
Печатная плата (на англ. PCB — printed circuit board) — пластина, выполненная из диэлектрика <#»516346.files/image001.gif»>
- рис. 1. Межслойные соединения механическими деталями
Метод выступающих выводов характеризуется тем, что при его осуществлении межслойные соединения образуются за счет выводов, выполненных из полосок медной фольги, выступающих с каждого печатного слоя и проходящих через перфорированные отверстия в диэлектрических межслойных прокладках. Выводы отгибаются на наружную сторону МПП и закрепляются пайкой в специальных колодках. Метод включает следующие операции (рис. 2,а):
- изготовление заготовок из стеклоткани и медной фольги (нарезка в размер);
- перфорирование стеклоткани;
- склеивание заготовок перфорированного диэлектрика с медной фольгой;
- получение защитного рисунка схемы отдельных слоев;
- травление меди с пробельных мест;
- прессование пакета МПП;
- отгибка выводов на колодки и закрепление их;
- облуживание поверхности выводов, механическая обработка платы по контуру;
- контроль, маркировка.
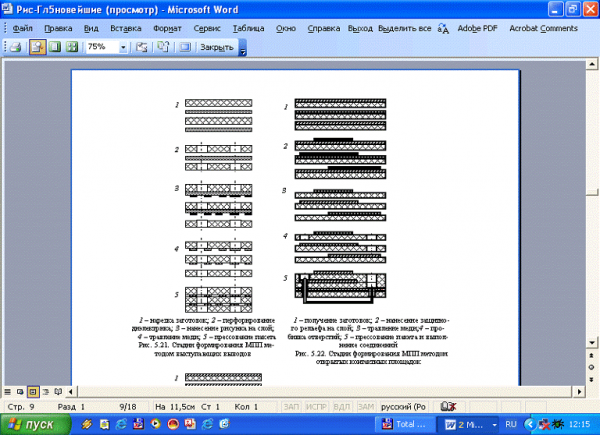
Рис. 2 стадии формирования МПП: а методом выступающих выводов 1-нарезка заготовок; 2-перфорирование диэлектрика; 3-нанесение рисунка на слой; 4-травление меди; 5-прессование пакета. б методом открытых контактных площадок 1-получение заготовок; 2-нанесение защитного рельефа на слой; 3-травление меди; 4-пробивка отверстий; 5-песовка пакета и выполнение соединений
При данном методе используется более толстая медная фольга (до 80 мкм), платы допускают установку только ИМС с планарными выводами. Количество слоев не превышает 20. Преимущества метода — высокая жесткость и надежность межслойных соединений, недостатки — сложность механизации процесса разводки выступающих выводов и их закрепления на плате, а также установки навесных элементов.
Метод открытых контактных площадок основан на создании электрических межслойных соединений с помощью выводов навесных элементов или перемычек через технологические отверстия, обеспечивающие доступ к контактным площадкам, и включает следующие операции (рис. 2,б):
- получение заготовок фольгированного материала;
- нанесение защитного рисунка схемы на каждый слой;
- травление меди с пробельных мест и удаление резиста;
- пробивка отверстий в слоях;
- прессование пакета МПП;
- облуживание контактных площадок, выполнение электрических соединений.
В слоях вырубаются отверстия: для штыревых выводов круглые, для планарных прямоугольные. Для увеличения площади контакта диаметр площадок делают больше диаметра отверстий. МПП являются ремонтопригодными, так как допускается перепайка выводов ЭРЭ. Количество слоев — до 12.
Работы: «Разработка технологического процесса прокатки сортовой ...
... развития технологии непрерывной разливки сортовых заготовок и сортопрокатного производства; выбрать технологическую схему производства сортовых профиле от жидкого ... параметров процесса прокатки и технико-экономических показателей работы стана 780 ПАО "ЧМК"; проанализировать обеспечение безопасности ... 780 ПАО "ЧМК", а также разработать варианты по его реконструкции; привести схему прокатки профиля ø125 ...
Недостатки метода: возможность попадания клея на контактные площадки при склеивании слоев и трудоемкость его удаления скальпелем; трудность автоматизации процесса пайки выводов в углублениях; отсутствие электрической связи между слоями; низкая плотность монтажных соединений.
Метод металлизации сквозных отверстий характеризуется тем, что собирают пакет из отдельных слоев фольгированного диэлектрика (внешних одностороннего, внутренних — с готовыми печатными схемами) и межслойных склеивающихся прокладок, пакет прессуют, а межслойные соединения выполняют путем металлизации сквозных отверстий.
Технологический процесс включает следующие операции (рис. 3,а):
- межслойных склеивающихся прокладок;
- получение заготовок фольгированного диэлектрика и получение рисунка печатной схемы внутренних слоев фотохимическим способом аналогично ДПП;
- пресование пакета МПП при температуре 160-180 °С и давлении 2 5 МПа;
- сверление отверстий в пакете;
- получение защитного рисунка схемы наружных слоев фотоспособом;
- нанесение слоя лака;
- подтравливание диэлектрика в отверстиях в смеси серной и плавиковой кислот в соотношении 4:1 при температуре (60±5) °С в течение 10 — 30 с. При этом растворяется смола стеклопластиков и стеклоткань склеивающих прокладок устранения следов наволакивания смолы, обнажения контактных площадок и увеличения площади контактирования;
- химическое меднение сквозных отверстий;
- удаление слоя лака;
- гальваническое меднение отверстий и контактных площадок до толщины 25-30 мкм в отверстиях;
- нанесение металлического резиста гальваническим путем (сплавы Sn — Pb, Sn — Ni);
- удаление защитного слоя рисунка и травление меди с пробельных мест;
- осветление (оплавление) металлического резиста;
- механическая обработка МПП (снятие технологического припуска);
- контроль и маркировка.
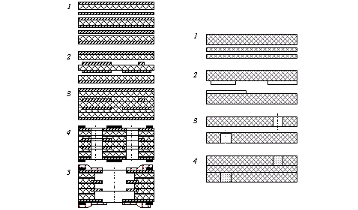
Рис. 3 стадии формирования МПП: а методом металлизации сквозных отверстий 1- получение заготовок; 2- нанесение рисунка на внутренних слоях; 3- прессование пакета; 4-сверление отверстий; 5-подтравливание диэлектрика. б методом попарного прессования 1- получение заготовок; 2-получение рисунка на внутренних слоях 3-выполнение межслойных переходов; 4-прессование пакета.
Качество МПП, изготовленных методом металлизации сквозных отверстий, в значительной мере зависит от надежности межслойных соединений — торцов контактных площадок с металлизированными отверстиями. Надежное соединение образуется при удалении со стенок отверстий пленки эпоксидной смолы, наволакиваемой при сверлении. Наиболее распространенный способ очистки отверстий перед металлизацией химическое подтравливание диэлектрика стенок отверстий. Для этого используются растворы кислот или их смеси, однако смеси кислот склонны проявлять продукты травления в порах диэлектрика. За рубежом наибольшее распространение получил способ травления диэлектрика не в смеси кислот, сначала в серной, а затем в плавиковой. При повышении температуры раствора с 30 до 60 °С глубина подтравливания диэлектрика увеличивается от 2 — 5 до 40 — 50 мкм, а при увеличении времени воздействия травящего раствора с 1 до 5 мин глубина подтравливания растет от 25-50 до 100-120 мкм.
Газообразные диэлектрики
... материала, так как в этом случае, кроме сквозной электропроводности, возникает ряд добавочных причин, вызывающих потери энергии в диэлектрике. Диэлектрические потери в газах при напряженностях поля, ... образованием озона и окислов азота, что вызывает химическое разложение органической изоляции, содержащей газовые включения. Рисунок 2 - Изменение tgд в зависимости от напряжения для изолятора с ...
В связи с тем, что для подтравливания используются агрессивные растворы (смесь горячих концентрированных кислот), требующие постоянного контроля и последующей нейтрализации обработанных заготовок, был предложен способ сухого плазменного травления. Он обеспечивает хорошую адгезию меди в отверстиях, короткий цикл обработки и отсутствие побочных эффектов. В качестве реагента используется низкотемпературная плазма из смеси газов, например кислорода и фреона при температуре 50 — 350 °С и давлении 0,13 — 260 ГПа. Плазма содержит свободные радикалы (до 90) и ионы (1 %).
Рекомендуется перед травлением предварительный подогрев плат до 50 — 70 °С. Плазма превращает эпоксидную смолу в летучее вещество, легко удаляемое из отверстий. Никаких промывок и сушки при плазменном методе не требуется. Этот процесс сухой и полностью автоматизирован. При обработке каждая МПП помещается в пространство между двумя параллельно расположенными алюминиевыми пластинами-электродами. Электроды имеют отверстия, совпадающие с отверстиями в МПП.
Метод металлизации сквозных отверстий является основным и наиболее перспективным в производстве МПП, так как не имеет ограничения количества слоев, легко поддается автоматизации и обеспечивает наибольшую плотность печатного монтажа. Он позволяет изготавливать МПП, пригодные для размещения на них элементов с планарными и штыревыми выводами. Более 80 % всех МПП, производимых в мире, изготавливается этим методом.
Метод попарного прессования характеризуется тем, что внутренние слои МПП изготавливаются на одной стороне заготовки из двустороннего фольгированного диэлектрика, межслойные соединения — путем химико-гальванической металлизации отверстий в заготовках, полученные слои прессуются, а рисунок на наружных сторонах платы выполняется комбинированным позитивным методом.
В конструкции МПП нет прямой электрической связи между внутренними слоями многослойной структуры, она осуществляется через внешние слои. Сложность переходов не дает возможности получить высокую плотность печатного монтажа. Число слоев МПП — не более четырех. Технологический процесс включает следующие операции (рис. 3,б):
- получение заготовок;
- нанесение защитного рисунка схемы внутренних слоев;
- травление меди с пробельных мест и удаление защитного рисунка;
- выполнение межслойных электрических соединений между внутренними и наружными слоями химико-гальванической металлизацией;
- прессование пакета МПП (металлизированные отверстия переходов заполняются смолой во избежание их разрушения при травлении);
- сверление отверстий и нанесение защитного рисунка схемы наружных слоев;
- химическое меднение сквозных отверстий;
- гальваническое меднение и нанесение металлического резиста;
- осветление металлического резиста;
- механическая обработка;
- контроль, маркировка.
Попарным прессованием изготавливаются МПП, на которых размещаются навесные элементы с планарными и штыревыми выводами. Недостатки метода — низкая производительность, невозможность получения большого числа слоев и высокой плотности печатного монтажа.
Метод послойного наращивания характеризуется тем, что при его осуществлении межслойные соединения выполняют сплошными медными переходами (столбиками меди), расположенными в местах контактных площадок. Технологический процесс включает следующие операции:
- получение заготовок стеклоткани и фольги;
- перфорирование диэлектрика;
- наклеивание перфорированной заготовки диэлектрика на фольгу;
- гальваническая металлизация отверстия и химико-гальваническая металлизация второй наружной поверхности заготовки;
- нанесение защитного рисунка схемы и травление меди;
- гальваническое наращивание меди в отверстиях и химико-гальваническая металлизация наружной поверхности диэлектрика;
- травление меди с пробельных мест;
- получение многослойной структуры путем многократного повторения операций химико-гальванической металлизации и травления;
- напрессовывание диэлектрика;
- получение защитного рисунка печатного монтажа наружного слоя;
- травление меди с пробельных мест и облуживание припоем;
- механическая обработка;
- контроль и маркировка.
Послойным наращиванием получают МПП, на которых размещают только навесные элементы с планарными выводами. Недостатком данного метода является нетехнологичность конструкции, так как нельзя использовать фольгированные диэлектрики и необходимо вести последовательный цикл изготовления многослойной структуры. Стоимость изготовления МПП высокая. Достоинства метода — возможность получения большого числа слоев (5 и более) и самые надежные межслойные контактные соединения. Результаты качественного сравнения МПП, изготовленных различными методами, приведены в табл. 1.
К базовым технологическим процессам получения МПП относятся прессование пакета, механическая обработка и контроль. Прессование пакета МПП является одним из самых важных процессов изготовления МПП, так как от качества его выполнения зависят электрические и механические характеристики готовой МПП. Технологический процесс прессования состоит из следующих операций: подготовка поверхности слоев перед прессованием; совмещение отдельных слоев МПП по базовым отверстиям и сборка пакета; прессование пакета.
Таблица 1 — Сравнительная характеристика методов изготовления МПП
|
Показатель |
Метод изготовления |
|||||
|
механическими деталями |
попарным прессованием |
открытых контакт-ных площадок |
выступающих выводов |
послойного наращивания |
металлизацией сквозных отверстий |
|
|
Количество слоев |
6 |
4 |
12 |
5 |
15 |
20 |
|
Плотность печатного монтажа |
Н |
С |
Н |
С |
С |
В |
|
Надежность межслойных соединений |
Н |
С |
В |
В |
В |
С |
|
Стойкость к внешним воздействиям |
С |
С |
С |
В |
В |
С |
|
Ремонтопригодность |
Н |
Н |
В |
С |
С |
Н |
|
Технологическая себестоимость |
В |
С |
С |
В |
В |
|
Стадии проектирования
Выделяют стадии:
- научно-исследовательских работ (НИР),
— Предпатентный поиск;
— разработка и согласование с заказчиком ТЗ;
Теоретические и экспериментальные исследования;
Обобщение результатов и оценка выполненной НИР;
Приемка НИР;
Обсуждение и согласование задания на ОКР.
- опытно-конструкторских работ (ОКР),
— ТЗ;
— Техническое предложение;
Эскизный проект;
Технический проект;
Разработка рабочей презентации.
- эскизного проекта,
- технического проекта,
- рабочего проекта,
- испытаний опытного образца.
Проектирование, как отдельных объектов, так и систем начинается с выработки технического задания (ТЗ) на проектирование. В ТЗ содержатся основные сведения об объекте проектирования, условиях его эксплуатации, а также требования, предъявляемые заказчиком к проектируемому изделию. Важнейшее требование к ТЗ — это его полнота. Выполнение этого требования определяет сроки и качество проектирования. Следующий этап — предварительное проектирование — связан с поиском принципиальных возможностей построения системы, исследованием новых принципов, структур, обоснованием наиболее общих решений. Результатом этого этапа является техническое предложение.
На этапе эскизного проектирования производится детальная проработка возможности построения системы, его результатом является эскизный проект.
На этапе технического проектирования выполняется укрупненное представление всех конструкторских и технологических решений; результатом этого этапа является технический проект.
На этапе рабочего проектирования производится детальная проработка всех блоков, узлов и деталей проектируемой системы, а также технологических процессов производства деталей и их сборки в узлы и блоки.
Заключительный этап — изготовление опытного образца, по результатам испытаний которого вносят необходимые изменения в проектную документацию.
При неавтоматизированном проектировании наиболее трудоемкими являются этапы технического и рабочего проектирования. Внедрение автоматизации на этих этапах приводит к наиболее эффективным результатам
Проектирование — это комплекс работ с целью получения описаний нового или модернизируемого технического объекта, достаточных для реализации или изготовления объекта в заданных условиях. В процессе проектирования возникает необходимость создания описания, необходимого для построения еще не существующего объекта. Получаемые при проектировании описания бывают окончательными или промежуточными.
Окончательные описания представляют собой комплект конструкторско-технологической документации в виде чертежей, спецификаций, программ для ЭВМ и автоматизированных комплексов и т.д.
Смысл сквозной технологии состоит в эффективное передаче данных и результатов конкретного текущего этапа проектирования сразу на все последующие этапы.
Данные технологии базируются на модульном построении САПР, но использовании общих баз данных и баз знаний на всех этапах выполнения проекта и характеризуются широкими возможностями моделирования и контроля на всех этапах проектирования.
Сквозные САПР, как правило, являются интегрированными, т.е. имеют альтернативные алгоритмы реализации отдельных проектных процедур.
Технология параллельного проектирования является развитием технологии сквозного проектирования.
При параллельном проектировании информация относительно каких-либо промежуточных или окончательных характеристик изготавливаемого изделия формируются и предоставляются всем участникам работы, начиная с самых ранних этапов проектирования. В этом случае информация носит прогностический характер. Ее получение базируется на математических моделях и методах прогностической оценки различных вариантов проектных стратегий, т.е. выбора основополагающих характеристик разрабатываемого изделия, определение критериев качества разработки и выбор алгоритмических и инструментальных средств разработки. Оценка может производиться на основе аналитических моделей, на основе статистических методов и на основе методов экспертных систем.
Технология параллельного проектирования реализуется на основе интегрированных инструментальных средств прогностической оценки и анализа альтернативных проектных решений с последующим выбором базового проектного решения.
Прогностическая оценка может производиться как относительно всего проекта (тогда мы говорим об этапе аван проектирования), так и относительно отдельных этапов проектирования.
Принципиальным отличием параллельного проектирования от сквозного проектирования является то, что информация не просто поступает на все последующие этапы проектирования, а, поскольку все этапы начинают выполняться одновременно, информация поступает как на все предыдущие, так и на все последующие этапы проектирования.
Выигрыш параллельного проектирования в качестве всего проекта, т.к. на конкретном этапе проектирования учитываются критерии с других этапов.
Информация появляется у все участников разработки из технического задания и на основе этапов аван проектирования.
Впервые среду параллельного проектирования предложила фирма Mentor Graphics на основе принципа объединения всех инструментальных средств проектирования и данных в одном непрерывном и гибком процессе создания изделия.
В состав этой инфраструктуры входит:
- Среда управления проектированием
- Система управления данными проекта
- Система поддержки принятия решений
Нисходящее проектирование
Технология нисходящего проектирования предполагает, что инженер начинает работать над проектом на высоком уровне абстракции с последующей детализацией.
Основной задачей руководителя или инженера является определение оптимального концептуального решения (как правило, ищется более рациональное) выбора алгоритмов проектирования, а так же эффективных инструментальных средств проектирования. Другими словами — определение правильной стратегии проектирования на основе достаточно общей и неопределенной информации.
Данная задача решается на основе придиктивных инструментальных средств, т.е. программ, обеспечивающих связь этапов функционально-логического, технического (конструкторского) этапа проектирования и этапа технологической подготовки производства.
При этом, придиктивный инструментарий используется как на уровне отдельных проектных процедур, так и на уровне проекта в целом.
Нисходящее проектирование позволяет получать изделие с более высокими эксплуатационными характеристиками и создавать надежное устройство.
Все современные производители САПР базируются на технологии нисходящего проектирования.
Классификация типовых проектных процедур. Процедуры
Процедура — это нахождение части общего решения. Например, формирование технологического маршрута обработки на основе элементарных технологических маршрутов. Операции и процедуры представляет собой формализованные совокупности действий. Формализация заключается в том, что используются либо арифметические, либо логические операции, либо их сочетание. Арифметические операции — сложение, вычитание, умножение, деление, возведение в степень, получение целевого результата деления, логические операции — отрицание (НЕ), логическое умножение (И), логическое сложение (неисключающее ИЛИ, записываемое как И/ИЛИ), эквивалентность (ТОГДА И ТОЛЬКО ТОГДА…, КОГДА), следование (ЕСЛИ…, ТОГДА)
Проектная процедура — часть проектирования, заканчивающаяся получением проектного решения
Проектные процедуры делятся на процедуры синтеза и анализа. Процедура синтеза заключается в создании описаний проектируемого объекта. В описаниях отображаются структура и параметры объекта (т.е. осуществляется структурный и параметрический синтез).
Процедура анализа исследование объекта. Собственно задача анализа формулируется как задача установления соответствия двух различных описаний одного и того же объекта. Одно из описаний считается первичным, и его корректность предполагается установленной. Другое описание относится к более подробному уровню иерархии, и его правильность нужно установить сопоставлением с первичным описанием. Такое сопоставление называют верификацией. Существует два метода верификации проектных процедур: аналитический и численный
ТО — Совокупность связанных и взаимодействующих технических средств, средств вычислительной техники
Требования к ТО:
- удобство использования инженерами-проектировщиками, возможность оперативного взаимодействия инженеров с ЭВМ;
- достаточная производительность и объем оперативной памяти ЭВМ для решения задач всех этапов проектирования за приемлемое время;
- возможность одновременной работы с техническими средствами необходимого числа пользователей для эффективной деятельности всего коллектива разработчиков;
- открытость комплекса технических средств для расширения и модернизации системы по мере совершенствования и развития техники;
- высокая надежность, приемлемая стоимость и т.д.
Химическая металлизация ПП используется в качестве слоя или подслоя для нанесения основного слоя токопроводящего рисунка гальваническим способом при субтрактивном и полуаддитивном методе или основного слоя при изготовлении плат аддитивным методом.
Для придания диэлектрику способности к металлизации проводят такие подготовительные операции, как сенсибилизация и активация поверхности.
Сенсибилизация (от лат. sensibilis — чуствительный) поверхности имеет целью формирование на поверхности диэлектрика пленки ионов.
Активация поверхности диэлектрика проводится в растворах солей благородных металлов, преимущественно палладия, и способствует последующему осаждению меди.
Химическое осаждение меди — окислительно-восстановительный процесс, который происходит вследствие восстановления ионов двухвалентной меди на активированных поверхностях из ее комплексных солей.
Растворы для тонкослойного и толстослойного меднения
С учетом назначения слоев осаждаемой меди растворы химического меднения можно разделить на составы для тонкослойного и толстослойного меднения. Тонкие (до 0,5-1,0 мкм) медные слои выполняют функцию подслоя в разнообразных процессах металлизации диэлектриков, а толстые слои (до 20-40 мкм) — функцию рисунков печатных плат или гибких кабелей в аддитивной технологии. Соответствующие растворы имеют различие в составе, режимах работы и скоростях осаждения, что существенно сказывается на свойствах получаемых из них слоев.
Тонкие и толстые медные пленки должны быть проводящими и хорошо связанными с подложкой. Кроме того, толстые пленки должны быть устойчивы к термическим воздействиям в процессе пайки и перепайки.
Составы растворов обоих типов сходны по основным компонентам, но принципиально отличаются по добавкам, регулирующим скорость осаждения и стабильность. Растворы толстослойного меднения намного стабильнее растворов тонкослойного меднения, скорость осаждения из которых не превышает десятых долей микрона в час при комнатной температуре.
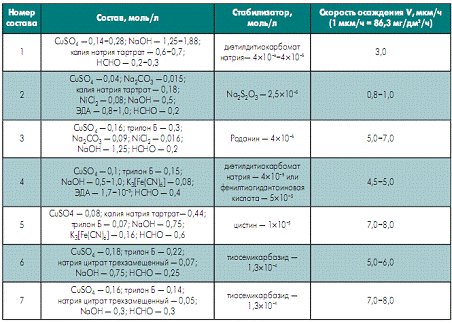
Наиболее распространенными растворами тонкослойного меднения являются тартратные и трилонатные растворы, а также растворы, содержащие два лиганда. Составы стабилизированных растворов тонкослойного химического меднения приведены в таблице 2. Растворы с тиосульфатом натрия, диэтилдитиокарбоматом натрия, фенилтиогидантоиновой кислотой и цистеином рекомендуются для получения токопроводящего медного подслоя на поверхности диэлектриков любой природы, а также металлизации отверстий печатных плат, получаемых субрактивным методом. Растворы химического меднения с тиосемикарбазидом применяются для получения затравочных тонких медных рисунков при фотоаддитивной металлизации диэлектриков.
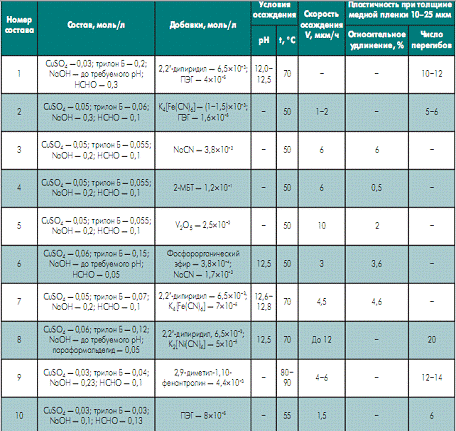
Толстые (свыше 15 мкм) слои меди, используемые в качестве проводников, формирующих рисунок печатной платы или гибкого кабеля, должны быть пластичны (относительное удлинение до разрыва не менее 6%), прочны (прочность на разрыв 200-350 Н/мм2 ), электропроводны (удельное сопротивление (2-5)х10-8 Ом∙м); должны легко паяться, выдерживать без растрескивания, отслаивания, вздутия не менее трех циклов перепаек. Пластичные медные пленки осаждаются только в случае, если скорость процесса ниже определенной критической скорости. Критическая скорость зависит от температуры: чем выше температура раствора, тем выше скорость. Например, для получения пленки с хорошей пластичностью из раствора состава № 10 (табл. 3) скорость осаждения при 50 °С должна быть ниже 1 мкм/ч, а при 70 °С она может возрастать до 5 мкм/ч. Положительное влияние более высоких температур на пластичность можно, по-видимому, объяснить большей подвижностью атомов мели в процессе осаждения пленок, которая приводит к формированию кристаллов упорядоченной структуры. Величина критической скорости зависит и от конкретного состава раствора: концентрации компонентов, природы лиганда, а также стабилизирующих добавок.
Таблица (3)
В качестве лиганда в растворах толстослойного химического меднения, как и в растворах тонкослойного меднения, чаще всего используется трилон Б. Скорость процесса толстослойного и тонкослойного химического меднения из растворов с трилоном Б экстремально зависит от температуры и рН раствора. Особое значение при составлении рецептур растворов толстослойного меднения имеет выбор стабилизирующих добавок, которые, с одной стороны, должны обеспечивать высокую стабильность в сочетании с приемлемой для практических целей скоростью процесса, а с другой — не оказывать отрицательного влияния на качество осаждающейся пленки. Кроме стабилизирующих добавок в растворы вводят дополнительные блескообразоватсли и вещества пластификаторы, улучшающие пластичность за счет снижения количества водорода, включаемого в пленки.
Обилие рецептур растворов толстослойного химического меднения и некоторая противоречивость приводимых в литературе данных об их составах, параметрах осаждения и свойствах пленок свидетельствуют о том, что проблема поиска оптимального состава раствора до сих пор полностью не решена.
Покрытия хорошего качества с довольно высокой для комнатной температуры скоростью осаждаются из растворов, содержащих комплексную добавку, разработанную Институтом химии и химической технологии (г. Вильнюс).
В состав добавки входят: диэтилдитиокарбомат (ДДКNа) — 5 г/л, железосинеродистый калий (K4 Fe(CN)6 ) — 70 г/л, гидроксид аммония (NH4 OH) — 102 мл/л. В растворы химического меднения эта комплексная добавка вводится в количестве 0,5 мл/л.
Структура медного покрытия зависит от природы стабилизирующей добавки: в присутствии NaCN осаждаемая пленка меди состоит из частиц размером 2-5 мкм с четкой огранкой, а в присутствии V2 O5 — из нечетко ограненных частиц размером до 1 мкм. При использовании раствора, содержащего 2-МБТ, пленки сформированы из крупных столбчатых частиц, состоящих, в свою очередь, из кристаллитов размером менее 1 мкм. Укрупнению зерен меди в толстых медных пленках способствуют увеличение их толщины, повышение температуры раствора и концентрации в нем соли меди, а также менее гладкая поверхность подложки. Пластичность медных пленок существенно увеличивается при прогреве и возрастает с увеличением его длительности и температуры. Вероятно, это объясняется, с одной стороны, протеканием при прогреве процессов, приводящих к укрупнению кристаллов, то есть к удлинению осей скольжения, а с другой — тем, что улетучиваются примеси (углерод, сера, водород и кислород).
Адгезия химически осажденных медных пленок определяется в основном природой и способом подготовки поверхности подложки (степень шероховатости, наличие функциональных групп), способом активирования и в меньшей степени — составом раствора и условиями осаждения. Максимуму адгезии (1300-1900 Н/м) соответствует структурированная поверхность с относительно равномерно и достаточно густо (40 микроуглублений на 100 мкм2 ) расположенными кавернами травления размером 1-2 мкм.
По электропроводности пленки меди, полученные из растворов толстослойного химического меднения в оптимальных режимах их работы, почти не отличаются от пленок гальванически осажденной меди. Сопротивление медных пленок зависит от их толщины, строения и состава. Удельное сопротивление тонких медных пленок, особенно полученных в присутствии серосодержащих добавок, велико. Это связано с наличием серы в пленке, обусловливающей ее столбчатое строение. С ростом толщины пленок сопротивление снижается.
Правила эксплуатации ванн химического меднения
При приготовлении растворов химического меднения в отдельных емкостях растворяют в дистиллированной воде сернокислую медь, комплексообразователь и едкий натр. Затем смешивают первые два раствора и при непрерывном перемешивании приливают раствор едкого натра и раствор стабилизатора, после чего раствор в ванне доводят до рабочего уровня, выдерживают 8-10 часов, фильтруют и корректируют по величине рН добавлением NaOH или H2 S04 . Формалин вводят за 10-20 мин до начала работы. Приготовленный раствор анализируют по всем компонентам. Анализ на содержание формалина, едкого натра и меди проводят ежедневно.
Корректирование растворов. Корректирование растворов сульфатом меди, щелочью и формалином проводят ежедневно в начале работы, а комплексообразователем — по данным экспресс-анализа, 1 раз в неделю. Стабилизатор вводят в конце рабочего дня в количестве не более 1/2 от рецептурного значения. На крупных предприятиях анализ ванны химического меднения проводят каждые 2 часа по NaOH, CuSO4 , CH2 0, трилону Б. Для предотвращения разложения раствора в период длительного хранения (более 24 часов) необходимо подкислить его до величины рН = 5-6 добавлением серной кислоты. При небольших перерывах раствор рекомсндуется подкислять до рH = 12,2-12,3. Можно вводить щелочной стабилизатор NaOH 180-200 г/л; Na2 S2 03 0,05-0,06 г/л.
Корректирование растворов на основе трилона Б производят по данным анализа на содержание меди, щелочи и формалина. Трилон Б добавляют по 5-7 г/л через 2-3 дня работы. Для длительного хранения трилонатные растворы следует подкислять серной кислотой до рН = 10,0-10,5. Для корректирования следует применять концентрированные растворы CuS04 200-250 г/л и NaOH 400-600 г/л. При длительном использовании раствора меднения в нем накапливаются в больших количествах сульфаты натрия и формиаты натрия, в результате чего введение очередной порции компонентов затруднено. В этом случае раствор не корректируют, а заменяют свежим.
Существуют различные способы корректировки: одноразовые (ежедневные), периодические и непрерывные.
Одноразовая корректировка возможна при невысокой интенсивности работы ванн, когда содержание основных компонентов ванны за рабочую смену не снижается ниже допустимого предела.
Периодическое корректирование проводится после обработки определенной площади изделий или через определенное число загрузок или через определенное время непрерывной работы раствора. Используются концентраты, содержащие 1-2 или 3-4 компонента в одном растворе. При этом необходим постоянный учет площади металлизированных изделий или времени работы раствора, что усложняет контроль процесса.
Непрерывный способ корректирования может осуществляться автоматической регулировкой. Разработан способ с автоматической подачей корректирующих растворов по сигналу датчика, измеряющего оптическую плотность раствора в инфракрасном свете. При одноразовом корректировании (1 раз перед началом смены) раствор химического меднения за 6 циклов меднения истощается по отдельным компонентам на 26,6-38%.
При непрерывном корректировании за 16 циклов металлизации максимальное изменение содержания всех компонентов раствора составляет 5,7-8,4%, скорость нанесения покрытия не претерпевает существенных изменений, оставаясь на уровне 3-3,4 мкм/ч.
Правила эксплуатации ванн химического меднения
1. Предъявляются высокие требования к чистоте используемых реактивов и воды. Реактивы должны быть чистыми или химически чистыми. Вода, на которой готовятся растворы, должна быть обессолена дистилляцией.
С целью обновления раствора химического меднения в отверстиях плат и упрощения удаления водорода из отверстий проводится покачивание заготовок: плавное и медленное, 15-20 качаний в минуту при длине хода 50-100 мм. При этом скорость меднения увеличивается в 3 раза.
3. Необходимо обеспечить умеренную степень загрузки ванн химического меднения (примерно 250 см2 /л).
4. Следует обеспечить оптимальный режим корректировки раствора (непрерывный).
5. Для стабилизации раствора в нерабочий период в раствор вводят щелочной стабилизатор в количестве 0,01 л на 1 литр ванны. Состав: NaOH 180-200 г/л; Na2 S2 03 — 0,05-0,06 г/л. Можно использовать традиционное подкисление раствора. Для повышения качества металлизации печатных плат ванна должна быть в форме куба с пластмассовой футеровкой. Необходимо предусмотреть дополнительную емкость, предназначенную для очистки раствора и рабочей ванны. При необходимости ванну следует промывать разбавленной азотной кислотой HN03 (1:1), затем водой.
6. Учитывая высокую стоимость растворов химического меднения, рекомендуется после ванны с рабочим раствором ставить ванну улавливания. Это позволяет уменьшить содержание химикатов в проточной воде в 10 раз. Можно предусмотреть также выдержку подвесок над раствором не менее 30 секунд, что увеличит время стекания раствора в основную ванну.
7. Выбираются стальные подвески, обрабатываемые в травильных растворах после каждого цикла.
8. Фильтрование удаляет не только посторонние примеси, но и мелкие частицы металла в случае, если в растворе уже началось объемное разложение. Особенно эффективно фильтрование для растворов, содержащих стабилизаторы, — тогда при объемной реакции образуется сравнительно небольшое число крупных частиц металла. Поэтому периодическое или непрерывное фильтрование раствора металлизации является необходимой операцией при длительном их использовании. Химическое меднение в протекающем растворе с фильтрацией обеспечивает повышение прочности сцепления осадка в 2 раза, причем осадок имеет более плотную структуру. Скорость фильтрации должна обеспечить 3-5-кратный обмен раствора в течение часа.
9.Необходимо предусматривать очистку раствора химического меднения от накапливающихся примесей: сульфат, формиат ионов, карбонат ионов, появляющихся за счет взаимодействия щелочи с углекислым газом при барботаже. Указанные ионы снижают пластичность медных осадков, уменьшается предел их прочности. Сульфат и формиат ионы можно удалять электродиализом. Накопления сульфат ионов можно избежать, если проводить корректировку по Си2+ с помощью Си(ОН)2 или использовать медный электрод, подвергая его анодному растворению. Для предотвращения накопления карбонатов рекомендуется барботировать ванну воздухом, очищенным от С02 , или удалять карбонаты охлаждением раствора до 10 °С в нерабочий период. При этом карбонаты выпадают в осадок, который затем отфильтровывается.
Возможные виды брака на линии химического меднения
Образование раковин является наиболее важной проблемой управления качеством, возникающей при автоматической сборке посредством пайки печатных плат со сквозными металлизированными отверстиями. Количество образовавшихся раковин при пайке непосредственно связано со способностью медного столба противостоять давлению газа позади него в течение нескольких секунд, во время которых газ вырабатывается термическим воздействием расплавленного припоя. Если образуются раковины, то газ может либо выходить через существующие поры, либо разрывать столб металлизации. Оба эти явления уменьшаются по мере возрастания толщины столба, и таким образом для всех плат со сквозными металлизированными отверстиями образование раковин уменьшается при возрастании толщины столба. Однако соотношение между образованием раковин и толщиной столба является функцией качества химического меднения. Для того чтобы избежать пор и слабых точек, в столбе металлизации необходимо полное покрытие стенок просверленных отверстий химической медью. Химическое меднение зависит от эффективности и однородности адсорбции катализатора.
Природа образования раковин при пайке сквозных металлизированных отверстий. Газ, приводящий к образованию раковин при пайке сквозных металлизированных отверстий, возникает из-за поглощения влаги из атмосферы эпоксидной составляющей слоя FR-4. Образования раковин можно избежать, если печатную плату хорошо высушить до пайки, но это не всегда практично.
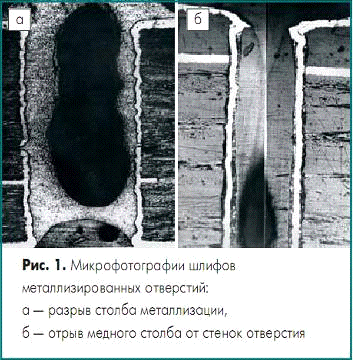
Столб металлизации должен оставаться цельным в течение нескольких секунд с того момента, как термическое воздействие расплавленного припоя начинает вызывать в металлизированных отверстиях выделение влаги, поглощенной эпоксидной составляющей, и до того момента, когда припой застынет. Давление газа за медной стенкой может стать значительным, и таким образом столб не только должен быть непроницаемым, но и не должен иметь слабых точек, которые могут быть пробиты во время пайки (рис. 4а).
Однако, если столб непроницаем, он должен еще также иметь достаточную адгезию к стенкам просверленных отверстий и не отрываться из-за давления газа позади него (рис. 46).
Один из аспектов решения данных проблем лежит в нанесении химической меди и подготовке стенок просверленных отверстий, на которые она наносится.
Причины плохого химического покрытия
Существует много причин, которые приводят к неосаждению химической меди на просверленной поверхности стеклоэпоксидного слоя.
На просверленной поверхности могут встречаться полости в слое (углубления) либо вследствие плохой пропитки стекловолокна эпоксидной составляющей, либо из-за вырывания концов стекловолокна при сверлении. В этих углублениях процесс осаждения химической меди затруднен. Эти полости также задерживают раствор из-за поверхностного натяжения, приводя к загрязнению и препятствуя последующим процессам.
Осколки сверления, остающиеся на стенках отверстий в процессе сверления, могут оказаться вытесненными позднее при производстве. Если это произойдет при активировании, но до металлизации, то ясно, что некоторые участки поверхности окажутся обнаженными.
Методы очистки. После плазменной очистки стенки отверстия могут оказаться покрытыми тонким слоем пыли, что приводит к недостаточной адсорбции катализатора.
При хромовокислом травлении шестивалентный хром действует как яд на коллоидный палладиевый катализатор, что может привести к отсутствию активирования поверхности.
При сернокислом травлении диэлектрика обнажается стекловолокно, кроме того, эпоксидная смола загрязняется анионными сульфированными остатками, которые уменьшают каталитическую адсорбцию при применении активатора, имеющего отрицательный электрокинетический потенциал. Эпоксидная смола в отверстии становится гладкой, что не способствует хорошей адгезии при химическом осаждении.
Лучше всего эти недостатки преодолеваются при использовании нагретого щелочного перманганатного раствора для травления диэлектрика.
Адсорбция катализатора. Коллоидный активатор, который имеет отрицательный электрокинетический потенциал, будет с трудом адсорбироваться на отрицательно заряженной поверхности стекловолокна. Поэтому поверхность отверстия должна быть специально подготовлена обработкой в растворе кондиционирования.
Таким образом, качество химической металлизации отверстия зависит в основном от способов подготовки поверхности диэлектрика.
Еще одним серьезным и распространенным видом брака является отслаивание.
Контроль качества химического меднения
Для определения качества химической металлизации используется метод, выявляющий пористость, необнаруживаемую никакими другими методами, кроме электронного микроскопа. Метод «звездного неба», или контроль с помощью подсветки, заключается в проверке светопроницаемости стенки отверстия (рис. 5).
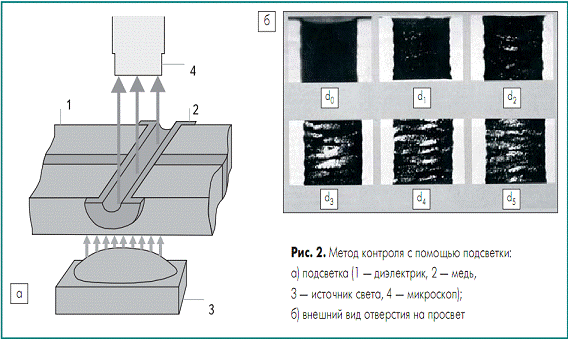
Плата разрезается особым способом. Одна сторона разреза проходит через середину ряда отверстий, другая находится в двух или трех миллиметрах от края отверстия и может быть немного отполирована для увеличения светопроницаемости.
Пластины монтируются на приспособление, которое является своего рода барьером, удаляющим весь паразитический свет. Образцы освещаются сзади лампой мощностью 10-20 Вт и подвергаются осмотру с увеличением от 20 до 50 раз.
Контроль производится после осаждения химической меди или после гальвано затяжки. Все образовавшиеся в результате процесса металлизации пустоты превращаются в светящиеся точки на темном фоне.
Качество металлизации оценивается по следующим критериям:
- Отличное — отверстие совершенно черного цвета (d0 ).
- Очень хорошее — наблюдаются отдельные микроскопические точки (d1 ).
- Удовлетворительное — небольшое количество маленьких пустот (d2 ).
- Плохое — покрытие частично отсутствует, волокна диэлектрика полностью открыты, пористая металлизация на эпоксиде (d3 ).
- Очень плохое — слабое покрытие или отсутствие покрытия вообще (d4 , d5 ).
Другие способы металлизации диэлектриков
В современном мире, где экологический аспект ставится на первое место, процесс «химического меднения» признается экологически вредным и небезопасным для работы людей. Рассмотрим проблемы, возникающие при использовании процесса стандартного химического меднения:
1) большое время выхода заготовок при операции химического меднения около 2ч;
2) большой экологический вред;
) постоянная работа с формалином;
) постоянная работа с каустиком и приготовление концентрата каустика;
) необходимость перекачки раствора химического меднения в запасную емкость;
) необходимость добавления в ванну стабилизирующих добавок;
) нестабильность раствора химического меднения;
) большой объем анализов;
9) частая корректировка.
1. Левин А.П., Сватикова Н.Э. Расчет вибропрочности конструкции РЭА. — М.: МИРЭА, 2003.
2. Мевис А.Ф., Несвижский В.Б., Фефер А.И. Допуски и посадки деталей радиоэлектронной аппаратуры: Справочник/ Под ред. О.А. Луппова. — М.: Радио и связь, 2004.
. Ненашев А.П. Конструирование радиоэлектронных средств: Учеб. для радиотехнич. спец. вузов — Мн.: Высш.шк., 2002.
. Иванов-Есипович Н.К. Физико-химические основы производства радиоэлектронной аппаратуры: Учебное пособие для вузов