
Проблема твердых бытовых отходов является весьма актуальной, поскольку ее решение связано с необходимостью обеспечения нормальной жизнедеятельности населения, санитарной очистки городов, охраны окружающей среды и ресурсосбережения.
ТБО, образующиеся в результате жизнедеятельности людей, представляют собой гетерогенную смесь сложного морфологического состава (черные и цветные металлы, макулатуросодержащие и текстильные компоненты, стеклобой, пластмасса, токсически опасные гниющие пищевые и растительные остатки, камни, кости, кожа, резина, дерево, уличный смет и пр.).
Первоочередной задачей в решении проблемы ТБО является разработка оптимальных систем их сбора и удаления (транспортировки).
Промедление с удалением ТБО из мест образования недопустимо, так как может привести к серьезному загрязнению городов. Удаляют ТБО либо на полигоны захоронения, либо на специальные заводы для переработки и обезвреживания.
Поскольку свалки все дальше удаляются от города, а бесконечно плечо вывоза ТБО увеличиваться не может, становится весьма актуальной промышленная переработка ТБО. Именно промышленная переработка, решающая в совокупности вопросы обезвреживания, ликвидации и утилизации ТБО, представляет собой кардинальный путь решения этой проблемы. Не случайно в европейских странах запланирован к 2010 г. отказ от полигонного захоронения ТБО.
Постепенный переход от полигонного захоронения к промышленной переработке является основной тенденцией решения проблемы ТБО в мировой практике.
Вместе с тем практическое решение проблемы промышленной переработки ТБО связано с большими капиталовложениями, поэтому строительство объектов промышленной переработки ТБО невозможно осуществить быстрыми темпами.
Поскольку дорогостоящая промышленная переработка является конечной операцией в общей схеме управления ТБО и ее эффективность во многом зависит от организации работы на каждой предшествующей стадии — сбора и транспортировки (удаления) муниципальных отходов, первоочередной задачей в управлении ТБО на ближайшую перспективу является оптимизация их сбора и удаления (при неизменной долгосрочной стратегии перехода от полигонного захоронения ТБО к их промышленной переработке).
Оптимальная санитарная очистка города во многом обеспечивается правильной технической и финансовой политикой при решении вопросов управления ТБО. Такая политика должна базироваться на объективном анализе состояния и тенденций развития мировой практики, ориентироваться на лучшие мировые достижения, реализовываться с привлечением к решению этой сложной проблемы разных фирм на тендерной основе и изучением возможности использования различных источников. Капитальные вложения в решение проблемы ТБО должны быть ориентированы на создание наиболее прогрессивной модели управления отходами.
Проблемы обращения, хранения, захоронения и переработки радиоактивных ...
... проблем обращения, хранения, захоронения и переработки радиоактивных и токсичных отходов. Задачи: 1. Изучить понятия, классификацию и источники появления радиоактивных и токсичных отходов 2. Рассмотреть способы обращения, захоронения и переработки отходов 3. Выявить проблемы ... Классификация отходов. Отходы различаются: 1) по происхождению: отходы производства (промышленные отходы) отходы потребления ...
Целью исследования является изучение, анализ и обобщение вопросов, касающихся совершенствования системы сбора и транспортировки твердых бытовых отходов в крупном городе и разработка предложений по повышению эффективности сбора и транспортировки ТБО на примере ОАО «Автопарк №6 «Спецтранс».
Для достижения поставленной цели в ходе выполнения дипломного исследования потребовалось решить следующие основные задачи:
- рассмотреть теоретические основы формирования системы сбора и транспортировки ТБО;
- дать общую характеристику существующей системы сбора и транспортировки твердых бытовых отходов в Санкт-Петербурге;
- дать оценку состояния и тенденций развития мировой практики переработки твердых бытовых отходов;
- проанализировать организацию сбора и транспортировки твердых бытовых отходов в ОАО «Автопарк №6 «Спецтранс» и выявить ее недостатки;
- разработать предложения по совершенствованию системы сбора и транспортировки твердых бытовых отходов и обосновать их эффективность.
Объектом исследования является система управления сбором и транспортировкой твердых бытовых отходов в крупном городе, а также в ОАО «Автопарк №6 «Спецтранс».
.1 Принципиальная концепция сбора, удаления и переработки твердых бытовых отходов
Государственную политику в области обращения с отходами определяют четыре Федеральных закона:
- Об охране окружающей природной среды (от 19.12.91);
- О санитарно-эпидемиологическом благополучии населения (от 19.04.91);
- Об экологической экспертизе (от 19.07.95);
- Об отходах производства и потребления (от 10.06.98).
В соответствии с этими законами и тенденциями развития мировой практики стратегия управления отходами базируется на решении следующих основных задач [22] :
- минимизация количества образующихся отходов;
- максимально возможное вовлечение отходов в хозяйственный оборот и их материально-энергетическая утилизация как техногенного сырья;
- изыскание экологически безопасных методов переработки отходов с наименьшими экономическими затратами;
- минимизация затрат на санитарную очистку города;
- постепенный переход от полигонного захоронения ТБО к их промышленной переработке.
Комплексное управление ТБО включает в себя организацию их сбора, удаления (транспортировки), переработки и захоронения, а также реализацию мероприятий по уменьшению количества отходов, направляемых на переработку и захоронение.
Исходя из гетерогенного состава муниципальных отходов, схемы управления ТБО на всех стадиях обращения с отходами (включая промышленную переработку) должны представлять собой комбинацию технологических операций разделения отходов на отдельные фракции и компоненты с последующей их переработкой оптимальным методом. Объединяющим процессом в схеме комплексного управления ТБО является сепарация, изменяющая качественный и количественный состав ТБО.
Твердые бытовые отходы
... отходов и лимитов на их размещение. Утверждены Постановлением Правительства РФ от 16.06.2000 г. № 461; Блок межгосударственных (СНГ) стандартов, объединенных рубрикой «Ресурсосбережение. Обращение с отходами»; Концепция обращения с твердыми бытовыми отходами ...
Первоочередной задачей в разработке схемы управления ТБО является организация их сбора и удаления (транспортировки).
Промедление с удалением ТБО из мест образования недопустимо, так как может привести к серьезному загрязнению городов. Удаляют ТБО либо на полигоны захоронения, либо на специальные заводы для переработки и обезвреживания.
Постепенный переход от полигонного захоронения к промышленной переработке является основной тенденцией решения проблемы ТБО в мировой практике. Вовлечение ТБО в промышленную переработку во многом снимает противоречие между городом, где образуется большое количество отходов, и пригородом, где отходы должны быть размещены.
Минимизация количества отходов, направляемых на объекты их переработки и захоронения, решается в мировой практике на основе включения в схему управления операций сортировки ТБО и выделения ресурсов, пригодных для дальнейшего использования.
Одним из основных методов минимизации количества отходов, поступающих на объекты санитарной очистки, является предварительная сортировка отходов.
Принципиально возможны три взаимодополняющих друг друга направления сепарации ТБО [5]:
- селективный покомпонентный сбор отходов у населения в местах образования с последующей доводкой продуктов на специальных сортировочных установках (преимущественно методами ручной сортировки;
- для извлечения металлов иногда применяется механизированная сепарация);
- селективный пофракционный сбор в местах образования так называемых коммерческих отходов, образующихся в нежилом секторе города (отходы рынков, магазинов, учреждений, школ и др.), с последующим извлечением из них ценных компонентов комбинированными методами ручной и механизированной сортировки (на специальных объектах);
- сортировка в заводских условиях комплексной переработки ТБО (преимущественно механизированная, поскольку ручная сортировка отходов жилого фонда на ленте тихоходного конвейера малоэффективна; в ряде случаев технологическая схема может включать элементы ручной сортировки крупнокусковой фракции ТБО).
В европейских странах, США и Японии широко практикуется раздельный сбор отходов в местах их образования, что во многом предотвращает попадание в ТБО как ценных (незагрязненная макулатура, стекло, пластмассы, металлы), так и опасных (отработанные люминесцентные лампы, аккумуляторы, батарейки) компонентов. По разным оценкам, выход селективно собранных отходов потребления составляет 15-25% от общего количества образующихся ТБО.
Реализация в европейских городах селективного сбора компонентов ТБО в качестве сырья для вторичного использования основана на организации разъяснительной и информационной работы среди населения (начиная со школьных программ обучения) и использовании специальных контейнеров, устанавливаемых в местах образования отходов. Раздельный сбор отходов часто стимулируется снижением платы за удаление ТБО (оплачивается в основном вывоз неутилизируемой части ТБО).
Для сбора с целью последующей утилизации полезных компонентов ТБО в Берлине используются контейнеры нескольких цветов: синий — для бумаги; коричневый, зеленый и белый — для стекла; желтый контейнер или мешок — для бывшей в употреблении упаковки (на которой нанесен специальный зеленый знак); черный с коричневой крышкой — для пищевых и растительных отходов; серый контейнер — для всех остальных отходов. При пользовании контейнерами население Берлина руководствуется требованиями к сортировке отходов по видам (табл. 1.1).
Таблица 1.1
Требования к сортировке отходов по видам (Берлин, Германия) [22]
|
Цвет контейнера |
Что следует бросать |
Что не следует бросать |
|
Синий — для бумаги |
Газеты, журналы, упаковку из бумаги и картона |
Остатки обоев, грязную бумагу (в том числе гигиеническую), покрытую слоем бумагу (например, восковую, фотобумагу для графики), копировальную бумагу. |
|
Коричневый — для коричневого стекла. Зеленый — для зеленого стекла. Белый — для белого стекла |
Бутылки всех видов для одноразового пользования, банки от мармелада и консервов, упаковку из стекла, сортированную по окраске. |
Лампочки, керамику и фарфор, зеркала, оконное, ветровое, лабораторное стекло, свинцовый хрусталь |
|
Желтый контейнер или желтый мешок -для упаковки, на которую нанесен специальный зеленый знак |
Упаковку, на которую нанесен специальный зеленый знак. Упаковку из белой жести и алюминия (например, банки из под консервов и напитков, алюминиевые крышки и фольга). Упаковку с многослойной структурой (например, пакеты из под сока и молока, вакуумная упаковка). Упаковку из пластмассы (например, стаканчики от йогурта, полиэтиленовые пакеты).
|
Стекло, бумагу и картон, остаточный мусор, громоздкие отходы, вредные вещества, пищевые и растительные отходы, деревянные ящики |
|
Черный с коричневой крышкой — для пищевых и растительных отходов |
Остатки от овощей и фруктов (в том числе от апельсинов и грейпфрутов), кофейную гущу и фильтры, использованные пакеты для заварки чая, остатки еды и испорченные продукты (например, колбасу, мясо, рыбу), увядшие цветы, садовые отходы (а также скошенную траву), оберточную бумагу. |
Заполненные мешки из пылесоса, золу, текстиль, кожу, обработанное дерево, пеленки, бинты, опилки, использованные домашними животными. |
|
Серый контейнер -для оставшихся отходов |
Отходы, не попавшие в другие контейнеры |
Громоздкий мусор, отходы металла, дерева и текстиля. Вредные вещества (батарейки, лаки, краски, кислоты, медикаменты, средства для борьбы с насекомыми) |
В российских условиях в ближайшие десятилетия сложно организовать повсеместно селективный сбор отходов потребления у населения. Это объясняется неподготовленностью населения, отсутствием соответствующих бытовых условий и технического обеспечения, большими трудозатратами, отсутствием потребителя для каждого из выделенных отходов и др. Поэтому в российских условиях более предпочтителен не покомпонентный, а пофракционный сбор муниципальных отходов, с направлением обогащенных фракций на специальные комплексы по сортировке и переработке, создание которых не требует больших капиталовложений. В тоже время актуальна организация пунктов приема вторсырья от населения, а также организация, в порядке эксперимента, контейнерного сбора отдельных компонентов у населения. В итоге одновременно обеспечивается получение ценной, пользующейся спросом, продукции и сокращение количества отходов, направляемых на захоронение или сжигание.
Сортировке на специальных объектах должны подвергаться исключительно отходы нежилого сектора города (торговые и коммерческие предприятия, административные учреждения, учебные заведения и т.п.), характеризующиеся повышенным содержанием незагрязненной макулатуры, металлов, пластмассы и низким содержанием пищевых и растительных остатков. Таким образом, оптимальный состав ТБО, вовлекаемых в масштабную переработку для получения ценных продуктов, должен подбираться за счет централизованной организации в городах несмешивающихся потоков муниципальных отходов, часть которых, обогащенная ценными компонентами, направляется на комплексы по сортировке и переработке ТБО. Подвергая до 40% образующихся в крупном городе отходов сортировке, обеспечивается сокращение потока отходов, направляемых на объекты их переработки и захоронения, на 20% (при извлечении ценных компонентов на уровне 50%).Эффективность управления любой системой, как это видно на примере ТБО — многотоннажного отхода потребления (рис. 1.1), существенно повышается при регулировании входящих в систему потоков. Управление качеством и количеством образующихся ТБО на основе их разделения на несколько несмешивающихся потоков (раздельный сбор отходов жилого и нежилого сектора, опасных компонентов, вторичного сырья у населения) позволяет создать систему обращения с отходами, отвечающую современным требованиям экологии, экономики и ресурсосбережения. На стадии сбора и удаления ТБО во многом определяется, таким образом, эффективность и безопасность их дальнейшей переработки и захоронения.
Услуги по сбору и удалению ТБО в российских городах и населенных пунктах осуществляют муниципальные спецавтохозяйства и коммерческие предприятия в сроки, регламентируемые санитарными правилами. Режим удаления ТБО согласуется органами коммунального хозяйства с местными учреждениями санитарно-эпидемиологического надзора (СЭН) и утверждается на основании решений местных административных органов. Периодичность удаления ТБО с территорий домовладений и организаций составляет, как правило, не реже одного раза в три дня.
Сбор ТБО осуществляется в специальные контейнеры-сборники, устанавливаемые на бетонированной или асфальтированной площадке.
Для транспортировки ТБО в российских городах преимущественно используются собирающие мусоровозы с уплотняющими устройствами (табл. 1.2) типа ФАУН (объем кузова 18 м 3 , номинальная грузоподъемность 10,3 т), КО-415 (объем кузова 23 м3 , номинальная грузоподъемность 9,4 т) и КО-424 (объем кузова 7,5 м3 , номинальная грузоподъемность 2,9 т) [7].
По данным практики, реальная грузоподъемность собирающих мусоровозов составляет 60-80% от номинальной, что во многом объясняется малой эффективностью уплотнения отходов в кузове мусоровоза (из-за неоднородного состава и крупности отходов и недостаточного усилия прессования в реальных условиях эксплуатации мусоровозов; кроме того, контроль заполнения кузова отсутствует, а оценка его заполнения по числу опорожненных контейнеров неточна, так как сами контейнеры могут быть загружены не полностью).
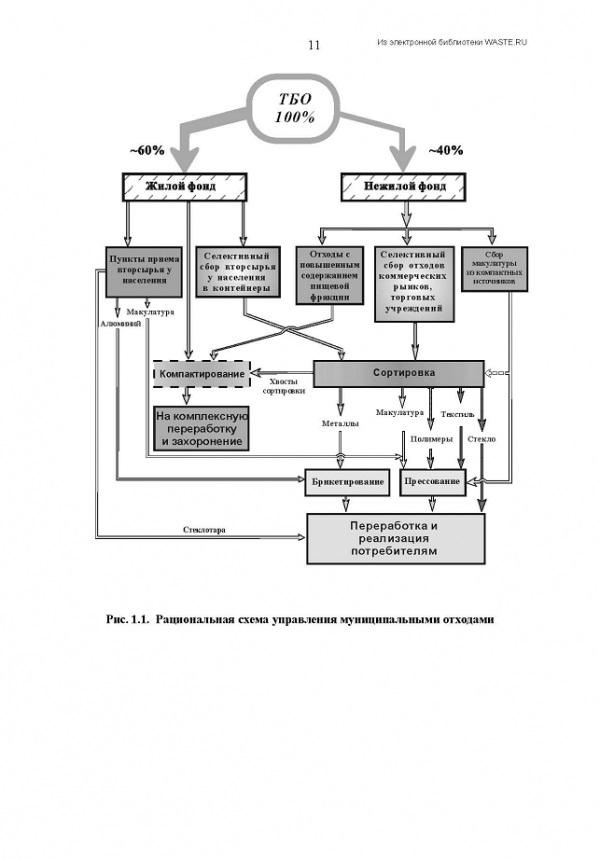
Рисунок 1.1 — Рациональная схема управления муниципальными отходами
Таблица 1.2
Основные типы мусоровозов, вывозящих ТБО (на примере г. Москвы)
|
Тип, марка |
Масса вывоз. ТБО, кг |
Объем кузова, м 3 |
Шасси |
Кратность уплотнения |
Время разгрузки, мин. |
Габаритные размеры, мм |
Полная масса, кг |
Высота подъема, мм |
Радиус поворота внешний, м |
|
КО-424 |
2900 |
7,5 |
ЗИЛ-431412 |
1,85 |
5-7 |
5900х 2340х 3100 |
8500 |
4500 |
8,9 |
|
КО-431 |
3600 |
10 |
ЗИЛ-433362 |
1,8-2,2 |
5-7 |
5900х 2340х 3100 |
— |
5800 |
8,9 |
|
КО-427 |
7900 |
16 |
МАЗ-5337 |
1,8-2,2 |
12 |
9500х 2500х 3300 |
— |
— |
9,5 |
|
Рико |
10200 |
16 |
КАМАЗ З53213 |
2,5-3,0 |
8,4 |
9450х 2500х 3250 |
— |
5410 |
9,7 |
|
Фаун |
10300 |
18 |
КАМАЗ З53213 |
2,5-3,0 |
3,2 |
8450х 2500х 3440 |
12365 |
5410 |
9,7 |
|
Фаун |
10300 |
18 |
МАН, Мерседес |
2,5-3,0 |
3,2 |
8450х 2500х 3440 |
12365 |
5410 |
9,7 |
В случае отдаленности от крупного города полигонов захоронения ТБО целесообразна организация двухстадийного удаления муниципальных отходов с использованием мусороперегрузочных станций (МПС), оснащенных стационарными уплотняющими устройствами — компакторами. Собирающие мусоровозы должны доставлять ТБО на МПС, расположенную в черте города, где ТБО перегружаются в воронку компактора, к которому пристыковывается специальный пресс-контейнер емкостью 20-30 м 3 (рис. 1.3).
Полнота заполнения пресс-контейнера определяется изменением усилия прессования на прессующей плите компактора. Заполненный контейнер устанавливается на контейнеровоз — транспортное средство, оснащенное специальным устройством в виде крюка, затягивающего контейнер по направляющим роликам на платформу. Контейнеровоз осуществляет вывоз ТБО на полигон захоронения. За рубежом при удалении ТБО на расстояние более 100 км считается экономически целесообразным использовать в качестве транспортных средств железнодорожные платформы (на одну платформу устанавливают два пресс-контейнера).
Уплотнение ТБО в стационарных устройствах на МПС решает задачу оптимальной загрузки транспорта при вывозе ТБО на большие расстояния, позволяет уменьшить количество собирающих мусоровозов и снизить расходы на удаление ТБО.
Таким образом, при решении вопросов оптимизации системы управления муниципальными отходами на стадии их сбора и удаления в качестве критерия оптимальности следует принимать степень утилизации ТБО (количество отходов, выделенных для вторичного использования на основе их раздельного сбора в жилом и нежилом секторе города и сортировки отходов, обогащенных полезными компонентами) и затраты на сбор и транспортировку ТБО (экономические критерии).
Конечной операцией в общей схеме управления ТБО, эффективность которой во многом зависит от организации работы на предшествующих стадиях сбора и удаления муниципальных отходов, является промышленная переработка, решающая в совокупности вопросы обезвреживания, ликвидации и утилизации ТБО. Переход от полигонного захоронения ТБО к их промышленной переработке является долгосрочной стратегией кардинального решения проблемы ТБО.
Для реализации правильной технической и экономической политики в области создания прогрессивной промышленной отрасли переработки ТБО и выбора оптимальных технических решений для проектирования и строительства новых заводов необходима разработка научно обоснованной концепции промышленной переработки муниципальных отходов.
В настоящее время опубликован ряд материалов, претендующих, с точки зрения авторов этих материалов, на роль концептуальных разработок в области управления ТБО. Их отличительная особенность — бездоказательная реклама какой-то одной технологии как наилучшей по сравнению со всеми остальными (в том числе с ней не сравнимыми).
Например, проблему ТБО предлагается решить с применением либо пирометаллургического метода переработки (якобы как экологически наиболее чистого), либо с применением метода биотермического аэробного компостирования в биобарабанах (якобы обеспечивающего получение ценного органического удобрения и естественный круговорот веществ в природе), либо каким-либо другим методом. Естественно, авторы-разработчики этих концепций и рекламируемых в них технологий выступают в одном лице. Совершенно очевидно, что концепции промышленной переработки ТБО, обосновывающие применение разработанной тем или иным автором конкретной технологии как единственно возможной и целесообразной для практического применения, являются несостоятельными, поскольку число этих концепций будет равно числу технических предложений, а в действительности концепция может быть только одна — научно обоснованная.
Принципы построения концепции промышленной переработки ТБО базируются на том, что проблема ТБО — это взаимосвязанная эколого-экономическая и технологическая проблема, а сами ТБО должны рассматриваться как техногенное сырье сложного органо-минерального состава. Технологию переработки ТБО следует рассматривать как метод инженерной защиты окружающей среды. Любая технология должна решать вопросы обезвреживания ТБО, учитывать требования ресурсосбережения (материально-энергетическое использование отходов) и минимизации количества отходов для полигонного захоронения. Приоритетными при выборе и создании технологии, отвечающей достижениям и тенденциям развития мировой практики, являются эколого-экономические критерии (экологическая безопасность технологии, количество и экологическая безопасность образующихся отходов, экологическая безопасность новой продукции, экономическая эффективность, капитальные и эксплуатационные затраты).
1.2 Система сбора и транспортировки твердых бытовых отходов в Санкт-Петербурге
В настоящее время в Санкт-Петербурге преимущественно используется унитарная схема сбора бытовых отходов. Деятельность по сбору бытовых отходов координирует Жилищный комитет, а деятельность по сбору опасных отходов — Комитет по природопользованию, охране окружающей среды и обеспечению экологической безопасности Администрации Санкт-Петербурга.
Начинаются эксперименты по внедрению системы раздельного (селективного) сбора бытовых отходов. Так, например, Петербургское отделение «Гринпис» реализует эксперимент по раздельному сбору ТБО в Василеостровском районе Санкт-Петербурга. Перед началом эксперимента волонтеры «Гринпис» обошли близлежащие дома и объяснили жителям, насколько важно селективно собирать отходы, чтобы сохранить окружающую среду города. На контейнерных площадках в этом районе были дополнительно установлены три новых контейнера для селективного сбора вторичного сырья. Контейнеры цветные: в синий контейнер собирается макулатура, в серый — стекло, в зеленый — металл, пластик и текстиль. Раздельно собранные отходы направляются на переработку. Проект осуществляется при поддержке компаний Автопарк №1 и №6 «Спецтранс», которые не только предоставили новые контейнеры для отходов, но также занимаются вывозом и сдачей на переработку собранного вторичного сырья.
Таким образом, можно отметить, что проведение экспериментов по внедрению системы селективного сбора ТБО без вовлечения в них специализированных транспортных компаний невозможно. Это связано с тем, что необходимо предусмотреть не только разные типы контейнеров для различных видов бытовых отходов, но и средства для транспортировки этих контейнеров. Несколько лет назад эксперимент по селективному сбору отходов проводился в Красногвардейском районе. Население показало готовность раздельно собирать различные виды отходов, но эксперимент потерпел неудачу в связи с тем, что специализированная транспортная компания не готова была перевозить такое количество контейнеров.
В Санкт-Петербурге преимущественно используется планово-подворный метод удаления бытовых отходов. Планово-поквартирный метод применяется только в центральных районах, где вид переполненных коммунальных контейнеров может произвести негативное впечатление на гостей города.
Основная схема сбора и транспортировки бытовых отходов в Санкт-Петербурге выглядит следующим образом. Жители города собирают бытовые отходы в пределах своих квартир в специальные контейнеры емкостью. 15-30 л, так называемые мусорные ведра, или полиэтиленовые пакеты. Затем отходы из ведер или пакеты с отходами перемещаются жителями в коммунальные контейнеры. Контейнеры, как правило, расположены во дворах на специальных контейнерных площадках. Многие современные дома оборудованы мусоропроводами, куда жители выбрасывают мусор из ведер или пакеты с мусором. Из мусоропроводов отходы также попадают в коммунальные контейнеры, которые расположены в специальных помещениях на первых этажах. К преимуществам домов с мусоропроводами можно отнести удобство для жителей, а к недостаткам -неприятный запах в непосредственной близости от квартир и сложность организации селективного сбора.
По определенному графику специальные машины приезжают, чтобы транспортировать заполненные отходами контейнеры к полигону по захоронению отходов или мусороперерабатывающему заводу.
Система вывоза отходов, действующая в Санкт-Петербурге, экономична, но не столь удобна для местных жителей, потому что они должны выносить отходы из квартир в коммунальные контейнеры.
В центральных районах, где применяется планово-поквартирный метод удаления бытовых отходов, жители также собирают отходы в мусорные ведра или полиэтиленовые пакеты, а затем выбрасывают пакеты с мусором или мусор из ведер в мусоровозы другой модели, которые по заранее установленному и доведенному до жителей графику движутся по определенному маршруту. К преимуществам такого метода сбора относится отсутствие контейнерных площадок, которые часто выглядят неопрятно и распространяют неприятный запах, а также возможность организации селективного сбора при использовании нескольких мусоровозов, собирающих разные виды отходов. К недостаткам относятся возникающие несанкционированные свалки пакетов с мусором во дворах и на придворовых территориях, которые создают несознательные жители, не желающие дожидаться мусоровоза. Дворникам приходится периодически проводить работу по разбору несанкционированных свалок.
Офисы фирм и общественные учреждения заключают трехсторонние договоры со специализированными транспортными предприятиями и районными жилищными агентствами для организации транспортировки отходов. Транспортные предприятия устанавливают плату и согласовывают график сбора отходов, включая данный пункт в ближайший маршрут. Специализированные транспортные средства периодически забирают отходы из этих контейнеров согласно договорам и транспортируют их к муниципальным полигонам по захоронению отходов. Однако иногда возникают ситуации, когда контейнеры оказываются перегружены.
Право на вывоз ТБО из муниципального жилищного фонда имеют несколько специализированных автопарков, крупнейшими из которых являются два:
- ОАО «Автопарк №1 «Спецтранс»;
- ОАО «Автопарк №6 «Спецтранс».
На эти компании приходится основной объем перевозки ТБО — они обслуживают государственный и большую часть негосударственного жилищного фонда. Лицензии на вывоз твердых отходов в городе имеют еще более сотни транспортных фирм, но они в основном обслуживают частные предприятия.
Транспортные средства, принадлежащие специализированным автопаркам, как правило, оборудованы гидравлическими подъемными приспособлениями, чтобы поднимать коммунальные контейнеры. Однако они не укомплектованы оборудованием уплотнения. Собранные отходы в пунктах перегрузки загружаются в транспортные средства, которые перевозят их к участкам захоронения или на переработку.
Транспортные средства специализированных автопарков характеризуются большой изношенностью ввиду того, что большинство из них было введено в эксплуатацию еще в 1980-1990-х гг. Эти транспортные средства приближаются к сроку, когда они будут нуждаться в капитальном ремонте или, возможно, замене. Большое количество транспортных средств испытывают пиковые рабочие нагрузки, которые потребуют увеличения ресурсов (бюджетных и трудовых) для обслуживания и ремонта. Ежедневное обслуживание и мелкий ремонт выполняется прямо во дворе предприятия.
1.3 Оценка состояния и тенденций развития мировой практики переработки твердых бытовых отходов
Система сбора и переработки отходов с их вязана с последующей переработкой. В мировой практике наиболее часто применяют термическую обработку ТБО (в основном — сжигание), значительно реже — аэробную и анаэробную ферментацию. Возможность использования для переработки ТБО этих методов основана на морфологическом составе ТБО, которые содержат до 70-80% органической (горючей, биоразлагаемой) фракции.
Каждый из методов имеет свои преимущества и недостатки, свои оптимальные области применения, зависящие главным образом от морфологического состава ТБО и региональных условий.
Одним из наиболее распространенных и технически отработанных методов промышленной обработки ТБО перед их удалением на свалки является сжигание (часто с утилизацией энергии).
В европейских странах сжиганием перерабатывают 20-25% объема городских отходов, в Японии — около 65%, в США — около 15% (в США мусоросжигание рассматривают как один из основных способов продления срока службы свалок) [15].
Техника и технология сжигания ТБО непрерывно совершенствовались. В 30-е годы были разработаны печи для непрерывного слоевого сжигания ТБО, осуществляемого на валковой или переталкивающей колосниковой решетке, установленной в нижней части печи. В начале 80-х годов стали появляться котлоагрегаты с топками с псевдоожиженным слоем (система «твердое-газ»), а в конце 80-х — печи с циркулирующим кипящим слоем, в большей степени отвечающие экологическим требованиям, но требующие обязательной подготовки отходов к сжиганию.
В сложившейся мировой промышленной практике термической переработки ТБО слоевое сжигание при 850-1000 о С применяется наиболее часто. Вместе с тем сжигание в кипящем слое практикуется уже в целом ряде стран, а сжигание в циркулирующем кипящем слое также находит применение в промышленной практике (заводы в Чикаго и Осло, несколько заводов в Японии).
Судя по данным практики, технология прямого сжигания ТБО представляет определенную экологическую опасность вследствие токсичных выбросов (тяжелые металлы, дибензодиоксины, дибензофураны, оксиды углерода и азота и др.) и требует многостадийной газоочистки.
Крупные мусоросжигательные заводы являются также достаточно крупными производителями энергии (пар, электроэнергия), но дорогостоящая газоочистка ухудшает экономические показатели таких заводов. В связи с этим повышается значение прямого рецикла материалов, попадающих в отходы, обогащения отходов и реализации первичных мероприятий, облегчающих газоочистку. Можно констатировать стремление уменьшить поток отходов, направляемых на сжигание (за счет селективного сбора и сортировки), стабилизировать их состав, выделив полезные и опасные компоненты перед сжиганием.
В Германии, например, где традиционно превалируют термические методы переработки ТБО и техническое развитие в этой области до последнего времени было связано именно с совершенствованием термических технологий, возникшие проблемы в определенной степени решаются за счет организации селективного сбора отходов в местах их образования. При этом селективным сбором охвачены не только те или иные ценные компоненты (стекло, металлы, макулатура и др.), но и опасные отходы (отработанные сухие гальваноэлементы, отработанные ртутные лампы и др.).
Можно констатировать, что такие опасные отходы, как отработанные электробатарейки, в ТБО практически не попадают. Аналогичная ситуация сложилась в Японии и ряде других стран. В то же время практическое отсутствие раздельного сбора и несовершенство технологии сбора и вывоза отходов в России приводит к высокому содержанию в ТБО влаги, негорючих (металлов, стекла, отходов строительных материалов) и опасных в экологическом отношении компонентов. Поэтому механический перенос европейского термического оборудования и технологий в российские условия для прямого сжигания неподготовленных городских отходов не является оптимальным решением. Об этом свидетельствует практика одиннадцати мусоросжигательных заводов СНГ, оснащенных комплектным импортным оборудованием (процесс сжигания плохо стабилизируется, оптимальная температура зачастую не достигается, большой выход недожога, полная потеря цветных металлов и значительная потеря черных металлов, плохое качество шлака и его загрязнение тяжелыми металлами, эксплуатационные осложнения при попадании в печь бордюрного камня и большого количества металла, сложность организации эффективной газоочистки при нестабильном горении отходов и повышенном содержании в них тяжелых металлов и др.).
Основным недостатком традиционных методов термической обработки отходов является, наряду с загрязнением дымовых газов токсичными соединениями, образование значительных количеств шлаков (около 25% по массе или 10% по объему), которые отличаются повышенным содержанием тяжелых металлов и по этой причине находят лишь ограниченное применение (в основном, в качестве пересыпного материала на свалках или несущего материала при укладке дорог).
Для использования в стройиндустрии эти шлаки должны быть обезврежены. Основным способом обезвреживания шлаков является их плавление (электропечи, печи с газовыми или мазутными горелками и пр.) с последующим остекловыванием. В остеклованной форме токсичные вещества находятся в изолированном состоянии и не вымываются из шлака даже после его измельчения.
Технология остекловывания шлака является энергоемкой, и соответственно дорогостоящей. Поэтому в последнее время в мире интенсивно ведется разработка технологий, которые обеспечивали бы получение расплава шлака непосредственно в процессе термической обработки ТБО; одновременно при высокой температуре происходит разрушение токсичных органических соединений.
Добиться повышения температуры в аппарате выше температуры плавления шлаков (около 1300 о С) можно различными способами.
Из различных методов высокотемпературной обработки ТБО в опытном и полупромышленном масштабе испытаны следующие процессы [14]:
процесс “полукоксование-сжигание” фирмы SIEMENS, Германия, (совместное сжигание при температуре 1300 о С пирогаза и тонкоизмельченного твердого углеродистого остатка, отсепарированного от минеральных компонентов после пиролиза исходных ТБО при 450о С, с образованием расплава шлака);
процесс “пиролиз-газификация” фирмы NOELL, Германия, (совместная термообработка в кислородной среде при температуре 1400-1700 о С пирогаза и твердого углеродистого остатка, отсепарированного от минеральных компонентов после пиролиза исходных ТБО при 550о С, с образованием синтез-газа и расплава шлака, с энергетическим использованием синтез-газа;
- процесс “пиролиз-газификация” фирмы “Thermoselect S.A”, Италия (пиролиз спрессованных ТБО при температуре 550 о С и совместная термообработка в кислородной среде твердого углеродистого остатка и минеральных компонентов в реакторе газификации при температуре 2000о С, с образованием оксида углерода и расплава шлака, с энергетическим использованием синтез-газа, образующегося при смешивании оксида углерода и пирогаза в верхней части реактора газификации);
процесс сжигания при температуре 1350-1400 о С в слое шлакового расплава (металлургические печи Ванюкова, электропечи), предложенный рядом российских фирм (Гинцветмет, Гипроцветмет, ВНИИЭТО и др.).
Из новых термических методов, апробированных в укрупненном масштабе, предпочтительными представляются процессы, связанные с газификацией отходов, поскольку сжигание газа — это наиболее чистый способ сжигания, требующий простейшей схемы очистки отходящих газов. В настоящее время в Германии технология газификации заложена в проекты нескольких строящихся заводов, с пуском которых будут ясны преимущества и недостатки новых процессов. Из отечественных технологий серьезного внимания заслуживает процесс паровоздушной газификации в плотном слое твердых отходов в реакторе типа вертикальной шахтной печи (с использованием подогретого в теплообменнике воздуха и водяного пара), разработанный институтом химической физики РАН; в 1998-99 гг. процесс отработан в промышленно-экспериментальном масштабе в Финляндии.
Как альтернатива сжиганию в мировой практике развивались бестермические методы переработки ТБО, из которых наиболее распространено компостирование (биохимическое разложение органической части ТБО микроорганизмами).
Термин “компостирование” в приложении к ТБО не совсем удачен: по существу речь идет о ферментации, о стабилизации органических компонентов; стабилизованный органический продукт может быть использован не только в сельском хозяйстве (в качестве компоста), но и в других направлениях — для производства этанола, для энергетического применения и др. В различных странах с получением компоста перерабатывается не более 5% ТБО.
В СНГ с 1971 г. по 1987 г. по проектам института «Гипрокоммунстрой» построено 8 заводов (в городах Санкт-Петербург, Нижний Новгород, Ташкент, Алма-Ата, Баку, Тбилиси, Минск, Могилев), а в конце 1994 г. — 9-й завод (в Санкт-Петербурге), на которых реализована практически одна и та же технология прямого компостирования исходных ТБО. Некоторым исключением является Санкт-Петербургский завод N 1, на котором реализовано частичное извлечение из исходных ТБО, перед компостированием, черного металлолома. Несмотря на то, что Санкт-Петербургский завод был первым, построенным в бывшем СССР, положительный опыт его функционирования не был учтен при проектировании заводов в других городах, на которых ТБО подвергают компостированию без какой-либо первичной обработки. При практически неизменной технологии все действующие в СНГ заводы отличаются лишь схемой цепи аппаратов. Все заводы оснащены оборудованием для трех основных технологических операций, обеспечивающих производство компоста: частичной (в Санкт-Петербурге) предварительной подготовки ТБО, биотермического аэробного компостирования в биобарабанах, очистки компоста от примесей и складирования компоста; на некоторых заводах, кроме того, предусмотрена термическая обработка (сжигание, пиролиз) некомпостируемой фракции (г.г. Санкт-Петербург, Минск, Тбилиси, Ташкент).
На всех компостных заводах в СНГ получаемый компост имеет весьма плохой товарный вид, характеризуется низким качеством и сбывается с большим трудом. Товарный вид компоста Санкт-Петербургского завода более благоприятен, но, как и на остальных заводах, компост существенно загрязнен тяжелыми металлами.
Из различных технологий биообработки отходов наиболее прогрессивной в настоящее время является технология биотермической аэробной ферментации швейцарской фирмы “Buhler”. Ведущие фирмы США, Германии, Италии, Японии в настоящее время перешли на технологию фирмы “Buhler”, отказавшись от технологии компостирования в биобарабанах (используемой на всех заводах СНГ).
По технологии фирмы “Buhler” процесс ферментации осуществляется не в медленно вращающихся биобарабанах, в которых материал находится около двух суток, и процесс ферментации, по существу, только начинается (потеря массы вещества не более 4%), а в бассейне выдержки, в котором материал находится 4 недели, и процесс ферментации полностью заканчивается с получением сухого стабилизированного продукта (потеря массы вещества — 50%).
Технологический процесс аэробной ферментации в бассейне выдержки поддается полной автоматизации и непрерывно контролируется (температура, расход аэрируемого воздуха, влажность), в то время как процесс компостирования в биобарабанах протекает практически бесконтрольно.
Поскольку продукт ферментации по процессу “Buhler” является сухим, эта технология имеет еще одно преимущество — обеспечивает весьма эффективную очистку стабилизованной органической фракции от механических примесей (применение комбинации процессов грохочения и аэросепарации).
Этот продукт имеет хороший товарный вид и может использоваться не только в качестве удобрения (практика Италии, Испании и Франции), но и применяться как исходное сырье для производства этилового спирта, как подготовленное топливо для сжигания и т.д.
Из других новых технологий биотермической аэробной ферментации серьезного внимания заслуживает так называемое туннельное компостирование.
Третий метод промышленной переработки ТБО — анаэробная ферментация (получение и утилизация биогаза, образующегося при разложении органических компонентов ТБО в анаэробных условиях) — чаще всего используется непосредственно на полигонах захоронения (в США, например, имеется около 100 установок по утилизации метана, получаемого за счет гниения мусора на свалках); впервые в РФ сбор и утилизация биогаза организованы в 1996 г. на свалках в городах Мытищи и Серпухов. Вместе с тем в Германии, Бельгии, Франции и ряде других стран разработана технология получения биогаза из органической фракции, выделенной из ТБО при их обогащении на заводах. По-видимому, возможность применения анаэробной ферментации органической фракции ТБО следует учитывать в тех случаях, когда имеется практическая потребность в биогазе.
В процессах заводской анаэробной ферментации (сбраживания) в качестве полезной продукции получается не только биогаз, но и компост. Герметичность установок анаэробной переработки отходов обеспечивает соблюдение экологических и санитарных норм реализации этого процесса.
В 1988 г. в г. Амьен (Франция) вошел в строй завод производительностью 110 тыс. т ТБО в год, работающий по системе “Valorga”. Технологический процесс по этой схеме включает следующие операции: сортировка исходных ТБО (выделение металлов, удаление крупногабаритных и части инертных отходов), анаэробное (без доступа воздуха) сбраживание органических веществ в ферментационных баках (дижестерах) с получением биогаза (содержит 60-65% метана) и специфической массы “Digestat”, являющейся составляющей высококачественного удобрения. После очистки этой массы от примесей (стекло, текстиль, дерево, пластмасса и др.) с применением методов сортировки получается новый вид удобрения, который существенно отличается от компоста (более схож с перегноем), продается в гранулированном виде (размер гранул около 10 мм) по цене 150-200 франков за 1 т (для сравнения: цена компоста во Франции 20 франков за 1 т) и используется как дополнение к минеральным удобрениям. Состав нового удобрения (%): органического вещества — 30-35, углерода — 10-12, азота — 0.8-0.9, фосфора (Р 2 О5 ) — 0.3, калия (К2 О) — 1.3, кальция — 5.3, магния — 0.3, влажность 40-65%. Из 100 т отходов по технологии “Valorga” можно получить 13-15 т газа, 35-40 т удобрений; количество отходов составляет 10-20% от общей массы [9].
Заводы, на которых реализована технология анаэробной ферментации, являются самыми дорогими среди альтернативных технологий, что связано с необходимостью применения большого числа реакторов большой емкости.
Практический опыт переработки ТБО в различных странах показывает, что не существует какого-либо одного универсального метода, удовлетворяющего современным требованиям экологии, экономики, ресурсосбережения и рынка. Этим требованиям, тенденциям развития мировой практики, рекомендациям международных экологических конгрессов в наибольшей степени отвечает проектирование и строительство комбинированных мусороперерабатывающих заводов, обеспечивающих использование отходов как источника энергии и как вторичного сырья. Построение промышленной технологии именно по принципу комбинации различных методов переработки ТБО нивелирует недостатки каждого метода, взятого в отдельности. Именно комплексная переработка ТБО, как системная комбинация на новой основе сортировки, термообработки, ферментации и других процессов, обеспечивает в совокупности малую отходность производства, его максимальную экологичность и экономичность.
Убедительным подтверждением развития мировой технической политики в направлении именно комплексной переработки ТБО (комбинация методов сортировки, био- и термической обработки и других) является пуск в 1997 г. крупнейшего в мире завода близ Чикаго (500 тыс. т/год), который американцы называют прообразом заводов 21-го века; аналогичный завод проектируется для Милана. Технология комплексной переработки применяется на заводах в Италии, Бельгии, Швейцарии, Японии и других странах; в 1998 г. вошел в строй крупный завод в Германии (г. Кельн), также использующий комбинацию процессов (сортировка и сжигание) [22].
Объединяющим процессом в схеме комплексной переработки ТБО является сортировка (в том числе на основе селективного сбора), изменяющая качественный и количественный состав ТБО. При этом повышается не только доля рецикла ряда компонентов ТБО (в основном металлов), но и во многом решаются вопросы удаления опасных бытовых отходов и балластных компонентов, оптимальной подготовки тех или иных фракций компонентов ТБО к дальнейшей переработке.
Предварительная сортировка улучшает и ускоряет процесс ферментации органических веществ ТБО, облегчает очистку продукта ферментации от примесей, снижает потребную производительность весьма дорогостоящего биотермического и термического оборудования, улучшает состав продукта ферментации, шлака и отходящих газов, улучшает процесс сжигания, упрощает газоочистку, т.е. технология комплексной переработки ТБО повышает экологичность и экономичность традиционной термической и биотермической обработки ТБО.
Перераспределяя материальные потоки отходов, сортировка практически вдвое сокращает потребность в дорогостоящем термическом и биотермическом оборудовании. В то же время капитальные затраты на саму сортировку не превышают 15% от затрат на термо- и биообработку.
Иными словами, рациональная сортировка ТБО, покомпонентная и пофракционная, оптимизирует сопряженные производства. В этом ее главное назначение; извлечение тех или иных продуктов для вторичного использования — это важная, но частная задача сортировки.
Не случайно в США с 1992 г. вступил в силу закон, в соответствии с которым запрещается доставка ТБО на свалки и мусоросжигательные заводы без предварительной сортировки.
Весьма показательно также, что Мировой банк, согласно рекомендациям международных экологических организаций, отдает приоритет в кредитовании проектам, связанным с рециклинговыми мусороперерабатывающими технологиями.
.1 Краткая характеристика ОАО «Автопарк №6 «Спецтранс»
Автопарк №6 создан 1 ноября 1974 года и находился в непосредственном подчинении Специализированного транспортного управления по очистке городских территорий и водных протоков вплоть до своего акционирования 11 октября 1993 года.
За время его существования произошли огромные изменения как в жизни самого предприятия и в жизни его коллектива, так и в стране. Но что осталось неизменным, так это тот курс, который наметил для себя коллектив автопарка еще изначально: повышение эффективности выполняемых услуг, увеличение производительности труда, сокращение производственных потерь, повышение качества уборки домовладений.
В настоящее время Открытое акционерное общество «Автопарк №6 «Спецтранс» — Золотой Член Ассоциации поддержки и развития системы экологического оздоровления «Чистый город», коллективный член Международной Академии наук экологии, безопасности человека и природы, коллективный член Международной Национальной библиотеки, является одним из ведущих автотранспортных предприятий Санкт-Петербурга. Основная его задача в инфраструктуре г. Санкт-Петербург — очистка домовладений города от бытовых отходов путем вывоза их специальным транспортом на поля обезвреживания и компостирования.
Автопарк №6 — предприятие наукоемкое. Неслучайно здесь работает более 1000 человек, из них два доктора экономических и технических наук, пять кандидатов (один экономических наук и четыре технических), 8 аспирантов Государственного Университета сервиса и экономики. За 35 лет существования парка разработано и внедрено более 76 изобретений и два научных открытия. Автопарк осуществляет научно-техническое сотрудничество с ведущими предприятиями, специализирующимися на разработке и производстве коммунальной техники, такими как ООО «Механический завод «СпецТранс» <#»607731.files/image002.gif»>(1)
Выполнение первых трех неравенств с необходимостью влечет выполнение и четвертого неравенства, поэтому практически существенным является сопоставление итогов первых трех групп по активу и пассиву.
Четвертое неравенство носит «балансирующий» характер, и в то же время оно имеет глубокий экономический смысл: его выполнение свидетельствует о соблюдении минимального условия финансовой устойчивости — о наличии у предприятия собственных оборотных средств.
В случае, когда одно или несколько неравенств имеют знак, противоположный зафиксированному в оптимальном варианте, ликвидность баланса в большей или меньшей степени отличается от абсолютной. При этом недостаток средств по одной группе активов может компенсироваться их избытком по другой группе лишь по стоимостной величине, поскольку в реальной платежной ситуации менее ликвидные активы не могут заместить более ликвидные.
Анализ ликвидности баланса ОАО «Автопарк №6 «Спецтранс» представлен в таблицах 2.7, 2.8.
Таблица 2.7
Анализ ликвидности баланса в 2008 г.
|
Актив |
На начало периода |
На конец периода |
Пассив |
На начало периода |
На конец периода |
Платежный излишек или недостаток |
|
|
На начало периода |
На конец периода |
||||||
|
А1 |
3 900 |
5 226 |
П1 |
147 341 |
184 716 |
-143 441 |
-179 490 |
|
А2 |
126 578 |
154 005 |
П2 |
12 000 |
0 |
114 578 |
154 005 |
|
А3 |
34 782 |
34 903 |
П3 |
1 988 |
1 603 |
32 794 |
33 300 |
|
А4 |
47 173 |
39 734 |
П4 |
51 104 |
48 330 |
-3 931 |
-8 596 |
|
Баланс |
212 433 |
233 868 |
Баланс |
212 433 |
234 649 |
||
Таблица 2.8
Анализ ликвидности баланса в 2009 г.
|
Актив |
На начало периода |
На конец периода |
Пассив |
На начало периода |
На конец периода |
Платежный излишек или недостаток |
|
|
На начало периода |
На конец периода |
||||||
|
А1 |
5 226 |
20 679 |
П1 |
184 716 |
219 968 |
-179 490 |
-199 289 |
|
А2 |
154 005 |
178 756 |
П2 |
0 |
0 |
154 005 |
178 756 |
|
А3 |
34 903 |
40 062 |
П3 |
1 336 |
958 |
33 567 |
39 104 |
|
А4 |
40 385 |
41 484 |
П4 |
48 467 |
60 055 |
-8 082 |
-18 571 |
|
Баланс |
234 519 |
280 981 |
Баланс |
234 519 |
280 981 |
||
Сопоставление наиболее ликвидных средств с наиболее срочными обязательствами (А1 с П1) отражает недостаток денежных средств в кассе и на расчетном счете для погашения в кратчайшие сроки кредиторской задолженности 2008-2009 гг.
По второй и третьей группе наблюдается платежный излишек вследствие того, что предприятие практически не использует механизм кредитования.
Для комплексной оценки ликвидности баланса и финансовой устойчивости предприятия рассчитаем следующие показатели:
1. Коэффициент текущей ликвидности, который показывает, достаточно ли у предприятия средств, которые могут быть использованы им для погашения своих краткосрочных обязательств в течение года. Это основной показатель платежеспособности предприятия [10].
Коэффициент текущей ликвидности определяется по формуле:
К тл =![]() .(2)
.(2)
В мировой практике значение этого коэффициента должно находиться в диапазоне 1-2. Естественно, существуют обстоятельства, при которых значение этого показателя может быть и больше, однако, если коэффициент текущей ликвидности более 2-3, это, как правило, говорит о нерациональном использовании средств предприятия. Значение коэффициента текущей ликвидности ниже единицы говорит о неплатежеспособности предприятия.
- Коэффициент быстрой ликвидности, или коэффициент «критической оценки», показывает, насколько ликвидные средства предприятия покрывают его краткосрочную задолженность. Коэффициент быстрой ликвидности определяется по формуле:
К бл =![]() .(3)
.(3)
В ликвидные активы предприятия включаются все оборотные активы предприятия, за исключением товарно-материальных запасов. Данный показатель определяет, какая доля кредиторской задолженности может быть погашена за счет наиболее ликвидных активов, т. е. показывает, какая часть краткосрочных обязательств предприятия может быть немедленно погашена за счет средств на различных счетах, в краткосрочных ценных бумагах, а также поступлений по расчетам. Рекомендуемое значение данного показателя от 0,7-0,8 до 1,5 [10].
— Для комплексной оценки ликвидности баланса в целом рекомендуется использовать сводный коэффициент платежеспособности предприятия, который показывает отношение суммы всех ликвидных средств предприятия к сумме всех платежных обязательств (краткосрочных, долгосрочных, среднесрочных) при условии, что различные группы ликвидных средств и платежных обязательств входят в указанные суммы с определенными весовыми коэффициентами, учитывающими их значимость с точки зрения сроков поступления средств и погашения обязательств. Сводный коэффициент платежеспособности определяется по формуле:
К сп =![]() .(4)
.(4)
Значение этого коэффициента должно быть больше или равно 1 [10].
— Коэффициент обеспеченности собственными оборотными средствами. Характеризует достаточность у предприятия собственных оборотных средств, необходимых для финансовой устойчивости. Наличие у предприятия достаточного объема собственных оборотных средств (собственного оборотного капитала) является одним из главных условий его финансовой устойчивости. Отсутствие собственного оборотного капитала свидетельствует о том, что все оборотные средства предприятия и, возможно, часть внеоборотных активов (при отрицательном значении собственных оборотных средств) сформированы за счет заемных источников.
Норматив для значения К осс > 0,1 (10%) был установлен постановлением Правительства Российской Федерации от 20 мая 1994 года №498 «О некоторых мерах по реализации законодательства о несостоятельности (банкротстве) предприятий» в качестве одного из критериев для определения неудовлетворительной структуры баланса наряду с коэффициентом текущей ликвидности.
К осс =![]() .(5)
.(5)
- Коэффициент финансовой устойчивости показывает, какая часть актива финансируется за счет устойчивых источников. В качестве рекомендуемого стандарта для данного коэффициент используется интервал значений 0,5-0,7. Определяется по формуле:
К фу =![]() .(6)
.(6)
Для анализируемого баланса получим следующие результаты (таблица 2.9):
Таблица 2.9
Коэффициенты ликвидности и платежеспособности ОАО «Автопарк №6 «Спецтранс»
|
Показатель |
Нормативное значения |
На начало 2008 г. |
На начало 2009 г. |
На конец 2009 г. |
|
Коэффициент текущей ликвидности |
1-2(3) |
1,037 |
1,051 |
|
|
Коэффициент быстрой ликвидности |
0,7-1,5 |
0,819 |
0,862 |
0,907 |
|
Сводный коэффициент платежеспособности |
>1 |
0,504 |
0,501 |
0,554 |
|
Коэффициент обеспеченности собственными оборотными средствами |
>0,1 |
0,024 |
0,044 |
0,078 |
|
Показатель финансовой устойчивости |
0,5-0,7 |
0,250 |
0,213 |
0,217 |
Коэффициент текущей ликвидности больше 1 и имеет тенденцию к росту. Следовательно, у предприятия достаточно средств, которые могут быть использованы им для погашения своих краткосрочных обязательств в течение года.
Коэффициент быстрой ликвидности также в пределах нормативного диапазона. За 2008-2009 гг. его значение также выросло.
Сводный коэффициент платежеспособности меньше 1, хотя и увеличился к концу анализируемого периода, что свидетельствует о росте способности предприятия своевременно осуществлять расчеты по всем видам обязательств — как по ближайшим, так и по отдаленным.
Вместе с тем коэффициент обеспеченности собственными оборотными средствами и показатель финансовой устойчивости значительно ниже нормативных значений, что свидетельствует об отсутствии у предприятия собственных оборотных средств.
Анализ финансовой устойчивости предприятия, заключающийся в анализе структуры источников капитала организации, представлен в таблице 2.10.
Таблица 2.10
Показатели финансовой устойчивости ОАО «Автопарк №6 «Спецтранс»
|
Наименование показателей |
Формула расчета |
Значения |
Изменение за 2 года |
||
|
на начало 2008 г. |
на начало 2009 г. |
на конец 2009 г. |
|||
|
Собственные оборотные средства, тыс. руб. |
СК+ДО-ВА |
2 315,00 |
8 975,00 |
19 085,00 |
16 770,00 |
|
Коэффициент автономии |
|
||||
|
Коэффициент финансовой зависимости |
|
||||
|
Коэффициент финансового левериджа |
|
||||
|
Индекс финансовой напряженности |
|
||||
|
Коэффициент независимости оборотных активов |
|
||||
|
Коэффициент маневренности |
|
||||
|
Коэффициент автономии источников формирования запасов |
|
||||
|
Коэффициент соотношения дебиторской и кредиторской задолженности |
|
||||
Коэффициент автономии К а (или независимости) — удельный вес собственного капитала (СК) в его общей сумме (итог баланса).
Финансовое положение организации можно считать устойчивым, если не менее 50% финансовых ресурсов покрывается ее собственными средствами (Ка ³ 0,5) [18].
Чем больше значение К а , тем выше финансовая независимость организации и гарантии перед кредиторами погашения ее обязательств.
Анализ показал, что коэффициент автономии значительно ниже нормативного значения. К концу 2009 г. он еще больше снизился.
Коэффициент финансовой зависимости К з — обратная величина коэффициенту автономии. Чем выше его значение, тем больше зависимость организации от внешних источников финансирования [12].
Зависимость предприятия от других организаций увеличилась в течение 2008-2009 гг.
Коэффициент соотношения заемных и собственных средств (К з.с. ) или коэффициент финансового левериджа определяется как отношение суммы обязательств организации по привлеченным заемным средствам (ЗК) к собственным средствам. Кз.с показывает сколько заемных средств привлекла организация на один рубль вложенных в активы собственных средств. Увеличение этого коэффициента за анализируемый период говорит об увеличении зависимости организации от привлечения заемных средств.
Коэффициент соотношения заемных и вложенных средств (индекс финансовой напряженности) характеризует долю долга в общей сумме капитала и показывает какую часть своей деятельности организация осуществляет за счет заемных средств. Значение этого коэффициента также увеличилось в 20082009 гг.
Коэффициент обеспеченности оборотных активов собственными средствами (коэффициент независимости оборотных активов) характеризует долю собственного капитала организации в ее оборотных активах (ОА).
Чем выше эта доля, тем большая часть оборотных активов обеспечена собственными средствами. Значение коэффициента очень мало, что свидетельствует предприятие формирует оборотные средства в основном за счет заемных средств.
Коэффициент маневренности собственных средств К м рассчитывается как отношение наличия собственных оборотных средств организации (СК + ДО — ВА) к сумме источников собственных средств. Показывает, какая часть собственного капитала находится в обороте. Прирост Км улучшает финансовую устойчивость организации в последующий период. Рекомендуемая оптимальная величина Км = 0,5.
Значение показателя по данному предприятию ниже оптимального.
Коэффициент автономии источников формирования запасов — характеризует обеспеченность запасов собственными средствами организации.
Коэффициент соотношения дебиторской и кредиторской задолженности — отношение дебиторской задолженности организации (ДЗ) к его кредиторской задолженности (КЗ).
Как видим, большинство коэффициентов ниже нормативных значений, что свидетельствует о низкой финансовой устойчивости анализируемого предприятия.
Таким образом, финансовое состояние ОАО «Автопарк №6 «Спецтранс» неустойчивое: у предприятия отсутствуют собственные источники формирования запасов и затрат, денежные средства, краткосрочные финансовые вложения и дебиторская задолженность предприятия не покрывают даже его кредиторской задолженности и просроченных ссуд. сбор переработка бытовой отход
В себестоимость услуг по сбору и транспортировке ТБО включаются следующие статьи:
1) оплата производственного персонала — определяются как сумма произведений годового размера оплаты труда производственного персонала по видам на соответствующую численность, причем в оплату труда включается как основная заработная плата и начисления на нее, так и вознаграждение по итогам года;
2) затраты на топливо — определяются как сумма произведений годового расхода топлива на стоимость одного литра топлива по видам (бензин, дизельное топливо);
- затраты на смазочные и обтирочные материалы — определяются как произведение коэффициента на сумму затрат на топливо;
- затраты на ремонты — определяются как годовая сумма расходов на запчасти, материалы и инструменты, использованные для ремонта специализированных транспортных средств;
- амортизация — определяются как сумма произведений стоимости парка специализированных транспортных средств (по видам) на коэффициент (норму амортизации);
— накладные расходы — определяются как годовая сумма расходов на коммунальные услуги, сборы ГИБДД за годовой техосмотр, налог с владельцев транспортных средств, канцелярские и типографские расходы, почтово-телеграфные услуги, расходы по станциям перегруза, услуги механизмов, содержание производственных помещений, проверку и обслуживание приборов, вспомогательные материалы, услуги АЗС, охрану труда, износ нематериальных активов, экологию, вневедомственную охрану, лизинг производственного оборудования, машин, подготовку кадров, аудиторские услуги, транспортные услуги, текущий ремонт основных средств, содержание грузового транспорта, ремонт основных средств, рекламу.
Анализ динамики себестоимости по элементам затрат представлен в таблице 2.11.
Таблица 2.11
Динамика себестоимости ОАО «Автопарк №6 «Спецтранс»
|
Элементы затрат |
Сумма, тыс. руб. |
Изменение |
Структура |
Изменение, % |
||
|
2008 |
2009 |
2008 |
2009 |
|||
|
Расходы на заработную плату |
225 035,72 |
235 687,37 |
10 651,65 |
29,68% |
26,27% |
-3,41% |
|
Затраты на топливо |
159 500,16 |
219 769,86 |
60 269,70 |
21,04% |
24,50% |
3,46% |
|
Затраты на смазочные и обтирочные материалы |
8 886,38 |
25 495,99 |
16 609,62 |
1,17% |
2,84% |
1,67% |
|
Затраты на ремонты |
61 158,39 |
79 812,38 |
18 653,99 |
8,07% |
8,90% |
0,83% |
|
Амортизация |
48 685,37 |
69 628,51 |
20 943,14 |
6,42% |
7,76% |
1,34% |
|
Накладные расходы |
254 861,99 |
266 673,88 |
11 811,90 |
33,62% |
29,73% |
-3,89% |
|
Итого |
758 128,00 |
897 068,00 |
138 940,00 |
100% |
100% |
0,00% |
Основная доля в структура себестоимости приходится на заработную плату, топливо и накладные расходы. Причем в 2009 г. по сравнению с 2008 г. выросла доля затрат на топливо, что связано с ростом цен на топливо. Оптимизация этой статьи расходов является одним из наиболее важных путей совершенствования деятельности предприятия.
.3 Диагностика системы сбора и транспортировки твердых и бытовых отходов
Для обеспечения главного производственного процесса — вывоза бытовых отходов Автопарк №6 «Спецтранс» использует современные технологии, контейнера и спецоборудование.
В Автопарке применяются технологии ресурсосбережения посредством раздельного сбора и переработки отходов.
Сортировочные станции оснащены высокопроизводительными линиями сортировки, прессами, дробилками для измельчения крупногабаритных отходов. На сортировочных станциях производится сортировка селективно собранных отходов, выделение из них полезного вторичного сырья с приведением к товарному виду в соответствии с требованиями потребителей, что повышает эффективность перевозок, сокращает транспортную нагрузку на магистрали и экологическую на полигоны ТБО. Также Автопарк осуществляет вывоз отходов на переработку и размещение на ГУП «Завод МПБО-II» <http://www.mpbo2.ru/> и лицензированные полигоны ТБО.
Контейнерное хозяйство автопарка включает контейнера различных типов и габаритов, наличие и постоянное обновление которых позволяет удовлетворять любые требования заказчиков и обслуживать микрорайоны с различным типом застройки (Приложение 1).
Предприятие располагает более чем 400 аттестованными, специализированными автотранспортными средствами для вывоза твердых коммунальных, промышленных и строительных отходов (Приложение 2), собственным авторемонтным цехом и бензозаправочной станцией. Все водители предприятия аттестованы для выполнения работ по вывозу отходов, проходят обязательный медицинский контроль перед выездом на линию.
ОАО «Автопарк №6 «Спецтранс» является одним из первых предприятий в России, где была внедрена, а впоследствии получила широкое распространение экономически эффективная и прогрессивная технология вывоза твердых бытовых отходов с использованием стационарных и мобильных мусороперегрузочных станций. На них из контейнеров меньшей вместимости бытовые отходы перегружаются в большегрузные контейнеры для дальнейшей транспортировки их в спецмашинах к местам обезвреживания, компостирования или захоронения. Данная технология оперативно и с высокими показателями экономии ресурсов решает сложившиеся проблемы с очисткой территорий домовладений [16].
Первая мусороперегрузочная станция появилась в Санкт-Петербурге на территории обслуживания ОАО «Автопарка №6 Спецтранс», на набережной Робеспьера. На мусороперегрузочной станции производится отсортировка крупногабаритных отходов и перегруз твердых бытовых отходов в контейнеры 27, 31, 33 метра кубических. Расширение сети мусороперегрузочных станций позволяет повысить экономическую эффективность за счет использования маневренных малотоннажных собирающих и большегрузных транспортных мусоровозов, уменьшения объема транспортируемых отходов, степени загрузки транспортной сети города, улучшения экологических условий транспортирования и расположения отходов. Расположение этих станций позволяет максимально сократить экономически неэффективный пробег автотранспорта, а также сделать его использование более рациональным в экологическом аспекте, наряду с применением специального оборудования, позволяющего производить уплотнение мусора, как непосредственно на автомобильном шасси, так и стационарными прессами.
В настоящее время в городе действуют четыре стационарных мусороперегрузочных станции без сортировки отходов, двенадцать мобильных станций и одна стационарная станция с сортировкой отходов.
На станциях перегруза целесообразно использовать оборудование для сортировки, измельчения и уплотнения ТБО. Это позволяет выделить из мусора ценные компоненты перед уплотнением, а затем уменьшить объем перевозимого мусора.
С помощью прессовального оборудования можно не только сократить транспортные издержки, увеличить полезные площади и исключить некоторые штрафные санкции, но и получить дополнительный доход. Осуществить это несложно, для этого необходимо на мусороперегрузочных станциях организовать сортировку, т.е. отбор отдельных фракций отходов: бумаги, ПЭТ, алюминиевых банок и т.д. Для отходов, вывозимых с предприятий, имеющих преимущественно один тип мусора, подобная сортировка не будет требовать дополнительных усилий, для остальных хорошим стимулом может являться конечный результат — возможность выгодной продажи «селективных» отходов. Отсортированные прессованные отходы производственно-заготовительные предприятия покупают дороже в среднем на 60%.
Мобильные и стационарные компакторы для твердых бытовых отходов (ТБО) и сырого мусора из гостиниц, предприятий общепита и т.д. производятся компанией «Солид ПС». Модели оборудованы дистанционным контролем с функцией отсылки SMS-сообщения о заполнении и системой взвешивания. Компакторы TDS приспособлены к российским климатическим условиям и просты в обслуживании. Время цикла, сила прессования и ширина загрузочного бункера могут быть адаптированы к конкретным условиям. Оснащение встроенными или мобильными опрокидывающими устройствами позволяет разгружать в компактор все виды мусорных контейнеров (стандартные и нестандартные) [19].
Внедрение системы раздельного сбора ТБО в Санкт-Петербурге началось в 2003 году.
Главная цель раздельного сбора — разделение всего объема ТБО на три основных потока [3]:
- «сухие» вторичные ресурсы, пригодные для промышленной переработки (пластмассы, стеклобой, металлы, макулатура и текстиль), составляющие 35-50% от общей массы;
- «влажные» биоразлагаемые отходы для компостирования (кухонные, пищевые, садовые отходы, а также влажные и загрязненные отходы бумаги) — 25-35 96;
— «хвосты» — прочие неперерабатываемые отходы. К ним в каждом конкретном случае могут быть отнесены и отходы, потенциально пригодные к переработке, но для которых технологии переработки в данном регионе отсутствуют, например одноразовые подгузники или композитные упаковки. Также в этот поток попадают вторичные ресурсы, потерявшие потребительские свойства в результате их смешанного сбора.
При планировании раздельного сбора не следует ставить задач получения товарного вторичного сырья, пригодного к реализации потребителю, непосредственно в контейнерах. Издержки на достижение данной задачи неоправданно высоки. Истинной задачей является предотвращение потери потенциальной товарной ценности двух основных фракций отходов: сухой и влажной. Выделение третьей фракции — неперерабатываемых отходов — в значительной степени искусственно, поскольку практически все отходы могут быть отнесены к первым двум. Существование ее, скорее, целесообразно для жителей, не участвующих в селективном сборе отходов, в целях отвлечения их от загрязнения смешанными отходами первого или второго потоков.
Для каждого потока предусмотрены свои методы дальнейшей переработки (утилизации).
Так, первый поток должен направляться на мусоро-сортировочные комплексы (МСК) для профессиональной сортировки вторсырья по видам, категориям и сортам, а также очистки их от остаточных «хвостов». Отделение «сухих» вторичных ресурсов от «влажных» и «хвостов» позволяет предотвратить загрязнение основной доли вторсырья, в несколько раз повысить экономическую эффективность дальнейшей переработки отходов и улучшить санитарные условия работающих.
«Влажные» биоразлагаемые отходы могут подвергаться аэробному сбраживанию (компостированию) или анаэробному сбраживанию на специализированных установках либо полевым методом. Товарной продукцией предприятий является компост либо компост и биогаз.
«Хвосты» также могут подвергаться сортировке и последующему сбраживанию. Однако издержки в данном случае весьма высоки, качество вторичного сырья и компоста низко и сбыт проблематичен. Такие мероприятия решают скорее задачу обезвреживания и уменьшения объема потока перед захоронением, чем получения товарной продукции. «Хвосты» также могут прессоваться перед захоронением, однако применять прессование следует к отходам, подвергшимся предварительному сбраживанию.
Конструкции контейнеров для селективного сбора отходов должны удовлетворять ряду требований [16]:
Объем одного или нескольких контейнеров на каждой площадке для «сухих» вторичных ресурсов должен быть достаточно большим: желательно не меньшим, а лучше максимально возможно большим, чем объем контейнеров для прочих отходов. Это позволит не повышать или даже сокращать частоту рейсов мусоровозов по вывозу отходов и избежать роста затрат на их вывоз. В связи с незначительным количеством быстроразлагающихся фракций в контейнерах их вывоз возможен 2-4 раза в месяц или даже реже.
Недопустимо использование для селективного сбора отходов открытых контейнеров, так как они будут быстро наполняться обычным мусором. Контейнер выполняется полностью закрытым. Сбор вторсырья производится через щели или окошки, размеры которых позволяют складировать вторсырье, но не пакеты со смешанными отходами.
Рекомендуемые размеры щелей — 250 х 800 мм. Большая длина нужна для складирования в контейнер картонных коробок в сложенном состоянии. Приемные щели устраиваются для того, чтобы предотвратить складирование в контейнер обычных смешанных отходов людьми, которые не готовы сортировать отходы и не имеют желания разбираться в том, в какой контейнер какие отходы складывать.
Практика показывает, что попытки использования запирающих устройств, предотвращающих открытие крышек, не оправдывают себя. Во-первых, их обычно забывает запирать водитель. Во-вторых, невозможность доступа вызывает раздражение лиц, занимающихся «стихийным» сбором вторсырья на контейнерных площадках и может привести к вандализму. На практике ни один вид вторсырья не окупает расходов по его выделению из ТБО, поэтому сбор вторсырья на контейнерных площадках следует поощрять. В то же время крышка должна быть сконструирована таким образом, чтобы автоматически возвращаться в закрытое состояние.
Контейнер не должен содержать элементов (крышек, ручек и т.д.) за которые необходимо браться, для того чтобы выбросить отходы. На практике жители брезгуют прикасаться к контейнерам, поэтому будут применяться различные стопора и подпорки, которые будут держать крышки контейнеров открытыми.
Контейнеры должны быть вандалоустойчивыми, желательно предотвращающими горение, не теряющими привлекательности в течение долгого времени. Недопустимо использовать пластмассовые детали (например, крышки).
На контейнеры наносятся надписи и желательно пиктограммы, обозначающие, что в них надо складировать. Цветовая кодировка всех контейнеров для селективного сбора ТБО должна быть одинаковой, яркой и отличаться от окраски контейнеров для обычного мусора.
В информационно-рекламных мероприятиях следует рекламировать эти цвета.
На первый взгляд кажется, что в случае перехода к двум потокам отходов вместо одного необходимо удвоить число рейсов спецтранспорта, к трем потокам — утроить и т.д. Между тем это мнение ошибочно. Изменяться может только время работы мусоровоза в собирающем режиме, но суммарное время, затрачиваемое транспортом на доставку отходов от места сбора до места выгрузки (станции перегруза, сортировки или полигона) практически не изменяется ведь суммарное количество отходов от всех потоков остается неизменным.
Время работы мусоровоза в собирающем режиме зависит от единичной емкости контейнера. Если (при переходе от одного к двум потокам) на площадке удвоить емкость контейнеров, то теоретически количество рейсов мусоровозов вообще не изменится: мусоровоз будет забирать то один, то другой контейнер. Более того, «сухие» фракции могут вывозиться даже реже, чем обычные отходы, из-за низкого содержания органики. Следовательно, для их сбора может быть применен контейнер емкости, а частота вывоза даже снижена.
В то же время проблема изменения графика вывоза отходов связана с тем, что периодичность вывоза измеряется сутками. Иными словами, если при «однопоточной» системе вывоз производился один раз в двое суток, а при переходе к «двухпоточной» системе селективному сбору станет подвергаться 10% отходов, то контейнер с обычными отходами придется опорожнять также один раз в двое суток, но заполненным на 90%. Однако объем отходов учитывается обычно по объему опорожняемого контейнера, возникнет эффект «фиктивного увеличения объема отходов», то есть 10% отходов, вывозимых раздельно, окажутся как бы дополнительными отходами, хотя фактически они просто выделены из того же потока. Переход же от вывоза контейнера для смешанных отходов «раз в двое суток» к вывозу «раз в трое суток» возможен только после того, как в контейнер для селективного сбора будет собираться 1/3 объему от всех отходов.
Чтобы избежать таких проблем, при переходе к раздельному сбору необходимо изменение планирования вывоза и емкости контейнеров не только для селективно собранных, но и для обычных отходов. Нужно добиваться, чтобы суммарная емкость контейнеров, опорожняемых за месяц на площадке, не изменилась при переходе на селективный сбор.
Еще одной статьей экономии при вывозе «сухих» раздельно собранных отходов может стать их уплотнение при вывозе. Поскольку они лишены влаги, то могут перевозиться до места сортировки с уплотнением без потери качества вторичных ресурсов.
Кроме того, практический опыт показал, что загрузка прессующего мусоровоза «сухими» раздельно собранными отходами может быть по объему на 1/3 больше, чем для смешанных отходов, из-за их лучшей сжимаемости, В целом при планировании вывоза отходов по схеме раздельного сбора надо постараться предотвратить рост суммарного количества рейсов мусоровозов, поскольку вывоз является самой большой статьей на обращение с отходами.
Внедрение селективного сбора отходов — длительный процесс, который предполагает постепенный рост количества отходов, собираемых селективно и направляемых на переработку. Для расчетов экономической эффективности раздельного сбора следует считать, что на первом этапе эта величина будет составлять 6-10% от объема всех отходов, с последующим ростом до 70-75% по объему [17].
Следует иметь в виду, что все затраты на организацию селективного сбора, сортировки и предпродажной подготовки вторичного сырья не окупаются только за счет реализации продукции — вторичного сырья.
Селективный сбор будет иметь экономический эффект в случае, если величина расходов бюджета или населения (тариф на утилизацию), не¬обходимая для покрытия убытков от раздельного сбора отходов, меньше, чем величина затрат на их утилизацию другим способом.
При принятой в России практике захоронения отходов на полулегальных, плохо оборудованных свалках с искусственно заниженными тарифами на прием отходов раздельный сбор, как правило, неконкурентоспособен. Если учесть экологический ущерб от таких свалок, затраты станут безусловно выше, однако органы государственного экологического контроля, как правило, закрывают глаза на такой ущерб, потому что «иначе отходы будет некуда захоранивать».
В то же время, если в регионе или муниципальном образовании планируется совершенствование системы обращения с отходами либо организация мусороперерабатывающего производства или даже просто обустроенного полигона, то суммарные затраты на 1 м 3 отходов при их селективном сборе становятся ниже таковых для смешанного сбора (с учетом возврата инвестиций и обслуживания кредитов).
Таким образом, ОАО «Автопарк №6 «Спецтранс» можно охарактеризовать как одно из ведущих предприятий в сфере обращения с твердыми бытовыми отходами. Его работа основана на использовании самых современных технологий. Предприятие успешно внедрило в свою практику двухэтапную систему сбора ТБО, селективный сбор мусора.
В третьей части дипломной работы нами будут разработаны рекомендации по совершенствованию системы сбора и транспортировки твердых бытовых отходов в ОАО «Автопарк №6 «Спецтранс».
.1 Рекомендации по совершенствованию системы сбора и транспортировки твердых бытовых отходов в ОАО «Автопарк №6 «Спецтранс» и оценка их эффективности
Проведенный в первых двух главах дипломного проекта анализ состояния системы сбора и транспортировки ТБО в Санкт-Петербурге позволяет сформулировать следующие рекомендации по ее совершенствованию.
Управление по сбору отходов должно быть направлено на:
- создание новых типов высокопроизводительных мусоровозов, резко снижающих трудозатраты;
- применение сменяемых закрывающихся контейнеров большой емкости, позволяющих значительно улучшить санитарную обстановку в домах;
- освоение децентрализованной и централизованной вакуумной систем сбора ТБО, обеспечивающих механизированный и автоматизированный сбор отходов в условиях сложившейся застройки и районах нового строительства;
- организацию в городах, где имеются мощности для переработки вторичного сырья, раздельного сбора ТБО с выделением макулатуры, металла, электрических элементов питания бытовых приборов и радиоаппаратуры, стекла, текстильной ветоши и т.д.
Все это обеспечит улучшение санитарного состояния домовладений, уменьшение численности работающих с ТБО на 30%, снижение трудозатрат на 18-20% [8].
Совершенствование транспортировки отходов должно включать:
- переход в городах с дальностью вывоза ТБО более 20 км на двух-этапный вывоз с использованием мусороперегрузочных станций, что существенно уменьшит потребность в транспортных средствах;
- создание мусоровозов со съемными кузовами-контейнерами, уплотнением отходов непосредственно в контейнерах и на стационарных установках, допускающих транспортировку крупногабаритных отходов;
- совершенствование конструкций и специального оборудования мусоровозных машин для снижения их металлоемкости, повышения уровня механизации и автоматизации, надежности и долговечности.
Осуществление этих мероприятий позволит также улучшить экологическую обстановку благодаря уменьшению количества применяемого транспорта для вывоза ТБО, сократить на 25-30% расход горюче-смазочных материалов [8].
Центры перегрузки отходов — важная составная часть системы управления отходами, потому что они позволяют оптимизировать логистику и расходы транспорта. Такие станции позволяют сэкономить время и предотвратить поездки маломощных мусороуборочных машин на отдаленные полигоны.