
Метод литья по выплавляемым моделям, благодаря преимуществам по сравнению с другими способами изготовления отливок, получил значительное распространение в машиностроении и приборостроении.
Промышленное применение этого метода обеспечивает получение из любых литейных сплавов сложных по форме отливок массой от нескольких граммов до десятков килограммов со стенками, толщина которых в ряде случаев менее 1 мм, с шероховатостью от ![]() = 20 мкм до
= 20 мкм до ![]() = 1,25 мкм (ГОСТ 2789-73) и повышенной точностью размеров (до 9-10-го квалитетов по СТ СЭВ 144-75).
= 1,25 мкм (ГОСТ 2789-73) и повышенной точностью размеров (до 9-10-го квалитетов по СТ СЭВ 144-75).
Указанные возможности метода позволяют максимально приблизить отливки к готовой детали, а в ряде случаев получить литую деталь, дополнительная обработка которой перед сборкой не требуется. Вследствие этого резко снижаются трудоемкость и стоимость изготовления изделий, уменьшается расход металла и инструмента, экономятся энергетические ресурсы, сокращается потребность в рабочих высокой квалификации, в оборудовании, приспособлениях, производственных площадях. Применение литья по выплавляемым моделям открывает перед конструкторами возможности проектировать сложные тонкостенные конструкции, объединять различные детали в компактные цельнолитые узлы, уменьшая массу и габариты изделий, создавать детали (например, охлаждаемые лопатки со сложными лабиринтными полостями газового тракта), невыполнимые каким-либо другим методом обработки. Вследствие химической инертности и высокой огнеупорности оболочек форм, пригодных для нагрева до температур, превышающих температуру плавления заливаемого сплава, создается возможность эффективно использовать методы направленной кристаллизации, управлять процессом затвердевания для получения, например, герметичных прочных тонкостенных точных отливок, либо монокристаллических деталей с высокими эксплуатационными свойствами.
Прообразом современного процесса изготовления отливок по выплавляемым моделям является известный со времен глубокой древности метод восковой формовки. При изготовлении художественных отливок, ювелирных изделий, а также зубных протезов этот метод литья по выплавляемым моделям применяют и в настоящее время. Одним из образцов высокого мастерства литейщиков прошлого является отлитая по выплавляемым моделям конная статуя Петра I («Медный всадник», Фальконе, 1782 г.).
Способ изготовления керамических оболочковых форм для литья по ...
... литья и в производстве художественных отливок. Литье по выплавляемым моделям имеет 1. Использование неразъемной формы исключает образование на отливке швов и перекосов. 2. Высокоогнеупорная, механически прочная, с точным отпечатком поверхности модели внутренняя поверхность керамической формы ...
Начало промышленного освоения метода относится к 1940-1942 гг. и связано в основном с необходимостью получения из труднообрабатываемых жаропрочных сплавов лопаток авиационных газотурбинных двигателей (ГТД).
Первые промышленные партии отлитых по выплавляемым моделям лопаток из сплавов на кобальтовой и никелевой основе были получены в СССР в 1944 г. В конце 40-х годов было освоено получение по выплавляемым моделям разнообразных мелких, преимущественно стальных отливок, например, для мотоциклов, охотничьих ружей, швейных машин, а также бурового и металлорежущего
По мере развития и совершенствования процесса усложнялась конструкция изготовляемых по выплавляемым моделям отливок. Так, в начале 60-х годов из жаропрочных сплавов на никелевой основе изготовлялись уже крупные цельнолитые роторы с бандажным кольцом. В 1951 г. в НИИТавтопроме были начаты работы по проектированию механизированных и автоматизированных линий массового производства мелких точных отливок. Первый механизированный цех литья по выплавляемым моделям был создан на Подольском механическом заводе им. М. И. Калинина для изготовления деталей швейных машин, а в 1964 г. на ГАЗе введена в строй типовая комплексно-автоматизированная линия для производства 2-2,5 тыс.т в год стальных автомобильных отливок массой от нескольких граммов до 1,5 кг.
Современный процесс изготовления отливок по выплавляемым моделям состоит в следующем. В пресс-формах изготовляют модели деталей и литниковой системы, для чего обычно используют легкоплавкие воскообразные материалы, составы на основе смол и пластмасс, сплавы солей. Модели соединяют в блок, после чего на них слоями наносят суспензию из связующего раствора и пылевидного огнеупорного материала. Слои суспензия для их упрочнения и лучшей взаимной связи обсыпают песком, а затем сушат. Из полученной многослойной неразъемной оболочковой формы удаляют выплавлением, растворением или выжиганием модельный состав либо сначала заформовывают блок моделей с образованной на его поверхности огнеупорной оболочкой в отверждаемый формовочный состав, а после этого удаляют модели. Освобожденные от модельного состава оболочки отдельно (без опок) или в заформованном виде прокаливают и заливают металлом.
В начальной стадии промышленного освоения метода литья по выплавляемым моделям использовали весьма сложный и трудоемкий процесс, основанный на применении дорогих исходных материалов — натуральных восков, жидких формовочных наполнителей с гидролизованными растворами этилсиликата в качестве связующего. Ввиду длительности процесса (до 5-6 суток) и высокой стоимости получаемых отливок метод имел ограниченное применение.
Проведенные работы по совершенствованию технологического процесса, изысканию новых модельных и формовочных материалов, созданию высокопроизводительного оборудования, интенсификации основных и вспомогательных производственных операций позволили значительно расширить возможности метода литья по выплавляемым моделям, сделать высокоэффективным его применение в условиях массового, серийного и опытного производства.
1. Выбор литейного сплава
Отливки по выплавляемым моделям изготавливают практически из всех литейных сплавов: углеродистых и легированных сталей, коррозионно-стойких, жаростойких и жаропрочных сталей и сплавов, чугуна, цветных сплавов, например алюминиевых, медных, титановых и др.
При проектировании литых деталей учитывают условия их работы, в связи с чем некоторые свойства металла отливок приобретают первостепенное значение. Показатели их регламентируют, в то время как другие свойства считают менее важными. Например, литой корпус тормозного цилиндра должен быть герметичным, поэтому необходимо выбрать для него сталь, не склонную к образованию рассредоточенных усадочных рыхлот и пористости. Рабочие литые лопатки газотурбинных двигателей в первую очередь должны обладать высокой жаропрочностью, удовлетворительной окалино-стойкостью при рабочих температурах и напряжениях, иметь возможно меньший коэффициент линейного расширения.
Основные дефекты при литье по выплавляемым моделям и способы их устранения
... отливке художественных изделий способ литья по выплавляемым моделям применяют в трех вариантах: для отливки крупных фигур, для обычного литья средних размеров и для ювелирного литья из драгоценных металлов. При отливке ... и просушивают. Дефекты при литье и способы их Газовые раковины в отливках образуются из-за неисправности металлопровода; недостаточного для заполнения формы объема сплава в тигле; ...
При выборе литейного сплава необходимо четко сформулировать требования к материалу отливок, сгруппировать эти требования с учетом назначения и условий службы деталей. Далее уточняют марку сплава, свойства которого наиболее близки к требуемым, причем учитывают технологичность этого сплава в специфических условиях изготовления отливок по выплавляемым моделям.
2. Литниково-питающая система
Литниково-питающая система (ЛПС) служит для обеспечения заполнения литейной формы металлом с оптимальной скоростью, исключающей образование в отливке недоливов и неметаллических включений, и компенсации объемной усадки в период затвердевания отливки с получением в ней металла заданной плотности. ЛПС должна также удовлетворять требованиям технологичности при изготовлении моделей, форм и отливок. При этом необходимо стремиться к созданию по возможности компактных ЛПС.
Конкретная литая деталь представляет собой оригинальную конструкцию, что приводит к необходимости создания самостоятельной ЛПС для каждой отливки. Вместе с тем литые детали имеют много общего в размерах стенок, узлов, их сочленений, благодаря чему открываются возможности для типизации конструкций ЛПС и выработки общих методов их расчета.
2.1 Выбор типа литниково-питающей системы
модельный заливка форма отливка
При выборе конструкции ЛПС необходимо стремиться к соблюдению следующих принципиальных положений, направленных на получение годных отливок и на экономичность их производства:
- наиболее протяженные стенки и тонкие кромки ориентировать в форме вертикально, т.е. наиболее благоприятно для их спокойного и надежного заполнения;
- обеспечивать принцип направленного затвердевания, т.е. последовательного затвердевания от наиболее тонких частей отливки через ее массивные узлы к прибыли, которая должна затвердевать последней;
- создавать условия для экономичного и механизированного производства отливок, в том числе: унификацию типоразмеров ЛПС и их элементов с учетом эффективного использования оснастки, имеющегося технологического оборудования, печей;
- удобство выполнения и минимальный объем механической обработки при отрезке отливок и последующем изготовлении из них деталей.
В конкретном производстве конструкцию ЛПС необходимо выбирать на возможно более ранней стадии разработки технологии, лучше всего — при эскизном и рабочем проектировании изделия, когда требования к надежной работе ЛПС могут быть учтены в чертеже детали наиболее полно.
ЛПС при литье по выплавляемым моделям строят из известных традиционных элементов: литниковых воронок, стояков, зумпфов и литниковых ходов, прибылей и коллекторов. Благодаря характерной для литья по выплавляемым моделям неразъемной форме указанные конструктивные элементы удается расположить наиболее эффективно, максимально используя объем формы. ЛПС, применяемые в современном производстве отливок литьем по выплавляемым моделям, целесообразно разделить на восемь типов (табл.1).
Разработка технологического процесса изготовления отливки ‘RU’ ...
... отливки из сплава АК8М изготовленной методом литья под давлением термическую обработку не применяют, т.к. прочность при литье под давлением ... Исходя из условий работы детали, отливка должна отвечать следующим ... свойств. Рисунок 1 - Диаграммы системы Al-Si Основной структурной составляющей сплава ... - относительное удлинение, %- твердость по Бринеллю, Мпа По механическим свойствам сплав АК8М более ...
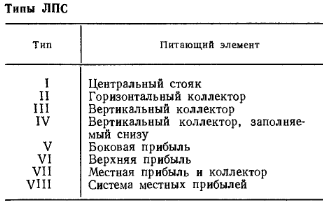
таблица 1
Тип I. Центральный стояк. ЛПС этого типа представляет собой стояк компактного сечения, непосредственно к которому с разных сторон присоединяются небольшие отливки с одним-двумя индивидуальными питателями (рис.1).
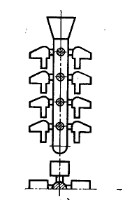
Рис.1. Литниково-питающая система типа I (центральный стояк)
Центральный стояк является одновременно и литниковым ходом, и коллективной прибылью, а питатели соответственно выполняют и роль шеек прибылей. Центральное расположение стояка обусловливает естественное замедление его охлаждения и способствует направленному затвердеванию периферийно расположенных отливок. Зумпф в нижней части стояка смягчает отрицательное действие механического и теплового ударов, имеющих место в начальный момент заливки. ЛПС типа I находят широкое применение в производстве отливок массой до 1 кг.
Тип II. Горизонтальный коллектор. ЛПС этого типа представляет собой центральный стояк, на котором в один-два яруса и более расположены горизонтальные коллекторы, обычно в виде радиальных лучей, дисков и колец (рис.2).
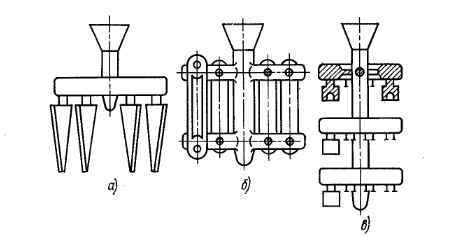
Рис.2. Литниково-питающая система типа II (горизонтальный коллектор):
- а) лучевой одноярусный;
- б) лучевой двухъярусный;
- в) кольцевой трехъярусный
Существуют ЛПС типа II с горизонтальными коллекторами нескольких разновидностей: дисковыми, кольцевыми, радиальными прямоугольного сечения из двух, трех, четырех и пяти лучей, в виде двух параллельных брусьев прямоугольного сечения.
Тип III. Вертикальный коллектор. Обычно этот коллектор имеет вид системы заливаемых сверху параллельных стояков, единого вертикально-замкнутого коллектора или полого стояка (рис.3).
Параллельные стояки применяют при литье деталей типа плиты или коробки, отличающихся распределенными в плоскости узлами. Вертикально-замкнутый коллектор позволяет эффективно питать отливку типа кольца.
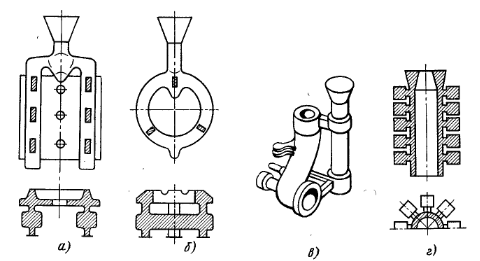
Рис.3. Литниково-питающая система типа III (вертикальный коллектор): а) параллельные стояки; б) вертикально-замкнутый кольцевой коллектор; в) стояк с цилиндрическим коллектором для сложного патрубка; г) полый стояк.
Представляет интерес вертикальный коллектор типа полого стояка. Полый стояк, имея развитую поверхность, позволяет разместить в форме в 2-4 раза больше небольших отливок, чем сплошной. Благодаря ограниченному теплоотводу в сторону полости формы, он отличается высокой питающей способностью в период затвердевания отливок.
Тип IV. Вертикальный коллектор, заполняемый снизу. Обычно такой коллектор имеет вид обратного стояка круглого сечения. Применяют его при литье постоянных магнитов, в том числе в сборные формы и при литье под низким давлением.
Производство отливок из сплавов цветных металлов
... цветных металлов и сплавов заключалось в получении фасонных отливок из оловянных бронз и латуней и слитков из меди, бронзы и латуней. Фасонные отливки изготовляли только литьем в песчаные формы ... переходе к шлаковику-коллектору. В этом случае первые порции металла, вытекающие из стояка ... не начавшего затвердевать, и, наконец, из прибылей, которые затвердевают последними. Такое направленное ...
Тип V. Боковая прибыль. Эта прибыль имеет вид вертикального тела, напоминающего стояк, но отличающегося от него существенно большим поперечным сечением; допускается применение коллекторов в виде местных утолщений. Боковую прибыль используют преимущественно при изготовлении крупных и протяженных отливок, при вертикальной ориентации которых обеспечивается спокойное заполнение формы снизу вверх и сосредоточение в верхней части отливки наиболее горячих порций расплава. На рис. 4 приведена характерная боковая прибыль, используемая при получении крупных и сложных тонкостенных отливок из сложнолегированных сталей.
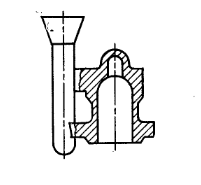
Рис.4. Литниково-питающая система типа V (боковая прибыль)
Тип VI. Верхняя прибыль. Эта прибыль представляет собой массивный резервуар металла над главным тепловым узлом отливки, получаемой в одноместной форме. При наличии в отливке вторичных узлов их питают от этой же прибыли через дополнительные отводы и шейки. Металл в прибыль заливают из ковша или непосредственно из тигля печи. Сосредоточение наиболее горячего расплава в верхней части прибыли приводит к созданию в форме наиболее благоприятного для питания отливки градиента температур. Отличаясь вследствие этого высокой питающей способностью, верхняя прибыль надежно обеспечивает получение плотного металла крупных высоконагруженных литых деталей. Примеры сложных отливок с верхней прибылью представлены на рис.5.
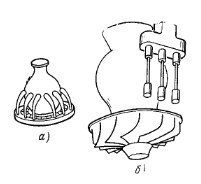
Рис.5. Литниково-питающая система типа VI (верхняя прибыль)
Примеры применения: а) ротор с бандажом; б) рабочее колесо газотурбинного наддува дизеля.
Тип VII. Местная прибыль и коллектор. От стояка с нижним горизонтальным коллектором осуществляется питание нижних узлов у вертикально ориентированных отливок и местных соединенных со стояком прибылей над верхним узлом каждой отливки (рис.6).
Эта комбинированная ЛПС обладает следующими преимуществами: происходит спокойное заполнение формы снизу, что особенно важно при литье из пленообразующих сплавов, и обеспечивается подвод горячего расплава в прибыль к концу заливки. При центральном расположении стояка создаются условия для размещения в форме нескольких надежно питаемых отливок, в том числе массой более 1 кг каждая, и облегчается применение моделей с металлическим каркасом. В отдельных случаях хорошие результаты дает ЛПС типа VII в сочетании с подводом металла в тонкую кромку через вертикально-щелевой питатель. При таком подводе расплава по сравнению с заливкой сифоном и сверху был обеспечен наивысший уровень плотности, прочности и пластичности металла в лопатках из жаропрочного сплава. Необходимо, однако, иметь в виду, что в случае применения сравнительно широких вертикально-щелевых питателей, подводимых к протяженной стенке, возможно поражение отливки поверхностными раковинами.
Литье по газифицируемым моделям
... При литье по газифицированным моделям используется однократно применяемая модель из пенополистирола. Модель заформовывается в песчаной неразъемной форме . При заливке формы модель газифицируется и замещается сплавом. Модели ... 5 - прибыль; 6 - верхняя опока; 7 - нижняя опока При формовке и изготовлении отливок применяют различные варианты литья по газифицируемым моделям. Рассмотрим некоторые ...
Рис.6. Литниково-питающая система типа VII (местная прибыль и коллектор):
- а) четырехместная при центральном расположении стояка; б) заливка лопаток через вертикальный щелевой питатель
Тип VIII. Система местных прибылей. Каждая прибыль в ЛПС этого типа питает отдельный узел или участок протяженного узла сравнительно крупной отливки, преимущественно корпусного типа. Заливают ее обычно через стояк с литниковыми ходами. Система местных прибылей при развитой в пространстве отливке позволяет наиболее эффективно использовать ЛПС путем приближения прибылей непосредственно к питаемым ими участкам, а также достаточно полно учесть взаимное обогревающее влияние элементов отливки и ЛПС. Примеры представлены на рис.7.
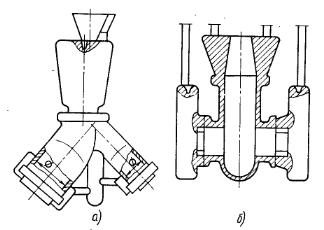
Рис.7. Литниково-питающая система типа VIII (система местных прибылей).
Примеры применения: а) тройники; б) корпус вентиля
3. Пресс-формы
Формы для изготовления выплавляемых моделей называют пресс-формами. К пресс-формам предъявляются следующие основные требования.
— Размеры и чистота поверхности полости пресс-формы должны обеспечивать получение отливок с заданной точностью и чистотой поверхности. При этом точность размеров и чистота поверхности рабочей полости пресс-формы должны быть на 1-2 класса выше требуемой точности и чистоты поверхности отливки.
— Пресс-формы должны иметь минимальное количество разъемов, причем должно быть обеспечено удобное, быстрое и надежное извлечение моделей. Извлечение модели из пресс-формы без повреждений и искажений достигается правильным выбором разъема, выполнением уклонов и применением выталкивающих устройств. Величину уклонов принимают не менее 0,5°. Выталкиватели делаются местными или сплошными. Местные выталкиватели могут оставлять следы на моделях, поэтому их надо ставить на обрабатываемых или на неответственных поверхностях, сплошные выталкиватели не оставляют следов на поверхности модели.
- Для удаления воздуха из полости пресс-формы при заполнении ее модельным составом на разъемах делают тонкие риски (0,1 мм), а в глухих углублениях, где образуются воздушные мешки, следует предусматривать тонкие вентиляционные отверстия.
— Размеры каналов для подвода модельного состава должны обеспечивать получение модели без пузырей, усадочных и других дефектов. Место подвода не должно портить поверхность модели и должно компенсировать объемную усадку. Если питатели отливки нельзя использовать как литники модели, следует подводить модельную массу в наиболее толстое сечение модели и к обрабатываемой поверхности данной отливки.
- Пресс-форма должна быть удобной в работе. Для удобства сборки и разборки на пресс-форме предусматриваются ручки, углубления для пальцев рук, а также зажимные приспособления для быстрого и надежного запирания пресс-формы.
- Детали и узлы пресс-формы должны быть прочными, жесткими и износоустойчивыми.
- Конструкция пресс-формы должна быть технологичной в изготовлении. Сложные детали пресс-формы, изготовляемые механической обработкой, целесообразно расчленять на более простые элементы.
Выбор типа пресс-формы обусловлен в основном характером производства (опытное, серийное, массовое), а также требованиями, предъявляемыми к отливкам по точности размеров и чистоте поверхности. При крупносерийном, а особенно при массовом производстве следует применять стальные пресс-формы, изготовленные механической обработкой.
Способы литья в специальные формы
... твердыми наполнителями). Технология литья по выплавляемым моделям. Изготовление моделей осуществляется посредством заливки или запрессовки модельного состава в пастообразном (подогретом) состоянии в специальные пресс-формы 1 ... форм при их заливке расплавом. Небольшие формы с горизонтальной плоскостью разъема устанавливают для заливки на слой песка. Способом литья в оболочковые формы получают отливки ...
Анализируя целесообразность изготовления сложной и дорогостоящей многогнездной пресс-формы, необходимо исходить из себестоимости отливок, которые можно получить за период нормальной эксплуатации пресс-форм. В массовом производстве высокая стоимость такой пресс-формы окупается быстрее, чем стоимость нескольких более дешевых одногнездных пресс-форм.
При серийном производстве отливок рекомендуется изготовлять пресс-формы по эталону, из металлических легкоплавких сплавов или пластмассы. В таких пресс-формах можно изготовить до нескольких тысяч моделей с удовлетворительной точностью.
При изготовлении очень сложных по конфигурации моделей используют эластичные пресс-формы, выполненные из формопласта, виксинта или резины.
4. Изготовление моделей
1 Классификация и свойства модельных составов
Процесс изготовления моделей включает операции приготовления модельных составов, получения моделей отливок и ЛПС, отделки и контроля моделей, сборки их в блоки и контроля последних.
При выборе составов для изготовления моделей руководствуются следующими требованиями:
- состав должен точно воспроизводить конфигурацию рабочей полости пресс-формы, не прилипать к пресс-форме;
- после затвердевания в пресс-форме состав должен иметь твердость и прочность достаточные для того, чтобы модели не деформировались и не повреждались на всех технологических операциях;
- усадка состава при охлаждении и расширение при нагреве должны быть минимальными и стабильными;
- состав должен быть несложным в приготовлении, иметь минимальное число компонентов, желательно недорогих и недефицитных;
- температура плавления модельного состава должна быть в пределах 60-100°, а температура начала размягчения — выше температуры рабочего помещения;
- состав должен обладать хорошей жидкотекучестью в расплавленном состоянии для облегчения изготовления моделей и выплавления их из форм;
- продолжительность затвердевания модельного состава в пресс-форме должна быть минимальной;
- плотность состава должна быть невысокой (желательно менее 1000 кг/м3);
- химическое взаимодействие состава с материалом пресс-форм недопустимо;
- желательно хорошее спаивание модельного состава, т.к. это облегчает сборку блоков;
- структура состава должна быть механически однородной;
- модельный состав в любом состоянии должен быть безвредным для здоровья работающих.
Применяемые модельные составы могут быть классифицированы: а) в зависимости от основных компонентов и их соотношения; б) в зависимости от температур плавления и размягчения, прочности и т д.; в) по состоянию при введении в пресс-форму (жидкие составы, пастообразные, подогретые до размягчения); г) по способу удаления из литейных форм (выплавлением, растворением, выжиганием).
В машиностроении наибольшее распространение получили модельные составы четырех групп.
Алюминий и его сплавы. Особенности получения отливок
... и усилием запирания пресс-формы 35 МН, на которых получают блоки цилиндров из алюминиевых сплавов для автомашины «Волга». На Алтайском моторном заводе освоена автоматизированная линия по получению отливок ... г/см3. Температурный коэффициент линейного расширения алюминия около 2, 5·10–5 К–1. Химический алюминий — довольно активный металл. На воздухе его поверхность мгновенно покрывается плотной пленкой ...
К первой группе относятся модельные составы, представляющие собой сплав высокоподобных материалов, содержащий в ряде случаев улучшающие добавки. Основными компонентами составов этой группы являются парафин, стеарин, церезин, буроугольный и торфяной воск, сложные эфиры высших кислот. В качестве добавок, повышающих пластичность, прочность, теплостойкость, используют этилцеллюлозу, кубовый остаток крекинга парафина, полиэтилен и др.
В маркировке модельных составов буквы обозначают наименования компонентов: П — парафин; С — стеарин; Ц — церезин; Б — буроугольный воск; Ко — кубовый остаток крекинга; Т — торфяной воск; Тр — триэтаноламин; Пс — полистирол; Пэв — полиэтиленовый воск; Кб — карбамид; Бк — борная кислота; Нк — нитрат калия; К — канифоль; Св — сибирский воск. Цифры в маркировке указывают массовую долю (%) компонентов в составе.
Во вторую группу входят модельные составы на основе натуральных и синтетических смол, термопластов (например, полиэтилена, полистирола) с добавками воскообразных материалов (церезина, парафина и др.) От составов первой группы они отличаются более высокой прочностью и теплоустойчивостью. Однако высокая температура плавления ограничивает выбор технологического оборудования.
Третья группа включает водорастворимые модельные составы на основе карбамида, азотных и азотокислотных солей щелочных металлов, поливинилового спирта и других материалов, плавящихся при температуре не выше 350°C. Эти составы обладают малой усадкой (около 0,20%), высокой прочностью, хорошо растворяются в воде. Их недостаток — хрупкость. Наиболее распространены составы КБ 98-2 и КН 90-10.
К четвертой группе относятся выжигаемые модельные составы. Наибольшее распространение получил вспенивающийся полистирол ПСВ — ЛД. Плотность изготовленных из него моделей составляет 0,24-0,30 г/см3, прочность при изгибе — 10-14 МПа, усадка — 0,2-0,3%.
4.2 Приготовление модельных составов
Предварительное приготовление большинства модельных составов состоит в поочередном или одновременном расплавлении составляющих, фильтровании расплавов и разливке в формы.
Легкоплавкие модельные составы (парафин, стеарин, церезин и др.) приготовляют в водяных, глицериновых или масляных банях с электрическим или газовым подогревом. Применяют также бани-термостаты.
Пастообразные модельные составы при малом масштабе производства приготовляют вручную, при более крупном — на специальных установках. Эти установки могут быть с лопастными, поршневыми и шестеренными смесителями.
Модельные составы с высокой температурой плавления (канифоль, полистирол и др.) изготовляют в специальных поворотных электропечах, оснащенных терморегуляторами.
4.3 Изготовление моделей
Процесс изготовления моделей в пресс-формах включает подготовку пресс-формы, введение в ее полость модельного состава, выдержку модели до затвердевания, разборку пресс-формы и извлечение моделей, а также охлаждение моделей до температуры производственного помещения.
Модельный состав вводят в полость пресс-формы следующими способами: свободной заливкой расплава; запрессовкой в пастообразном состоянии; заливкой под давлением расплава; запрессовкой под высоким давлением подогретых до состояния размягчения порошка или крупки модельных составов типа пластмасс.
Литьё в оболочковых формах
... литья в оболочковые формы по выплавляемым моделям: 1) возможность изготовления из практически любых сплавов отливок ... литье по выплавляемым моделям относится к прогрессивным материало- и трудосберегающим технологическим процессам обработки металлов. Особенности формирования отливок и их качество. Получение отливок в оболочковой форме сопряжено с рядом особенностей, в частности, перед заливкой форму ...
4.4 Сборка моделей в блоки
Сборка готовых моделей в блоки осуществляется различными способами:
- а) модели деталей припаиваются к модели литниковой системы с помощью подогретого ножа, электропаяльником или расплавленным модельным составом;
- б) модели соединяются в кондукторе с элементами литниковой системы механически или склеиванием (позволяет устранить припаивание вручную, обеспечить прочное соединение, точно выдержать заданное положение моделей на литниковой системе);
- в) механическое соединение моделей деталей и литниковой системы применяется в тех случаях, когда модели делаются из материала, не поддающегося спаиванию (например, полистирол).
После сборки моделей методом спаивания, особенно при одновременной отливке элементов литниковой системы, необходима выдержка для полного охлаждения всех частей модельного блока до температуры производственного помещения.
Литейные формы
Литейная форма — инструмент для обработки расплава металла в целях получения отливок с заданными размерами, шероховатостью поверхности, структурой и свойствами. Основа способа литья по выплавляемым моделям — оболочка. Известны два типа оболочек в зависимости от способа их изготовления: многослойные, получаемые нанесением суспензии с последующей обсыпкой и сушкой, и двухслойные, получаемые электрофоретическим способом.
Процесс изготовления литейной формы состоит в подготовке материалов, формирования оболочки на поверхности модели, удаления модели из оболочки, заформовывания оболочки в наполнитель и прокаливания формы.
Для образования литейной формы употребляются:
- связующие материалы — этилсиликат, жидкое стекло, глиноземистый цемент;
- материалы основы — пылевидный кварц, кварцевый песок, плавленый кварц, молотый шамот, пылевидный тальк, магнезит, циркон;
- растворители и прочие материалы-этиловый спирт, ацетон, эфир-альдегидная фракция, гидрозит, соляная кислота, дистиллированная вода.
Приготовление суспензии состоит в перемешивании связующего раствора с пылевидным материалом (предварительно промытым, просушенным, прокаленным и просеянным) до получения однородной массы.
Формирование оболочек на поверхностях моделей состоит в нанесении суспензии, обсыпке сухим песком и твердении слоя оболочки. Нанесение суспензии на поверхности моделей осуществляется методом погружения модели в суспензию. Другие методы нанесения (напылением, обливанием) не получили распространения.
Обсыпка песком в начале делалась вручную в непрерывно падающем потоке песка. В настоящее время она повсемесно механизирована. Способ удаления модельного материала зависит от его свойств и от того удаляется ли он непосредственно из оболочки, до формовки или после формовки.
Выплавление модельного материала может быть осуществлено в шкафах горячим воздухом, перегретым водяным паром; в ваннах горячей водой, инфракрасными лучами; токами высокой частоты. Наибольшее распространение получили способы выплавления моделей в жидкой и газообразной среде. Выжигание и растворение моделей широкого распространения не получили.
Формовка при литье по выплавляемым моделям — это упаковка оболочек в опорный наполнитель до прокаливания их или перед заливкой. Формовка оболочек производится в опоках с дном для сухих наполнителей или без дна для влажных наполнителей. Опоки обычно делают сварными из листового материала толщиной 4-5 мм, преимущественно цилиндрической формы, а также литьем в землю. В качестве наполнителей применяют формовочный песок.
По окончании формовки и удаления модели формы подвергают прокаливанию, благодаря чему достигается удаление из оболочки газотворных составляющих, а также лучшее заполнение нагретой формы жидким металлом. Прокаливание производится при температуре 850-900° в печах разных конструкций (электрических, газовых и др.).
6. Плавка металла и заливка форм
Для плавки металла могут быть использованы любые плавильные печи, которые обеспечивают требуемое качество сплава. При литье стали и чугуна по выплавляемым моделям широко применяют индукционные тигельные печи, позволяющие в широком диапазоне регулировать температуру заливаемого металла. Для плавки алюминиевых сплавов чаще всего используют тигельные печи, печи сопротивления и индукционные печи промышленной частоты. Стальные и чугунные отливки, как правило, изготавливают в формах, нагретых до 600°С. Температура форм для алюминиевого литья составляет 200-300°С.
Собранную и скрепленную форму подают на заливку. Для заливки форм используют ковши различных конструкций. Чайниковые, носковые и барабанные ковши применяют для заливки чугуна и цветных сплавов, стопорные — для заливки стали. Кожух ковша делается из листовой стали и футеруется изнутри огнеупорным материалом или обмазывается глиной (мелкие ковши).
Перед заливкой ковши сушат и нагревают, чтобы уменьшить потери тепла металла.
В цехах с периодическим режимом работы формы заливают на специальной заливочной площадке. Жидкий металл из печи заливают в ковш, при помощи мостового крана (или тельфера) транспортируют к заливочной площадке и разливают по формам. После охлаждения формы мостовым краном подаются на выбивку, а пустые опоки — к месту формовки.
Заливка жидкого металла в формы имеет свои особенности. Заливка осуществляется одним из следующих способов:
- свободная заливка;
- вакуумная заливка;
- центробежная заливка;
- комбинированная центробежно-вакуумная заливка.
7. Выбивка, очистка и термообработка отливок
1 Охлаждение залитых форм и выбивка отливок
После заливки формы охлаждают естественным путем — на воздухе — или принудительно — обдувкой холодным воздухом, душированием водой. Естественное охлаждение происходит весьма медленно. Например, средняя скорость охлаждения стальных отливок, залитых в форму с опорным наполнителем при 900 °С, составляет ~6 °С/мин. Та же форма, но без наполнителя, охлаждается со скоростью 30 °С/мин.
В механизированных цехах формы с наполнителем охлаждают на конвейере, имеющем кожух с отсасывающей вентиляцией (скорость охлаждения до 12 °С/мин).
Практика работы цехов литья по выплавляемым моделям и исследования показывают, что при медленном охлаждении металла (например, при заливке в формы, нагретые до 900 °С) качество металла выше, чем при заливке в подстуженные или холодные формы.
Выбивка является трудоемкой и тяжелой операцией при производстве отливок, так как в процессе выбивки выделяется большое количество теплоты, пыли, газов. Поэтому участки выбивки должны иметь хорошую вытяжную вентиляцию и местные бортовые отсосы запыленного воздуха. Для выбивки чаще всего используют выбивные решетки: механические (эксцентриковые и инерционные), пневматические и др.
Стержни из мелких отливок удаляют пневматическими зубилами, из сложных отливок среднего развеса — на пневматических вибрационных установках. Отливка зажимается в приспособлении между пружинным упором и бойком вибратора, который перемещается по направляющим при помощи пневматического толкателя. Стержень разрушается при вибрации отливки и высыпается из нее.
Выбивку стержней из крупных отливок осуществляют в гидравлических камерах. Отливку устанавливают в камере на поворотный стол и направляют на нее струю воды под большим напором. При этом одновременно с удалением стержня происходит очистка поверхности отливок.
2 Предварительная очистка блоков отливок
На блоках отливок после выбивки имеются остатки оболочки и наполнителя. Чем выше температура выбитых блоков, тем больше и плотнее слой наполнителя. После охлаждения наполнитель осыпается, блоки проходят предварительную очистку и далее поступают на операцию отделения от ЛПС и окончательную очистку. Блоки предварительно очищают ударами по литниковой воронке. В механизированном производстве для этого применяют специальные вибрационные установки.
При изготовлении мелких отливок, часто применяют вибрационные установки, выполняющие две операции — предварительную очистку и отделение отливок. Предварительной очисткой оболочку удаляют только с наружных частей отливок, но она остается в отверстиях и поднутрениях.
3 Отделение отливок от литниковой системы
Для отделения отливок от литниковой системы применяют следующие способы: отбивку на вибрационных установках, отрезку на металлорежущих станках, отделение на прессах, газопламенную и анодно-механическую резку.
Отбивка на вибрационных установках заключается в том, что при ударной вибрации блока отливка приобретает колебательное движение, вследствие чего разрушается металл питателя и отливка отваливается от стояка. Для этого в определенном месте на питателе выполняют пережим, являющийся концентратором напряжений.
Производительность вибрационных установок, в основном зависит от трех факторов: от способа закрепления обрабатываемого блока, от материала, из которого изготовлены отливки, и от мощности установленного вибратора. Отливки отделяются за 3-7 мин. Вибрационный способ позволяет отделять отливки, соединенные со стояком как одним, так и несколькими питателями, расположенными в любой плоскости.
При сложной конфигурации отливок с выступающими частями возможно появление микронадрывов и трещин, а иногда происходит и разрушение отливки. Поэтому рассмотренный способ можно применять для отбивки оболочки вибрацией до 30 с и его нельзя рекомендовать для отделения от стояка отливок любой конфигурации.
В некоторых случаях, например когда ЛПС кроме стояка и коллекторов имеет также прибыли, последние и отливки отрезают механическими ножовками, дисковыми пилами или на токарных фрезерных, шлифовальных станках. Токарный станок с узким отрезным резцом или фрезерный станок с дисковой фрезой удобнее всего использовать для отрезки отливок, изготовленных с дисковой или коллекторной литниковой системой. Отрезка отливок на металлорежущих станках может быть оправдана только в том случае, если другие способы отделения невозможны или в случае применения разнообразных литниковых систем, требующих универсального оборудования. Низкая стойкость режущего инструмента при отрезке отливок объясняется тяжелыми условиями его работы (на удар), а иногда и тем, что в местах реза имеются остатки оболочки. При использовании абразивных кругов на операции отрезки отливок производительность значительно увеличивается и не зависит от твердости литейного сплава.
При отделении отливок на прессах стояк с отливками продавливают сквозь отрезную трубчатую матрицу. После отделения с последнего верхнего ряда отливок стояк вытягивают из матрицы. Преимущества этого способа — простота конструкции, бесшумность работы и большая производительность, в среднем в 10 раз превышающая производительность вибрационных установок. Этим способом обычно отделяют отливки, прикрепленные непосредственно к стояку одним питателем.
Газопламенную и анодно-механическую резку применяют главным образом для отрезки прибылей от крупногабаритных отливок. Отрезка прибылей, а иногда и отрезка отливок от стояка с помощью газовых горелок — трудоемкий процесс, трудно поддающийся механизации. При газопламенной резке ввиду неравномерного нагрева в отливках могут возникать термические напряжения и деформации. Брызги расплавленного металла часто попадают на поверхность отливок, ухудшая их качество.
Сущность анодно-механической резки основана на сочетании электрохимического и теплового действий тока с механическим воздействием. Полюсы источника постоянного тока низкого напряжений соединяют с отрезаемой отливкой — анодом и вращающимся диском — катодом. Для предупреждения короткого замыкания электродов в пространство между отливкой и диском подают по трубе непрерывной струей электролит (раствор жидкого стекла).
Под действием постоянного тока на поверхности отливки возникает защитная силикатная пленка, являющаяся диэлектриком. При вращении металлического диска — катода — эта пленка частично механически удаляется с микровыступов поверхности реза — анода. В отдельных точках толщина пленки резко уменьшается и подводимый ток концентрируется именно в этих местах. Плотность тока здесь оказывается настолько большой, что его кратковременное тепловое действие достаточно для оплавления микроскопических участков реза. Расплавленные частицы увлекаются быстровращающимся диском и выбрасываются, в результате чего диск постепенно углубляется в тело питателя или прибыли и разрезает их.
4 Удаление остатков литников
После отделения отливок от литниковой системы на них остаются приливы (выступы) от питателей, прибылей и выпоров. Чаще всего остатки литниковой системы удаляют на наждачных станках вручную, для чего рабочий, удерживающий отливку, подводит ее к поверхности круга. При ручной зачистке отливок требуется напряженное внимание рабочего во избежание травмирования. Зачистка мелких отливок неудобна еще и тем, что они в процессе заточки нагреваются.
При крупносерийном, а особенно массовом производстве отливок операции их зачистки механизируют. Для этого применяют специальные обрубные прессы и шлифовальные установки.
5 Термообработка стальных отливок
Термообработка литого металла характеризуется некоторыми особенностями по сравнению с термообработкой кованого или прокатанного. В отливках вследствие специфических условий их затвердевания наблюдается крупное зерно, обусловливающее обычно низкие механические свойства.
Термообработку применяют для получения необходимых механических свойств, обрабатываемости металла резанием и для снятия внутренних напряжений в отливках. Грубозернистая структура и внутренние напряжения снижают механические свойства металла и приводят к деформации отливок. Для улучшения структуры и механических свойств применяют отжиг или нормализацию, которая является подготовительной, а часто и окончательной термообработкой, завершающей технологический цикл получения отливок по выплавляемым моделям.
В цехах с массовым выпуском отливок из углеродистой и низколегированных сталей наиболее распространенной термообработкой является нормализация.
Если термообработку отливок проводят в ящиках со стружкой (при окислительной среде в печи), то такой обработкой обычно является отжиг или процесс, средний между нормализацией и отжигом, так как трудно обеспечить необходимую скорость охлаждения отливок в ящике, не вскрывая его.
Охлаждение после отжига должно быть медленным. Обычно углеродистые стали охлаждают со скоростью 200°С/ч; для низколегированных сталей скорость должна быть снижена до 100°С/ч; для высоколегированных — до 50°С/ч.
В результате отжига получается структура: в доэвтектоидной стали — феррит + перлит; в эвтектоидной — перлит, в заэвтектоидной — цементит + перлит. Чем выше скорость охлаждения, тем больше в структуре будет перлита и тем значительнее этот перлит будет отличаться по содержанию углерода от эвтектоидного (0,8% С).
Одновременно большая степень переохлаждения ведет к получению большой дисперсности перлита.
Очень медленное охлаждение приводит иногда к неудовлетворительным результатам. В доэвтектоидных среднеуглеродистых сталях при этом образуются крупные включения феррита; такая структура плохо гомогенизируется при нагреве под закалку, в местах бывших залеганий феррита аустенит содержит мало углерода, и в закаленной стали образуются мягкие зоны.
Нормализация — частный случай отжига. При нормализации сталь нагревают до температуры на 30-50°С выше точки Ас3, но иногда и на 100-150°С выше. Это так называемая высокая нормализация. Отливки после выдержки охлаждают на воздухе. Аустенит распадается при несколько большей степени переохлаждения, чем при отжиге, и поэтому образуются структуры более тонкого перлита.
Нормализацию применяют для углеродистых и низколегированных сталей, так как охлаждение на воздухе средне- и высоколегированных сталей приводит к частичной или полной закалке и в структуре появляется мартенсит.
Для низкоуглеродистых нелегированных сталей нормализацию всегда следует предпочесть отжигу, так как при нормализации структура получается лучше и механические свойства (пластичность, ударная вязкость) выше. Кроме того, нормализация проходит быстрее и она экономически выгоднее (термическая печь не занята в период охлаждения).
Для средне- и особенно высокоуглеродистых сталей различие в получаемых свойствах весьма велики, и поэтому вопрос о замене отжига нормализацией должен решаться конкретно в каждом случае. При нормальном содержании хрома и марганца в среднеуглеродистой стали получаемая после нормализации повышенная твердость не влияет заметно на обрабатываемость и другие технологические свойства, поэтому для сталей с содержанием 0,3-0,5% С целесообразно также заменить отжиг нормализацией.
Продолжительность нагрева и выдержки при температуре отжига или нормализации определяется временем, необходимым для сквозного прогрева всей отливки и для завершения структурных преобразований. Из-за грубой литой структуры также требуется увеличение выдержки. Продолжительность выдержки при отжиге больше, чем при нормализации.
Невозможно назвать единую продолжительность нагрева и выдержки отливок при термообработке, так как она определяется термическим оборудованием, размером отливок и их исходной структурой. Можно назвать в качестве ориентировочной практически распространенную норму, при которой продолжительность нагрева и выдержки при заданной температуре в сумме составляет 0,5-1 ч на каждые 25 мм толщины стенки отливки.
Для термообработки отливок, полученных по выплавляемым моделям, можно применять любые термические печи, описанные в литературе. Независимо от способа нагрева (электричеством или газом) и конструкции печей (камерные, методические, шахтные или конвейерные) необходимо выдержать условие безокислительного нагрева, так как отливки имеют небольшие припуски и чистую поверхность.
Наиболее отвечают указанному условию печи с контролируемой средой, которые используют в цехах с крупносерийным и массовым производством отливок. При малых масштабах производства приходится применять печи с окислительной средой.
8. Контроль качества и исправление дефектов отливок
Контроль в литейном производстве осуществляется на различных стадиях технологического процесса изготовления отливок. После изготовления отливки проходят окончательный контроль для определения соответствия их требованиям технических условий. В зависимости от назначения отливок производят контроль каждой отливки или выборочный контроль нескольких отливок от партии. Контролируют геометрические размеры отливки, химический состав, структуру и механические свойства; устанавливают отсутствие (наличие) внешних или внутренних дефектов в отливке.
Геометрические размеры проверяют при помощи шаблонов, приспособлений и контрольно-измерительного инструмента. Иногда производят разметку отливки на специальной разметочной плите, периодически отливки разрезают для определения размеров внутренних полостей. Таким контролем выявляют несоответствие размеров чертежу отливки вследствие износа модельно-опочной оснастки, неточности сборки, смещения стержней, коробления отливки под действием внутренних напряжений и др.
Химический состав определяют методом химического или спектрального анализа. При помощи спектрального анализа можно быстро определить содержание в сплаве марганца, кремния, хрома и других элементов. В спектральном приборе между электродом и образцом образуется электрическая искра (дуга), свет от которой разлагается оптической призмой на цветной спектр, характеризующий химический состав металла. Затем этот спектр сравнивается со спектром эталона и по интенсивности линий, характеризующих тот или иной элемент, судят о его содержании в металле.
Структуру металла определяют по излому специальных технологических проб (макроструктуру) или при рассмотрении под металлографическим микроскопом подготовленных образцов-шлифов при увеличении в 100-500 раз (микроструктуру).
Механические свойства (предел прочности, твердость, относительное удлинение, ударная вязкость и др.) определяют испытаниями отдельно изготовленных или прилитых к отливке образцов по методам, установленным стандартом.
Дефекты в отливках определяются визуальным способом (осмотром), люминесцентным, магнитным и ультразвуковым контролем, просвечиванием рентгеновскими и гамма-лучами, испытаниями на герметичность и другими способами. Наиболее распространенными дефектами в отливках являются: раковины различного происхождения — усадочные, газовые, шлаковые и песчаные; рыхлота и усадочная пористость; трещины — горячие и холодные, недоливы, пригар и др. (всего по ГОСТу классифицируется 22 наименования литейных дефектов).
Дефекты в отливках могут быть поверхностными и внутренними. Большая часть поверхностных дефектов обнаруживается визуальным контролем. Мелкие наружные дефекты определяют с помощью люминесцентного контроля. На поверхность отливки наносят раствор, способный светиться в ультрафиолетовых лучах. Раствор затекает в тонкие трещины, поры и раковины. Затем отливку промывают и просушивают. На поверхность наносят порошок, который впитывает раствор, оставшийся в дефектах; по яркому свечению порошка под ультрафиолетовым светом определяют наличие и размеры дефектов.
При магнитном способе отливку намагничивают и покрывают тончайшим магнитным порошком или суспензией порошка в воде или масле. Дефектный участок с пониженной магнитной проницаемостью вызовет местное искажение магнитного потока на поверхности отливки. По искажению силовых магнитных линий и собиранию порошка в бугорки судят о наличии дефектов.
Ультразвуковой контроль основан на способности ультразвуковой волны отражаться от границы раздела двух сред. Ультразвуковая волна, проходя через стенку отливки, при встрече с дефектом отражается. По интенсивности отраженных волн, которые преобразуются в сигналы, видимые на экране ультразвуковой установки, судят о наличии дефектов в отливке.
Контроль отливок рентгеновскими и гамма-лучами основан на различной проницаемости для этих лучей сплошного металла и дефектов, находящихся в металле; лучи сильнее поглощаются металлом, чем включениями. При рентгеновском контроле можно наблюдать дефекты визуально на флюоресцирующем экране или фотографировать их на рентгенопленку. Рентгенограмма представляет собой негативное изображение просвеченной стенки отливки. Различные дефекты в отливке, меньше поглощающие рентгеновские лучи, дают на рентгенограмме местные, более интенсивные почернения.
Испытания на герметичность проводят для отливок, которые по условиям работы должны выдерживать высокое давление газа или жидкости. При испытаниях в отливках закрывают отверстия и подают воду или воздух под рабочим давлением. Отливка не должна давать течи. При пневмоиспытаниях поверхность отливки покрывают мыльным раствором, в случае течи на поверхности отливки появляются пузыри.
Дефекты в отливках могут быть исправимыми и неисправимыми (окончательный брак, идущий в переплав).
Основными способами исправления дефектов являются правка, заварка и пропитка.
Правке подвергаются отливки, имеющие коробление. Правку проводят на различных прессах с применением приспособлений (матриц, оправок и др.), а также при помощи ударов молотка.
При заварке дефектный участок сначала подготавливается (вырубается, разделывается), а затем подвергается дуговой, аргонодуговой или газовой заварке с применением присадочного металла, имеющего обычно тот же химический состав, что и отливка.
Пропитку ведут с целью устранения пористости в отливках и повышения их герметичности. В поры отливки запрессовывают бакелитовый лак, эпоксидную смолу или другие твердеющие материалы. На неответственных отливках иногда допускается наличие небольших дефектов, не влияющих на служебные свойства. Для улучшения внешнего вида часто эти дефекты заделывают специальными замазками.
Список литературы
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/lite-po-vyiplavlyaemyim-modelyam/
1. Литье по выплавляемым моделям. Изд. 2 — е, переработанное и дополненное. Под ред. Я. И. Шкленника и В. И. Озерова. — М.: Машиностроение, 1971 — 436 с.
— Литейное производство / под ред. И.Б. Куманина — М., «Машиностроение», 1971г.
— Литье повышенной точности по разовым моделям / Озеров В. А., Гаранин В. О. — М., «Высшая школа», 1988г.