
сварка деформация оборудование стол
Общие сведения о сварке
Сварка — технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей между свариваемыми частями при их местном или пластическом деформировании, или совместным действием того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы.
Сварка — экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения.
Физическая сущность процесса сварки заключается в образовании прочных связей между атомами и молекулами на соединяемых поверхностях заготовок. Для образования соединений необходимо выполнение следующих условий: освобождение свариваемых поверхностей от загрязнений, оксидов и адсорбированных на них инородных атомов; энергетическая активация поверхностных атомов, облегчающая их взаимодействие друг с другом; сближение свариваемых поверхностей на расстояния, сопоставимые с межатомным расстоянием в свариваемых заготовках.
В зависимости от формы энергии, используемой для образования сварного соединения, все виды сварки разделяют на три класса: термический, термомеханический и механический.
термическому
термомеханическому
механическому
Свариваемость — свойство металла или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия.
Контактная сварка
Контактная сварка
Стыковая сварка
Стыковая сварка
Точечная сварка
Точечная сварка, Многоточечная контактная сварка
Шовная сварка
Шовная сварка
История сварки
Современный технический прогресс в промышленности неразрывно связан с совершенствованием сварочного производства. Сварка как высокопроизводительный процесс изготовления неразъемных соединений находит широкое применение при изготовлении металлургического, химического и энергического оборудования, различных трубопроводов, в машиностроении, в производстве строительных и других
Сварка — такой же необходимый технологический процесс, как и обработка металлов, резанием, литье, ковка. Большие технологические возможности сварки обеспечили ее широкое применение при изготовлении и ремонте судов, автомобилей, самолетов, турбин, котлов, реакторов, мостов и других конструкций. Перспективы сварки, как в научном, так и в техническом плане безграничны. Её применение способствует совершенствованию машиностроения и развития ракетостроения, атомной энергетики, радио электроники.
«процесс Технологический технического обслуживания и ремонта ...
... работ технического обслуживания и текущего полученных, ремонта за время обучения и закрепление знаний по нормативной пользованию и справочной литературой. Глава 1. Технологический технического процесс обслуживания и ремонта автомобиля ... Важнейшей технической задачей эксплуатации автомобилей является совершенствование проектирования методов технической базы: АТП, гаражей и технического станций ...
О возможности применения «электрических искр» для плавления метолов ещё в 1753г. говорил академик Российской академии наук Г.Р. Рихман при исследованиях атмосферного электричества. В 1802г. профессор. Санкт- Петербургской военно-хирургической академии В.В. Петров открыл явление электрической дуги и указал возможные области ее практического использования. Однако потребовалось многие годы совместных усилий ученых и инженеров, направленных создания источников энергии, необходимых для реализации процесса электрической сварки металлов. Возможную роль в создании этих источников сыграли открытия и изображения в области магнетизма и электричества.
В 1882г. российский ученый инженер Н.Н. Бенардос, работая над созданием аккумуляторных батарей, открыл способ электродуговой сварки металлов неплавящимся угольным электродом. Им был разработан способ дуговой сварки в защитном газе и дуговая резка металлов.
В 1888г. российский инженер Н.Г. Славянов предложил проводить сварку плавящимся металлургическим электродам. С его именем связаноразвитие металлургических основ электрической дуговой сварки, разработка флюсов для воздействия на состав металла шва, создания первогоэлектрического генератора.
В середине 1920-х гг. интенсивные исследования процессов сварки были начаты во Владивостоке (В.П. Вологдин, Н.Н. Рыкалин), в Москве (Г.А. Николаев, К. К. Окерблом).
Особую роль в развитии и становлении сварки в нашей стране сыграл академик Е.О. Патон, организовавший в 1992г. лабораторию, а затем институт электросварки (ИЭС).
В 1924г- 1934гг. В основном применяли ручную сварку электродами с тонкими ионизирующими (меловыми) покрытиями. В эти годы под руководствам академика В.П. Вологдина были изготовлены первые отечественные котлы и корпуса нескольких судов. С 1935- 1939гг. начали применять толсто покрытые электроды, в которых стержни изготавливали из легированной стали, что обеспечило широкое использование сварки в промышленности и строительстве. В 1940-е гг. была разработана сварка под флюсом, которая позволила повысить производительность процесса и качество сварных изделий, механизировать производство сварных конструкций. В начале 1950-х гг. в институте электросварки им. Е.О. Патона создают электрошлаковую сварку для изготовления крупногабаритных деталей из литых и кованых заготовок, что снизило затраты при изготовлении оборудования тяжелого машиностроения.
С 1948г. получили промышленное применение способы дуговой сварки в защитных газах: ручная сварка неплавящимися электродом, механизированная и автоматическая сварка неплавящимися и плавящимися электродами. В 1950-1952г в ЦНИИТМаше при участии МГТУ им. Н.Э. Баумана и ИЭС имени Е.О Патона был разработан высокопроизводительный процесс сварки низкоуглеродистых и низколегированных сталей в среде углекислого газа обеспечивающий высокое качество сварных соединений.
Процессы сварки металлов плавлением
... все металлы, возможно соединение разнородных металлов. Характерный признак сварки плавлением; выполнение её за один этап-нагрев сварочным пламенем, в отличие от сварки давлением. Классификация электрической дуговой сварки. сварку плавлением электрической сварки Электрическую сварку плавлением в ...
В последние десятилетие создания учеными новых источников энергий — концентрированных электронного и лазерного лучей — обусловило появление принципиально новых способов сварки плавлением, получивших название электронно-лучевой и лазерной сварки. Эти способы сварки успешно применяют в нашей промышленности.
Сварка потребовалась и в космосе. В 1969г. Нашли космонавты В. Кубасов и Г. Шонин и в 1984г С. Савицкая и В. Джанибеков привели в космосе сварку, резку, и пайку различных металлов.
Газовая сварка, при которой для плавления металла используют теплоту горящей смеси газов, также относятся к способам сварки плавлением. Способ газовой сварки был разработан в конце ХIХ.., когда началось промышленное производства кислорода, водорода и ацетилена, и является основным способом сварки металлов.
Наибольшее распространения получила газовая сварка с применением ацетилена. В настоящее время объем газосварочных работ в промышленности значительно сокращен, но ее успешно применяют при ремонте изделий из тонколистовой стали, алюминия и его сплавов, при пайке и сварки меди, латуни и других цветных металлов используют в современных производительных процессах газо-термическую резку, например при цеховых условиях и на монтаже.
К сварке с применением давления относятся контактная сварка, при которой используется теплота, выделяющаяся в контакте свариваемых частей при прохождении электрического тока. Различают точечную, стыковую, шовную и рельефную контактную сварку.
Основные способы контактной сварки разработаны в конце ХlХ. В 1887г. Н.Н. Бенардос получил момент на способы точечной и шовной контактной сварки между угольными электродами.
Позднее, когда появилась электроды из меди и ее сплавов, эти способы контактной сварки стали основными.
Контактная сварка занимает ведущее место среди механизированных способов сварки в автомобиле строении при соединении тонколистовых штампованных конструкций кузова автомобиля. Стыковой сваркой соединяют стыки железнодорожных рельсов, стыки магистральных трубопроводов. Шовную сварку применяют при изготовлении тонкостенных емкостей. Рельефная сварка — наиболее высокопроизводительный способ арматуры для строительных железобетонных конструкций. Конденсаторную контактную сварку широко используют в радиотехнической промышленности при изготовлении элементной базы и микросхем. Одно из наиболее развивающихся направлений в сварочном производстве — широкое использование механизированной и автоматической сварки. Речь идет как о механизации и автоматизации самих сварочных процессов ( т.е. переходе от ручного труда сварщика к механизированному ), так и о комплексной механизации и автоматизации, охватывающей все виды робот, связанные с изготовлением сварных конструкций ( заготовительные, сборочные и др. ) и созданием поточных и автоматических производственных линий. С развитием техники возникает необходимость сварки деталей различных толщин из разных материалов, в связи с этим постоянно расширяется набор применяемых видов и способов сварки. В настоящее время сваривают детали толщиной от нескольких микрометров ( микроэлектронике ) до десятков сантиметров и даже метров ( в тяжелом машиностроении ).
Наряду с конструкционными углеродистыми и низкоуглеродистыми сталями все чаще приходится сваривать специальные стали, легкие сплавы и сплавы на основе титана, молибдена, хрома, циркония и других металлов, а также разнородные материалы.
Технологический процесс сварки на изготовление металлической скамейки
... сталь низколегированная. Для выполнения сварочных работ сварщик должен иметь определённый набор инструментов и принадлежностей: Стальные щетки для зачистки кромок перед сваркой и удаление с ... вязкость металла шва, а также высокая скорость сварки, производимой на вертикальной плоскости. Электроды СМ-11 предназначены для сварки низкоуглеродистых, среднеуглеродистых, низколегированных сталей и дают ...
В условиях непрерывного усложнения конструкций и роста объема сварочных работ большую роль играет правильная подготовка — теоретическая и практическая — квалифицированных рабочих — сварщиков.
Дефекты, образующиеся при сварке.
Остаточные сварочные напряжения и деформация
Дефекты в соединениях бывают двух типов: внешние и внутренние . В сварных соединениях к внешним дефектам относят наплывы подрезы, наружные непровары и несплавления, поверхностные трещины и поры.
внутренним
В паяных соединениях внешними дефектами являются наплывы и натеки припоя, неполное заполнение шва припоем; внутренними — поры, включения флюса, трещины и др. Качество сварных и паяных соединений обеспечивают предварительным контролем материалов и заготовок, текущим контролем за процессом сварки и пайки и приемочным контролем готовых сварных или паяных соединений. В зависимости от нарушения целостности сварного соединения при контроле различают разрушающие и неразрушающие методы контроля.
1. Полный технологический процесс сварки стола
1.1 Виды применяемых материалов
Первое, что необходимо будет заготовить для будущего сварочного стола — это металлические пластины (из них будут обустраиваться полки).
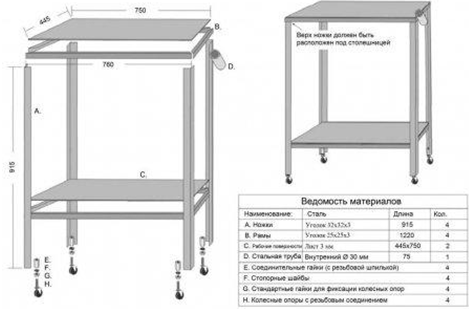
Приобретая металлические детали для стола, учитывайте их толщину (я буду использовать металл толщиной в 3 мм) — она не должна превышать толщину, допустимую для сварки вашим аппаратом. Всего таких пластин понадобиться две, их размеры — 445х750х3. Кроме пластин необходимо будет заготовить стальные уголки. Понадобятся уголки:
- длиной 46 сантиметров (25х25х3, обрезанные под углом 45 градусов) — 4 шт.;
- 76-сантиметровые с такими же параметрами — 4 шт.;
- уголки длиной 91,5 сантиметров для ножек, параметры уголков: 32х32х3 — 4 шт.
- опоры колесные с резьбой и гайки к ним (4 шт.)
- соединительные гайки (4 шт.), они нужны для того, чтобы соединять шпильки резьбовые;
- шайбы стопорные (4 шт.) для опор колесных;
- труба длинной семь с половиной сантиметров (ее диаметр должен быть три сантиметра).
Заранее следует заготовить и инструменты:
- сварочный аппарат и расходные материалы к нему (в том числе, электроды, защитный газ, регулятор давления со шлангом для газа и пр.);
- угольник обычный и столярный, а также могут понадобиться рулетка, кусачки и пр.;
- струбцины С-образные (3 шт.);
- пила для металла (должна позволять делать пропилы под углом).
1.2 Описание используемого оборудования, инструментов и приспособлений
При сварочных работах сварщик также пользуется специальным инструментом и принадлежностями.
К инструменту сварщика относятся:
Щиток или маска применяется для предохранения глаз и кожи лица сварщика от вредного влияния инфракрасного излучения и брызг металла.
Сварочные провода по которым ток от силовой сети подводится к сварочному аппарату (марки КРПТ) от сварочных аппаратов к местам работы, сварочный ток поступает по гибкому проводу марки ПРГ, АПР, или ПРГД с резиновой изоляцией.
Полный технологический процесс сварки стола (2)
... неразрывно связан с совершенствованием сварочного производства. Сварка как высокопроизводительный процесс изготовления неразъемных соединений находит широкое применение при изготовлении металлургического, химического и ... основным способом сварки металлов. Наибольшее распространения получила газовая сварка с применением ацетилена. В настоящее время объем газосварочных работ в промышленности ...
К принадлежностям сварщика относятся:
- стальная щетка, применяемая для зачистки металла от грязи, ржавчины перед сваркой и шлака после сварки.
молоток с заострённым концом для отбивки шлака со сварочных швов и для поставки личного клейма.
зубило для вырубки дефектных мест сварного шва.
для замера геометрического размеров швов, сварщику выдают набор шаблонов. Также сварщик пользуется некоторыми измерительными инструментами (линейка, рулетка).
Для проверки углов используется угольник.
На ряду с инструментами и принадлежностями сварщик не может обойтись без спец одежды (сварочная роба).
1.3 Описание технологического процесса
На рисунке ниже изображена схема сварочного стола с перечнем материалов, которые понадобятся для его сборки.
Начинаю собирать стол для сварки своими руками со сваривания полок с рамами для столешниц. Для этого необходимо совместить торцы уголков 76 см и 46 см. Соединяю срезом в 45 градусов вниз. Главное проверить, чтобы угол соединения был прямой. Повторяю эти действия для второй части рамы. После чего обе части соединяю прихваточными швами.
Далее необходимо приварить столешницу к готовой раме. Для этого использую одну из металлических пластин, к которой прикладываю раму (плоской стороной вверх).
Запомните, прежде чем делать основной шов, сначала надо выполнить прихваточные. Тогда столешница не будет деформироваться во время работ. Приваривание второй полки должно быть выполнено аналогичным способом.
Следующим этапом станет приваривание ножек стола. Ножки по очереди приставляются к основанию под углом 90 градусов и прижимаются струбциной (как на фото).
Далее устанавливаю и фиксирую вторую полку. Расстояние между двумя полками может быть в 71 сантиметр, либо другим в зависимости от ваших нужд. Все элементы стола фиксируются сначала прихваточным швом, а потом свариваются (толщина шва 2,5 сантиметров).
Остальные ножки привариваю по тому же принципу.
Когда все ножки приварены, устанавливаю колесные опоры. А дальше уже привариваю держатель для сварочной горелки, которым будет служить заготовленный кусок трубы длиной в 7,5 сантиметров и диаметром в 3 сантиметра.

Вот и все, мой стол для сварки своими руками готов к использованию. Швы можно обработать антикоррозионной краской. Имея такой стальной стол, я могу выполнять любые сварочные работы, не боясь, что рабочее место загорится. Тем не менее, даже надежное и безопасное место для сварки требует от сварщика соблюдения основных правил техники безопасности.
1.4 Охрана труда
Техника безопасности при выполнении сварочных работ
1. Перед началом осмотри сварочный агрегат, проверь состояние изоляции проводов и рукоятки электрододержателя.
Подготовь рабочее место, надеть спецодежду получить инструктаж по Т.Б. на рабочем месте.
Материалы для газовой сварки
... Природный газ (метан) 8500 1850 Сварка легкоплавких металлов, пайка, резка Пары керосина 10000-10200 2500 Пайка, резка, ... машиностроения, сельском хозяйстве, ремонтных, строительно-монтажных работах и др.). Для газовой сварки необходимо: 1)газы - кислород и горючий ... принадлежности для сварки; сварочный стол или приспособление для сборки и закрепления деталей при прихватке, сварки; флюсы или ...
- Проверь надёжность заземления корпуса и вторичной обмотки сварочного агрегата и рабочего стола. Установи светонепроницаемые щиты из не сгораемого материала не менее 1,8 м. высотой.
- При работе в сырых местах или на металлической конструкции, применяется резиновый коврик 900х600, галоши, перчатки резиновые.
- Длина первичной цепи между пунктом питания и сварочным агрегатом не должна превышать 10м.
- Для защиты глаз, применяется щиток или маска со светозащитным фильтром.
- Сварочные работы на территории, площадках и цехах где имеются огнеопасные материалы, должны выполняться с соблюдением особых мер П.Б.
- Электрическую сварку и резку сосудов или тары из под легковоспламеняющихся жидкостей производить только после промывки горячей водой.
- В процессе выполнения работ следи чтобы сварочные кабеля не касались металлических тросов, горячих трубопроводов.
- При перерывах в работе и после её окончания отключают сварочный агрегат от сети, не оставляй электрододержатель под напряжением, не производи сварку сосудов и трубопроводов, работающих под давлением.
- К проведению эл.работ допускаются сварщики с квалификационной группой по Т.Б.
не ниже 2го разряда.
- При работе в закрытых емкостях необходимо пользоваться диэлектрическими перчатками, галошами, ковриком резиновым. Работы в закрытых ёмкостях производятся не менее чем двумя лицами.
Для сварочных работ предусмотрен комплект защитных средств, его наличие во время работы обязательно.
Заключение
Я Пашацкий Александр, в данной практической работе раскрыл и представил общение сведения о сварке, её историю и дефекты, которые образуются при сварке.
Так же мной оговорена тема полного технологического процесса сварки стола.
Таким образом, видно, что цель написания практичкской работы достигнута и выполнена.
Я считаю что, безусловно, должно стать понятным,
Список литературы
[Электронный ресурс]//URL: https://drprom.ru/referat/svarka-stellaja-dlya-instrumentov/
1. Фоминых В.П. Яковлев А.П. «Ручная дуговая сварка»
2. Сергеев И.П. «Справочник молодого электросварщика»
3. Лысенко и д.р. «Инженерно технические средства безопасности труда»