
Основной задачей автотранспорта является дальнейшее обеспечение и укрепления МТБ и опережающее развитие транспорта общего пользования. Укрепить ремонтную базу автотранспортных средств и улучшить организацию работ по ТО и ТР автомобилей. Улучшить организацию работ пассажирского автотранспорта в городах и сельской местности, повысить регулярность движения автобусов.
Полное и своевременное удовлетворение потребителей народного хозяйства и населения в перевозках повышение эффективности и качества работы транспортной системы. Необходимо повышение темпов внедрения новой техники, прогрессивной технологии и автоматизированных систем управления, а так же увеличение грузооборота автотранспорта общего пользования и пассажирооборота автобусов. Для улучшения работы подвижного состава важным является совершенствование организации и технологии его ремонта, а так же научная организация труда исполнителей.
Необходимым условием эффективного выполнения планов перевозок грузов и пассажиров является исправное техническое состояние автомобилей.
Задачей ремонта автомобиля, как сферы практической деятельности АТП, является не только восстановление работоспособности автомобильного парка, но и снижение затрат на его содержимое, а следовательно, себестоимости перевозок.
Улучшение АТП позволяет экономить до 50% капиталовложений в производственную базу, широко применять механизацию и автоматизацию производственный процессов, сокращать сроки выполнения работ, повышать качество и производительность труда.
В данном курсовом проекте мною разработан технологически процесс работа головки блока цилиндров двигателя автомобиля ЗМЗ-53.
1.Технологическая часть
ремонт цилиндр двигатель дефект
1.2 Конструктивные особенности и условия работы
Дефекты и причины их появления.
Головка цилиндров двигателя ЗМЗ-53 изготовлена из алюминиевого сплава АЛЧ ГОСТ2685-63.
Головка закрывает цилиндры сверху, в ней сделаны углубления, образующие камеры сгорания, а там же имеется водяная рубашка. В головке цилиндров размещены так же седла клапанов и направляющие втулки клапанов.
В процессе эксплуатации двигателя в головке цилиндров возникают дефекты.
Трещины на рубашке охлаждения возникают в следствие механического воздействия или замерзания воды в системе охлаждения.
Коробление поверхности сопряжения с блоком происходит при несоблюдении очередности и момента затяжки и в следствии перегрева двигателя.
Карбюраторный двигатель, принцип работы
... 1.1. Общее устройство и принципы работы Система питания карбюраторного двигателя. Эта система служит для приготовления горючей смеси, подачи ее к цилиндрам двигателя и отвода от них продуктов ... 8. Топливный фильтр - отстойник ( рис.4 ) Фильтр - отстойник устанавливается на левом лонжероне автомобиля. Фильтр с пластинчатым фильтрующим элементом и штампованным стальным корпусом ( стаканом отстойником ...
3 Технологические условия на дефектацию и сортировку. Технологические требования на ремонт
|
№ п/п |
Возможный дефект |
Способ установления дефекта |
Размеры, мм |
Заключение |
|
|
По рабо-чему чертежу |
Допустимый без ремонта |
||||
|
1 |
Трещина на рубашке охлаждения |
Осмотр испытания на герметичность под давлением |
— |
— |
Заварка газовой сваркой заварка в аргоне браковать при трешинах более 50 мм |
|
2 |
Коробление поверхности прилегания к блоку |
Плита проверочная щуп 0,08 |
Неплоскостность- 0,05 0,08 глубина камеры сгорания |
Обработать до устранения дефекта. Браковать при глубине камеры сгорания менее 17,85мм |
|
Технологические требования на ремонт
- Не плоскостность поверхности прилегания к блоку не более 0,008мм. Шероховатость поверхности 0,25
— После заварки трещин головку цилиндров испытывать на герметичность водой под давлением ![]() в течении двух минут. Капель воды и течи быть не должна.
в течении двух минут. Капель воды и течи быть не должна.
3 Обоснование размера производственной партии
Партией называется количество деталей одного наименования, одновременно ремонтируемых или изготавливаемых на производстве.
Размер Партии деталей определим по формуле
где N- годовая производственная программа;количество деталей (головок цилиндров) на двигателе;
- Крм- маршрутный коэффициент;
- количество дней необходимого запаса деталей на складе;
- Др.г — число рабочих дней в году;
![]()
Принимаем размер партии х=250шт.
1.4 Выбор рациональных способов устранения дефектов
Правильный выбор способов устранения дефектов должен обеспечить максимальный срок службы детали после ремонта при наименьшей собственности ремонта.
Выбор способа устранения дефектов производится на основе 3-х критериев: критерия применяемости, коэффициента долговечности и технико — экономического критерия.
Выбирая способ устранения дефектов учитываем величину, характер и расположение дефектов; конструктивно — технологические особенности детали; современные способы устранения дефектов: возможность последующей механической обработки детали; а так же опыт передовых авторемонтных предприятий.
Трещины на рубашке охлаждения можно устранить заделыванием клеевыми составами на основе эпоксидных смол и заваркой, способ заделывания клеевыми составами прост и обеспечивает герметичность при устранении трещин, однако механическая прочность шва после заделывания невысокая, поэтому принимаем сварку в среде аргона.
Коробление поверхности сопряжения с блока может быть устранено фрезерованием или шлифованием. Так как при шлифовании головок цилиндров из алюминиевых сплавов происходит быстрое «закаливание» шлифовального круга, то выбираем фрезерование припуск на обработку должен быть минимальным — только до выведения коробления при этом должна быть выдержана минимально допустимая глубина камеры сгорания
|
Дефекты |
Способы |
№ опер |
Наименование и содержание операции |
|
|
Трещина на рубашке охлаждения |
Заварка в органе |
1 2 3 |
Слесарная засверлить концы и разделать трещину Сварочная Заварить трещину Слесарная Обработать сварочный шов и проверить на герметичность |
|
|
Коробление поверхности прилегания к блоку |
Слесарно — механическая обработка (фрезерование) |
Фрезерная Фрезеровать поверхность прилегания |
Поверхность прилегания к крышке |
6 План технологической операции
|
План технологических операций на устранение заданных дефектов |
|||||
|
№ п/п |
Наименование и содержание операции |
оборудование |
Приспособление |
Инструменты |
|
|
Рабочий |
Измерительный |
||||
|
1 |
Слесарная Засверлить концы трещины и разделать трещины |
Верстак слесарный |
Подставка Дрель пневмо- тическая |
Сверло Ø 4мм молоток 0,5кг зубило щетка металлическая |
|
|
2 |
Сварочная Заварить трещину |
Установка УДГ-301 |
Горелка ГРАД-200 |
Аллюминевая проволока АК |
|
|
3 |
Слесарная Обработать сварочный шов и проверить рубашку охлаждения на герметичность |
Верстак слесарный. Стенд для проверки на герметичность |
Подставка |
Напильник А250№1 |
|
|
4 |
Фрезерная Фрезеровать поверхность прилегания к блоку |
Вертикально фрезерный станок 6Н14 |
Приспособление для фрезерования головки |
Фреза Ø 250мм со вставленными ножами ВК-2 |
Щуп, линейка |
|
5 |
Контрольная (Контроль качество ремонта) |
Стенд для проверки герметичности Верстак |
Эталон широховатости Приспособление для проверки плоскости |
||
Выбор оборудования, режущего и измерительного
При разработке технологического процесса восстановления детали нужно установить такую последовательность операции, чтобы последующая операция не влияло на количество поверхностей полученных при предыдущих операциях, не ухудшали их, а так же не нарушали взаимного расположения поверхностей деталей и их осей. Обычно первой операцией восстанавливают или изготавливают установочные базы, затем производят подготовку деталей к сварке, наплавке, если они требуются и выполнить эти операции. Механическая обработка ведется от грубых операций к более точным, т.е чистовые и отделочные операции выполняются в конце технологического процесса. При подборке оборудования для каждой технологической операции учитываем габаритные размеры детали, возможности обеспечивания выполнения технических требований, предъявляемых к обрабатываемой детали, производительность и себестоимость обработки детали.
Режущий инструмент подбираем с учетом твердости обрабатываемых поверхностей, вида обработки точности и шероховатости обрабатываемых поверхностей ремонтируемой детали.
1.7 Разработка технологических операций
- Слесарная
А. установить головку на верстак
Засверлить концы трещины
Б. Снять деталь
- Сварочная
А. Установить деталь на верстак
Заварить трещину
Б. Снять деталь
- Фрезерная
А. установить головку
Фрезеровать головку, прилегающую к блоку «как чисто»
Б. Снять деталь
8 Расчет режимов обработки и техническое нормирование
а.) Определим припуск на фрезерование
Припуск на фрезерование плоскости прилегания к блоку цилиндров зависит от причины коробления этой поверхности. Принимаем припуск на фрезерование h=0,4мм
б.) Производим расчет режимов резания и техническое нормирование фрезерной операции. (Операция №4)
Операция 4. Фрезерная
А. установить головку цилиндров в приспособление
- фрезеровать поверхность прилегания к блоку снимая припуск 0,4 мм
Б. Снять деталь
Режущий инструмент: Фреза торцевая Ø 250мм
Назначаем режим резания
Режим резания и техническое нормирования производим по книге Астахов В.А. и др. «Справочная книга по организации ремонта машин» 1986г.
Принимаем глубину резания t=h=0,4мм
По таблице 4.2 при диаметре фрезы 250мм, число зубьев 20, периоде стойкости фрезы 240мин, глубина резания до 2мм, скорость резания
![]() , минутная подача
, минутная подача ![]()
По паспорту станка принимаем ближайшую минутную подачу м = 375![]()
Корректируем скорость резания, умножая на поправочные коэффициенты:- учитывающий стойкость фрезы, Кс = 1,0
Км — учитывающий вид обрабатываемого материала Км = 0,93 (стр 245)
= 137![]()
Число оборотов фрезы определим по формуле
![]()
По паспорту станка принимаем n= 150 ![]()
Техническое нормирование
Определяем основное время
![]() =1,67мин
=1,67мин
Где L — длинна пути инструмента (фрезы) в направлении подачи, мм
![]()
Где — длинна обрабатываемой поверхности, мм
![]() — величина врезания и перебега фрезы, при фрезе Ø250мм и ширине фрезерования 170мм.
— величина врезания и перебега фрезы, при фрезе Ø250мм и ширине фрезерования 170мм.
![]()
![]()
Определяем вспомогательное время:
На установку снятие детали ![]() (стр 132);
(стр 132);
Время связанное с переходом ![]()
![]()
Дополнительное время принимаем в размере 7% от суммы основного и вспомогательного времени
![]()
Штучное время
![]()
Подготовительно заключительное время
![]() (1.4, табл 84)
(1.4, табл 84)
Техническая норма времени на фрезерную операцию
![]()
2. Конструкторская часть
1 Назначение приспособления
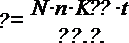
Рисунок 1
Приспособление для проверки плоскости привалочных поверхностей блоков цилиндра и их головок
2 Устройство и работа приспособления
Состоит: 1. направляющая линейка.
- ползунок.
- индикатор.
Работа: После фрезерования головки цилиндров проверяют не плоскостность поверхностей прилегание головки к блоку цилиндров и поверхностей под фланцы выпускного трубопровода при помощи специального приспособления (РИС.1), направляющую линейку 1которую устанавливают на проверяемую плоскость, а ползунок 2 с установленным на нем индикатором 3 перемещают вдоль линейки. По отклонению стрелки индикатора можно судить об отклонении от плоскости головки цилиндров.
2.3 Краткая инструкция по применению приспособления
Приспособление крепко установить на проверяемую плоскость направляющими линейками. После этого, ведя ползунок по линейкам замечаем на индикаторе разницу между наибольшим и наименьшим показанием что и будет величиной коробления плоскости головки.
3. Экономическая часть
Определяем количество ремонтируемых деталей.
![]()
Определяем экономическую эффективность.
![]() руб.
руб.
![]() трудоемкость работ по выполнению операции до внедрения приспособления = 15мин = 0,25ч;
трудоемкость работ по выполнению операции до внедрения приспособления = 15мин = 0,25ч;
![]() трудоемкость работ при внедрении приспособления = 8мин = 0,13ч;
трудоемкость работ при внедрении приспособления = 8мин = 0,13ч;
![]() среднечасовая тарифная ставка на выполнение разной работы, т.к. разряд рабочего V, то
среднечасовая тарифная ставка на выполнение разной работы, т.к. разряд рабочего V, то
![]()
- коэффициент, учитывающий доплаты = 1,4 (Премии и т.д 40%).
Определяем срок окупаемости приспособления.
![]() года
года
Т.к группа сложности IV, то капитальные затраты на изготовление приспособления K=13000
Принимаем ![]() (дня) Т.к. группа сложности IV, то K=130p.
(дня) Т.к. группа сложности IV, то K=130p.
В связи с увеличением тарифа K=100 ![]() руб. (стоимость приспособления).
руб. (стоимость приспособления).
Информационные ресурсы
Технические требования на ремонт автомобилей ЗИЛ.
Пособие по курсовому и дипломному проектированию. Суханов.
Справочник технолога авторемонтного производства.
Ремонт автомобиля ЗИЛ-4314.10
Техническое нормирование ремонтных работ в сельском хозяйстве. Матвеев и Пустовалов.
Учебное пособие «Ремонт автомобилей»
Ремонт V — образных двигателей. Подщекобдин.