
Машиностроение является основой научно-технического прогресса в различных отраслях народного хозяйства. Непрерывное совершенствование и развитие машиностроения связано с прогрессом станкостроения, поскольку металлорежущие станки вместе с некоторыми другими видами технологических машин обеспечивают изготовление любых новых видов оборудования.
Целью данной курсовой работы является углубленное изучение и усвоение материала по курсу «Оборудование машиностроения» на основе детального знакомства с определенной группой, типом и моделью станка и способа обработки в соответствии с видом обработки, для которого предназначена эта группа, тип и модель.
В этой работе подробно описывается станок модели 2620В, который относится к 6-му типу (расточные станки), а этот тип в свою очередь принадлежит 2-ой группе (сверлильные и расточные станки) по «Классификации металлорежущих станков».
1. Классификация станков сверлильно-расточной группы.
Условная классификация станков по технологическому признаку разделяет все станки на 10 групп, каждая из которых содержит 10 типов, учитывая резерв под новые группы и типы станков.
К группе «сверлильные и расточные» относятся следующие типы станков: вертикально-сверлильные, одношпиндельные, многошпиндельные полуавтоматы, координатно-расточные, радиально-сверлильные, расточные, алмазно-расточные, горизонтально-сверлильные и центровые.
Из-за большого разнообразия моделей станков каждый тип станков содержит еще несколько разновидностей.
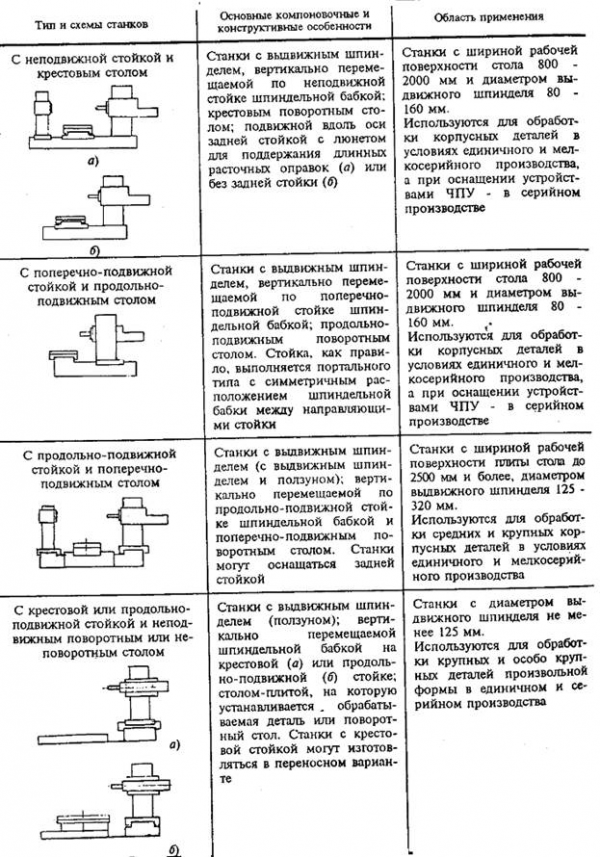
Рассмотрим, например, основные типы вертикально-сверлильных станков, их особенности и область применения (табл. 1.1).
Таблица 1.1
|
тип |
основные компоновочные и конструктивные особенности |
область применения |
|
настольно- сверлильные |
Станки с выдвижным шпинделем. Сверлильная головка монтируется с возможностью вертикального установочного перемещения на круглой колонне, жестко закрепленной на основании-плите. На плите закрепляются обрабатываемые детали, тиски и накладные столы |
Станки с условным диаметром сверления 3-16 мм. Используются во вспомогательном производстве, сборочных цехах. При оснащении устройствами автоматизации циклов шпинделя и приспособлениями могут использоваться в основном производстве. |
|
сверлильные, сверлильно- резьбонарезные |
Станки с выдвижным шпинделем. Сверлильная головка монтируется на круглой колонне, жестко закрепленной на основании-плите и может иметь установочное вертикальное перемещение. Поворотный или неповоротный вокруг своей оси стол имеет вертикальное установочное перемещение по колонне и поворачивается вокруг нее для возможности установки больших обрабатываемых деталей на рабочей поверхности плиты |
Станки с условным диаметром сверления 16 – 40 мм. Используются в единичном и мелкосерийном производстве. |
|
рядные сверлильные, сверлильно- резьбонарезные |
Группа одношпиндельных станков с общим основанием и плитой или подъемным столом с рабочей поверхностью для крапления обрабатываемых деталей или приспособлений. Обычно состоит из двух – четырех станков |
Станки с условным диаметром сверления 3 – 20 мм. Используются в серийном производстве с закрепление постоянной операции на каждой позиции и перемещением обрабатываемой детали в последовательные позиции |
|
сверлильные, сверлильно- резьбонарезные и сверлильно- фрезерные |
Одношпиндельные станки с выдвижным шпинделем. Сверлильная головка монтируется с возможностью вертикального установочного перемещения на призматической колонне, жестко закрепленной на фундаментальной плите. Оснащают подъемным столом-плитой, на которой могут устанавливаться крестовые «плавающий» или с механизмами подачи столы. Имеются модификации с жестко закрепленным на плите координатным крестовым столом |
Станки с условным диаметром сверления 20 – 80 мм. Используются в единичном и мелкосерийном, а при оснащении цикловым управлением или ЧПУ – в серийном производстве. При оснащении пинолью с фланцем для крепления многошпиндельных головок являются базой для специальных станков, используемых в крупносерийном производстве |
продолжение табл. 1.1
|
сверлильные, сверлильно- фрезерные |
Станки с револьверной головкой (шесть-десять шпинделей, из которых часть может быть фрезерными), смонтированной с возможностью рабочих и установочных перемещений на призматической стойке. Координатный крестовый стол смонтирован на направляющих стойки с возможностью вспомогательных установочных перемещений или на фундаментальной плите, в качестве которой может быть использовано основание стола |
Станки с условным диаметром сверления 16 – 32 мм, оснащенные устройством ЧПУ, используются в серийном производстве |
|
Координатные сверлильно- фрезерные |
Станки с выдвижным шпинделем. Сверлильная головка перемещается по неподвижной поперечине над столом-плитой (тумбой), а вместе с несущей поперечину стойкой – вдоль стола-плиты. Станок с ЧПУ может оснащаться устройством автоматической смены инструментов |
Станки с условным диаметром сверления 40 – 50 мм. Используются для обработки плоскостных деталей (типа решеток) и корпусных деталей |
В зависимости от расположения шпинделей различают станки горизонтальных, вертикальных, наклонных и комбинированных компоновок (например, вертикально- и горизонтально-сверлильные, вертикально- и горизонтально-расточные станки).
Под компоновкой станка понимают объединение и увязку отдельных сборочных единиц и механизмов в единое целое. Расположить основные сборочные единицы станка необходимо так, чтобы обеспечить удобное управление и наблюдение за работой станка при выполнении заданного технологического процесса с учетом физических возможностей рабочего (рост, сила, утомляемость и др.).
Компоновочные решения существенно влияют на эксплуатационные качества станков (удобство расположения органов управления, доступность к местам смазки и регулирования, возможность быстрой и удобной разборки станка для ремонта или замены износившихся деталей, вопросы техники безопасности и технической эстетики).
В данной курсовой работе рассматривается расточной станок с горизонтальной компоновкой, поэтому подробнее следует остановиться именно на этом типе станков.
В табл. 1.2 описаны основные типы горизонтально-расточных станков и показаны их схемы.
Таблица 1.2
2. Инструмент для растачивания.
Предварительно просверленные отверстия или отверстия в заготовках, полученных литьем или ковкой, часто подвергают растачиванию с целью увеличения диаметра, обеспечения высокой точности размера и малой шероховатости.
Растачивание менее производительно, чем сверление, но позволяет получить точные отверстия диаметральный допуск размера до 0,02 мм (шестой класс шероховатости поверхности) и исправить положение оси отверстия. На рис.2.1 приведен технологический процесс обработки втулки при высоких требованиях к соосности отверстия и наружной поверхности и с точностью отверстия по 3-му классу: вначале отверстие сверлят, затем рассверливают и после этого растачивают. Растачивание является наиболее универсальным способом обработки отверстий на токарном станке.
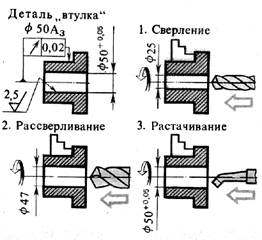
Рис.2.1
Расточные резцы.
Расточные резцы бывают проходные для сквозных отверстий и упорные для глухих отверстий (рис. 2.2).
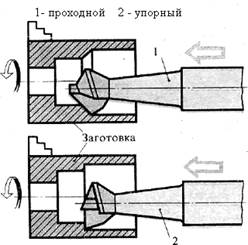
Рис. 2.2
Расточный резец закрепляют в резцедержателе параллельно оси заготовки. Чтобы головка резца вписывалась в обрабатываемое отверстие, задний угол расточного резца принимается большим, чем у резца для наружного точения. Та часть державки расточного резца, которая расположена возле головки, выполняется тоньше той части, которая крепится в резцедержателе.
У стандартных расточных резцов режущая кромка расположена на уровне верхней образующей цилиндрической державки и поэтому резец устанавливают ниже центра заготовки. Это вынуждает применять расточные резцы с державкой значительно меньшего диаметра, чем диаметр растачиваемого отверстия. Такого недостатка не имеют расточные резцы токаря-новатора В. К. Лакура. Державка этого резца располагается в середине растачиваемою отверстия, поэтому может быть большего сечения, что устраняет опасность отжима резца и появления конусности обрабатываемого отверстия.
Применяют также расточные резцы, оснащенные твердосплавной коронкой «улиткой». Переточку «улитки» выполняют по передней поверхности.
Расточные оправки (борштанги).
Отверстия 80—100 мм и более обычно растачивают расточными резцами, которые закрепляют в оправках. Резец в оправке зажимается винтом с торца или с наружной поверхности оправки (рис. 2.3).
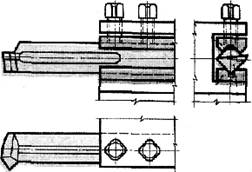
Рис. 2.3
Многие токари применяют универсальную расточную оправку с регулируемым вылетом. Оправку закрепляют в дополнительной державке, установленной в резцедержателе. В оправке можно крепить как резцы, так и пластины. На оправке выфрезерована канавка, по которой охлаждающая жидкость поступает непосредственно на резец. Канавка служит и для стопорения болтами. Универсальную расточную оправку используют также для вытачивания внутренних канавок, нарезания внутренней резьбы и других работ.
Мерные расточные пластины («ножи»).
Расточная пластина (нож) имеет размер, соответствующий размеру растачиваемого отверстия. Растачивание пластиной обеспечивает получение отверстия правильной цилиндрической формы за один проход, так как действующие с двух сторон на пластину усилия взаимно уравновешиваются. Расточные пластины бывают цельные из быстрорежущей стали и налайные, оснащенные пластинками твердого сплава. Расточную пластину закрепляют в пазу расточной оправки.
Приемы растачивания.
Заданную глубину отверстия обеспечивают в процессе растачивания измерением линейкой, штанген-глубиномером, шаблоном или настройкой при помощи лимба продольной подачи. Для облегчения обработки на резце наносят риску, соответствующую заданной глубине отверстия. Опытные токари закрепляют в резцедержателе металлическую планку (плоский упор).
Когда планка при автоматической подаче суппорта подойдет к заготовке на расстояние 2—3 мм, автоматическую подачу выключают и вручную подают суппорт до соприкосновения планки с заготовкой: это значит, что растачивание выполнено на заданную глубину. Упором могут служить державки с роликом (роликовый упор).
Точность диаметра растачиваемого отверстия обеспечивается так же, как и при наружном точении: пробными проходами с замером штангенциркулем, настройкой по лимбу поперечной подачи, по линейке поперечных салазок суппорта, при помощи индикатора, по поперечному упору.
Подрезание внутренних торцов и уступов.
Внутренние торцы и уступы подрезают расточным упорным резцом подачей к центру, для этого расточный резец должен иметь главный угол в плане более 90° (например, 95°), тогда при подрезании торца отверстия фактический главный угол в плане составит 5′.
Точность осевых размеров ступенчатого отверстия в процессе растачивания выдерживается с помощью лимба продольной подачи или упора с длинноограничителями, как при обработке ступенчатых валов.
Растачивание внутренних канавок.
Геометрия рабочей части прорезных резцов для прямоугольных канавок такая же, как и у прорезных наружных резцов (рис. 2.4, а, б).
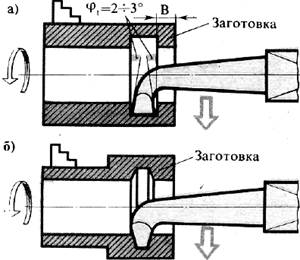
Рис. 2.4
Резцы для внутренних канавок бывают цельные и вставные (справочные).
Так как при вытачивании канавки токарю не видна зона обработки, особенно важно пользоваться лимбами продольных и поперечных подач, а также упорами.
Широкую внутреннюю канавку обрабатывают последовательным врезанием на глубину канавки поперечной подачей (контроль по лимбу) и расширением канавки продольной подачей.
Ширину канавки в отверстии и расстояние от торца заготовки до канавки контролируют штангенциркулем (рис. 2.5, а, 6) и шаблоном (рис. 2.5, в).

Рис. 2.5
3. Виды работ, выполняемые на расточных станках.
Расточные станки предназначены для обработки крупных и громоздких деталей в условиях индивидуального и серийного производства, которым трудно сообщить вращательное главное движение. Обрабатываемую деталь закрепляют на столе станка или на плите.
На рис. 3.1 приведены основные технологические операции, выполняемые на расточных станках. Это широкоуниверсальные станки, на которых возможно осуществлять черновое и чистовое растачивание отверстий, фрезерование плоскостей, сверление, зенкерование, развертывание отверстий, нарезание наружной и внутренней резьбы и другие технологические операции. Такое разнообразие видов обработки, выполняемых на расточных станках, дает возможность производить полную обработку деталей без перестановки ее на другие станки.
На станке осуществляется вращение шпинделя при выполнении всех основных видов работ и вращение планшайбы при обтачивании торцов радиальным суппортом. При сверлении, зенкеровании, развертывании и растачивании выдвижному шпинделю подачи (или столу) сообщают движение в продольном направлении. При растачивании отверстия резец устанавливают в борштанге, один конец которой закреплен в шпинделе, а другой вращается в подшипнике люнета стойки. При фрезеровании плоскостей осуществляют подачу выдвижного шпинделя, несущего фрезу, или стол получает перемещение в поперечном направлении. На станке возможно осуществлять точные повороты стола на 90 и 180°.
Виды работ, выполняемых на расточных станках, и необходимые перемещения:
1 — обточка фланца резцом, укрепленным на планшайбе; 2 — подрезка одного торца резцом, а другого двумя резцами, расположенными на планшайбе; 3 — растачивание отверстия резцов; 4 — обработка канавки; 5 — наружная обточка втулки резцом, установленным на планшайбе; 6 — растачивание отверстия резцовой пластинкой, укрепленной в борштанге; 7 — нарезание резьбы метчиком; 8 — растачивание отверстия пластиной; 9 — подрез резцом от летучего суппорта; 10 — наружное обтачивание; 11 — подрезка торца втулки; 12 — растачивание отверстия пластиной; 13 — фрезерование торца резцовой головкой; 14 — фрезерование торца резцовой головкой; 15 — растачивание отверстия резцовой головкой укрепленной на бортштанге
4. КОМПОНОВКА ГОРИЗОНТАЛЬНО-РАСТОЧНЫХ СТАНКОВ
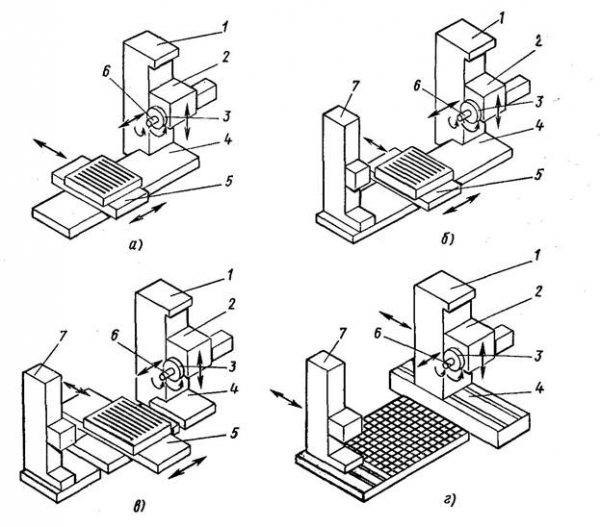
На рис. 4.1 приведены основные типы горизонтально-расточных станков общего назначения. Их делят на три группы: А, Б и В.
Станки типа А выпускают без задней (рис. 4.1, а) и с задней стойкой 7 (рис. 4.1, б).
Станки без задней стойки имеют меньшую длину станины 4. Станки типа А имеют неподвижную переднюю стойку, прикрепленную к станине 4. По вертикальным направляющим стойки 1 перемещается шпиндельная бабка 2, в которую вмонтирован выдвижной шпиндель 6, имеющий кроме вращательного движения и перемещение вдоль собственной оси. Поворотный стол 5 станка с неподвижной передней стойкой имеет продольное и поперечное перемещения. Задняя стойка 7 с люнетом предназначена для поддержания свободного конца борштанги. Станки типа А изготовляют как с радиальным суппортом 3, расположенным на наружной поверхности планшайбы, так и без него. Эти станки, например горизонтально-расточной станок мод. 2620В, предназначены для обработки корпусных деталей, имеющих точные отверстия, связанные между собой точными расстояниями.
Станки типа Б (рис. 4.1, в) отличаются от станков типа А тем, что имеют продольно-подвижную переднюю стойку и стол в направлении, перпендикулярном оси шпинделя. В станке не происходит свешивание стола с направляющих при его крайних положениях, что существенно повышает точность обработки тяжелых корпусных деталей. Конструкция шпиндельной бабки в основном аналогична шпиндельным бабкам станков типа А. Задняя стойка также продольно-подвижная и снабжена люнетом для поддержания борштанги при расточке длинных отверстий.
Станки типа В (рис. 4.1, г) предназначены для черновой и чистовой обработки крупных и тяжелых деталей машин. На фундаменте установлены станина станка и плита. Плита предназначена для установки и закрепления обрабатываемой заготовки и установки задней стойки с люнетом. По вертикальным направляющим стойки с помощью ходового винта перемещают шпиндельную бабку.
Перемещение салазок передней стойки в продольном и поперечном направлениях осуществляют с помощью червячно-реечных передач.
Чем больше размеры и масса обрабатываемой заготовки, тем меньшую подвижность она имеет на станке. Так на станках, показанных на рис. 4.1, а — в, заготовку располагают на перемещающемся столе станка, а на станке, показанном на рис. 4.1, г, она не может быть расположена на столе станка из-за больших размеров и массы, поэтому ее располагают на специальной плите неподвижно, по существу, вне станка.
Основной характеристикой горизонтально-расточного станка является диаметр шпинделя: для станков группы А—80, 90 и 110 мм; для станков группы Б — 150 и 220 мм, а для станков группы В — до 320 мм.
Таким образом, условно можно считать, что станки группы А предназначены для обработки сравнительно небольших деталей, станки группы Б —для средних, а станки группы В — для особо тяжелых и громоздких деталей. Рабочая поверхность поворотных столов имеет размеры от 800×900 до 1600×1800 мм. Класс точности станков — Н и выше.
В горизонтально-расточных станках проведена широкая унификация. Так, в горизонтально-расточных станках мод. 2620В и 2620Г диаметр выдвижного шпинделя равен 20 мм, а в станках мод. 2622В и 2622Г он принят равным 110 мм. Остальные параметры станков одинаковы: вертикальное перемещение шпиндельной бабки принято равным 1000 мм; величину перемещения шпинделя в станках регулируют бесступенчато в пределах 2,2—1760 мм/мин; величины вертикальной подачи шпиндельной бабки и подачи стола регулируют бесступенчато в пределах 1,4—1110 мм/мин.
Станки мод. 2620В и 2622В с задней стойкой, станки мод. 2620Г и 2622Г без нее, кроме того, станки мод. 2620В и 2620Г снабжены радиальным суппортом, а станки мод. 2622В и 2622Г не имеют радиального суппорта.
На базе горизонтально-расточных станков нормальной точности выпускают станки повышенной точности мод. 2622П с увеличенным диаметром шпинделя и экранной оптикой. В качестве специальных станков назовем переносные расточные станки. Широко применяют горизонтально-расточные станки мод.2636, 2636Г, 2637 и 2637Г. Станки мод 2636 и 2636Г имеют подвижной шпиндель диаметром 125 мм и встроенную планшайбу с радиальным суппортом, станки мод. 2636, 2637 — выдвижной шпиндель с увеличенным диаметром (160 мм).
Станки мод 2636, 2637 имеют заднюю стойку с люнетом Станки мод. 2636Г и 2637Г выпускают без задней стойки, с укороченной станиной.
Отечественные горизонтально-расточные станки обладают повышенной точностью, жесткостью, виброустойчивостью, большой мощностью главного привода, большой быстроходностью и высокой степенью автоматизации управления. Движение подачи каждого элемента станка осуществляют от электродвигателей постоянного тока, с большим диапазоном регулирования. Некоторые серийно выпускаемые станки оснащены устройствами числового программного управления (ЧПУ).
Основные типы горизонтально-расточных станков
5.ГОРИЗОНТАЛЬНО-РАСТОЧНОЙ СТАНОК МОД. 2620В
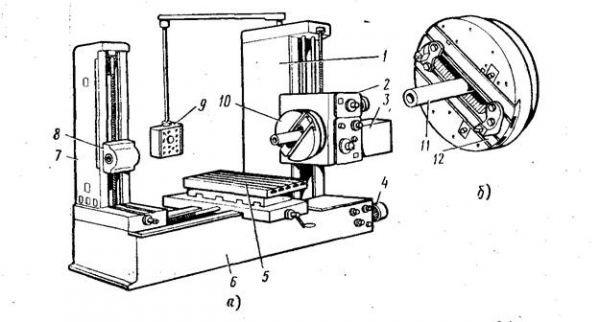
Рис. 5.1 . Горизонтально-расточной станок мод. 2620В
На чугунной станине 6 горизонтально-расточного станка мод. 2620В, имеющей коробчатую форму и внутренние ребра жесткости, прикреплена передняя стойка 1 (рис. 5.1).
По вертикальным направляющим ее перемещается уравновешенная шпиндельная бабка 2, в которой расположен механизм главного движения, механизм перемещения 3 выдвижного шпинделя 11 и другие механизмы. По горизонтальным направляющим скольжения станины перемещается поворотный стол 5 в двух направлениях. При чистовой обработке зазоры в направляющих станка и шпиндельной бабке автоматически устраняются специальными пружинными устройствами. Антифрикционные накладки, предусмотренные в направляющих, улучшают плавность перемещения, уменьшают износ направляющих и предохраняют их от задиров. В правой нижней части станины расположен привод подачи станка 4. Слева на станине расположена задняя бабка 7 с люнетом 8. Станок имеет подвесной пульт управления 9. Шпиндельная бабка снабжена планшайбой 10, через которую проходит выдвижной шпиндель 11.
На рис. 5.1, б схематично показана планшайба с радиальным суппортом 12. По направляющим планшайбы типа ласточкина хвоста может перемещаться радиальный суппорт, имеющий продолговатое отверстие для выдвижного шпинделя.
На радиальном суппорте устанавливают приспособление для закрепления в нем режущего инструмента (резца).
Радиальный суппорт может работать одновременно с выдвижным шпинделем. Размеры рабочей поверхности стола для закрепления обрабатываемой заготовки 1120×1300 мм (ширина Х длина).
Управление станком производят с основного и переносного пультов без приложения больших усилий, что повышает производительность труда, снижает утомляемость и сокращает вспомогательное время.
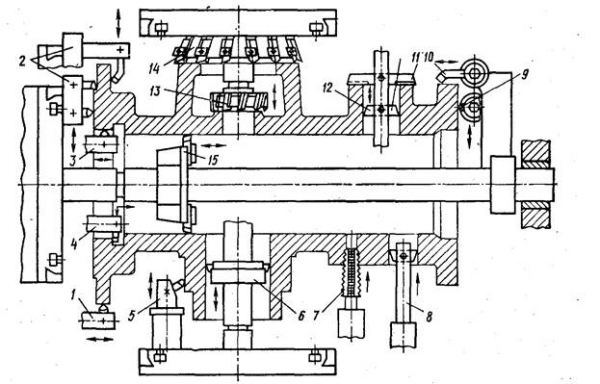
На рис. 5.2 приведена кинематическая схема горизонтально-расточного станка мод. 2620В.
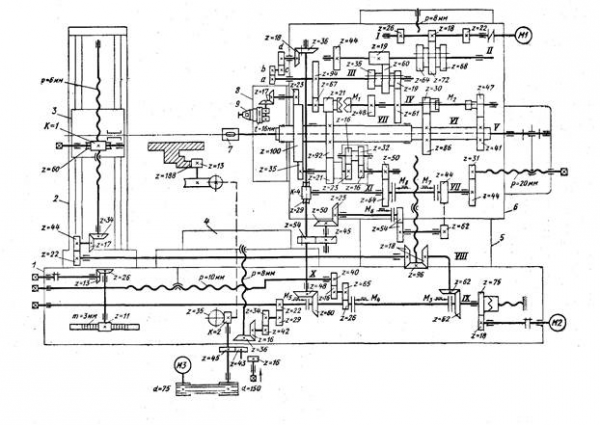
Кинематическая схема горизонтально-расточного станка мод. 2620В:
1 — станина; 2 — задняя стойка; 3 — люнет: 4 — стол; 5 — передняя стойка; 6 — шпиндельная бабка; 7— передний конец шпинделя; 8 — планшайба; 9 — резцедержатель радиального суппорта
Она состоит из нескольких кинематических цепей, которые обеспечивают главные движения выдвижного шпинделя и планшайбы, вращающейся независимо от выдвижного шпинделя, подачи и перемещения. К числу подач и перемещений относят перемещение выдвижного шпинделя в осевом направлении при расточных работах; перемещение выдвижного шпинделя при нарезании резьбы; вертикальное перемещение шпиндельной бабки; продольное перемещение стола; поперечное перемещение стола; поворот стола; радиальное перемещение суппорта; ускоренные и ручные перемещения.
Главное движение двухскоростного асинхронного электродвигателя М1 (N = 8,5/10 кВт, n = 1440/2880 об/мин) передается на вал I, затем через передачи 18/77,22/68, 26/64 на вал II. С вала II на вал III движение передается через передачи 19/60 или 44/35. С вала III на вал IV движение передается с помощью передач 19/61 или 60/48. С вала IV на вал V (шпиндель) движения передачи передается через передачи 30/86 или 47/41. Колеса 41 и 86 сидят на втулке VI, которая соединена со шпинделем скользящей шпонкой. Шпиндель имеет 36 скоростей, 13 из которых совпадают. Коробка скоростей шпинделя имеет широкий диапазон частот вращения от 12,5 до 2000 об/мин. Порядок получения частот вращения шпинделя можно проследить по графику частот вращения (рис. 5.3).
Минимальная частота вращения шпинделя можно записать, используя график частот вращения:
![]()
Вращение планшайбе с радиальным суппортом передается с вала IV, имеющего 18 скоростей, посредством передач 21/92 . Колесо 92 и планшайба расположены на полом валу VII на шпонках.
Запишем минимальную частоту вращения планшайбы:
![]()
![]()
Планшайба имеет 18 частот вращения, также расположенных по геометрическому ряду со знаменателем φ=1,26 от 8 до 400 об/мин. Три последние частоты вращения планшайбы включать не разрешается, следовательно, частоты вращения планшайбы можно использовать в пределах от 8 до 200 об/мин.
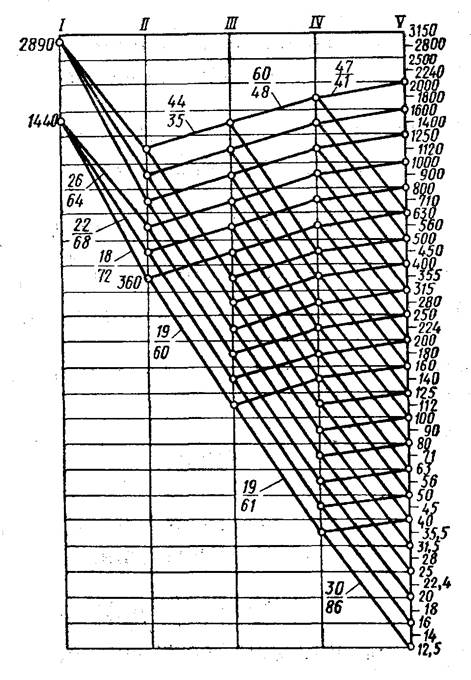
График частот вращения горизонтально-расточного станка мод. 2620В
Направление вращения изменяют реверсированием электродвигателя. Для повышения жесткости, виброустойчивости и длительного сохранения прочности выдвижной шпиндель азотируют, он перемешается в стальных закаленных втулках большой’ длины.
Привод рабочих подач и вспомогательных установочных перемещений осуществляют от электродвигателя М2 постоянного тока (N= 2,1 кВт, п = 1500/3750 об/мин), работающего в системе генератор — двигатель. В качестве генератора принят электромашинный усилитель типа ЭМУ-50АЗ = С мощностью 4 кВт, о частотой вращения 2920 об/мин.
Перемещение выдвижного шпинделя в осевом направлении.
От электродвигателя М2 движение через постоянную передачу 18/75 передается через муфты М 3 и М4 на вал IХ, через пару колес 60/48 на вал X, через червячную передачу 4/29, вал XI, через муфты М8 и М7 на вал VII, через передачу 44/31 на ходовой винт с шагом Р = 20 мм.
Запишем наибольшую величину перемещения выдвижного шпинделя в осевом направлении:
![]()
Наименьшая величина перемещения выдвижного шпинделя получается за счет изменения частоты вращения электродвигателя и равна 2,2 мм/мин.
Вертикальное перемещение шпиндельной бабки
От электродвигателя М2, через колеса 18/75, движение передается на вал IX. После включения муфты М 3 , через конические колеса 62/62, движение передается на вал VIII, коническими колесами 18/96 приводят во вращение вертикальный двухзаходный ходовой винт с шагом Р = 8 мм.
Найдем наибольшую величину вертикального перемещения шпиндельной бабки:
![]()
Минимальную величину вертикального перемещения, равную 1,4 мм/мин, получают за счет изменения частоты вращения электродвигателя М2.
Продольное перемещение стола.
Найдем наибольшую величину продольного перемещения стола Sпр:
![]()
Минимальную величину продольного перемещения, равную 1,4 мм/мин, получают за счет изменения частоты вращения электродвигателя М2.
Величину продольного перемещения стола регулируют бесступенчато в пределах от 1,4 до 1150 мм/мин.
Поперечное перемещение верхней части стола.
От электродвигателя М2, через колеса 18/75, включением муфт М 3 —М5 приводят во вращение вал IX; через колеса 34/50; 42/65 и конические 16/36 приводят во вращение двухзаходный ходовой винт поперечного стола с шагом Р = 8 мм.
Величина осевого перемещения выдвижного шпинделя изменяется бесступенчато в пределах от 2,2 до 1760 мм/мин.
Нарезание резьбы.
Нарезание резьбы осуществляют при осевом перемещении выдвижного шпинделя, в передний конец которого устанавливают приспособление с резьбовым резцом. На рис. 5.4, а показано нарезание наружной резьбы, а на рис. 5.4, б — внутренней. Установку на глубины резания производят вручную с помощью маховичка резцедержателя. Обеспечение заданного шага нарезаемой резьбы осуществляют сменными зубчатыми колесами а, b, с, d (рис. 5.2).
При подборе чисел зубьев зубчатых колес необходимо выполнение условия: за время одного оборота шпинделя он должен переместиться на величину шага нарезаемой резьбы.
Запишем уравнение для определения передаточного отношения сменных зубчатых колес ![]() (движение резца передается с вала VI):
(движение резца передается с вала VI):
![]() откуда
откуда 
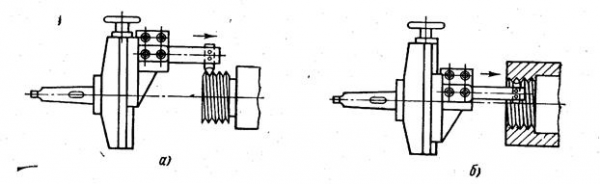
Нарезание резьбы:
Для того, чтобы исключить погрешность шага нарезаемой резьбы, муфты М 8 и М7 не должны допускать проскальзывания, т. е. одна половина муфты по отношению к другой должна быть жестко зафиксирована.
К станку прилагают набор из 13 сменных зубчатых колес, имеющих число зубьев 18, 20, 21, 24, 27, 28, 30, 33, 36, 40, 42, 48 и 57. С помощью этого набора колес можно нарезать 16 стандартных метрических резьб с шагом Р = 1 ÷ 10 мм и 14 дюймовых резьб — 4—20 ниток на длине дюйма.
При нарезании дюймовой резьбы необходимо ее шаг выразить в миллиметрах, так как ходовой винт станка имеет метрический шаг (шаг дюймовой резьбы— число п ниток на длине одного дюйма).
Известно, что дюйм равен 25,4 мм. Обычно величину 25,4 представляют в виде дробей: 127/5 или 1600/63. Шаг нарезаемой дюймовой резьбы (мм) Р=1600/63. Тогда ![]()
Найдем наибольшую величину поперечного перемещения верхней части стола:
![]()
Минимальную величину поперечного перемещения верхней пасти стола, равную 1,4 мм/мин, получают за счет изменения частоты вращения электродвигателя М2.
Поперечная подача стола регулируется бесступенчато в пределах от 1,4 до 1110 мм/мин.
Поворот стола
Для поворота стола применен отдельный электродвигатель МЗ (N = 2,0 кВт, n = 1300 об/мин), с помощью которого через ременную передачу 75/150, червячную передачу 2/35 и зубчатую передачу 13/188 приводится во вращение стол.
Найдем частоту вращения стола:
![]()
Радиальное перемещение суппорта по планшайбе.
Радиальное перемещение суппорта по вращающейся планшайбе осуществляют с помощью электродвигателя М2 (см. рис. 5.2) Для этого в кинематической схеме станка предусмотрена планетарная передача (рис. 5.5).
Рассмотрим ее работу. От гильзы, на которой жестко установлено колесо z = 92, движение передается на колесо 2 — 21, закрепленное на удлиненной втулке барабана 2. В барабане расположены зубчатые колеса с числом зубьев 23—16, 32— 16. Последнее колесо z = 16 жестко сидит на валу 1. Вращаясь, колесо z = 21 передает вращение на барабан 2, колесо которого z = 32 катится по колесу z = 16 как по неподвижному, и ведомый вал 3, несущий колесо z = 35, приводит во вращение зубчатое колесо z = 100, свободно сидящее на втулке планшайбы.
Найдем передаточное отношение планетарной передачи по табл. 2, Отметим, что вал 1 и несущее колесо z =16 — неподвижное звено; барабан 2 — ведущее звено планетарной передачи; вал 5, на котором жестко укреплено колесо z = 35, — ведомое звено. Табл. 5.1 служит для определения передаточного отношения планетарной передачи.
Таблица 5.1
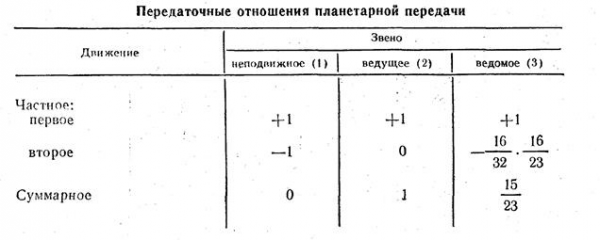
В первом частном движении (см. табл. 5.1) всем звеньям системы сообщено по одному обороту, но звено 1 неподвижно, следовательно, сообщим ему один оборот в обратную сторону (—1) и рассмотрим планетарную передачу как простую зубчатую. Передаточное отношение планетарной передачи равно отношению числа оборотов вала ведомого к ведущему. Для разбираемого случая передаточное отношение равно 15/23.
Рассмотрим случай, при котором не возникает радиальное перемещение суппорта по вращающейся планшайбе. При этом колесо z = 92, жестко сидящее на гильзе, вращается с одинаковой частотой вращения с колесом z =100, сидящим свободно на втулке планшайбы. Допустим, что колесо z = 92 сделало один оборот, найдем частоту вращения колеса z = 100 по уравнению ![]() Следовательно, в этом случае колеса z = 92 и z =100 вращаются о одинаковыми скоростями, поэтому и не возникает радиального перемещения суппорта по вращающейся планшайбе.
Следовательно, в этом случае колеса z = 92 и z =100 вращаются о одинаковыми скоростями, поэтому и не возникает радиального перемещения суппорта по вращающейся планшайбе.
Если включить муфту M 8 , то колесо z = 50 сообщит вращение колесу z = 16, и, следовательно, колесо z = 100 начнет вращаться относительно планшайбы, обеспечивая радиальное перемещение суппорта по ней (см. рис. 5.3).
От электродвигателя М2 колесами 18/75 приводится во вращение вал IX, включением муфт М 3 и М5 с помощью колес 60/48 приводят во вращение вал X. С помощью этого вала через червячную передачу 4/29 движение передается передаче 64/50. Далее через передачи 16/32 и 16/23 приводится во вращение колесо z = 35. Затем через передачи 35/100, 10/23, 17/17 приводят во вращение червяк с шагом Р = 16 мм.
Найдем наибольшую величину радиального перемещения суппорта:
![]()
Наименьшую величину радиальной передачи, равную 0,88 мм/мин, получают за счет изменения частоты вращения электродвигателя М2.
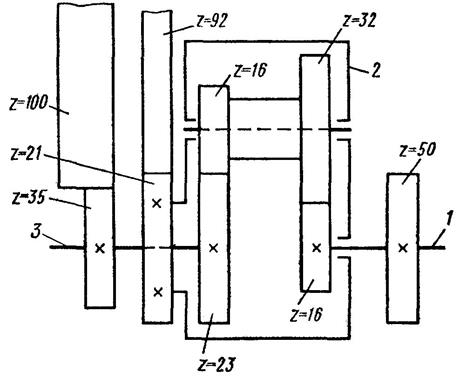
Схема планетарной передачи, Планшайба с радиальным суппортом
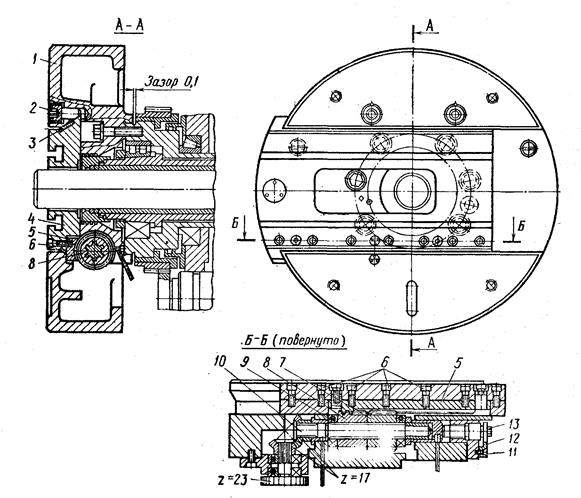
Рис. 5.6 . Планшайба станка мод. 2620В
По направляющим корпуса 1 планшайбы перемещается радиальный суппорт 4. Направляющие имеют форму ласточкиного хвоста. Клиновой планкой 3 регулируют зазор между направляющими корпуса и радиального суппорта. Зажим радиального суппорта осуществляют винтами 2. В корпусе планшайбы смонтирован реечно-винтовой привод радиального суппорта, состоящий из цилиндрического z = 23 и конических колес z = 17 и z = 17; последняя установлена на шлицевом валике 10, на котором расположены с зазором два колеса 7, 8, сцепляющиеся с винтовой рейкой 5, отцентрированной штифтами и прикрепленной винтами 6 к суппорту. Осевые силы воспринимаются упорными шарикоподшипниками 9. Регулирование зазора в винтовой паре (колесо 8 и рейка 5) осуществляют болтами 13 с последующим фиксированием гребенкой 12 и винтом 11. На суппорте имеются два Т-образных паза для крепления режущего инструмента. На нем же закреплен лимб со стрелкой-указателем, которая, перемещаясь вместе с суппортом между двумя такими же стрелками на корпусе, дает возможность наблюдать крайнее положение суппорта.
Заключение
В ходе выполнения данной курсовой работы была произведена попытка наиболее полно и одновременно кратко описать способ обработки и применяемый для расточных станков инструмент; состав группы «сверлильные и расточные станки»; тип станков, к которому относится модель 2620В, и саму модель станка на основе литературы, описанной ниже.
Данная работа содержит также графическую часть, которая представляет собой кинематическую схему станка 2620В, выполненную на формате А1.
Список литературы
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/oborudovanie-mashinostroitelnogo-proizvodstva/
1. Лоскутов В.В. Сверлильные и расточные станки. М.: машиностроение, 1981. 152 с.
2. Металлорежущие станки: Учебник для машиностроительных вузов / Под ред. В.Э. Пуша. М.: Машиностроение, 1986. 576 с.
3. Фещенко В.Н., Махмутов Р.Х.. Токарная обработка. М.: Высшая школа, 1990. 303с.