
2.5 Расчет режимов сварки.
Iсв. = h / k ∙ 100 % (6)
Iсв. = 2 / 1,75 ∙ 100 % = 457 (А)
h = 2- глубина провара.
Исходя из того, что ток постоянный обратной полярности, то выбираем марку флюса АН-22. Соединение стыковое с разделкой кромок.
К=1,75(мм/100А)
d = 2 √ Iсв. / Пi (7)
i = 40 из таблицы
d = 2 √457 / 3,14 ∙ 40 = 4
Определить скорость сварки.
Uсв. = αн. ∙ Icв. / Fн. γ ∙ 100 (8)
Fн. = 0,75 ∙ еq + 0,75 ∙ еq +(b ∙ s + h² ∙ tg α / 2) / 2
Fн. = 0,75 ∙ 5,8 + 0,75 ∙ 5,8 + 2,4 + (8² ∙ tg α / 2) = 16,27
α н. = 4,2 ; γ = 8
Uпп = 4 ∙ α н. ∙ Iсв. / Пd² ∙ γ
Uпп = 4 ∙ 4,2 ∙ 457 / 3,14 ∙ 4² ∙ 8 =7677 / 200 = 38,4 м/с
Таблица 9- Режим автоматической сварки под флюсом.
|
I.cв, А |
Ug ,В |
Ø пр. мм |
Uсв. м/ч |
U пп. м/ч |
|
450- 550 |
36-38 В |
4 |
15-20 |
38-45 |
Расчет режимов механизированной сварки в среде СО2 плавящимся электродом.
Таблица 10- Режим механизированной сварки в среде СО2 плавящимся электродом.
|
U(b) |
I, A |
Uсв.(м/ч) |
Ø пр. |
Ι (мм) |
Q |
h |
n |
Uпп. (м/ч) |
|
22 — 24 |
160 — 200 |
28 -30 |
2 |
6 |
9 -11 |
2 |
2 -3 |
250 — 300 |
 |
2.6 Обоснование выбора сварочного оборудования
Сварочное оборудование выбирается в зависимости от расчетных режимов сварки, а также от формы и размеров конструкции. Они должны удовлетворять им, иначе сварка может быть некачественной.
Для автоматической сварки под флюсом применять сварочную головку А – 1401.
 |
2.7 Обоснование выбора источников питания
[Электронный ресурс]//URL: https://drprom.ru/referat/svarochnyie-reduktoryi/
Таблица 11 Техническая характеристика источников питания.
|
ВДУ-506 |
ВДУ-1201 |
ВДУ-1001 |
|
|
Номинальный ток (А) Диапазон регулирования |
500 |
1200 |
1000 |
|
Падающая характеристика |
50-500 |
300-1200 |
300-1000 |
|
Жесткая характеристика |
50-500 |
300-1200 |
300-1000 |
|
Напряжение холостого хода (U) |
80 |
100 |
80 |
|
Номинальная падающая характеристика |
46 |
60 |
60 |
|
Номинальная жесткая характеристика |
50 |
66 |
66 |
К сварочной головке А 1401 более близок ВДУ 1001, т.к. у него хорошие характеристики регулирования тока и напряжения.
2.8 Обоснование выбора сборочно-сварочной оснастки и приспособления.
Сборочное оборудование применяется для размещения деталей в приспособлении, правильная их установка без сдвигов, по отношению друг к другу и крепление их между собой.
Сборку и сварку обечаек по продольному стыку производить на специальной сборочно-сварочной установке
 |
Сборку и сварку обечаек по продольному стыку производить на специальной сборочно-сварочной установке (рисунок 2).
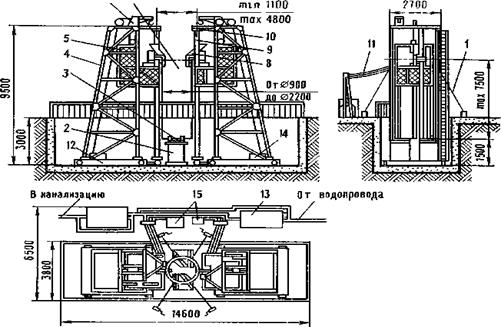
Рисунок 2 “ Сборочно – сварочная установка для сварки обечаек по продольному стыку”
Обечайка 7 установлена, регулировочные устройства обеспечивают соответствующее расположение свариваемого стыка в пространстве. При значительной длине обечайки для фиксации ее положения применяют растяжки 1. К двум колонам 4, распложенным на рельсовых тележках 12 при помощи крестообразного суппорта 10, подвешен вертикальный рельсовый путь 9, по которому движется сварочный аппарат 8. Крестообразный суппорт 10 обеспечивает установку рельсового пути параллельно свариваемых кромок. Для обслуживания аппарата 8 на колоне имеется подвижная площадка или кабина 5 для сварщика. Часто в этой кабине размещают пульт управления всей установкой, катушки с электродной проволокой, емкости для флюса и другие устройства. Кабина 5 может быть снабжена отдельным независимым от сварочного аппарата подъемником 14. На колоне установлен кран-укосина 6, необходимый для обслуживания установки, входят также источники питания 13, шкафы 15 с аппаратурой контроля и управления, гирлянды 11 сварочных проводов и проводов управления, система водяного охлаждения и ряд других составных элементов. Сварка производится тремя аппаратами одновременно в вертикальном положении.
Сборку обечайки по кольцевому стыку с днищем производить с помощью стенда для сборки корпусов из обечаек.
Стенд позволяет механизировать процесс сборки корпусов из обечаек и пристыковки днищ к обечайкам.(рисунок 3).
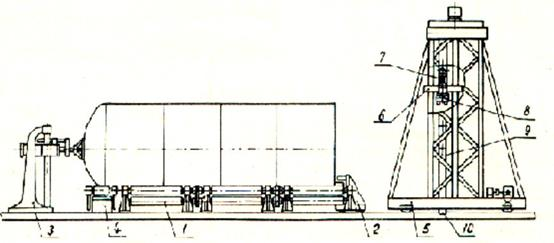
Рисунок 3 Стенд для сборки корпусов из обечаек.
Стенд состоит из роликоопор 1, подвижного 2 и неподвижного 3 упоров для поджатия и удержания собираемых обечаек, силового центрирующего устройства 4 для совмещения продольных осей днищ и обечаек. В стенд входит самоходный портал 5 с балконом 6, на котором свободно лежит балка 7 с гидроцилиндром 8. Шток гидроцилиндра снабжён клиновым механизмом с двумя перемещающимися относительно друг друга прижимами. При сборке кольцевых стыков прижимы давят на кромки собираемых обечаек, при этом балка, сочленённая с боковыми стойками 9, приподнимается, Стойки своими захватами 10-фиксируют портал и обеспечивают работу гидроцилиндра по деформации кромок. В таком положении производится прихватка кромок сваркой. Затем шток гидроцилиндра отводится вверх, обечайка поворачивается на роликоопорах и операция повторяется.
Обечайка установлена на роликовый стенд марки Т-30М, велосипедная тележка ВТ–2 на которой установлена сварочная головка А – 1401, с источником питания ВДУ — 1001
 |
2.9 Меры борьбы со сварочными деформациями и напряжениями
Весь комплекс мероприятий по борьбе с деформациями и напряжениями от сварки можно разделить на две основные группы:
1. Мероприятия, предотвращающие вероятность возникновения деформаций и напряжений или уменьшающие их влияние.
2. Мероприятия, обеспечивающие последующее исправление деформаций и снятие возникших напряжений.
К первой группе мероприятий можно отнести выбор правильной последовательности сварки изделия, жесткое закрепление, предварительный обратный выгиб, интенсивное охлаждение свариваемых деталей.
Для данной конструкции можно применять следующие мероприятия из первой группы:
- Правильная последовательность сварки.
- Послойное охлаждение каждого валика до Т ≤ 100º.
- Соблюдение режимов сварки.
2.10 Контроль качества сварной конструкции и исправление дефектов.
Контроль качества сварных соединений делится на 3 этапа:
- Предварительный контроль, в который входит:
— Контроль исходных материалов (основного металла, электродов, сварочной проволоки, флюса, газа) устанавливают на основании сертификатных данных. При наличии внешних дефектов, а также при отсутствии сертификатов исходные материалы допускают к использованию только после проведения химического анализа, механических испытаний и испытаний на свариваемость.
Основной металл, Электроды, Сварочную проволоку
У флюсов определяют величину и равномерность размера их частиц, отсутствия в них грязи и инородных включений. Проверяют влажность и стабилизирующие свойства флюсов.
Защитные газы
— Контроль оборудования и оснастки. Обеспечивает поддержание сварочного оборудования в рабочем состоянии. Машина и аппараты для дуговой сварки должны обеспечивать устойчивое горение дуги, требуемую точность и правильность регулирования сварки. При газовой сварки первостепенное значение имеет проверка источников питания газами.
В значительной мере качество сварного соединения зависит от качества используемой специальной оснастки и приспособлений. Сварочные приспособления должны обеспечивать требуемую прочность и жесткость, точное, быстрое и надежное закрепление элементов сварной конструкции.
— Контроль квалификации сварщика. Для проверки квалификации сварщиков администрация предприятия организует квалификационную комиссию и проводит испытания по теории и практике сварочных работ с включением сварки образцов соответствующего изделия.
—  Контроль заготовок:
Контроль заготовок:
Проверить заготовки, Соответствие разделки кромок
Зачистка кромок перед сваркой
Рисунок 5 Зачистка кромок перед сваркой.
- Контроль сборки (до сварки).
Соответствие конструктивных элементов сборки под сварку (зазор и общий угол раскрытия, номинальный с допусками).
Рисунок 6
2. Контроль в процессе сварки.
— Контроль режимов сварки. Режимы сварки контролируют в первую очередь по току, напряжению и скорости сварки в установленных пределах. Контроль ведут визуально по приборам и по внешнему виду сварного шва. При изготовлении ответственных конструкций и при серийном производстве ведут непрерывную запись параметров режима с помощью самопишущих приборов.
— Контроль технологической последовательности. Контроль технологии изготовления сварных изделий включает проверку подготовленных к сварке заготовок, исправности сварочных приспособлений, сборки изделий под сварку, состояние сварочных материалов, сварочного оборудования и соблюдения установленных режимов сварки.
- Контроль технологических приемов.
Послойное охлаждение до Т° подогрева
Предварительный подогрев.
3.Окончательный контроль (готовой продукции).
— Контроль внешним осмотром. Внешним осмотром проверяются наружные дефекты визуально или лупой 4-6-кратного увеличения, к наружным дефектам относятся поры, трещины, подрезы, незаплавленные кратеры и свищи, прожоги, проплавления, натеки. Поверхностные дефекты для изделий различной категории могут быть допустимыми или недопустимыми.
Измерение сварных швов. Измерением проверяют ширину шва, высоту шва, катет шва. Все эти размеры в чертежах ставятся в номинале припуски. Кроме того, проверяется сужение или расширение шва, а также занижение или его завышение. В этом случае швы считаются недопустимыми, но в пределах допуска и подлежат исправлению.
Для измерения конструктивных элементов сварных швов до и после сварки используются следующие инструменты:
- Металлическая линейка
- Штангенциркуль
 Угольники
Угольники - Различные шаблоны.
- Контроль на плотность (рентгенографирование).
Основная задача этого способа контроля определить сплошность сварного шва, его плотность на наличие каких-либо включений, а также непроваров.
Аппарат использовать РИНА-1Д.
Нормы на одиночные включения и скопления допустимые в сварных соединениях.
Поры-1,5
Скопления пор-2,5.
Группы пор и включений-14.
— Капиллярный метод контроля Капиллярный метод неразрушающего контроля основан на капиллярном проникновении индикаторной жидкости (пенетранта) в поверхностные дефекты (трещины, поры и пр.) с последующей регистрацией индикаторных следов визуальным способом или с помощью преобразователя. Метод капиллярного контроля позволяет обнаруживать поверхностные дефекты независимо от вида, материала и конфигурации поверхности.
— Контроль на течеискание. Гидравлическим испытаниям подвергают трубопроводы, резервуары, технологические аппараты и другие объекты с целью проверки плотности и прочности сварных швов. Гидравлические испытания регламентируются ГОСТ 3242-79, который предусматривает осуществление их тремя способами: гидравлическим давлением, наливом воды и поливом водой.
- Контроль на МКК проводить по методу В (испытание образцов в растворе серной кислоты и цинкового порошка).
Образцы выдерживают в кипящем водном растворе сернокислой меди и серной кислоты с добавлением цинкового порошка.
Контроль выполнять согласно РОСТЕХНАДЗОРУ
 |
Исправление дефектов
При обнаружении недопустимых наружных или внутренних дефектов их обязательно удаляют. Удаление наружных дефектов следует производить вышлифовкой с обеспечением плавных переходов в местах выборок. Если в процессе механической обработки (вышлифовки) не удалось полностью исправить наружные дефекты, то их, как недопустимые внутренние дефекты, необходимо полностью удалить.
Исправление дефектов с заваркой выборок в сварных соединениях, подлежащих обязательной термообработки и выполненных из легированных и хромистых сталей, следует производить после высокого (450-650 С) отпуска сварного соединения (промежуточного, окончательного или предварительного), за исключением отдельных случаев оговоренных технологическими инструкциями.
При удалении дефектных мест целесообразно соблюдать определенные условия. Длина удаляемого участка должна быть равна длине дефектного места плюс 10-20 мм с каждой стороны, а ширина разделки выборки должна быть такой, чтобы ширина шва после заварки не превышала двойной ширины до заварки. Форма и размеры подготовленных под сварку выборок должны обеспечивать возможность надежного провара в любом месте. При заварке дефектного участка должно быть обеспечено перекрытие прилегающих участков основного металла.
В сварных швах со сквозными трещинами перед сваркой требуется засверлить их концы, чтобы предотвратить распространение трещин. Дефектный участок в этом случае проваривают на полную глубину.
Заварку дефектного участка производят одним из способов сварки плавлением (РДС, дуговой в среде инертных газов и т.д.).
После заварки участок необходимо зачистить до полного удаления раковин и рыхлости в кратере, выполнить на нем плавные переходы к основному металлу.
 |
2.11 Предлагаемая технология изготовления конструкции.
005 Сборка обечаек по продольному стыку.
010 Сварка обечаек по продольному стыку.
015 Сборка обечаек по кольцевому стыку.
020 Сварка обечаек по кольцевому стыку.
025 Сборка обечайки с накладками.
030 Сварка обечаек с накладками.
035 Сборка обечаек с патрубками.
040 Сварка обечаек с патрубками.
045 Сборка обечаек с накладками.
050 Сварка обечаек с накладками.
055 Сборка накладок с рымами.
060 Сварка накладок с рымами.
3 Расчетная часть.
3.1 Техническое нормирование сборочных работ.
 |
![]() ,где
,где
![]() — время на установку отдельных деталей.
— время на установку отдельных деталей.
![]() — время крепления отдельных деталей.
— время крепления отдельных деталей.
![]() — время на прихватку деталей.
— время на прихватку деталей.
![]() — время на повороты конструкции в процессе сборки.
— время на повороты конструкции в процессе сборки.
3.1.1 Расчёт нормы времени на сборку продольного стыка обечаек