
Научно-технический прогресс в машиностроении привел к созданию токарных станков, различных по назначению (для точных работ, обработки длинномерных деталей, а также деталей типа дисков; для резьбонарезания , затылования и т.д.) и степени автоматизации (полуавтоматы, автоматы, станки с ЧПУ и т.д.).
На современных станках с ЧПУ наряду с токарной обработкой (точением) можно выполнять и другие операции (фрезерование, внецентровое сверление, зенкерование и т.п.), позволяющие снимать со станка готовые детали.
Слесарные работы – обработка металлов, обычно дополняющая станочную механическую обработку или завершающая изготовление металлических изделий соединением деталей, сборкой машин и механизмов, а также их регулированием. Слесарные работы выполняются с помощью ручного или механизированного слесарного инструмента либо на станках.
1.Отрезной резец
Токарные резцы классифицируют: по материалу режущей части, характеру операций, форме лезвия, направлению движения, конструкции.
По материалу рабочей части различают стальные резцы (с лезвиями из углеродистой, легированной или быстрорежущей стали), твердосплавные, керамические, алмазные, эльборовые. Резцы из углеродистой и легированной стали в настоящее время практически не применяют.
В зависимости от характера выполняемых операций резцы бывают черновые и чистовые. Геометрические параметры режущей части этих резцов таковы, что они приспособлены к работе с большой и малой площадью сечения срезаемого слоя.
По форме и расположению лезвия относительно стержня резцы подразделяют на прямые (рис.2, а), отогнутые (рис.2, б), изогнутые (рис. 2, б) и оттянутые (рис.2, г).
У оттянутых резцов ширина лезвия обычно меньше ширины крепежной части. Лезвие может располагаться симметрично по отношению к оси державки резца или быть смещено вправо или влево.
По направлению движения подачи резцы разделяют на правые и левые. У правых резцов главная режущая кромка находится со стороны большого пальца правой руки, если наложить ее на резец сверху (рис. 2, а). В рабочем движении такие резцы перемещаются справа налево (от задней бабки к передней).
У левых резцов при аналогичном наложении левой руки главная режущая кромка также находится со стороны большого пальца (рис. 2,б).
Специфика формирования технологической части дипломного проекта
... деталей, конструкций, правил в процессе производства, создания нового продукта или эксплуатации определенных предметов и инструментов и пр. Что должна содержать технологическая часть дипломной работы? ... ограничением сроков реализации и оформления результатов. Роль технологической части дипломной работы Технологический раздел дипломной работы играет важнейшую роль в подготовке и оценке новоиспеченного ...
Такие резцы в движении подачи перемещаются слева направо.
Отрезные резцы
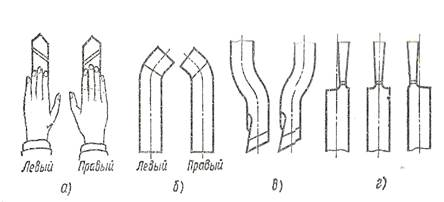
Рис.2. Разновидности токарных резцов
Для уменьшения трения в процессе резания вспомогательные задние поверхности затачивают под углом q = Г 30′. У стандартных отрезных резцов ширина режущей кромки а = 3 … 10 мм и выбирается в зависимости от диаметра заготовки по формуле а = 0,6D0’5. При отрезании детали резцом с прямой главной режущей кромкой (ф = 90°) на отрезанной заготовке остается шейка, поэтому приходится дополнительно подрезать торец заготовки. Для исключения этой операции применяют отрезные резцы с наклонной режущей кромкой
Отрезной резец имеет одну главную и две вспомогательные режущие кромки. Для уменьшения трения вспомогательные задние поверхности затачивают под углами 1,5.2 градуса.
Пластинчатый двусторонний нож 1 устанавливают в открытом угловом пазу державки 3 и закрепляют сверху при помощи специальной планки 2 и первого винта резцедержателя. Державка дополнительно закрепляется вторым винтом резцедержателя. В один комплект входят державка, планка и 15 сменных ножей с двусторонним расположением пластинок твердого сплава, что заменяет 30 напайных отрезных резцов.
2 Токарный
2.1 Основные типы токарных станков
Станки токарной группы наиболее распространены в машиностроении и металлообработке по сравнению с металлорежущими станками других групп. В состав этой группы входят токарно-винторезные, токарно-револьверные, токарно-карусельные, токарные автоматы и полуавтоматы, и другие станки.
Токарно-винторезные станки предназначены для наружной и внутренней обработки, включая нарезание резьбы, единичных и малых групп деталей.
Токарно-револьверные станки предназначены для обработки малых и больших групп деталей сложной формы из прутка или штучных заготовок, требующих применения большого числа наименований инструмента.
Токарно-карусельные станки предназначены для обработки разнообразных по форме деталей, у которых диаметр намного больше длины. Эти станки отличаются от других токарных станков вертикальным расположением оси вращения планшайбы, к которой крепится обрабатываемая деталь.
Токарные автоматы предназначены для обработки деталей из прутка, а токарные полуавтоматы – для обработки деталей из прутка и штучных заготовок.
Металлорежущие станки отечественного производства имеют цифровое обозначение моделей. Первая цифра в обозначении модели показывает, к какой технологической группе относится станок: 1 – токарные станки, 2 – сверлильные и расточные станки; 3 – шлифовальные станки и т. д. Вторая цифра указывает на типы станков в группе: 1 – одношпиндельные и 2 – многошпиндельные автоматы; 3 – токарно-револьверные станки; 5 – карусельные и т. д. Две последние цифры определяют технические параметры станка: высоту центров над станиной для токарного станка, наибольший диаметр обрабатываемого прутка для токарно-револьверного станка и т. д. Наличие буквы между цифрами указывает на произведенную модернизацию станка. Буква (Н, П, В, А, С) в конце цифрового обозначения модели определяет точность станка. Различают станки нормальной точности – класс Н (в большинстве случаев не указывается) ; повышенной точности – класс П; высокой точности (прецизионные) – класс В; особо высокой точности – класс А и особо точные (мастер-станки) – класс С. Например, в обозначении токарно-винторезного станка модели 16К20П цифра 1 обозначает группу токарных станков, цифра 6 – тип станка (токарно-винторезный), цифра 20 – высоту центров в см, буква К – модернизацию станка, буква П – станок повышенной точности.
Станок токарно-карусельный одностоечный универсальный
... большего диаметра - двухстоечные. 3. Станок токарно-карусельный одностоечный 1512. Назначение и область применения Одностоечные токарно-карусельные станки моделей 1512 и 1516 являются универсальными станками и предназначены для обработки разнообразных изделий из ч ...
2.2 Главный привод станка. Механизм и коробка подач
Главный привод станка . В передней бабке размещены шпиндель и коробка скоростей (рис. 2.2), которые сообщают заготовке главное движение и подачу при выбранной глубине резания.
Заготовка зажимается в кулачковом патроне, который крепится к фланцу
шпинделя 13. Вращение от электродвигателя /, через ременную передачу 2 и муфт включения 3 передается на вал 5.
Блок из трех шестерен 7, 8, 9, расположенный на валу 5, с помощью реечной передачи связан с рукояткой 17. Этой рукояткой блок шестерен вводится в зацепление с зубчатым колесом 4 (или 10, ил 11), жестко закрепленным на валу 6. Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, которые передают крутящий момент шпинделю через зубчатую муфту 14, соединенную с рукояткой 18. Если муфта передвинута вправо, то шпиндель получает вращение через зубчато колесо 16, а если влево – через зубчато колесо 15. Таким образом приведенная кс робка скоростей обеспечивает шесть ступеней частоты вращения шпинделя.
Механизм и коробка подач . Механизм подач соединяет суппорт станка
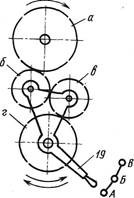
Рисунок. 2.3. Схема трензеля
а, б, в, г,
(а, б, в, г)
С помощью гитары (рис. 2.4) устанавливают (настраивают) зубчатые колеса с определенным передаточным отношением, обеспечивающим необходимое перемещение суппорта, на один оборот шпинделя станка. Расстояние L между валом 1 колеса а и валом 2 является постоянным. На валу 2 свободно установлен приклон 3 гитары, закрепленный болтом 4. Ось 5 промежуточных колес b и c можно перемещать по радиальному пазу, тем самым изменяя расстояние А между центрами колес c и d . Дуговой паз приклона позволяет регулировать размер В.
Назначение коробки подач – изменять скорости вращения ходового винта и ходового вала, что обеспечивает перемещение суппорта с выбранной скоростью в продольном и поперечном направлениях. Вал 14 коробки подач (рис. 2.5) получает вращение от зубчатых колес гитары. Вместе с валом 14 на опорах 15 вращается и имеет возможность перемещаться вдоль него зубчатое колесо 11 вместе с рычагом 10. На одном конце рычага 10 вращается закрепленное на оси зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом – расположена рукоятка 9. За рукоятку 9 рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений соответственно числу зубчатых колес в механизме / Нортона. В каждом из таких положений рычаг 10 поворачивается рукояткой 9 и удерживается ее штифтом, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1 ,вращающего вал 2 с заданной частотой. Вместе с валом 2 вращается зубчатое колесо 3, которое может перемещаться вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 с помощью кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево – входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
Токарно-винторезный станок
... (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение. Смотри рисунок вверху. Типичный токарно-винторезный станок 16К20 завода "Красный пролетарий" показан на рисунке внизу. Рукоятки управления: 2 - сблокированная управление, 3,5,6 - установки ...
2.3 Суппорт, фартук, задняя бабка и система смазывания станка
Суппорт . Он (рис. 2.6) предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок / (продольного суппорта), которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки 3 (поперечный суппорт), которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали).
На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются с помощью рукоятки 13 верхние салазки 3 , которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали).
Резцедержатель 6 (резцовая головка) с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая, перемещаясь по винту 7, зажимает резец. Привод перемещения суппорта производится от ходового винта 2 и ходового вала, расположенного под ходовым винтом. Включение автоматических подач производится рукояткой 14
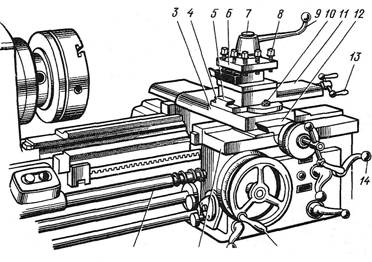
Рисунок. 2.6. Суппорт токарного станка
Устройство поперечного суппорта показано на рис. 2.7. По направляющим продольного суппорта / ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте /, а другим – связан с гайкой, состоящей из двух частей 15 и 13 и клина 14, которая крепится к поперечным салазкам’9. Затягивая винт 16, раздвигают клином 14 обе части 15 и 13 гайки, в результате чего выбирается зазор между ходовым винтом 12 и гайкой. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится гайками 7 поворотная плита 8, вместе с которой поворачиваются верхние салазки б и резцедержатель 5.
На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и брызг смазочно-охлаждающей жидкости.
Токарно-винторезный станок 16К
... производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается. Задняя бабка. Рисунок 7. Задняя бабка 1.6 Технические характеристики токарно-винторезного станка модификации 16К20 ... образованными пазом на основании конической оправки 3 и отверстием в резцовой ... удобное для рабочего положение. Продольное и поперечное перемещение салазок суппорта производится через фартук ...
Устройство резцедержателя показано на рис. 2.8. В центрирующей
расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От проворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6.
При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно-связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для работы положение.
Фартук . Продольное и поперечное перемещение салазок суппорта производится через фартук 2 (рис. 2.9), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком 15 (см. рис. 2.6), который через зубчатую передачу сообщает вращение зубчатому колесу 4 (см. рис. 2.9), катящемуся по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт 1 вместе с поперечным суппортом 6 и фартуком 2.
Продольная подача суппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой/4 (см. рис. 2.6).
Разъемная гайка (рис. 2.10) состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5. При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещает пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.
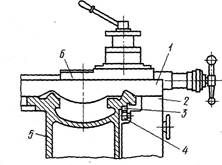
Рисунок. 2.9. Фартук
Задняя бабка . Устройство задней бабки показано на рис. 2.11. В корпусе 1 (при вращении винта 5 маховиком 7) перемещается пиноль 4, закрепляемая рукояткой 3. В пиноли устанавливается центр 2 с коническим хвостовиком (или инструмент).
Задняя бабка перемещается по направляющим станка вручную или с помощью продольного суппорта. В рабочем неподвижном положении задняя бабка фиксируется рукояткой б, которая соединена с тягой 8 и рычагом 9′. Сила прижима рычага 9 тягой 8 к станине регулируется гайкой 11 и винтом 12. Более жесткое крепление задней бабки производится с помощью гайки 13 и винта 14, который прижимает к станине рычаг 10.
Карбюраторный двигатель, принцип работы
... устройство и принципы работы Система питания карбюраторного двигателя. Эта система служит ... пробкой 21 с конической резьбой К 1/4". Заливная горловина ... Фильтр крепится к кронштейну, устанавливаемому на двигателе перед карбюратором. Фильтрующий элемент 3 ... Рабочая поверхность рычага 19, изготавливаемого методом штамповки из стального листа, соприкасаемая с эксцентриком кулачкового вала двигателя, ...
Система смазывания станка . Масла, введенные между контактирующими и взаимно перемещающимися поверхностями станка, образуют на них защитную пленку, которая уменьшает коэффициент трения. В результате этого уменьшаются износ деталей и затраты мощности привода на преодоление сил трения, повышается коэффициент полезного действия станка. Одновременно масла охлаждают контактирующие поверхности деталей при трении.
Рис. 2.12. Условные обозначения основных элементов на кинематических схемах станков:
1 – ременные передачи: плоская 1, перекрестная 2, клиновая 3; 4 – цепная передача: 11 – зубчатые передачи: цилиндрическая 5, коническая 6, винтовая 7, червячная 8, реечная 9; III – передача ходовым винтом с неразъемной 10 и разъемной 11 гайками; IV – муфты: кулачковая односторонняя 12, кулачковая двусторонняя 13, конусная 14, дисковая односторонняя 15, дисковая двусторонняя 16, обгонная односторонняя 17, обгонная двусторонняя 18; V –тормоза: конусный 19, колодочный 20, ленточный 21, дисковый 22; 23 –патронный конец шпинделя
Для смазывания станка применяют жидкие и консистентные смазочные материалы. В качестве жидких используют, как правило, индустриальные масла марок И-20А, И-ЗОА, в качестве консистентных – солидол С, пресс-солидол УС-1 и др.
Детали станков смазывают двумя способами – индивидуальным и централизованным. Индивидуальная смазка бывает периодического и непрерывного действия. Периодическая смазка производится вручную (из пресс-масленки) или одноплунжерным насосом, непрерывная – разбрызгивающими кольцами, капельными масленками, масляной ванной или насосами. Наиболее распространена централизованная смазка.
3 ОБЩИЕ ТРЕБОВАНИЯ К ОРГАНИЗАЦИИ РАБОЧЕГО МЕСТА СЛЕСАРЯ
Одним из основных элементов организации рабочего места является его планировка, при выполнении которой учитывают требования научной организации труда к расположению рабочего места по отношению к другим рабочим местам в мастерской, расположению оборудования, местоположению рабочего и оснастки, размещению инструментов, приспособлений (порядок на рабочем месте).
В целях экономии движений и устранения ненужных поисков предметы на рабочем месте делят на предметы постоянного и временного пользования, за которыми постоянно закреплены места хранения и расположения.
Расстояния от тары с заготовками и готовой продукцией и от оборудования (верстака) до рабочего должны быть такими, чтобы рабочий мог использовать преимущественно движение рук. При этом учитывают, что при выполнении трудовых приемов, связанных с небольшими сопротивлениями усилию, особенно при необходимости выдержать большую точность при изготовлении деталей, в работу включают мелкие звенья руки (кисть или даже одни пальцы).
При выполнении приемов, связанных с усилиями среднего значения и характеризующихся небольшими амплитудами, движение совершают за счет мышц плеча и предплечья и, наконец, при выполнении приемов, связанных со значительным усилием (6…8 Н), в движении принимает участие вся рука и даже корпус рабочего.
Реферат резьба по металлу
... как MK 24x1,5 . 3.3. Цилиндрическая резьба, MJ Цилиндрическая резьба основана на метрической резьбе ( М ) с номинальным диаметром от 1,6 до 200 мм и углом профиля при вершине 60°, предназначена для аэрокосмической ... как Tr50х8-7е; такая же по диаметру и шагу, но левая резьба Tr50х8LH-7е. 3.8. Упорная резьба, S Метрическая резьба с углом наклона боковых сторон профиля 30° и 3°. Стандарт: ГОСТ ...
Между организацией рабочего места и уровнем организованности труда учащихся имеется прямая связь. От планировки, т.е. характера размещения на рабочем месте основного и вспомогательного оборудования, заготовок, изготовленных деталей, инструментов и приспособлений, зависит создание условий для высокопроизводительного труда учащихся.
При планировке рабочих мест должны учитываться: зоны досягаемости рук в горизонтальной и вертикальной плоскостях; количество сочленений тела, участвующих в движениях.
{1, 2, 3)
Зоны Досягаемости рук в вертикальной плоскости при работе стоя показаны на рис. 16, б. Эти зоны дают возможность определить наиболее выгодное расположение всех предметов с учетом роста работающего.
Трудовые движения учащихся можно подразделить на пять групп: 1) движения пальцев; 2) движения пальцев и запястья;, 3) движения пальцев, запястья и предплечья; 4) движения пальцев, запястья, предплечья и плеча; 5) движения пальцев, запястья, предплечья, плеча и корпуса (рис. 16, в).
Для снижения утомляемости в движениях работающего должно участвовать наименьшее количество сочленений. Поэтому рабочие места планируют и оборудование расставляют так, чтобы работающий использовал более простые движения, т.е. движения первых трех групп. Движения пятой группы, т.е. всего корпуса, по возможности должны быть устранены. Для этого все предметы, в первую очередь заготовки, располагают на такой высоте, при которой работающий берет их руками, не сгибаясь.
Основные требования по соблюдению указанного порядка на рабочих местах состоят в следующем:
- все необходимое для работы должно находиться под рукой, чтобы можно было сразу найти нужный предмет;
- инструменты и материалы, которые во время работы требуются чаще, размещают ближе к себе, а применяемые реже – дальше;
- все используемые предметы располагают примерно на высоте пояса;
- инструменты и приспособления размещают так, чтобы их удобно было брать соответствующей рукой: что берут правой рукой – держат справа, что берут левой – слева (рис. 17);
- что используют чаще — кладут ближе, что используют реже — дальше;
- нельзя класть один предмет на другой или на отделанную поверхность детали;
- документацию (чертежи, технологические или инструкционные карты, наряды и др.) держат в удобном для пользования и гарантированном от загрязнения месте;
- заготовки и готовые детали хранят так, чтобы они не загромождали проходы и чтобы рабочему не приходилось часто нагибаться, если надо взять или положить заготовку или изделие; легкие предметы кладут выше тяжелых.
Ручной инструмент должен соответствовать особенностям анатомической формы руки человека: в противном случае в ходе работы будут травмироваться межпальцевые бугорки, снабженные тонкими нервными окончаниями, и ямка ладони – наименее мускулистая часть (рис. 18, а).
На межпальцевых бугорках могут появиться потертости, нарывы, мозоли (рис. 18, а).
Поэтому рукоятки слесарных инструментов должны быть такой формы, которая позволяла бы соприкасаться с рукояткой мышцам большого пальца и бугорка мизинца (рис. 18, б). Эти выступы на ладони имеют не только сильные мускулы, но и упругую жировую ткань, которая смягчает вибрации и удары.
Резьба и резьбовые соединения
... соответствии с которым профиль резьбы соответствует профилю дюймовой резьбы. Резьба стандартизована для диаметров от 16" до 6" (в основной плоскости размеры резьбы соответствуют размерам трубной цилиндрической резьбы). Применяется резьба для резьбовых соединений топливных, масляных, водяных ...
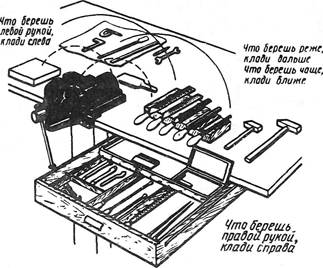
Рисунок. 17. Расположение инструмента на рабочем месте
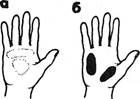
Рисунок. 18. К соответствию ручного инструмента форме руки человека: а — наиболее уязвимые части ладони, б — наиболее сильные и упругие мускулы ладони
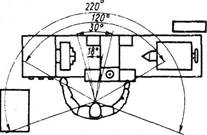
Рисунок. 19. Углы зрения и обзора на рабочем месте
учитывают угол мгновенного зрения, угол эффективной видимости и угол обзора на рабочем месте (рис. 19).
Поворот головы расширяет зону обозрения на соответствующий ему угол. Размер допускаемого поворота составляет 45° в горизонтальной плоскости и 30° — в вертикальной.
3.1 Организация рабочего места слесаря
Рабочим местом называется определенный участок производственной площади цеха, участка, мастерской, закрепленный за данным рабочим (или бригадой рабочих), предназначенный для выполнения
Организация рабочего места является важнейшим звеном организации труда. Правильные выбор и размещение оборудования, инструментов и материалов на рабочем месте создают наиболее благоприятные условия работы.
Под рациональной организацией рабочего места понимают такую организацию, которая при наименьшей затрате сил и средств труда обеспечивает безопасные условия работы, наивысшую производительность и высокое качество продукции.
Рабочее место слесаря организуется в зависимости от содержания производственного задания и типа производства (единичное, серийное, массовое), однако большинство рабочих мест оборудуют, как правило, слесарными верстаками, на которых устанавливают и закрепляют слесарные тиски.
Установка тисков без учета роста работающего значительно тормозит формирование навыков правильного выполнения работы, снижает производительность труда, увеличивает утомляемость. График зависимости производительности труда при выполнении операции опиливания от высоты тисков показан на рис. 20. Оптимальная высота тисков при опиливании – 102 см над уровнем пола (при росте работающего 168 см).
Отступление от этого значения приводит к уменьшению количества снимаемого с заготовки металла. Это объясняется следующим.
При низком расположении тисков (рис. 21, а) предплечье образует с плечом тупой угол, мышцы предплечья сильно напрягаются, движение затрудняется, нарушается равномерность нажима правой и левой руками, спина сгибается. Так как при согнутой спине положение работающего неустойчиво, то он, стремясь сохранить равновесие, наклоняется вперед и усиливает нажим левой рукой. А это вызывает «завал» левого края обрабатываемой заготовки.
При высоком расположении тисков (рис. 21, б) предплечье и плечо образуют острый угол. В этом случае условия работы еще хуже, так как передача усилия резания от плеча к инструменту требует особого напряжения, что часто бывает не под силу учащемуся: усилие передается больше правой рукой, что приводит к «завалам» правого края. Правильное положение работающего показано на рис. 21, е.
Расчет и построение профиля наклонно-направленных скважин
... скважины. При кустовом бурении профиль направленных скважин должен обеспечить заданную сетку разработки месторождения и экономически рациональное число скважин в кусте. Проектирование конфигурации направленной скважины ... наклонно-направленных скважин: 1 - тангенциальные скважины; 2 - S-образные скважины; 3 - J-образные скважины Скважины типа 1 отклоняют вблизи поверхности до угла, соответствующего ...
Высота верстака с установленными на нем тисками определяется в соответствии с ростом работающего (рис. 22, а). Выбирая высоту установки тисков с параллельными губками, согнутую в локте левую руку ставят на губки тисков так, чтобы концы выпрямленных пальцев руки касались подбородка (рис. 22, б) , или устанавливают боек молотка на ударную часть зубила, при этом плечевая часть правой руки должна иметь вертикальное положение, а локтевая – горизонтальное под углом 90°. Стуловые тиски устанавливают на такую высоту, чтобы согнутая в локте левая рука, поставленная на губки тисков, касалась подбородка согнутыми в кулак пальцами (рис. 22, в).
При малом росте рабочего используют специальные регулируемые по высоте подставки (решетки) под ноги.
4 НАРЕЗАНИЕ РЕЗЬБЫ. ПОНЯТИЕ О РЕЗЬБЕ
Наиболее распространенными соединениями деталей машин являются резьбовые. Широкое применение резьбовых соединений в машинах и механизмах объясняется их простотой и надежностью, удобством регулирования затяжки, а также возможностью их разборки и повторной сборки без замены детали.
Нарезанием резьбы называется ее образование снятием стружки (а также пластическим деформированием) на наружных или внутренних поверхностях заготовок деталей.
Резьба бывает наружной и внутренней. Деталь (стержень) с наружной резьбой называется винтом (рис. 253, а) , а с внутренней – гайкой (рис. 253, б).
Эти резьбы изготовляют на станках и вручную. Ниже рассматривается изготовление резьб вторым способом.
Винтовую линию можно представить себе следующим образом. Возьмем цилиндрический стержень диаметром D и вырезанный из бумаги или фольги прямоугольный треугольник ABC , сторона которого АВ равна длине окружности цилиндра п D , т.е. 3,14 D (рис. 254).
Обернем треугольник А BC вокруг цилиндра так, чтобы сторона АВ совместилась с окружностью нижнего основания цилиндра. Тогда другая сторона треугольника ВС расположится по образующей, а гипотенуза .4С образует на поверхности цилиндра винтовую линию. При этом сторона треугольника ВС составит шаг винтовой линии, сторона АС – длину одного витка, а угол CAB — угол подъема винтовой линии (о).
В зависимости от направления подъема витков на цилиндрической поверхности винтовая линия (резьба) может быть правой и левой. Если винтовая линия при навивании треугольника на цилиндр, удаляясь от основания, постепенно поднимается слева направо, т.е. против часовой стрелки (рис. 254, а, б), то она называется правой, соответственно и резьба называется правой. Если винтовая линия при навивании треугольника на цилиндр, удаляясь, постепенно поднимается справа налево, т.е. по часовой стрелке (рис. 254, в, г) , то она называется левой, соответственно и резьба называется левой.
Правыми винтовая линия и соответствующая ей резьба называются потому, что для завинчивания винта с этой резьбой винт (или гайку) надо вращать вправо, т.е. по часовой стрелке (рис. 255,а).
При левой резьбе винт (или гайку) для завинчивания надо вращать влево, т.е. против часовой стрелки (рис. 255, б). В машиностроении чаще применяют правые резьбы.
Оставшееся нетронутым после нарезания резьбы круглое поперечное сечение материала (ряс. 256) является внутренним поперечным сечением резьбы, а диаметр этого сечения – внутренним диаметром резьбы. Наружный диаметр стержня является номинальным диаметром резьбы ( d ) , или диаметром резьбы.
4.1 ОСНОВНЫЕ ЭЛЕМЕНТЫ РЕЗЬБЫ
У всякой резьбы различают следующие основные элементы: профиль; угол и высоту профиля; шаг; наружный, средний и внутренний диаметры резьбы.
Профиль резьбы (рис. 257) рассматривается в сечении, проходящем через ось болта или гайки. Ниткой (витком) называется часть резьбы, образуемой при одном полном обороте профиля.
Угол α профиля — угол между боковыми сторонами (гранями) профиля резьбы, измеряемый в плоскости, проходящей через ось болта. В метрической резьбе этот угол равен 60°, в дюймовой – 55 °.
Высота (глубина, резьбы) H Профиля-расстояние от вершины резьбы до основания профиля, измеряемое перпендикулярно оси болта.
Шаг Р резьбы – расстояние между параллельными сторонами или вершинами двух рядом лежащих витков, измеренное вдоль ОСИ резьбы. Рис. 257. Основные элементы резьбы
В метрической резьбе шаг выражается в миллиметрах; дюймовая резьба характеризуется числом ниток (витков) на одном дюйме.
Наружный диаметр d резьбы – диаметр цилиндра, описанного около резьбовой поверхности. Наружный диаметр измеряется у болтов по вершинам профиля резьбы, у гаек – по впадинам.
Внутренний диаметр d р е з ь б ы — диаметр цилиндра, вписанного в резьбовую поверхность. Внутренний диаметр измеряется у болтов по впадинам, у гаек – по вершинам профиля резьбы.
Средний диаметр d резьбы — диаметр соосного c резьбой цилиндра, образующие которого делятся боковыми сторонами профиля на равные отрезки.
4.2 ПРОФИЛИ РЕЗЬБ
Профиль резьбы зависит от формы режущей части инструмента, с помощью которого нарезается резьба.
Чаще всего применяется цилиндрическая треугольная резьба (рис. 258, а) ; обычно ее называют крепежной, так как нарезают на крепежных деталях, например на шпильках, болтах и гайках.
Конические треугольные резьбы дают возможность получить плотное соединение. Такие резьбы встречаются на конических пробках, иногда – в масленках.
Прямоугольная резьба (рис. 258, б) имеет прямоугольный (квадратный) профиль. Она не стандартизована, трудна в изготовлении, непрочная и применяется редко.
Трапецеидальная ленточная резьба (рис. 258,в) имеет сечение в виде трапеции с углом профиля, равным 30 °. Коэффициент трения у нее мал, поэтому она применяется для передачи движений или больших усилий в металлорежущих станках (ходовые винты), домкратах, прессах и т. п. Витки этой резьбы имеют большое сечение у основания, что обеспечивает ее высокую прочность и удобство при нарезании. Основные элементы трапецеидальной резьбы стандартизованы.
Упорная резьба (рис. 258, г) имеет профиль в виде неравнобокой трапеции с рабочим углом при вершине, равным 30°. Основания витков закруглены, что обеспечивает в опасном сечении прочный профиль. Поэтому данная резьба применяется в тех случаях, когда винт должен передавать большое одностороннее усилие (в винтовых прессах, домкратах и т. п.).
Круглая резьба (рис. 258, д) имеет профиль, образованный двумя дугами, сопряженными с небольшими прямолинейными участками, и углом, равным 30°. В машиностроении эта резьба используется редко. Применяется она в основном в соединениях, подвергающихся сильному износу, в загрязненной среде (арматура пожарных трубопроводов, вагонные стяжки, крюки грузоподъемных машин и т. п.).
Эта резьба не стандартизована.
По числу ниток резьбы разделяют на одноходовые (однозаходные) и многоходовые (многозаходные).
Ходом резьбы называют осевое перемещение винта за один его оборот. Для однозаходных резьб ход равен шагу (расстояние между смежными витками), а для многозаходные — произведению шага на число заходов.
Последнее можно определить, если посмотреть на торец винта (гайки); обычно ясно видно, сколько ниток берет свое начало с торца (рис. 259, а, б). У однозаходной резьбы на торце винта или гайки виден только один конец витка, а у многозаходные – два, три и больше.
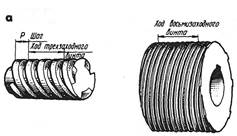
Рисунок. 259. Виды резьб в зависимости от числа заходов: а — трехзаходная,
б – восьмизаходная
Однозаходные резьбы имеют малые углы подъема винтовой линии и большее трение (малый КПД).
Они применяются там, где требуется надежное соединение (в крепежных деталях).
У многозаходных резьб по сравнению с однозаходными угол подъема винтовой линии значительно больше. Такие резьбы применяют в тех случаях, когда необходимо быстрое перемещение по резьбе при наименьшем трении, при этом за один оборот винта (или гайки) гайка (или винт) переместится на величину хода винтовой линии резьбы. Многозаходные резьбы используют в механизмах, служащих для передачи движения.
4.3 Основные типы резьбы и их обозначение
В машиностроении, как правило, применяют три системы резьбы – метрическую, дюймовую и трубную.
Метрическая резьба (рис. 260, а) имеет треугольный профиль с плоскосрезанными вершинами; угол профиля равен 60°, диаметры и шаг выражаются в миллиметрах.
Метрические резьбы делят на резьбы с нормальным шагом (для наружных диаметров 1….68 мм) и с мелкими шагами (для наружных диаметров 1…600мм).
Метрические резьбы с нормальным шагом обозначают М20 (число -наружный диаметр резьбы), с мелкими шагами – М20Х1,5 (первое число – наружный диаметр, второе – шаг).
Метрические резьбы применяют в основном как крепежные: с нормальным шагом – при значительных нагрузках и для крепежных деталей (болтов, гаек, винтов), с мелкими шагами – при малых нагрузках и тонких регулировках.
Дюймовая резьба (рис. 260, б, г) имеет треугольный плоскосрезанный профиль с утлом 55 ° (резьба Витворта) или 60° (резьба Селлерса).
Все размеры этой резьбы выражаются в дюймах (1″ = 25,4 мм).
Шаг выражается числом ниток (витков) на длине одного дюйма.
3/16
В СССР при проектировании новых конструкций применение дюймовой резьбы не разрешается. Ее используют при изготовлении запасных частей для машин и оборудования, полученных из стран, где применяется дюймовая резьба.
Трубная цилиндрическая резьба (рис. 260,в) стандартизована, представляет собой мелкую дюймовую резьбу, но в отличие от последней сопрягается без зазоров (для увеличения герметичности соединения) и имеет закругленные вершины.
За номинальный диаметр трубной резьбы принимается внутренний диаметр трубы (диаметр отверстия, или, как говорят, «диаметр трубы в свету»), т.е. наружный диаметр трубной резьбы будет больше номинального диаметра на удвоенную толщину стенок трубы.
Трубная цилиндрическая резьба применяется для наружных диаметров 1/8 …6″ с числом ниток на одном дюйме от 28 до 11; угол профиля равен 55° . Ее используют на трубах для их соединения, а также на арматуре трубопроводов и других тонкостенных деталей.
Трубную цилиндрическую резьбу обозначают гак: Труб 3/4 » (цифры – номинальный диаметр резьбы в дюймах).
Стандартизованы трубные резьбы диаметрами от 1/8 до 6″ с числом ниток на одном дюйме от 28 до 11
Заключение
В данном реферате было рассмотрено: устройство вертикально-фрезерного станка, принцип его работы; некоторые типы резцов для обработки фасонных поверхностей, классификация слесарных тисков; один из видов обработки металлов — опиливание.
1. Н.И. Макиенко. Общий курс слесарного дела. М. 1984
2. П.М. Денежный, Г.М. Стискин, И.Е. Тхор. Токарное дело. М. 1976
3. Б.Г. Зайцев, С.Б. Рыцев. Справочник молодого токаря. М. 1988
4. В.А. Слепинин. Руководство по обучению токарей по металлу. М. 1974
5. Фрезерное дело: Учеб.пособие для средн.проф.-техн.училищ.- 3-е изд.,перераб. и доп.- М.:Высш.школа, 1980.-208 с., ил. (Профтехобразование. Обраб. резанием).