
1. Роль и значение профессии электрогазосварщик
Современный мир полностью держится на металле. Без него нельзя построить высокие здания, машины, корабли. Металл применяется повсеместно: в быту, в промышленности, в строительстве. Поэтому, специалист по металлу, соединяющий металлические детали в сложные конструкции при помощи электрической сварки, будет нужен всегда. Сварщик — профессия ответственная, почти виртуозная, от качества работы которого зависит многое — долговечность и устойчивость строительных конструкций, работа и срок службы различной техники.
Временем возникновения профессии сварщик можно считать 1802 год, когда В. Петров открыл эффект электрической дуги, при возникновении которой между двумя угольными электродами, создаётся высокая температура. Эта температура настолько высока, что позволяет расплавлять металлы. С момента этого открытия и до его промышленного применения прошёл немалый период времени. Но спустя десятилетия, метод соединения металлов электродуговым способом произвёл революцию в различных отраслях промышленности, строительства и стал массовой технологией соединения материалов….
Сварочные работы применяются во многих отраслях промышленности. Сварщики трудятся на стройплощадках, создавая конструкции и системы различных коммуникаций, в промышленности, где применяют свой опыт и навыки в машиностроении, кораблестроении и в других областях, таких как, энергетика, нефтеперерабатывающая промышленность, сельское хозяйство. Трудно назвать такой сегмент производства, где не применялся бы труд сварщика.
Сварщик, как профессия, подразделяется на несколько специализаций: сварщик ручной дуговой сварки, газосварщик, оператор автоматических сварочных аппаратов. Рабочие всех этих специальностей занимаются одним делом — соединением металлических конструкций, сложных аппаратов, деталей, узлов методом сплавления металлов. От мастерства сварщиков зависит качество сварочных швов. Любые ошибки, небрежность, допускаемые в работе, могут привести к катастрофическим последствиям. Страшно подумать, к чему могла бы привести некачественная работа по сварке нефте- или газопроводов. Сварщик — профессионал должен знать электротехнику, технологию плавления металлов, свойства газов, применяемых для антиокисления, методы и принципы действия используемых агрегатов и оборудования. Большое значение имеет соблюдение техники безопасности и производственной санитарии.
К плюсам профессии можно отнести престижность и высокую востребованность на рынке труда, как в государственном секторе экономики, так и в частном. Молодым специалистам, только что окончившим училище, работу долго искать не придётся — она находит их сама. Сварщиков без опыта охотно принимают в жилищно-коммунальные хозяйства, в частные организации сферы обслуживания. С приобретением опыта, им поручаются более ответственные дела и работы в промышленности, на стройках. Соответственно, увеличивается зарплата.
Технология наплавочных работ для конструкции из стали
... наплавка самозащитными порошковыми проволоками v Электрошлаковая наплавка v Плазменная наплавка v Лазерная наплавка v Электронно-лучевая наплавка v Индукционная наплавка v Газопламенная наплавка Ручная дуговая наплавка. Ручная дуговая наплавка ... связей между наплавляемым металлом и деталью. В промышленности широко применяют первый способ восстановительной наплавки и наплавки слоев с особыми ...
Тяжёлые условия труда, работа на открытых строительных площадках при любой погоде, большая нагрузка на зрение из-за высокой яркости электрической дуги, инфракрасного и ультрафиолетового излучения. Электросварщики относятся к профессиям «горячего цеха» из-за высокой вредности производства вследствие большого выделения газов и тепла при сварочных работах
Объекты профессиональной деятельности:
- технологические процессы сборки и электрогазосварки конструкций;
- сварочное оборудование и источники питания, сборочно-сварочные при способления;
- детали, узлы и конструкции из различных материалов;
- конструкторская, техническая и нормативная документация. Обучающийся по профессии Сварщик (электросварочные и газосварочные
работы) готовится к следующим видам деятельности:
Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях.
Наплавка дефектов деталей и узлов машин, механизмов, конструкций и отливок под механическую обработку и пробное давление.
Дефектация сварных швов и контроль качества сварных соединений.
2. Прогрессивные технологии и передовые приемы труда
Во второй половине XX в. произошел переход от машинно-технической революции к научно-технической, которая характеризуется широким использованием наукоемких технологий. В начале третьего тысячелетия сварка является одним из ведущих технологических процессов создания материальной основы современной цивилизации.
Более половины валового национального продукта промышленно развитых стран создается с помощью сварки и родственных технологий. До 2/3 мирового потребления стального проката идет на производство сварных конструкций и сооружений. Во многих случаях сварка является единственно возможным или наиболее эффективным способом создания неразъемных соединений конструкционных материалов и получения ресурсосберегающих заготовок, максимально приближенных по геометрии к оптимальной форме готовой детали или конструкции. Непрерывный рост наукоемкости сварочного производства способствует повышению качества продукции, ее эффективности и конкурентоспособности.
Сегодня сварка применяется для неразъемного соединения широчайшей гаммы металлических, неметаллических и композиционных конструкционных материалов в условиях земной атмосферы, Мирового океана и космоса. Несмотря на непрерывно увеличивающееся применение в сварных конструкциях и изделиях легких сплавов, полимерных материалов и композитов, основным конструкционным материалом остается сталь. Именно поэтому мировой рынок сварочной техники и услуг возрастает пропорционально росту мирового потребления стали. К началу XXI в. он оценивается примерно в 40 млрд. долларов, из которых около 70% приходится на сварочные материалы и около 30% — на сварочное оборудование.
Перспективы развития сварки в XXI веке
... будет занимать оборудование для дуговой сварки, доля которого будет только возрастать в основном за счет оборудования для сварки порошковой и сплошной проволокой при сокращении доли оборудования для ручной дуговой сварки покрытыми электродами. Развитие дуговой сварки во многом ...
Отмеченные особенности определяют общую положительную тенденцию роста мирового производства сварных конструкций, динамичного развития мирового и регионального рынков сварочной техники и материалов, а также объемов научных исследований и разработок по совершенствованию сварки и родственных технологий. Основываясь на анализе, проведенном академиком Б.Е. Патоном, выделим основные направления развития сварки и родственных технологий в XXI в. Сначала несколько слов об общих тенденциях применительно к нашей стране.
Дуговая и контактная сварка останутся по-прежнему доминирующими способами соединения металлов. Предполагается, что доля ручной дуговой сварки покрытыми электродами к 2010 г. составит 20 — 25% от общего объема сварки.
Доля механизированных и автоматических способов сварки в защитных газах, заменяющих ручную дуговую, составит в будущем 50 — 55% общего ее объема.
Развитие сварки под флюсом, доля которой к 2010 г. составит ~ 17% в общем ее объеме, связано с созданием более совершенного оборудования. Учитывая мировые тенденции расширения области применения прогрессивных ресурсосберегающих технологий можно предположить, что доля лазерной технологии в сварочном производстве в предстоящее десятилетие существенно увеличится и достигнет 6 — 8% общего объема сварочных работ.
Такие способы сварки, как электронно-лучевая, диффузионная и высокочастотная, занимают важное место в общих технологических процессах обработки металлов и будут развиваться в зависимости от нужд и запросов промышленности.
Оборудование. Лидирующее положение на рынке будет занимать оборудование для дуговой сварки, доля которого будет только возрастать в основном за счет оборудования для сварки порошковой и сплошной проволокой при сокращении доли оборудования для ручной дуговой сварки покрытыми электродами. Развитие дуговой сварки во многом определяется техническим прогрессом и разработками новых источников питания, полуавтоматов и автоматов. По-видимому, найдут широкое применение источники питания, позволяющие обеспечить гибкое формирование внешних и динамических характеристик. Новые подающие механизмы должны иметь специальные устройства для программного управления параметрами режима сварки.
Схемы управления целесообразно выполнять на основе модульных решений с широким применением микропроцессорной техники. В ближайшие годы будет создано унифицированное оборудование нового поколения на блочно-модульной основе для дуговой сварки. В частности, находятся в разработке автомат для импульсно-дуговой сварки плавящимся электродом с синергетическим управлением, полуавтоматы для плазменной сварки и наплавки и другое современное оборудование с возможностями активного контроля качества сварки. При этом важно совершенствовать системы слежения за стыком, автоматизировать подачу, удержание и уборку флюса, разрабатывать формирующие устройства.
Основным направлением совершенствования оборудования для электроннолучевой сварки будет являться реализация возможности получения изделий пространственно сложной формы за счет компьютерного управления всеми подсистемами установки и ходом технологического процесса. Оборудование для контактной сварки будет относительно долго удерживать второе место на рынке сварочного оборудования. Доля его в ближайшие годы будет несколько возрастать.
Объем оборудования для газовой сварки и резки будет сокращаться, хотя доля его останется значительной. Создание гибких модулей для плазменных сварки, резки и нанесения покрытий, автоматизация процессов плазменной обработки являются важнейшими направлениями работ инженеров и конструкторов. Повышение качества и работоспособности сварных конструкций непрерывно связано с совершенствованием такого важного и трудоемкого процесса, как неразрушаю-щий контроль качества сварных соединений.
Полуавтоматическая сварка (2)
... механизированной дуговой сварки в среде защитного газа — жесткую форму с небольшим наклоном. Механизм подачи PDG-516 (механизм подачи проволоки) используется в полуавтоматической сварке в качестве устройства подачи сварочной проволоки и защитного газа в зону сварки. ...
Поэтому должны получить дальнейшее развитие работы по созданию современной аппаратуры для неразрушающего контроля качества как в заводских условиях, так и на монтаже. Особенно актуальна работа по созданию портативной аппаратуры для ультразвукового контроля, которая позволила бы с большой достоверностью определять и описывать дефекты в трехкоординатных плоскостях в автоматическом режиме.
Для контроля состояния сварных конструкций в процессе их эксплуатации необходимо дальнейшее развитие средств технической диагностики.
В настоящее время все более широкое применение находит технология акустоэмиссионной диагностики, основанной на анализе сигналов, возникающих при деформировании материалов конструкции. Она обеспечивает возможность эксплуатации конструкций по фактическому состоянию. Успешно прошел промышленные испытания электромагнитно-акустический дефектоскоп.
Материалы. Ощутимые изменения наблюдаются на мировом рынке сварочных материалов. Материалы для механизированных видов сварки, в первую очередь порошковая и сплошная проволоки, уверенно теснят по объемам продаж на рынке покрытые электроды для ручной дуговой сварки. Эти тенденции должны сохраниться, что в обозримом будущем приведет к стабилизации применения покрытых электродов на уровне 15-25% вместо 20-30% в настоящее время.
Основные направления — разработка сварочных материалов специального назначения, обеспечивающих соединение высокопрочных сталей и сплавов, разнородных, многослойных и композиционных материалов. Кроме того, актуальной является задача создания сварочных материалов, оптимальных как по количественному содержанию компонентов, так и по экономическим показателям. Также должны учитываться гигиенические характеристики выделяющихся сварочных аэрозолей. В связи с этим возникает необходимость обоснования введения новых компонентов в шихту с учетом высказанных выше требований и оценки диапазона их концентраций.
Известно, что для сварных конструкций требуются хорошо свариваемые материалы. Рациональное использование новых конструкционных материалов с высокими показателями механических свойств позволяет эффективно решать проблемы снижения металлоемкости, повышения надежности и долговечности сварных конструкций.
Будет непрерывно расширяться применение высокопрочных сталей в ответственных сварных конструкциях. Все более широкое применение находят высокопрочные алюминиево-литиевые сплавы, сплавы с предельно высоким легированием, а также сплавы, которые содержат в своем составе эффективные модификаторы — скандий, цирконий, одновременно улучшающие свариваемость материалов и механические свойства сварных соединений. Ведутся работы по созданию новых конструкционных, хорошо сваривающихся титановых сплавов, обладающих высокой прочностью и коррозионной стойкостью.
В последние десятилетия в качестве конструкционного материала все большее внимание привлекают полимеры и композиты на их основе. Выгодно отличаясь рядом свойств, они успешно конкурируют с традиционными материалами, а в некоторых областях являются практически незаменимыми. Активно проводятся исследования по созданию новых композиционных материалов на основе полимерных или металлических матриц с наполнителями, существенно повышающими показатели прочности и жесткости указанных материалов.
Строение сварочной дуги
... сварочной дуги образуются обрывы. При включении дросселя в сварочную цепь переменного тока происходит сдвиг фаз между напряжением источника питания и током, горение дуги относительно стабилизируется. При сварке на постоянном токе зажигание и горение дуги ... на металл. 1. Строение сварочной дуги Сварочная дуга (рис. 1) состоит из катодной, анодной областей и столба дуги. Катодная область расположена ...
Технологии. Сварка и родственные технологии продолжают активно и всесторонне развиваться как вглубь, так и вширь. Создаются теоретические и технологические предпосылки изготовления новых изделий в традиционных областях сварочного производства, а также освоения все более широких сфер применения, которые раньше считались «экзотическими». Отметим ряд достижений в области совершенствования существующих технологических сварочных процессов, которые могут быть развиты в XXI в.
Для соединения деталей больших толщин разработан новый процесс электродуговой сварки с использованием специального закладного электрода, предварительно введенного в узкий зазор между свариваемыми деталями и покрытого тонким слоем (около 1 мм) изолирующего покрытия. Сварку выполняют в вертикальном положении за один проход. При этом не требуется устройств, обеспечивающих перемещение электрической дуги. Последняя движется самостоятельно по торцу плоского электрода в пределах всей ширины зазора, обеспечивая необходимое проплавление кромок.
Сварка закладным электродом выполняется в автоматическом режиме. По сравнению с другими видами сварки толстого металла она имеет следующие преимущества: возможность сварки в монтажных условиях и труднодоступных местах с обеспечением высокой производительности. Большие возможности в совершенствовании сварки в защитных газах открывает применение тонкой проволоки диаметром 0,6 — 1,6 мм. Одним из перспективных направлений развития сварки является активация процессов в сварочной ванне и дуге, горящей в инертных газах, введением микродоз редкоземельных химических элементов и их соединений.
Очевидно, что в ближайшем будущем одной из основных задач в области теории сварочных процессов будет доведение и взаимная увязка математических моделей, описывающих многообразие явлений, до той степени совершенства, при которой проведение эксперимента с металлом станет не правилом, а особым исключением. Увеличение номенклатуры материалов, областей их применения, повышение требований к прочности и долговечности соединений требует существенного углубления знаний в этой сфере и углубления исследований, в том числе дальнейшего совершенствования подходов к конструированию узлов и соединений, к учету особенностей их работы при различных условиях нагружения.
Основные характеристики и назначение сварочных
электрогазосварщик промышленный трансформатор профессия
Узлом современных источников переменного тока является специальный, как правило, однофазный сварочный трансформатор той или иной конструкции. Трансформатор разделяет сварочную цепь и силовую сеть, понижает напряжение сети до необходимого для сварки значения, самостоятельно или в комплекте с дополнительными устройствами обеспечивает формирование требуемых статических внешних характеристик и регулирование сварочного тока. По этому основному узлу источники переменного тока часто называют просто сварочными трансформаторами.
Конструкции сварочных трансформаторов весьма разнообразны. В зависимости от способа регулирования сварочного тока их можно подразделить на три группы устройств: связанные с применением подвижных магнитопроводов и обмоток; связанные с подмагничиванием магнитопроводов постоянным током; тиристорного регулирования;
Регулирование напряжения трансформатора
... витков. Контакты устройства переключения никогда не разрывают электрический ток и могут находиться в масле самого трансформатора. 3.2. Автоматическое регулирование напряжения Переключатель числа витков устанавливается для того, чтобы обеспечивать ... и доп. — М.: Энергоатомиздат, 1987. — 648 с.: ил. ББК 31.277.1 Р63 Данный реферат составлен на основе .
Статические характеристики
ПВХ — падающая внешняя характеристика
ЖВХ — жесткая внешняя характеристика
ВАХ — вольт-амперная характеристика
Статической внешней характеристикой источника называют зависимость напряжения вторичной цепи от тока U2=f(I2).
Ток вторичной цепи является сварочным током. Вторичное напряжение при разомкнутой сварочной цепи называется напряжением холостого хода U20, а при некотором значении сварочного тока — рабочим напряжением на зажимах источника.
Условно внешние характеристики подразделяются на крутопадающие (ПВХ) и пологопадающие (жесткие — ЖВХ).
Вид внешних характеристик обычно связан с особенностями сварочного процесса, для которого предназначен источник.
Требования к виду внешних характеристик определяются такими показателями сварочного процесса, как тип электрода (плавящийся, неплавящийся), характер среды, в которой происходит сварка (открытая дуга, дуга под флюсом, в защитных газах), степень механизации процесса (ручная, полуавтоматическая, автоматическая сварка), способ регулирования режима горения дуги (саморегулирование, автоматическое регулирование напряжения дуги).
Так, для ручной дуговой сварки покрытыми штучными электродами, аргоно-дуговой сварки вольфрамовым электродом, механизированной сварки под флюсом на автоматах с регулированием скорости подачи электродной проволоки в зависимости от напряжения дуги используются ПВХ (рис 1, а).
При ПВХ источник работает в режиме регулятора сварочного тока. При этом сварочный ток может регулироваться в заданном диапазоне от минимального 121 до максимального 122 значения плавно или ступенями. По технологическим (сварочным) и экономическим соображениям наиболее часто используется плавно-ступенчатое регулирование, когда две (или более) ступени регулирования сочетаются с плавным регулированием тока внутри каждой ступени. Регулирование сварочного тока при ПВХ производится при приблизительном постоянстве напряжения холостого хода U20. Часто при плавно-ступенчатом регулировании переход на ступень малых токов сопровождается повышением напряжения холостого хода U’20.
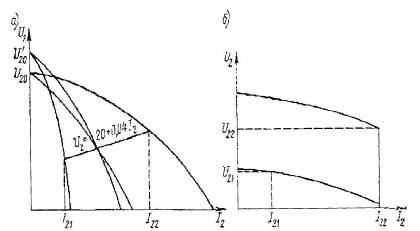
Рис. 1. Внешние вольт-амперные характеристики
Каждому значению сварочного тока соответствует определенное условное значение рабочего напряжения. Так, при ручной дуговой сварке штучными электродами согласно требованию ГОСТ 95-77 рабочее напряжение (в вольтах) и сварочный ток связаны соотношением:
U2 = 20 + 0,0412
Каждому виду сварки соответствует определенная крутизна наклона ПВХ. Так, например, наиболее крутые характеристики используются для аргонодуговой сварки, более пологие — для ручной сварки штучными электродами, еще более пологие — для сварки под флюсом.
Регулирование длины дуги в процессе сварки при ПВХ осуществляется рукой сварщика или системой регулирования длины дуги сварочного автомата.
При автоматической сварке под флюсом при постоянной, не зависящей от напряжения дуги скорости подачи электродной проволоки используются ЖВХ (рис 1, б).
Источник питания при ЖВХ работает как регулятор напряжения. Рабочее напряжение регулируется в заданных пределах от минимального до максимального значения, причем диапазон регулирования его выбирается в строгом соответствии с заданным диапазоном сварочного тока. Регулирование напряжения при ЖВХ также может быть плавным, ступенчатым и смешанным. Значение сварочного тока определяется скоростью подачи электродной проволоки, а источник питания задает напряжение дуги и обеспечивает саморегулирование длины дуги.
В сварочных трансформаторах для сварки под флюсом согласно ГОСТ 7012-77 рабочее напряжение (в вольтах) и сварочный ток связаны соотношением:
для сварочных трансформаторов на номинальный ток 1000 А
Ш= 19 + 0,03712
для трансформаторов на номинальный ток 2000 А
U2= 13 + 0,031512
При полном разрыве сварочной цепи напряжение на электродах должно мгновенно возрасти до текущего значения напряжения холостого хода сварочного трансформатора. Однако в реальных сварочных трансформаторах вследствие демпфирующего действия вихревых токов, возникающих в магнитопроводах и конструктивных элементах трансформатора, процесс нарастания напряжения происходит в два этапа.
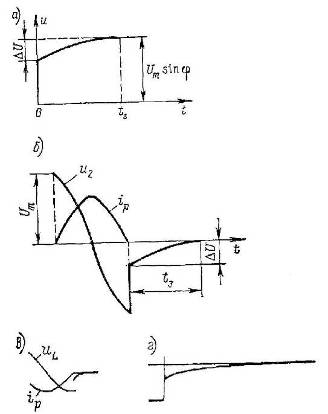
Рис. 2. Кривые напряжения на вторичной обмотке сварочного трансформатора и разрядного тока
Скорость нарастания напряжения, измеренная непосредственно на дуговом промежутке во время сварки, не может характеризовать динамические свойства сварочных трансформаторов, так как на нее существенно влияет остаточная проводимость дугового промежутка. Поэтому сравнение динамических свойств трансформаторов предложено производить на физической модели. Первичная обмотка исследуемого сварочного трансформатора замыкается накоротко, а вторичная обмотка подсоединяется через переключатель полярности и тиристор к предварительно заряженному конденсатору. Кривая разрядного тока ip представляет собой полуволну синусоиды (рис 2, б).
Под действием разрядного тока создается поле рассеяния, которое наводит вихревые токи в элементах конструкции сварочного трансформатора. В конце полупериода разряда вследствие односторонней проводимости тиристора происходит обрыв тока и создаются условия, свойственные сварочной цепи в начале каждого полупериода сварки. Спад напряжения и2 на вторичной обмотке происходит сначала скачком, а потом по экспоненте.
Величина AU и время t3 характеризуют динамические свойства сварочных трансформаторов; очевидно, чем больше эти величины, тем хуже динамические свойства.
Во ВНИИЭСО проведена сравнительная оценка динамических свойств различных конструкций сварочных трансформаторов. Исследовались массовые сварочные трансформаторы с подвижными катушками ТД-500 и подвижным шунтом СТШ-500, а также трансформаторы с подмагничиванием установок аргонодуго-вой сварки УДГ-301, УДАР-300 и трансформаторы экспериментальных установок ТСГП-200 с прямоугольной формой кривой тока.
Характер изменения напряжения и2 на вторичной обмотке сварочного трансформатора и разрядного тока ip регистрировался двухлучевым импульсным осциллографом с калиброванной длительностью развертки. Типичные осциллограммы процесса приведены на (рис 2, в).
Ввиду того что для оценки динамических свойств источников необходим только конечный участок кривой 2 с момента обрыва разрядного тока, этот участок осциллографировался при больших скоростях развертки (рис 2, г).
Результаты исследований показывают, что исключительно высокие динамические свойства во всем диапазоне регулирования имеет источник ТСГП-200 с дросселем насыщения на тороидальных магнитопроводах, что согласуется с его высокими сварочными показателями. Его динамические свойства существенно выше, чем у признанных сварочных трансформаторов с механическим регулированием (ТД, СТШ).
Динамические свойства источников установок УДГ-301 и УДАР-300 существенно зависят от режима (от тока подмагничивания).
Форма кривой сварочного тока
Устойчивость процесса сварки на переменном токе в значительной степени зависит от формы кривой сварочного тока. При искажении формы кривой тока относительно синусоидальной, с замедлением его прохождения через нулевые значения, наблюдается снижение стабильности горения дуги. При изменении формы тока до синусоидальной и далее до трапецеидальной и прямоугольной устойчивость горения дуги возрастает. Это явление полностью согласуется с современными представлениями о физических процессах, происходящих при повторном возбуждении открытых дуг переменного тока. Как известно, основным механизмом развития открытой дуги в начале каждого полупериода переменного тока является разогрев дугового газа после некоторого его охлаждения при смене полярности. Все меры, способствующие ускорению нагрева газа после перехода тока через нуль, направлены на повышение стабильности дуг.
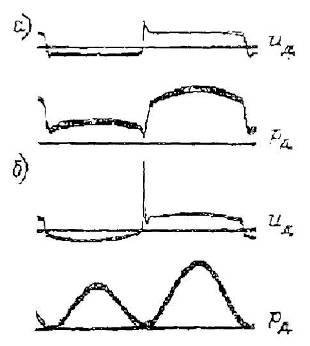
Рис. 3. Осциллограммы мощности и напряжения дуги. Режим сварки 180 А, 16В
На рис 3 представлены осциллограммы мощности и напряжения дуги при аргонодуговой сварке от источника с прямоугольной (а) и синусоидальной (б) формой тока. Более равномерное распределение мощности дуги в источнике с прямоугольной формой тока сопровождается снижением пика напряжения повторного зажигания.
Надежное повторное зажигание дуги в источниках с тиристорным фазовым регулированием при искажении формы кривой сварочного тока практически невозможно без использования импульсных генераторов.
Постоянная составляющая тока
Различие физических свойств электрода и изделия, особенно сильное, например, при сварке вольфрамовым электродом алюминиевых сплавов, приводит к тому, что напряжение дуги в одном полупериоде резко отличается от напряжения дуги в другом полупериоде. При этом, если не принять специальных ограничительных мер, в сварочной цепи возникнет значительная постоянная составляющая тока.
Постоянная составляющая сварочного тока создает в сварочном трансформаторе постоянное магнитное поле, вызывающее рост намагничивающего тока, снижение отдаваемой трансформатором мощности и коэффициента мощности. Значительная постоянная составляющая тока отрицательно сказывается на технологии сварки.
Среди многих известных способов устранения или ограничения постоянной составляющей тока практическое применение находит только один — включение в сварочную цепь громоздкой и дорогостоящей конденсаторной батареи, препятствующей протеканию в цепи постоянного тока.
В последние годы предложено новое, компактное и экономичное диодно-тиристорное устройство для ограничения постоянной составляющей тока. Устройство прошло промышленные испытания и внедрено в установках аргонодуговой сварки УДГ-301-1 и УДГ-501-1.
Компенсация реактивной мощности
Сварочные трансформаторы являются потребителями энергии с низким коэффициентом мощности. Коэффициент мощности трансформаторов для ручной дуговой сварки, которые обычно не отключаются от сети при холостом ходе, можно увеличить, подключив параллельно первичной обмотке сварочного трансформатора косинусный конденсатор соответствующей мощности. Средневзвешенный коэффициент мощности такого трансформатора, работающего при продолжительности нагрузки ПН = 0,6.
Сварочные трансформаторы
Напряжение холостого хода на вторичной обмотке сварочного трансформатора должно быть таким, чтобы была возможность начального и повторных возбуждений дуги и поддержания ее горения в процессе сварки при всех значениях сварочного тока, на который рассчитан трансформатор.
Должна быть обеспечена возможность регулирования режима сварки в широких пределах.
Как и в других источниках питания, при работе сварочного трансформатора постоянно чередуются три режима: холостой ход, работа под нагрузкой и короткое замыкание. Для современных источников питания дуги переменного тока падающую внешнюю характеристику получают путем искусственного увеличения индуктивного сопротивления. Конструктивно трансформаторы для питания сварочной дуги можно разделить на следующие основные группы:
- трансформаторы с дросселями, выполненные в виде двух раздельных аппаратов или в виде одного аппарата;
- трансформаторы с развитым магнитным рассеянием;
Принцип работы
Силовые трансформаторы предназначены для питания током силовых и осветительных установок, они обычно трансформируют (преобразовывают) ток высокого напряжения, поступающий по линиям электропередачи, в ток более низкого рабочего напряжения (380-220 В).
Это вторичное напряжение постоянно и не должно меняться от нагрузки. Режим короткого замыкания для них является аварийным, так как при этом растет ток до недопустимых пределов, происходят перегрев и выход из строя обмоток трансформатора.
В отличие от силовых сварочные трансформаторы работают в режиме меняющихся напряжений и тока и рассчитаны на кратковременные короткие замыкания сети.
Для сварки переменным током широко применяют однофазные трансформаторы, которые разделяют силовую и сварочную цепи и понижают высокое напряжение 380 или 220 В до величины не более 80 В. Внешняя вольтамперная характеристика вторичной цепи этих трансформаторов, т.е. зависимость между величиной сварочного тока и напряжением, должна обеспечивать ведение устойчивого сварочного процесса, учитывающего статическую характеристику сварочной дуги.
Наличие индуктивного сопротивления необходимой расчетной величины обеспечивает в трансформаторах стабилизацию дуги и ее восстановление при частом изменении полярности переменного тока.
Сварочные трансформаторы применяются для ручной дуговой сварки штучными электродами и в защитном газе, а также для сварки под флюсом. Внешние вольтамперные характеристики трансформаторов для ручной дуговой сварки подразделяются на крутопадающие. Эти трансформаторы работают в режиме регулятора сварочного тока, который осуществляется путем изменения индуктивного сопротивления обмоток. Трансформаторы, предназначенные для питания автоматизированной сварки при постоянной, не зависящей от напряжения дуги скорости подачи электродной проволоки, имеют жесткую внешнюю характеристику.
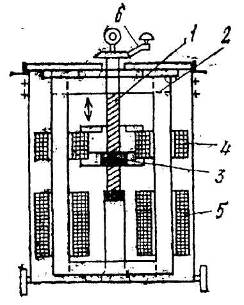
Рис. 1. Сварочный трансформатор с развитым магнитным рассеиванием и подвижными обмотками (разрез)
- ходовой винт;
- 2 — магнитопровод;
- 3 — ходовая гайка;
- 4 и 5 — вторичная и первичная обмотки;
- 6 — рукоятка
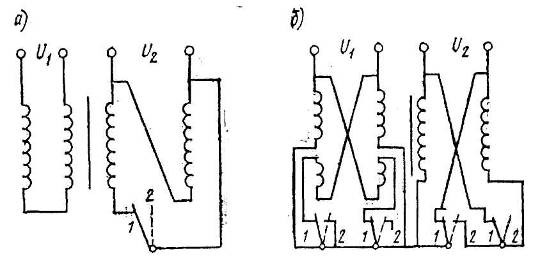
Рис. 2. Электрические схемы сварочных трансформаторов я — ТД-102 и ТД-306; б — ТД-300 и ТД-500
Устройство сварочного трансформатора ТДМ-315
Трансформатор сварочный ТДМ — 315 предназначен для дуговой сварки плавящимся электродом на переменном токе малоуглеродистых и низколегированных сталей.
Трансформатор имеет падающие внешние характеристики, необходимые для ручной дуговой сварки покрытыми электродами.
Основные преимущества:
1) простая и надежная конструкция механического регулирования сварочно го тока с помощью подвижного шунта;
2) плавно-ступенчатая регулировка сварочного тока в широком диапазоне;
3) наличие защиты от тепловой перегрузки;
4) быстроразъемные и безопасные токовые разъемы;
5) легкое зажигание и устойчивое горение дуги;
6) класс изоляции Н;
7) принудительное охлаждение;
8) малая масса и габариты;
9) для удобства перемещения в монтажных условиях установлен на колеса.
Технические характеристики
|
Наименование параметра |
ТДМ-315 |
|
|
1 ступень |
12 ступень |
|
|
Напряжение питающей сети, В |
2×380 |
|
|
Частота питающей сети, Гц |
50 |
|
|
Регулирование сварочного тока |
плавно-ступенчатое |
|
|
Номинальный сварочный ток, А |
155 |
|315 |
|
Продолжительность включения при номинальном токе и цикле 5 мин, ПВ% |
60 |
ТГо |
|
Пределы регулирования сварочного тока, А |
1180-325 |
|
|
Номинальное рабочее напряжение, В |
26 |
(32 |
|
Напряжение холостого хода, В, не более |
67 |75 |
|
|
Потребляемая мощность, кВА, не более |
13 |24,5 |
|
|
Диаметр электрода, мм |
2-6 |
|
|
Тип воздушного охлаждения |
принудительное |
|
|
Материал обмотки трансформатора |
медь |
|
|
Габаритные размеры, мм |
360x360x940 |
|
|
Масса, кг |
53 |
|
Сварочный трансформатор предназначен для питания одного сварочного поста однофазным переменным током частотой 50 Гц. При ручной дуговой сварке, резке и наплавки металлов покрытыми металлическими электродами
Трансформатор работает в следующих условиях
а) интервал температур от — 45°С до + 45°С
б) относительная влажность воздуха не более 80% при + 20°С.
в) высота над уровнем моря не более 1000 м
Предусмотрено использование штучных сварочных электродов диаметром 2…6 мм всех марок
Трансформаторы выполняются на одно напряжение сети
а) 220 В, 50 Гц б) 380 В, 50 Гц
Климатическое исполнение У, категория 2 по ГОСТ 15150-69
Трансформатор представляет собой переносную (передвижную) установку в однокорпусном исполнении с естественной вентиляцией, обеспечивающую преобразование электрической энергии сети в электрическую энергию требуемого для процесса дуговой сварки напряжения, создающую необходимую падающую характеристику и обеспечивающую плавное регулирование сварочного тока в требуемых пределах.
Каждый трансформатор выполняется только на одно напряжение сети; 220 или 380 вольт.
Трансформатор состоит из следующих основных узлов: магнитопровода, сердечника, трансформаторных обмоток (первичной и вторичной), магнитного шунта, автоматического выключателя и кожуха.
Трансформатор однофазный с магнитопроводом стержневого типа. Обмотки трансформатора имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Катушки первичной и вторичной обмотки неподвижны. Катушки обмоток выполнены из изолированного алюминиевого (медного) провода марки АПСД. Обмотки от сердечника магнитопровода изолированы стеклопластиком и пропитаны электротехническим лаком.
Сердечник трансформатора собран из листов электротехнической стали толщины 0,5 мм.
Сварочный ток регулируется вращением рукоятки, находящейся на верхней панели трансформатора. При вращении ходового винта рукояткой перемещается магнитный шунт. Опускание магнитного шунта приводит к уменьшению величины сварочного тока и наоборот при его поднятии сила сварочного тока увеличивается.
Подключение сетевых проводов к трансформатору осуществляется через клеммы, расположенные на выключателе. Включение и выключение трансформатора производится выключателем.
Для удобства перемещения трансформатор снабжен колесами и двумя ручками, расположенными на крышке кожуха.
Обслуживание сварочного трансформатора ТДМ-315
Перед первым пуском трансформатора или перед пуском трансформатора, длительное время не бывшего в употреблении, а также при изменении места установки необходимо:
а) очистить трансформатор от пыли, продув его сухим сжатым воздухом;
б) подключить трансформатор к сети, подсоединив сетевые провода к клеммам выключателя, находящегося на задней панели (подпись 220В или 380В), сняв и установив крышку задней панели. При подключении к сети трансформатора на 220 В использовать «фазу + 0», а трансформатора на 380 В — «фаза + фаза». Рекомендуемое сечение медных изолированных проводов для подключения транс форматора к сети — 6 кв. мм.;
в) провода для Сварки подключать к клеммам передней панели (надпись 60В), сечением не более 70 кв. мм.;
г) заземлить отдельными проводами корпус трансформатора и зажим сварочной цепи, к которому подключается провод идущий к свариваемому изделию («масса»);
д) тщательно затянуть все контактные зажимы. Включать трансформатор без заземления недопустимо
е) проверить состояние электрических проводов и контактов
ж) убедиться, что концы рабочего кабеля не касаются один другого, присоединенный электрододержатель и конец второго рабочего провода не касаются одновременно металлической поверхности;
з) для подключения к сети необходимо установить пусковое устройство на ток 60… 100А;
Сварку, резку, наплавку производить согласно общим рекомендациям.
Время непрерывного горения сварочной дуги должно быть ограничено (ПН 60%) во избежания перегрева, поэтому периоды сварки должны чередоваться с обязательными перерывами в работе (паузами).
Для обеспечения бесперебойной длительной работы трансформатора производите ежедневные и периодические (через 100. 200 часов работы, но не реже одного раза в месяц) осмотры.
При ежедневном обслуживании:
а) перед началом работы произвести внешний осмотр трансформатора для выявления случайных повреждений отдельных наружных частей и устраните за меченные неисправности;
б) проверить состояние болтовых соединений токоведущих частей и подтянуть ослабшие контакты;
в) проверить заземление трансформатора.
При периодическом обслуживании необходимо:
а) очистить трансформаторы от пыли и грязи, для чего продуть его струёй сжатого воздуха, а в доступных местах протереть чистой мягкой ветошью. В случае необходимости подкрасить поврежденные места, предварительно очистить их от ржавчины и обезжирить;
б) проверить и подтянуть все резьбовые соединения;
в) проверить состояние электрических контактов и если необходимо, обеспе чить надежный электрический контакт;
г) смазать тугоплавкой смазкой трущиеся части ходового винта.
Руководители эксплуатационных служб должны постоянно помнить и требовать от подчиненных надлежащей качественной организации и выполнения технического обслуживания, что продлит срок службы трансформатора и предотвратит несчастные случае поражения электрическим током.
Трансформатор должен храниться в сухом вентилируемом помещении при температуре от минус 50 град. С до плюс 50 град. С и относительной влажности не более 80%. Помещение должно быть изолировано от проникновения различного рода газа и паров, способных вызвать коррозию. Категорически запрещается хранить в одном помещении с трансформатором материалы или имущество, испарения которых
Преимущества сварочных трансформаторов дешевизна изготовления (сварочный трансформатор примерно в 2-4 раза дешевле сварочного выпрямителя и в 6-10 раз дешевле сварочного агрегата аналогичной мощности);
высокий КПД (обычно 70-90%);
сравнительно низкий расход электроэнергии;
простота эксплуатации и ремонта.
Недостатки сварочных трансформаторов
для качественной сварки обычно требуются специальные электроды для переменного тока, обладающие повышенными стабилизирующими свойствами;
низкая стабильность горения дуги (при отсутствии встроенного стабилизатора горения дуги);
Список использованной литературы
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/remont-svarochnyih-transformatorov/
электрогазосварщик промышленный трансформатор профессия
1. Тихомиров П.М., Расчёт трансформаторов, Энергия, М., 1986 г.
3. Сапожников А.В., Конструирование трансформаторов, государственное энергетическое издательство, М.-Л., 1959 г.
4. Иванов-Смоленский А.В., Электрические машины, Энергия, М., 1980 г.
5. Костенко М.П., Пиотровский Л.М., Электрические машины часть 1, Энергия, Л, 1973 г.
6. Вольдек А.И., Электрические машины, Энергия, М, 1974 г.
7. Потишко А.В., Справочник по инженерной графике, Будивельник, Киев, 1983 г.
8. Александров К.К., Электротехнические чертежи и схемы, Энергоатомиздат, М. 1990 г.
9. ГОСТ 16110-82 Трансформаторы силовые. Термины и определения.
10. ГОСТ 11677-85 Трансформаторы силовые. Общие технические требования.
11. ГОСТ 11920-85 Трансформаторы силовые масленые общего назначения до 35 кВ включительно. Технические условия.