
. Находят широкое применение и специализированные сверлильные станки для крупносерийного и массового производства, которые создаются на базе универсальных станков путем оснащения их многошпиндельными сверлильными и резьбонарезными головками и автоматизации цикла работы.
На сверлильно-фрезерных станках можно выполнять фрезерование, наклонное торцевое фрезерование, шлифовку поверхности, горизонтальное фрезерование и другие операции. Для выполнения подобных операций используют сверла, зенкеры, развертки, метчики и другие инструменты.
Спектр применения сверлильных станков велик. Они используют в механических, сборочных, ремонтных и инструментальных цехах машиностроительных заводов и в предприятиях малого бизнеса.
Расточные станки — металлорежущие станки для сверления, зенкерования, развертывания, растачивания, нарезания резьбы, обтачивания цилиндрических поверхностей и торцов, фрезерования.
Наиболее распространены универсальные горизонтально-расточные станки. Для выполнения ряда операций используют алмазно-расточные станки, а также координатно-расточные станки.
Глава 1. Сверлильные станки
Рабочими формообразующими движениями при обработке на сверлильных стайках являются главное вращательное движение и поступательное движение подачи шпинделя вдоль его оси. Эти движения сообщаются шпинделем режущему инструменту. Обрабатываемая заготовка при обработке неподвижна.
По технологическому назначению сверлильные станки делят на универсальные (вертикально-сверлильные, радиально-сверлильные, многошпиндельные) и специализированные (горизонтально-сверлильные для глубокого сверления, центровальные для получения центровых отверстий в торцах заготовок валов, станки для обработки отверстий в коленчатых и кулачковых валах, шатунах, фильерах и т. д.).
Специализированные станки применяют в условиях серийного и массового производств.
Вертикально-сверлильные станки
На рис. 1.1показан вертикально-сверлильный станок модели 2HI35. На фундаментной плите 4 смонтирована колонна 3, коробчатой формы, на передней стороне которой имеются вертикальные направляющие для наладочного перемещения шпиндельной бабки 1 и стола 6. Внутри колонны размещен противовес для уравновешивания шпиндельной бабки. Внутри бабки находятся коробка скоростей и коробка подач станка. Шпиндель 7 с режущим инструментом вращается в подшипниках гильзы 8 с зубчатой рейкой; в процессе обработки с помощью реечной передачи гильзе вместе со шпинделем механически или вручную штурвалом 9 сообщается движение осевой подачи. Стол 6 с Т-образными пазами, на котором устанавливают приспособления и заготовку, при наладке перемещают по направляющим колонны вручную с помощью винтового механизма вращением рукоятки 5. В плите расположен бак для СОЖ. которая подается в зону обработки помпой 2.
Металлорежущие станки
... инструмент должен совершать и ряд вспомогательных движений, служащих для подготовки к процессу резания и для завершения операции. Обработка металлов резанием - наиболее древний способ воздействия человека на ... время развитие станкостроительной отрасли идёт в направлении повышения производительности металлорежущих станков, их надёжности и точности на базе применения автоматизированных процессов, ...
Инструменты с коническим хвостовиком устанавливаются непосредственно в конические отверстия шпинделя станка и удерживаются внем силой трения. Когда номера конусов Морзе у инструмента и у шпинделя не совпадают, применяют переходные конусные втулки, надеваемые на хвостовики. Инструменты малого диаметра с цилиндрическим хвостовиком крепятся в сверлильных патронах, вставляемых в шпиндель. В условиях серийного производства с целью повышения производительности для установки инструментов применяют револьверные и многошпиндельные головки.
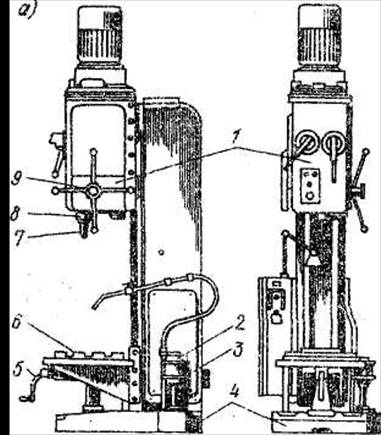
Рис. 1.1 Одношпиндельный вертикально-сверлильный станок модели 2Н135
Заготовки сравнительно больших размеров в единичном производстве крепятся непосредственно к столу станка при помощи болтов и прихватов. Мелкие заготовки закрепляются в машинных тисках. В серийном и массовом производствах для установки и закрепления обрабатываемых заготовок применяют сверлильные приспособления — кондукторы, снабженные закаленными кондукторными втулками, дающими направление инструменту. При использовании кондукторов отпадает необходимость предварительной разметки заготовок под сверление.
Настольно-сверлильные станки
радиально-сверлильных стан
На рис. 1.2 показан радиально-сверлильный станок общего назначения. На плите 1 закреплена тумба 2 с неподвижной колонной 3, на которой смонтирована поворотная траверса (рукав) 5. По направляющим траверсы перемещается бабка б со шпинделем 7. В шпиндельной бабке размещены коробка скоростей, коробка подач и органы управления. Установку шпинделя в горизонтальной плоскости осуществляют в полярных координатах радиальным перемещением бабки и поворотом траверсы. Винтом 4 траверса перемещается вдоль колонны и может быть закреплена на любой высоте в зависимости от высоты заготовки. Заготовка устанавливается либо на съемном столе 8, либо непосредственно на плите /. В некоторых моделях радиально-сверлильных станков шпиндельную бабку выполняют поворотной в вертикальной плоскости, что позволяет обрабатывать отверстия с осями, расположенными под углом.
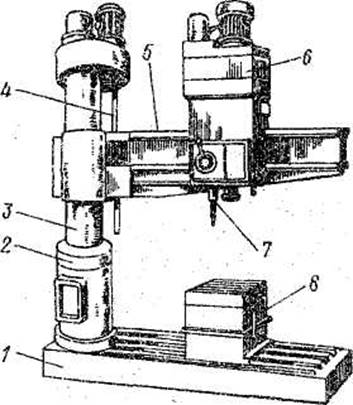
Рис. 1.1 Одношпиндельный радиально-сверлильный станок общего назначения
Для тяжелого машиностроения выпускаются переносные радиально-сверлильные станки, устанавливаемые непосредственно на громоздких заготовках, а также станки, перемещаемые относительно заготовки по рельсам.
Радиально-сверлильные стенки выпускаются с наибольшим диаметром сверления в стали — 25, 35, 50, 75 и 100 мм.
С целью сокращения машинного времени в условиях серийного производства одношпиндельные вертикально- и радиально-сверлильные станки оснащаются многошпиндельными сверлильными головками, позволяющими сверлить одновременно несколько отверстий. На рис. 1.3, а приведена схема сверлильной головки с постоянным расположением шпинделей. Корпус 3 головки крепится к шпиндельной гильзе станка. Вращение от шпинделя станка через конус 1 и центральное зубчатое колесо z 1 через промежуточные зубчатые колеса z 2 передается на колеса z 3 , жестко закрепленные на шпинделях 2 головки. Промежуточные колеса обеспечивают однонаправленное вращение шпинделя станка и шпинделей головки.
Станки с числовым программным управлением
... запас незавершенного производства. 2. Конструктивные особенности станков с ЧПУ Станки с ЧПУ имеют расширенные технологические возможности при сохранении высокой надежности работы. Конструкция станков с ЧПУ должна, как правило, ... ЧПУ различных многоцелевых токарных и сверлильно-фрезерно-расточных станков. К четвертой группе относятся бесцентровые круглошлифовальные станки, в которых от систем ЧПУ ...
В случае малого расстояния между осями шпинделей применяют бесшестеренные сверлильные головки (рис. 1.3, б).
Конус 1 головки снабжен кривошипом 5, который соединен с поводковой плитой 2, поддерживаемой кривошипом 3. С плитой 2 соединены также рабочие шпиндели 4 с кривошипами такого же радиуса. Вращение от шпинделя станка через конус 1 передается на кривошип, сообщающий поводковой плите круговое поступательное движение. От поводковой плиты приводятся во вращение с одинаковой частотой шпиндели 4.
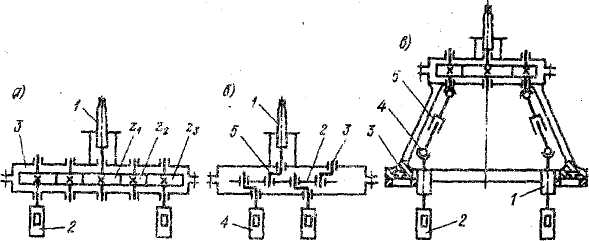
Рис. 1.3. Многошпиндельные сверлильные головки
При необходимости одновременного сверления большого числа (до 200 и более) отверстий в условиях крупносерийного и массового производств применяют многошпиндельные сверлильные станки. Такой станок отличается от одношпиндельного главным образом наличием сверлильной головки колокольного типа с переставными шпинделями (рис. 1.3, в), допускающем переналадку при смене обрабатываемой заготовки.. Рабочие шпиндели 2 размещены в ползунах 1 , которые можно перемещать в радиальном направлении и по окружности относительно опорной плоскости корпуса 8 головки. Передача вращения на переставные шпиндели обеспечивается телескопическими валиками 5 суниверсальными шарнирами 4.
многошпиндедьные сверлильные станки
центральных
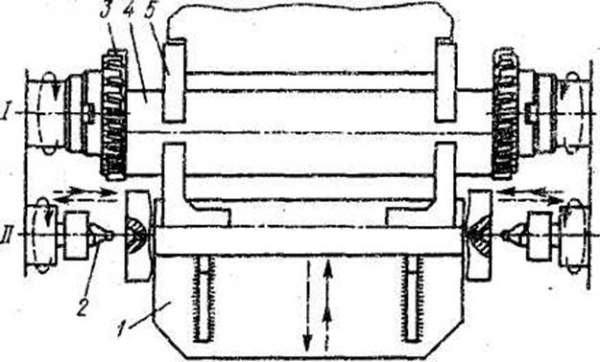
Рис. 1.4. Схема работы фреэерно-центровочного полуавтомата
На рис. 1.4 приведена схема работы двухпозиционного фрезерно-центровочного полуавтомата. Заготовка 4, закрепленная в призмах 5 на столе 1 станка, поступает сначала на позицию /, где ее торцы с подачей стола фрезеруются двумя фрезерными головками 3. После этого стол переносит заготовку в позицию //, где двумя центровыми сверлами 2 производится зацентровка обоих ее торцов.
Глава 2. Обработка заготовок на сверлильных станках
2.1 Характеристика метода сверления
Сверление — распространенный метод получения отверстий в сплошном материале. Сверлением получают сквозные и несквозные (глухие) отверстия и обрабатывают предварительно полученные отверстия с целью увеличения их размеров, повышения точности и снижения шероховатости поверхности.
Специфика формирования технологической части дипломного проекта
... с ограничением сроков реализации и оформления результатов. Роль технологической части дипломной работы Технологический раздел дипломной работы играет важнейшую роль в подготовке и оценке новоиспеченного специалиста. ... цикла и пр.). Какие источники информации кладут в основу технологической части дипломной работы? Технологическая часть ВКР представлена в виде всевозможных расчетов, схем и графиков, ...
Сверление осуществляют при сочетании вращательного движения инструмента вокруг оси — главного движения и поступательного его движения вдоль оси — движения подачи. Оба движения на сверлильном станке сообщают инструменту.
Процесс резания при сверлении протекает в более сложных условиях, чем при точении. В процессе резания затруднен отвод стружки и подвод охлаждающей жидкости к режущим лезвиям инструмента. При отводе стружки происходит трение ее о поверхность канавок сверла и сверла о поверхность отверстия. В результате повышаются деформация стружки и тепловыделение. На увеличение деформации стружки влияет изменение скорости резания вдоль режущего лезвия от максимального значения на периферии сверла до нулевого значения у центра.
2.2 Режим резания. Силы резания.
2.2.1 Режим резания
За скорость резания (в м/мин) при сверлении принимают окружную скорость точки режущего лезвия, наиболее удаленной от оси сверла:
![]() ,
,
где D — наружный диаметр сверла, мм; п — частота вращения сверла, об/мин.
Подача sB (мм/об) равна величине осевого перемещения сверла за один оборот.
глубинурезания
![]() ,
,
а при рассверливании
![]() ,
,
где d — диаметр обрабатываемого отверстия, мм.
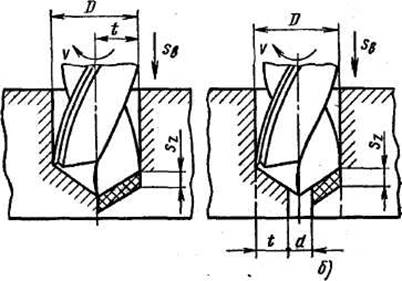
Рис. 2.2.1.1 Схемы сверления (а) и рассверливания (б)
2.2.2 Силы резания
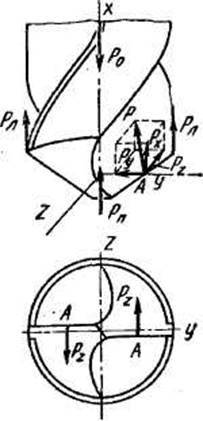
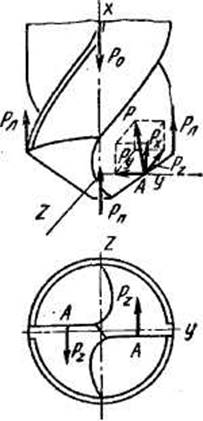 В процессе резания сверло испытывает сопротивление со стороны обрабатываемого материала. Равнодействующую сил сопротивления, приложенную в некоторой точке А режущего лезвия, можно разложить на три составляющие силы Рх , Ру и Рг (рис. 2.3.1).
В процессе резания сверло испытывает сопротивление со стороны обрабатываемого материала. Равнодействующую сил сопротивления, приложенную в некоторой точке А режущего лезвия, можно разложить на три составляющие силы Рх , Ру и Рг (рис. 2.3.1).
Р х
Р п
Рис. 2.2.2.1 Силы, действующие
на сверло
P z
Р о
P o = Cp *Dxp *sl’p *Kp ;
M k = Cm * Dxm *sym *Km ,
С р
Коэффициенты и показатели степеней приведены в справочных материалах.
Осевая сила и крутящий момент являются исходными для расчета сверла и узлов станка на прочность, а также для определения эффективной мощности. Эффективная мощность (в кВт), затрачиваемая на резание при сверлении,
N e = ![]()
N e
![]() =
= ![]() ,
,
Металлорежущий станок
... резания: а) Главное движение Dг – осуществляется с максимальной скоростью. Может передаваться как заготовке (например в токарных станках) так и инструменту (напр. в сверлильных, шлифовальных, фрезерных станках). ... движения Для осуществления процесса резания на металлорежущих станках необходимо обеспечить взаимосвязь формообразующих движений. У металлорежущего станка имеется привод (механический, ...
где η – КПД механизмов передач станка.
2.3 Режущий инструмент
Отверстия на сверлильных станках обрабатывают сверлами, зенкерами, развертками и метчиками.
Сверла.
В рабочей части 6 различают режущую 1 и направляющую 5 части с винтовыми канавками. Шейка 2 соединяет рабочую часть сверла с хвостовиком. Хвостовик 4 служит для установки сверла в шпинделе станка. Лапка 3 является упором при выбивании сверла из отверстия шпинделя.
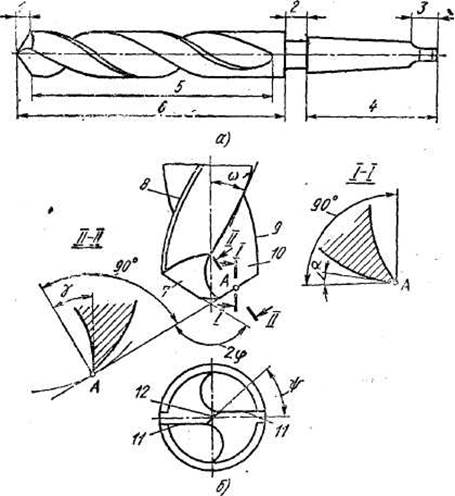
Рис. 2.3.1 Части (а), элементы и углы (б) спирального сверла
Элементы рабочей части спирального сверла показаны на рис. 2.3.1, б. Сверло имеет два главных режущих лезвия 11 ,образованных пересечением передних 10 и задних 7 поверхностей и выполняющих основную работу резания; поперечное режущее лезвие 12 (перемычку) и два вспомогательных режущих лезвия 9. На цилиндрической части сверла вдоль винтовой канавки расположены две узкие ленточки 8, обеспечивающие направление сверла при резании.
К геометрическим параметрам режущей части сверла относятся передний угол γ , задний угол α, угол при вершине сверла 2φ, угол наклона поперечного режущего лезвия ψ и угол наклона винтовой канавки ω.
Передний угол, Задний угол, Угол при вершине сверла, Угол наклона поперечного режущего лезвия, Угол наклона винтовой канавки
Стандартные спиральные сверла выпускают диаметром 0,1 — 80 мм.
Сверла
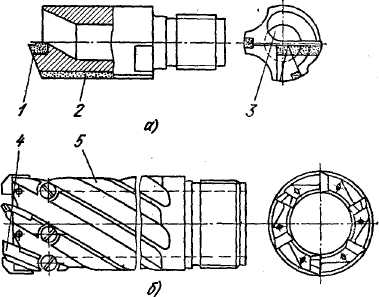
Рис. 2.3.2 Сверла для глубокого сверления
Сквозные отверстия диаметром более 100 мм сверлят кольцевыми сверлами (рис. 2.3.2, б). Сверло состоит из полого корпуса 5 с винтовыми канавками. На его торцовой части, закреплены режущие пластинки 4 (резцы), ширина которых больше толщины стенок корпуса. Режущие лезвия пластинок выступают со стороныторца, наружного и внутреннего диаметров корпуса. Число пластинок 4—8, в зависимости от диаметра сверла. Таким сверлом вырезается кольцевая канавка шириной, равной ширине пластинок.
Охлаждающую жидкость подают через внутреннюю полость сверла, а стружку отводят по винтовым канавкам.
Зенкеры
По виду обрабатываемых отверстий зенкеры делят на цилиндрические (рис. 2.3.3, а), конические (рис. 2.3.3, б) и торцовые (рис. 2.3.3, в). Зенкеры бывают цельные с коническим хвостовиком (рис. 2.3.3, а, б) и насадные (рис. 2.3.3, в). Первые изготовляют диаметром до 32 мм, вторые — до 100 мм.
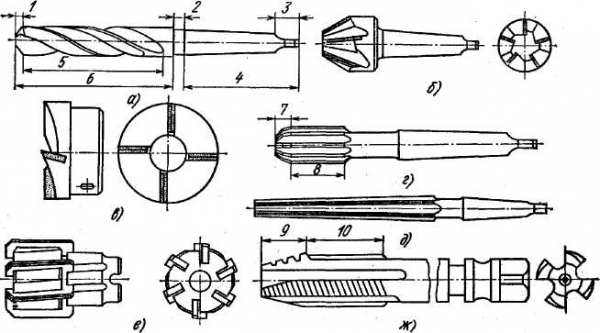
Рис. VI.65. Инструменты для обработки отверстий на сверлильных станках:
а —в — зенкеры; г —е — развертки; ж — метчик
Развертки.
По способу применения различают машинные и ручные развертки. По конструкции крепления развертки делят на хвостовые и насадные. На рис. 2.3.3, е показана машинная насадная развертка с механическим креплением режущих пластинок в ее корпусе.
Зенкование отверстий
... ). Рис. 2 - Комбинированный инструмент: сверло и резец для зенкования отверстий. Таблица 1. Зенкование под болты, гайки и заклепки Основные ... и некоторых других факторов. Зенкерование на вертикально сверлильном станке с ЧПУ Зенкер выбирают по справочникам или ... смазочно-охлаждающие жидкости. Процесс зенкерования чугуна и цветных металлов охлаждения не требует. Правильный подбор металлорежущего зенкера ...
Метчики.
2.4 Приспособления для обработки заготовок на сверлильных станках
При обработке на сверлильных станках применяют различные приспособления для установки и закрепления заготовок на столах станков (рис. 2.4.1).
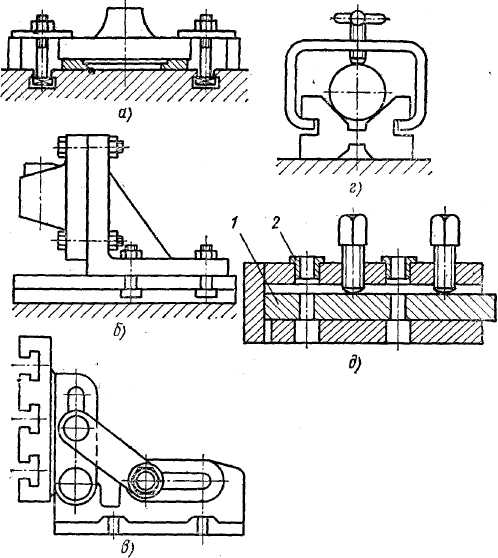
Рис. 2.4.1 Приспособления для закрепления заготовок на сверлильных станках
Заготовки закрепляют прижимными планками (рис. 2.4.1, а) или в машинных тисках. При сверлении сквозных отверстий заготовку устанавливают на подкладки, что обеспечивает свободный выход сверла из отверстия. При обработке отверстий, параллельных или расположенных под углом к установочной плоскости, используют угольники: простые (рис. VI.66, б) и универсальные (рис. 2.4.1, в). Заготовки, имеющие цилиндрические части, закрепляют в трех- или четырехкулачковых патронах, которые крепят на столе станка. При сверлении отверстий в цилиндрических заготовках их устанавливают на призме и закрепляют струбциной (рис. 2.4.1, г). Для сверления нескольких точно расположенных отверстий в заготовках, обрабатываемых большими партиями, широко используют специальные приспособления — кондукторы (рис. 2.4.1, д). Они имеют направляющие втулки 2, обеспечивающие определенное положение режущего инструмента относительно обрабатываемой заготовки 1, закрепляемой в кондукторе. Необходимость в разметке при использовании кондукторов отпадает.
Режущий инструмент в шпинделе сверлильного станка закрепляют с помощью вспомогательного инструмента: переходных втулок, сверлильных патронов и оправок.
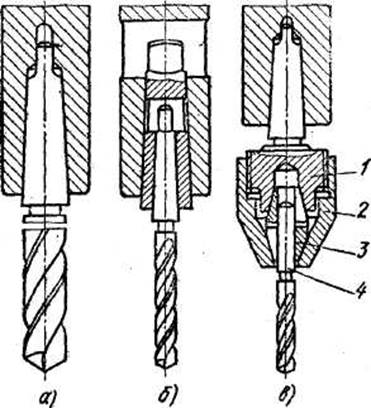
Рис. 2.4.2. Схемы закрепления инструмента в шпинделе станка
Режущие инструменты с коническим хвостовиком закрепляют непосредственно в шпинделе сверлильного станка (рис. 2.4.2, а ).
Если размер конуса хвостовика инструмента меньше размера конического отверстия шпинделя, то применяют переходные конические втулки (рис 2.4.2, б ).
Инструменты с цилиндрическим хвостовиком закрепляют в двух-, трехкулачковых или цанговых патронах. Закрепление режущего инструмента в цанговом патроне показано на рис. 2.4.2, в . На резьбовую часть корпуса патрона 1 навинчивается втулка 2, в которой находится разрезная цанга 3. Цилиндрический хвостовик инструмента 4 вставляют в отверстие цанги и закрепляют вращением втулки 2 по часовой стрелке.
2.5 Обработка поверхностей заготовок на вертикально-сверлильных станках
На рис. 2.5.1 дан общий вид вертикально-сверлильного станка. На фундаментной плите 1 смонтирована колонна 2. В верхней части колонны расположена коробка скоростей 6, через которую шпинделю с режущим инструментом сообщают главное вращательное движение. Движение подачи (поступательное вертикальное) инструмент получает через коробку подач 5, расположенную в кронштейне 4. Заготовку устанавливают на столе 3. Стол и кронштейн имеют установочные перемещения по вертикальным направляющим колонны 2. Совмещение оси вращения инструмента с заданной осью отверстия достигается перемещением заготовки.
Проектирование участка механического цеха для обработки детали-представителя ...
... стакан подшипника - достаточно жёсткая, все поверхности доступны для обработки стандартными инструментами на проход. Наивысшая точность по наружному диаметру - 7 квалитет, параметр шероховатости Ra 1,6. Отверстие ... характеризуется созданием универсальных машин и станков с ЧПУ., непосредственно управляемых ЭВМ ... необходимо иметь запас деталей для бесперебойной работы сборочного цеха: 2-3 дня для ...
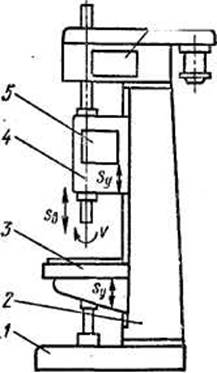
Рис. 2.5.1 Общий вид вертикально-сверлильного станка
На сверлильных станках выполняют сверление, рассверливание, зенкерование, развертывание, цекование, зенкование, нарезание резьбы и обработку сложных отверстий в заготовках небольшой массы (до 25 кг).
Сверление.
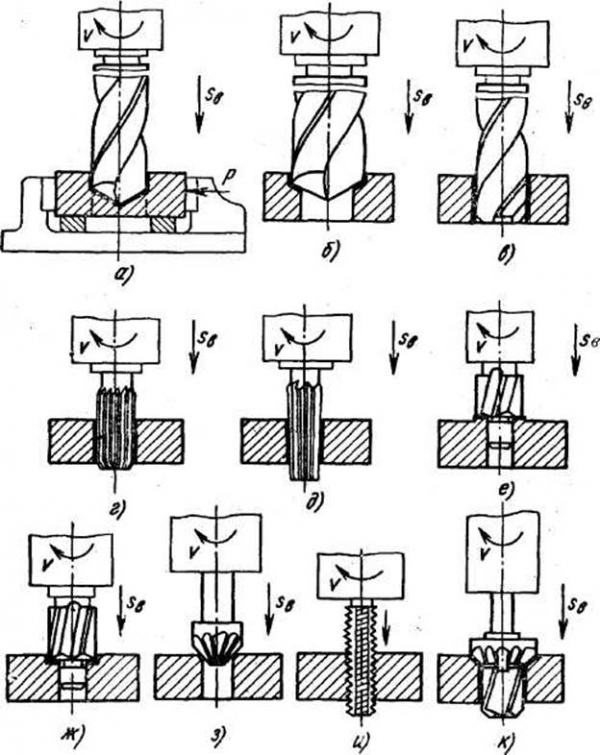
Рис. 2.5.2 Схемы обработки заготовок на вертикально-сверлильных станках
Рассверливание.
Необходимость предварительного сверления с последующим рассверливанием вызывается увеличением длины поперечного режущего лезвия (перемычки) у сверл большого диаметра. При работе таким сверлом в сплошном материале резко возрастает осевая сила. При малом переднем угле перемычка не режет металл, а выдавливает и скоблит его, что создает сопротивление перемещению сверла. Для устранения вредного влияния перемычки на процесс резания диаметр первого сверла должен быть больше ширины перемычки, второго сверла. В этом случае перемычка второго сверла в работе не участвует, и осевая сила уменьшается.
Зенкерование.
Развертывание.
Цекование.
Зенкование.
Нарезание резьбы.
Обработка
2.6 Обработка поверхностей заготовок на радиально-
сверлильных станках
На радиально-сверлильных станках обрабатывают несколько отверстий, расположенных на значительном расстоянии друг от друга, в крупногабаритных и большой массы заготовках.
Эти станки в отличие от вертикально-сверлильных обеспечивают (без изменения положения заготовки) совмещение осей режущего инструмента и обрабатываемых отверстий перемещением шпиндельной головки.
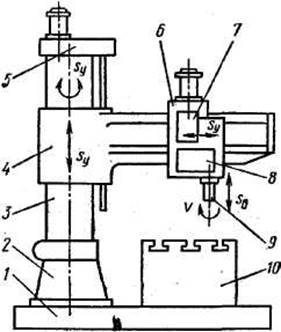
Рис. 2.6.1 Общий вид радиально-сверлильного станка
На рис. 2.6.1 приведен общий вид радиально-сверлильного станка. К фундаментной плите 1 крепят неподвижную колонну 2 с поворотной гильзой 3. На гильзе установлена траверса 4, которая может перемещаться по ней и закрепляться с помощью механизма 5 на определенной высоте в зависимости от размеров обрабатываемой заготовки. Шпиндельная головка 6, внутри которой находятся коробка скоростей 7 и коробка подач 8, перемещается по направляющим траверсы в горизонтальном направлении и вместе с траверсой поворачивается вокруг колонны. Шпиндель 9 с инструментом получает главное вращательное движение и движение подачи (поступательное вертикальное).
Точность механической обработки деталей машин
... обработке, расчета настройки станков, сопоставления точности обработки заготовок при различном состоянии оборудования, инструмента, СОЖ, и .т.д. Качество обработки заготовок на станках с программным управлением Системы автоматического управления точностью обработки деталей Обработка заготовок на станках ...
Заготовку закрепляют на столе 10 или непосредственно на фундаментной плите 1. Инструмент устанавливают в рабочее положение перемещением траверсы вокруг колонны, шпиндельной головки — по направляющим траверсы и шпинделя — вдоль его оси.
2.7 Обработка поверхностей заготовок на агрегатных станках
На агрегатных станках заготовки одновременно обрабатывают несколькими инструментами.
Агрегатные станки изготовляют из стандартных и нормализованных деталей и узлов (агрегатов).
Компоновка станков весьма разнообразна. Она зависит от формы и размеров заготовок, характера выполняемых работ и т.д.
На рис. 2.7.1 приведена одна из разновидностей компоновки агрегатного станка.
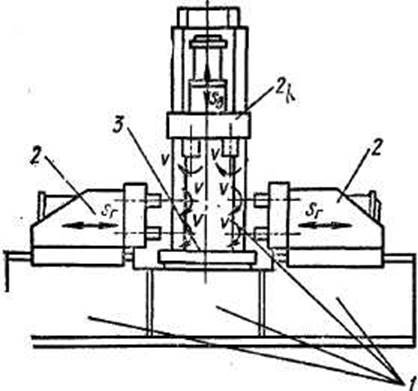
Рис.2.7.1 Общий вид агрегатно-сверлильного станка
Основными нормализованными узлами станка являются станина 7, агрегатная (силовая) головка 2 и стол 3. Заготовку крепят в приспособлении, установленном на столе станка, и обрабатывают с трех сторон одновременно многими инструментами, закрепленными в шпинделях силовых головок. Инструментальные шпиндели вращаются от приводного вала силовой головки — главное движение, а подачу вдоль оси отверстия получают вместе с корпусом силовой головки перемещением ее по направляющим станины.
На агрегатных станках наряду со сверлением растачивают отверстия, фрезеруют поверхности и т. д. Агрегатные станки являются преимущественно станками-полуавтоматами и их часто встраивают в автоматические линии. Они обеспечивают стабильную точность обработки и допускают многократное использование нормализованных деталей и узлов при перекомпоновке станка на выпуск нового изделия.
2.8 Сверление глубоких отверстий
Глубокие отверстия, у которых длина больше пяти диаметров, сверлят на специальных горизонтально-сверлильных станках.
Режущим инструментом являются сверла специальной конструкции (см. рис. 2.3.2).
При сверлении глубоких отверстий обычными спиральными сверлами невозможно обеспечить прямолинейность оси отверстия. Это объясняется погрешностями при заточке спирального сверла и неравномерностью износа главных режущих лезвий, что приводит к неравенству сил резания на главных режущих лезвиях, в результате чего происходит «разбивание» отверстия и увод его оси в сторону. Кроме того, с увеличением длины отверстия затрудняются подвод смазочно-охлаждающей жидкости и отвод стружки из зоны резания.
На рис. 2.8.1, а показана схема сверления отверстия одно-лезвийным специальным сверлом на горизонтально-сверлильном станке. Заготовка 2, закрепляемая в патроне 1 и люнете 3, получает вращательное (главное) движение через коробку скоростей, расположенную в шпиндельной бабке. Сверло 9 закрепляют на резьбе в стебле 5 (трубе), второй конец последнего — в суппорте 6. Перемещением суппорта по направляющим: станины сообщают сверлу продольную подачу. Смазочно-охлаждающая жидкость под большим давлением подается насосом из резервуара 8 по трубопроводу через маслоприемник 4 к режущему лезвию сверла. Стружка отводится вместе с жидкостью через внутренний канал сверла в стружкосборник 7, где она задерживается, а жидкость стекает в отстойник резервуара 8.
При данном методе глубокого сверления весь металл, подлежащий удалению для образования отверстия заданного размера, превращается в стружку (рис. 2.8.1, б).
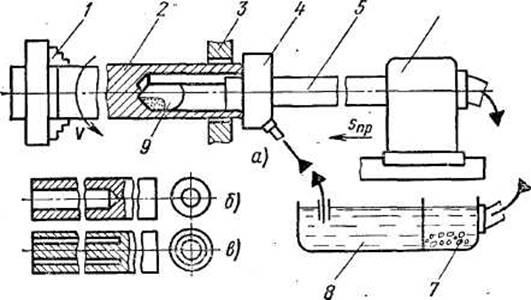
Рис. 2.8.1 Схема глубокого сверления
Глубокие отверстия большого диаметра ( D > 100 мм) сверлят сверлами кольцевого типа. В процессе сверления в стружку превращается только металл кольцевой полости (рис. 2.8.1, в). Оставшийся после кольцевого сверления центральный стержень используют как заготовку для изготовления различных деталей.
2.9 Технологические требования к конструкциям деталей машин, обрабатываемых на сверлильных станках
Отверстия, к которым предъявляют высокие требования по точности изготовления, необходимо выполнять сквозными (рис. 2.9.1, а), а не глухими. Форма и размеры дна глухих отверстий должны соответствовать форме и размерам стандартного инструмента (рис. 2.9.1, б).
У ступенчатого отверстия переходы от одного диаметра к другому лучше делать коническими (рис. 2.9.1, в), так как уступы, расположенные под прямым углом к оси детали, значительно усложняют обработку.
Поверхность, на которой нужно сверлить отверстие, должна быть перпендикулярна его оси, иначе (рис. 2.9.1, г) может произойти поломка сверла. С этой целью на цилиндрических поверхностях литых деталей необходимо предусматривать плоскости, перпендикулярные к оси отверстия (рис. 2.9.1, д), а на заготовках из проката фрезеровать уступы (рис. 2.9.1, е).
Смазочные отверстия лучше располагать перпендикулярно к поверхности, на которой они должны находиться (рис. 2.9.1, ж). Наклонное их расположение (рис. 2.9.1, з) затрудняет обработку.
Глубокие отверстия (рис. 2.9.1, и) рекомендуется заменять двумя неглубокими (рис. 2.9.1, к), что обеспечивает их одновременную обработку с двух сторон на агрегатном станке.
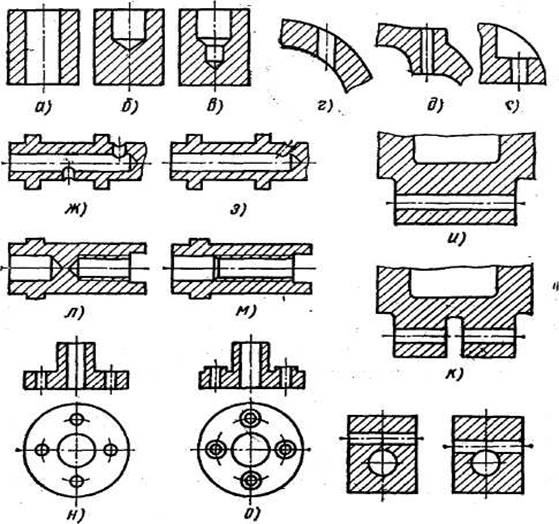
Рис. 2.9.1 Примеры конструкций деталей машин, обрабатываемых на сверлильных станках
Рекомендуется использовать ступенчатые отверстия (рис. 2.9.1, м) вместо двух глухих соосных отверстий (рис. 2.9.1, л), что исключает необходимость обработки их за две установки и устраняет погрешности, связанные с взаимным расположением отверстий.
На заготовках формы тел вращения следует предусматривать сплошную обработку торцовой поверхности фланца (рис. 2.9.1, н) вместо обработки торцовой поверхности каждого отверстия (рис. 2.9.1, о).
При проектировании нескольких отверстий их оси не должны скрещиваться (рис. 2.9.1, п). В конструкции, приведенной на рис. 2.9.1, р, режущие лезвия сверла будут работать в неодинаковых yсловиях, и отверстия получатся неточными.
Глава 3. Расточные станки
Формообразующими движениями в расточных станках являются вращение шпинделя (главное движение) и движение подачи. В зависимости от условий обработки подача сообщается либо инструменту, либо заготовке.
В зависимости от назначения, характера операций и конструктивных особенностей расточные ставки делят на универсальные (горизонтально-расточные, координатно-расточные и алмазно-расточные) и специализированные (одиошпиидельные и многошпиндельные вертикально-расточные станки, станки для обработки деталей данного класса, например для растачивания отверстий в головках, шатуна, и др.).
горизонтально-расточные станки
На рис. 3.1 показан горизонтально-расточный станок модели 2620В. На станине 3 коробчатой формы справа жестко закреплена передняя (правая) стойка 2. По вертикальным направляющим стойки перемещается шпиндельная бабка, в которой размещены механизмы главного движения, перемещения выдвижного шпинделя 11 , вращения планшайбы 10, радиального перемещения суппорта 12 по пазу планшайбы. На горизонтальных направлениях станины 3 смонтированы продольные салазки 5 с зажимным устройством для фиксации их положения в продольном направлении. На поперечных направляющих продольных салазок установлены поперечные салазки 6 с поворотным столом 7 и их зажимные устройства. С левой стороны станины установлена задняя (левая) стойка 8 с люнетом 9, служащим для поддержания борштанги (расточной скалки) с перемещающимся по вертикальным направляющим задней стойки синхронно со шпиндельной бабкой. В правой нижней части станины установлен привод подачи 4 станка.
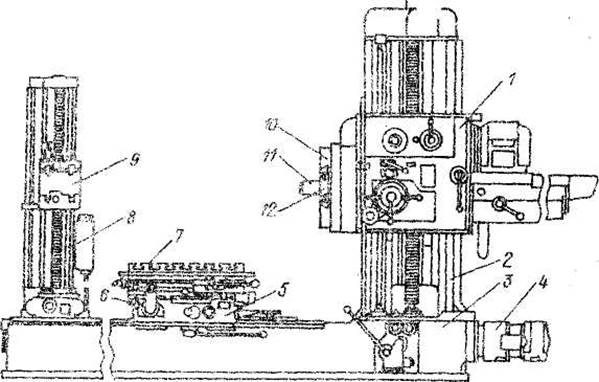
Рис 3.1 Горизонтально-расточный станок
Тяжелые горизонтально-расточные станки для обработки особо крупных заготовок (расточные колонки) не имеют задней стойки и стола, поэтому заготовку устанавливают непосредственно на станину В таких станках все необходимые движения совершаются шпиндельной бабкой и шпинделем. Основным размером горизонтально-расточного станка является диаметр выдвижного шпинделя, который может составлять от 60 до 320 мм (у расточных колонок).
Координатно-расточные станки
По компоновке координатно-расточные станки выполняют одностоечными и двухстоечными (для крупных заготовок).
Главным движением является вращение шпинделя, а движением подачи— осевое движение шпинделя, всегда расположенного верти-4сально. Установочные движения в одностоечных станках — продольное и поперечное перемещение стола на заданные координаты. Применяя поставляемые со станком поворотные столы и другие принадлежности, можно обрабатывать отверстия, заданные в полярной системе координат, наклонные и взаимно перпендикулярные отверстия и т. п. Для точного измерения координатных перемещений станки оснащены различными механическими, оптико-механическнми, индуктивными или электронными устройствами отсчета. Точность линейных перемещений достигает 2—8 мкм, а угловых 5”. Станки имеют жесткую конструкцию. Для обеспечения высокой точности обработки их необходимо устанавливать на специальных виброизолирующих фундаментах в термоконстантных помещениях с температурой воздуха 20±0,2 °C.
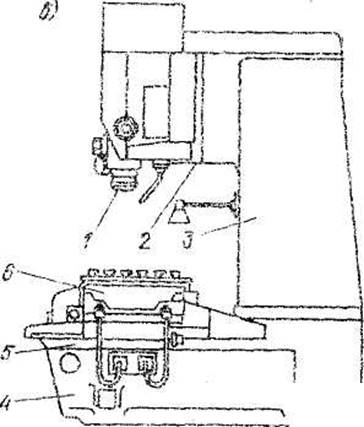
Рис. 3.2 Координатно-расточный станок
Координатно-расточный станок приведен на рис. 3.2. На станине 4 жестко закреплена стойка 3 коробчатого сечения с вертикальными направляющими. На направляющих стойки установлена шпиндельная бабка 2, в которой размещены коробки скоростей и подач, шпиндель 1 и механизмы управления. При наладке бабку можно перемещать по вертикали в зависимости от высоты обрабатываемой заготовки и закреплять в требуемом положении. На горизонтальных направляющих станины смонтированы поперечные салазки 5, по которым в продольном направлении перемещается стол 6. На станине установлены приводы продольного и поперечного перемещения стола и салазок.
Координатно-расточные станки характеризуются размерами стола, которые могут составлять от 160×280 до 1400×2200 мм.
Алмазно-расточные станки
Алмазно-расточные станки отличаются высокой частотой вращения шпинделя (до 5000 мин -1 ) и большой жесткостью, позволяющей уменьшить вибрации технологической системы СОЗ (станок — оснастка (включает в себя станочные приспособления и инструмент) — заготовка).
По расположению шпинделя станки делятся на вертикальные и горизонтальные, а по числу шпинделей — на одношпиндельные и многошпиндельные, причем расположение шпинделей относительно обрабатываемой заготовки может быть односторонним или двусторонним. Наряду с универсальными алмазно-расточными станками выпускаются специальные станки для обработки конкретной детали, например поршня, шатуна, вкладыша и т. п.
Главным движением в алмазно-расточных станках является вращение расточного шпинделя, несущего инструмент. Движение подачи в горизонтальных станках сообщается столу с закрепленной на нем заготовкой, а в вертикальных станках — шпинделю. Шпиндели алмазно-расточных станков монтируют в прецизионных подшипниках. Чтобы исключить вибрации, вращение сообщается шпинделю с помощью ременной передачи и регулируется ступенчатыми или сменными шкивами. Для осуществления движения подачи обычно применяется гидравлический привод, обеспечивающий плавную работу и бесступенчатое регулирование подачи.
Глава 4. Обработка заготовок на расточных станках
4.1 Характеристика метода растачивания
Расточные станки применяют в основном для обработки отверстий с точно координированными осями в крупно- и среднегабаритных заготовках корпусных деталей.
На расточных станках выполняют сверление, зенкерование, развертывание и растачивание отверстий, обтачивание наружных цилиндрических поверхностей резцом, подрезание торцов, нарезание резьбы и фрезерование плоскостей.
Поверхности на расточных станках формообразуются за счет сочетания главного вращательного движения резца или другого режущего инструмента и движения подачи, сообщаемого инструменту или заготовке. Направление подачи может быть продольным, поперечным, радиальным и вертикальным в зависимости от характера обрабатываемой поверхности.
Обработка поверхностей заготовок резцами является наиболее характерной для расточных станков.
Расточные резцы работают в менее благоприятных условиях, чем токарные. Они имеют меньшие размеры, зависящие от размера оправок, в которых их закрепляют, и диаметра обрабатываемого отверстия. Оправка с резцом под действием силы резания может изгибаться. Нежесткость инструмента является причиной вибраций в процессе резания и снижения качества обработанной поверхности. Поэтому для обеспечения высокой точности обрабатываемых поверхностей расточные станки имеют повышенную жесткость.
4.2 Режим резания
При работе на расточных станках (рис. 4.2.1) главное вращательное движение инструмента характеризуется скоростью резания.
скорость резания
![]() ,
,
где D — диаметр окружности, на которой расположена точка режущего лезвия инструмента, наиболее удаленная от оси вращения, мм; п — частота вращения режущего инструмента, об/мин.
При растачивании D — диаметр обработанной поверхности; при обтачиванииD — диаметр обрабатываемой поверхности. При сверлении, зенкеровании, развертывании и фрезеровании вместо D в формулу подставляют диаметры инструментов.
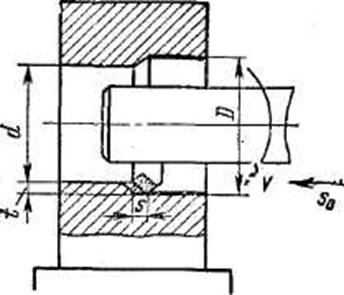
Рис. 4.2.1 Схема растачивания отверстия
Подача s — перемещение режущего инструмента (или заготовки) относительно обрабатываемой поверхности (измеряется в мм/мин или за один оборот шпинделя — в мм/об).
Глубина резания
![]() ,
,
где D — диаметр отверстия после обработки, мм; d — диаметр отверстия до обработки, мм.
4.3 Режущий инструмент
На расточных станках для обработки поверхностей используют различные инструменты: резцы, сверла, зенкеры, развертки, метчики, фрезы.
Расточные резцы.
В зависимости от вида обработки используют различные типы расточных резцов: проходные, подрезные, канавочные и резьбовые. Широко применяют пластинчатые резцы. Они являются основным инструментом для растачивания отверстий диаметром более 20 мм. Пластинчатые резцы делят на одно- и двухлезвийные (рис. 4.3.1, в). Для получения отверстия заданного диаметра о дно лезвийный пластинчатый резец необходимо соответствующим образом установить в оправке. Двухлезвийные пластинчатые резцы выполняют по размеру растачиваемого отверстия. Для установки на оправке пластинчатые резцы имеют отверстие, выполненное по диаметру оправки.
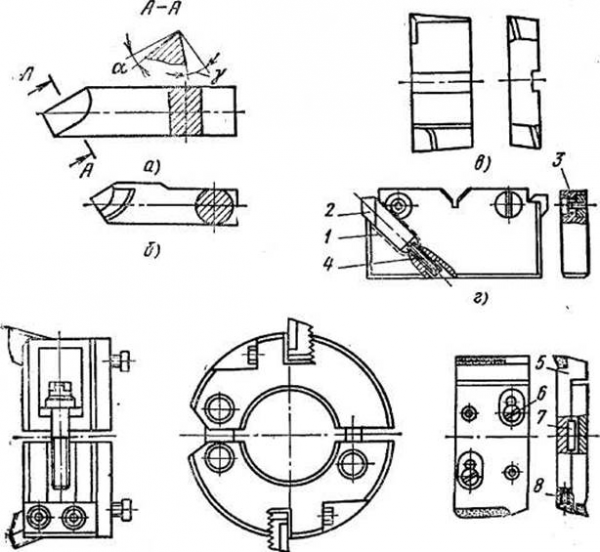
Рис. 4.3.1 Режущий инструмент для растачивания отверстий
Расточныеблоки (рис. 4.3.1, г) представляют собой сборную конструкцию, состоящую из корпуса 1 и вставных регулируемых резцов 2, закрепленных винтами 3 и 4. Резцы регулируют по диаметру растачиваемого отверстия.
Расточные головкиприменяют для обработки отверстий большого диаметра.
На рис. 4.3.1, д показана разъемная расточная головка для обработки отверстий диаметром 130—225 мм. Подрезные резцы головки предварительно устанавливают по диаметру и торцу на заданный размер, что позволяет производить обработку ряда соосных отверстий как по диаметру, так и по торцам.
Специальные развертки.
и регулируемыми ножами применяют для окончательной обработки отверстий после предварительного растачивания их резцами.
Регулируемая плавающая развертка (рис. 4.3.1, е) имеет два ножа 5, взаимно перемещающихся по шпонке 7 и скрепленных винтами 6 при упоре в винт 8, положение которого регулируется в зависимости от заданного размера обрабатываемого отверстия. Развертка оснащена пластинками из твердого сплава.
4.4 Приспособления для обработки заготовок на расточных станках
Заготовки на столе расточного станка закрепляют с помощью различных универсальных приспособлений: прижимных планок, станочных болтов, угольников, призм (см. рис. 2.4.1, а — г).
При обработке отверстий и плоскостей, расположенных под углом к основанию заготовки или друг к другу, применяют угольники. Заготовку устанавливают на вертикальной плоскости угольника (см. рис. 2.4.1, б, в). Заготовки с опорными поверхностями цилиндрической формы устанавливают на призмы: короткие заготовки — на одну призму, длинные — на две.
Корпусные детали отличаются большим многообразием форм и размеров обрабатываемых поверхностей и точностью их обработки. В зависимости от этого используют различные конструкции расточных кондукторов для закрепления корпусных заготовок и обеспечения правильного положения инструмента относительно обрабатываемой поверхности.
Режущий инструмент на расточных станках закрепляют с помощью вспомогательного инструмента: консольных оправок, двухопорных оправок и патронов. Использование вспомогательного инструмента обусловлено тем, что резец нельзя непосредственно закреплять в расточном шпинделе или радиальном суппорте. Расточные оправки имеют прямоугольные, квадратные или круглые окна для резцов, расположенные под углом 45° или 90° к оси оправки. Короткие консольные оправки предназначены для закрепления одного или двух резцов при растачивании глухих и сквозных отверстий небольшой длины.
Для закрепления стандартных многолезвийных режущих инструментов (сверл, зенкеров, разверток, фрез и т. п.) на расточных станках применяют специальные оправки, переходные втулки и патроны.
4.5 Обработка поверхностей заготовок на горизонтально-расточных станках
Горизонтально-расточные станки относятся к числу наиболее распространенных, на их базе выполнены конструкции других универсальных и специальных расточных станков.
На рис. 4.5.1 показан общий вид горизонтально-расточного станка. На станине 1 установлена стойка 2, на вертикальных направляющих которой смонтирована шпиндельная бабка 3. В шпиндельной бабке расположены коробка скоростей и коробка подач. Шпиндель коробки скоростей полый, на нем закреплена планшайба 4 с радиальным суппортом 5. Внутри полого шпинделя смонтирован расточной шпиндель 6. Задняя стойка 7 с подшипником 8 предназначена для поддерживания длинных расточных оправок. Подшипник 8 перемещается по задней стойке 7 синхронна со шпиндельной бабкой 3, сохраняя соосность со шпинделем.
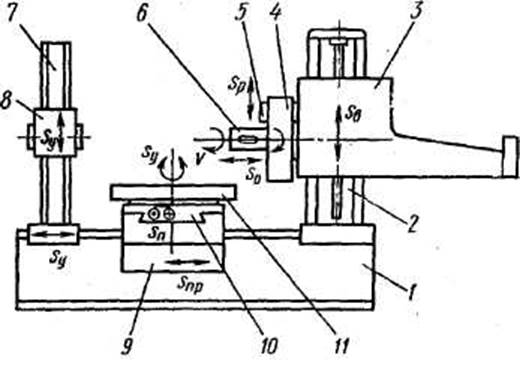
Рис. 4.5.1 Общий вид горизонтально-расточного станка
Заготовку устанавливают на но во ротном столе 11, состоящем из двух частей: салазок 9, перемещающихся вдоль станины, и каретки 10, имеющей поперечное перемещение. Главным движением является вращение расточного шпинделя или планшайбы. Движение подачи в зависимости от характера обрабатываемых поверхностей получает стол (заготовка) или инструмент за счет осевого перемещения расточного шпинделя 6, радиального перемещения суппорта 5 или вертикального перемещения шпиндельной бабки 3 по направляющим стойки 2 .
На расточных станках обрабатывают отверстия, наружные цилиндрические и плоские поверхности, уступы, канавки, реже конические отверстия и нарезают внутреннюю и наружную резьбы резцами. Наиболее распространенным видом обработки на расточных станках является растачивание отверстии.
Растачивание цилиндрических отверстий.
Резцы закрепляют в консольной или двухопорной оправке. Использование консольной оправки целесообразно в тех случаях, когда длина обрабатываемого отверстия l ≤ 5 d , так как с увеличением длины оправки снижается ее жесткость, что приводит к необходимости уменьшения глубины резания.
На рис. 4.5.2, а показана схема растачивания отверстия небольшой длины двухлезвийным пластинчатым резцом, закрепленным в консольной оправке. Заготовке сообщают продольную подачу. При небольшой длине отверстия, когда возможна работа с короткой жесткой оправкой, растачивают при осевой подаче расточного шпинделя. Растачиванием с продольной подачей заготовки получают более правильное отверстие вследствие постоянного вылета шпинделя.
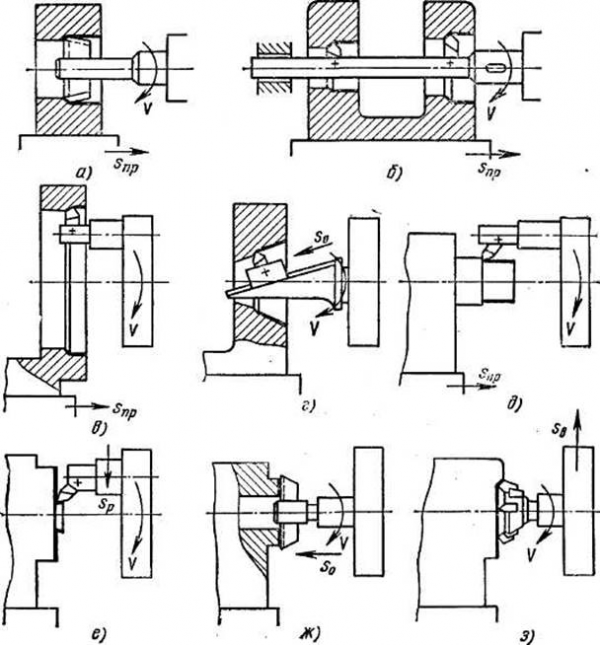
Рис. 4.5.2 Схемы обработки поверхностей заготовок на горизонтально-расточных станках
Отверстия с отношением > 5 и соосные отверстия растачивают резцами, закрепленными в двухопорной оправке. При ее установке необходимо точно совместить ось шпинделя с осью втулки подшипника задней стойки.
На рис. 4.5.2, б показано одновременное растачивание двух соосных отверстий. Оправка с резцами получает главное вращательное движение, а заготовка — продольную подачу в направлении от задней стойки к шпиндельной бабке.
Одновременное растачивание резцами нескольких отверстий повышает производительность, но не обеспечивает точности, поэтому таким способом обычно производят черновую обработку. При чистовом растачивании для обеспечения высокого качества обработки каждое отверстие рекомендуется растачивать отдельно.
Отверстия большого диаметра, но малой длины растачивают резцом, закрепленным в радиальном суппорте планшайбы (рис. 4.5.2, в). Планшайбе с резцом сообщают главное вращательное движение, а столу с заготовкой — продольную подачу. Отверстия диаметром более 130 мм обрабатывают расточными блоками и головками.
Растачивание параллельных и взаимно перпендикулярных отвер
Растачивание конических отверстий.
Сверление, зенкерование, развертывание, цекование, зенко
Обтачивание наружных цилиндрических поверхностей.
Подрезание торцов.
На рис. 4.5.2, е показано подрезание торца проходным резцом, закрепленным на радиальном суппорте планшайбы. Резцу сообщают радиальную подачу (в направлении, перпендикулярном к оси шпинделя) перемещением суппорта планшайбы. Небольшие плоскости подрезают пластинчатым резцом (рис. 4.5.2, ж), которому сообщают осевую подачу (в направлении, параллельном оси шпинделя) перемещением расточного шпинделя. Обработка торцовых поверхностей с радиальной подачей обеспечивает большую их точность.
Фрезерование поверхностей.
4.6 Обработка поверхностей заготовок на координатно-расточных станках
На координатно-расточных станках обрабатывают точные отверстия, при этом обеспечивается большая точность расположения их осей.
На рис. 4.6.1 показан общий вид одностоечного координатно-расточного станка. На станине 1 смонтирована стойка 2. В верхней части стойки расположена коробка скоростей 3 и расточная головка 4 со шпинделем 5. Шпинделю с инструментом сообщают главное вращательное движение через коробку скоростей 3. Шпиндель станка имеет также вертикальное перемещение (движение подачи).
Заготовку закрепляют на столе 6, имеющем салазки 7.
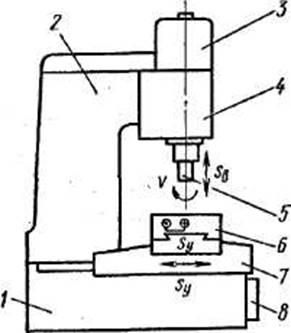
Рис. 4.6.1 Общий вид координатно-расточного станка
Шпиндель на заданные координаты устанавливают перемещением стола 6 в двух взаимно перпендикулярных направлениях: продольном по направляющим салазок 7 и поперечном по направляющим станины 1. Стол перемещается от привода 8. Для точного отсчета перемещений (координат) на станке имеются масштабные зеркальные валики и оптические системы. Точность установки координатных размеров достигает 0,001 мм.
Координатно-расточные станки отличаются от обычных расточных станков повышенной жесткостью. Для обеспечения высокой точности обработки фундамент этих станков изолируют от воздействия колебаний соседнего оборудования; станки устанавливают в помещении с постоянной температурой +20° С (±1°).
На этих станках можно не только выполнять точные расточные работы, но и проводить точные измерения. Координатно-расточные станки применяют главным образом для изготовления изделий инструментального производства (штампов, пресс-форм, шаблонов, копиров, приспособлений).
4.7 Обработка поверхностей заготовок на алмазно-расточных станках
На алмазно-расточных станках окончательно обрабатывают отверстия алмазными и твердосплавными резцами.
На рис. 4.7.1 показан одношшгадельный алмазно-расточной станок с горизонтальным расположением шпинделя. На станине 1 установлена расточная головка 2, В головке расположен закреплена оправка с резцом. Заготовку закрепляют на столе 3, имеющем перемещение по направляющим станины — продольную подачу, величина которой регулируется механизмом подач 4. Два соосных отверстия обрабатывают на алмазно-расточных станках двустороннего действия, имеющих две расточные головки.
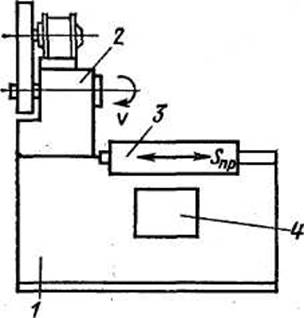 |
Рис. 4.7.1 Общий вид алмазно-расточного станка
Высокая точность и малая шероховатость обработанной поверхности обеспечиваются применением высоких скоростей резания (200—1000 м/мин), малых подач (0,01—0,1 мм/об) и глубин резания (0,05—0,2 мм).
При обработке цветных металлов применяют алмазные, а при обработке черных металлов — твердосплавные резцы.
Алмазно-расточные станки широко применяют для растачивания отверстий в блоках цилиндров и гильзах тракторных, автомобильных и мотоциклетных двигателей.
4.8 Технологические требования к конструкциям деталей машин, обрабатываемых на расточных
Отверстия в корпусных деталях следует предусматривать простой формы (рис. 4.8.1, а). Глухие глубокие отверстия, атакже конические и с выточками (рис. 4.8.1, б) трудно обрабатывать.
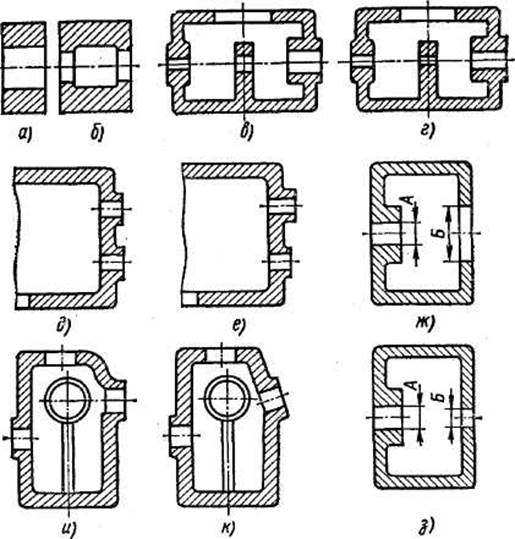
Рис. 4.8.1 Примеры конструкций деталей машин, обрабатываемых на расточных станках
Детали с несколькими соосными отверстиями целесообразно конструировать так, чтобы их диаметры последовательно уменьшались в одном направлении (рис. 4.8.1, в). При этом отверстия можно одновременно растачивать за один проход резцами, установленными на двухопорной оправке.
Если в корпусной заготовке имеются внутренняя стенка или отверстия небольшого диаметра, не позволяющие ввести оправку, то такая конструкция является нетехнологичной (рис. 4.8.1, г). Расположение торцов следует предусматривать в одной плоскости (рис. 4.8.1, д), что позволит обрабатывать их за один проход. Наличие уступов в отверстиях и расположение торцовых поверхностей на разных высотах (рис. 4.8.1, е) затрудняют обработку.
Большое значение имеет свободный доступ ко всем элементам детали при обработке и измерении. В рекомендуемой на рис. 4.8.1, ж конструкции за счет увеличения диаметра отверстия В облегчается доступ режущего инструмента для подрезания торца отверстия А. Конструкция, приведенная на рис. 4.8.1, з, является менее технологичной.
ЗАКЛЮЧЕНИЕ, Сверлильные станки
- рассверливания отверстий (чтобы обеспечить высокую точность и шероховатость имеющегося в заготовке отверстия);
- вырезания дисков;
- выполнения операций вроде вырезания дисков посредством зенкеров, сверл, разверток, метчиков и т.д;
- нарезания внутренних резьб;
- зенкования поверхностей торца;
- раскатывания отверстий оправками.
Также сверлильные станки применяются для получения в основании уже имеющего отверстия гнезд, которые обладают плоским дном, под головки болтов и винтов. Но сфера использования сверлильных станков на самом деле гораздо шире спектра перечисленных операций. Они используются и для обработки отверстий с большим числом граней, для развальцовки полых заклепок.
Универсальные сверлильные станки бывают следующих типов:
- настольные (одношпиндельные, в том числе, с ЧПУ);
- вертикальные (одношпиндельные, в том числе, с ЧПУ);
- радиальные (в том числе, с ЧПУ);
- станки для глубокого сверления;
- многошпиндельные.
При помощи специальных инструментов и приспособлений на сверлильных станках можно вырезать большие отверстия, растачивать отверстия, делать притирку точных отверстий. Используют сверлильные станки в сборочных, механических, инструментальных, ремонтных цехах, а также в ремонтных мастерских различного назначения.
Расточные станки
Наиболее распространены универсальные горизонтально-расточные станки. Для выполнения ряда операций используют алмазно-расточные станки, а также координатно-расточные станки.
Универсальный горизонтально-расточной станок имеет горизонтальный шпиндель, смонтированный в бабке, которая перемещается вверх и вниз по передней стойке. Приняты 3 основных типа компоновки:
- станки для обработки мелких и средних изделий со шпинделем диаметром до 125 мм, столом, перемещающимся в двух взаимно перпендикулярных направлениях, и неподвижной передней стойкой;
- станки для обработки средних и крупных изделий со шпинделем диаметром от 100 до 200 мм, столом и передней стойкой, перемещающимися во взаимно перпендикулярных направлениях;
- станки для обработки особо крупных изделий со шпинделем диаметром от 125 до 320 мм, без стола, с передней стойкой (колонкой), перемещающейся в одном или двух направлениях.
Шпиндельный узел, обеспечивающий станку широкую универсальность, состоит из полого шпинделя, несущего планшайбу с расточным резцом (главное движение), и внутреннего расточного шпинделя, перемещающегося в осевом направлении (движение подачи).
Наличие имеющих раздельные приводы планшайб с радиальным суппортом и внутреннего шпинделя, использование различных приспособлений значительно расширяют технологические возможности станка (например, совмещение переходов).
Тенденциями развития расточных станков можно отметитьследующие: повышение жесткости и виброустойчивости, снижение трения в подвижных узлах, применение системы цифровой индикации, числового программного управления, методов дистанционного наблюдения и контроля за процессом обработки (главным образом в тяжелых и уникальных станках).
Таким образом, станки сверлильно-расточной группы предназначены для обработки отверстий. По характеру обработки и виду применяемого режущего инструмента ониделятся на две подгруппы: сверлильные и расточные станки. Сверлильные станки применяют для обработки сквозных и глухих отверстий как в сплошном материале, так и уже имеющихся в заготовке мерными осевыми инструментами — сверлами, зенкерами, зенковками, цековками, развертками, метчиками и т. п. Кроме того, расточные станки предназначены в основном для обработки отверстий расточными резцами, головками и блоками.
СПИСОК ЛИТЕРАТУРЫ:
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/tema-osobennosti-razmetki-linz-pri-sverlenii/
1) Ансеров Ю.М., Салтыков В.А., Семин В.Г., Машины и оборудование машиностроительных предприятий: Учебник для инженерно-экономических специальностей вузов. – Л.: Политехника, 1991. – 365 с.: ил.
2) Анурьев В.И., Справочник конструктора-машиностроителя: В3-х т. Т.1.-5-е издание, перераб. и доп. — М.: Машиностроение, 1979. — 788 с.
3) Анурьев В.И., Справочник конструктора-машиностроителя: В3-х т. Т.1.-6-е издание, перераб. и доп. — М.: Машиностроение, 1982. — 584 с ил.
4) Дальский А.Н., Арутюнова И.А., Технология конструкционных материалов, Учебник. — М.: Машиностроение 1985. — 450 с.