
Сварка — процесс получения неразъёмного соединения посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого. Обычно применяется для соединения металлов, их сплавов или термопластов, а также в медицине.
Для производства сварки используются различные источники энергии: электрическая дуга, газовое пламя, лазерное излучение, электронный луч, трение, ультразвук. Развитие технологий позволяет в настоящее время осуществлять сварку не только на промышленных предприятиях, но и на открытом воздухе, под водой и даже в космосе. Производство сварочных работ сопряжено с опасностью возгораний, поражений электрическим током, отравлений вредными газами, облучением ультрафиолетовыми лучами и поражением глаз.
Физические признаки, в зависимости от формы энергии, используемой для образования сварного соединения, подразделяются на три класса:
Термический класс:, Термомеханический класс:, Механический класс:
-
Технологическая часть
-
Деформации и напряжения при сварке
-
Во время
Напряжение, Деформация
При
Внутренние
В результате местного (неравномерного) нагрева металла, обусловленного воздействием концентрированного источника теплоты, в сварной конструкции возникают временные и остаточные сварочные напряжения. Временные сварочные напряжения наблюдаются только в определенный момент сварки в процессе изменения температуры. Напряжения, существующие после окончания сварки конструкции и полного ее остывания, называют остаточными сварочными напряжениями или сварочными напряжениями. Они возникают в результате затруднений расширения и сжатия металла при его нагреве и остывании. Затрудненность расширения и сжатия металла обусловлена тем, что нагретый участок со всех сторон окружен холодным металлом, размеры которого не претерпевают никаких изменений. Реактивные остаточные напряжения возникают в связи с дополнительным закреплением свариваемых деталей (в приспособлении, при жестком закреплении и т. п.), также препятствующим нормальному протеканию процессов расширения и сжатия. Реактивные напряжения характеризуются неуравновешенной эпюрой напряжений.
Методика изучения раздела «Технология обработки металлов» в 5 классе
... С самого начала обучение ручному труду строилось на примере изготовления различных изделий из дерева, металлов и других материалов. Продукция подбиралась таким ... теме Курсовая работа состоит из введения, двух глав: сущность технологического образования школьников, методика организации работы в разделе «Технология металлообработки в 5 классе», выводы и приложения. Пояснительная записка изложена на ...
Структурные напряжения возникают в конструкции вследствие структурных превращений участков металла околошовной зоны, нагретых в процессе сварки до температуры выше критических точек. Значительные по величине структурные напряжения возникают при сварке закаливающихся сталей, при охлаждении которых после сварки в околошовной зоне образуются мартенситные, имеющие наибольший удельный объем структуры.
Различают сварочные напряжения трех родов. В сварных конструкциях из низкоуглеродистых и низколегированных сталей в основном развиваются сварочные напряжения первого рода. Они действуют и уравновешиваются в значительных, соизмеримых с размерами конструкции или отдельных ее деталей, объемах. При определенных условиях возможно возникновение сварочных напряжений второго и третьего родов — действующих и уравновешивающихся в пределах отдельных зерен металла.
(рис. 1, а)
Рис. 1-2. Различные виды напряженного состояния; напряжения: а — линейные; б — плоскостные; в — объемные сварочные
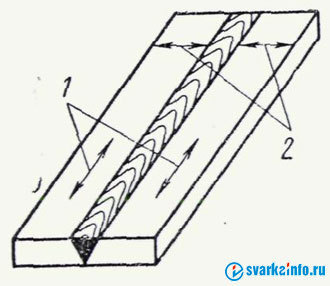 Рис. 3. Продольные (1) и поперечные (2) напряжения в сварном соединении
Рис. 3. Продольные (1) и поперечные (2) напряжения в сварном соединении
Практика эксплуатации сварных конструкций показывает, что в большинстве случаев сварочные напряжения не снижают несущей способности конструкций. По вопросу о влиянии, оказываемом сварочными напряжениями на работоспособность сварной конструкции, нет единого мнения. Большинство исследователей приходит к выводу о том, что линейные сварочные напряжения не снижают прочности сварных конструкций ни при одном из видов нагрузок (статической, вибрационной, ударной), если металл, из которого изготовлена конструкция, в процессе ее эксплуатации находится в пластическом состоянии. Однако, если металл находится в хрупком состоянии, т. е. не способен к пластическому деформированию, наличие даже линейных сварочных напряжений может привести к снижению несущей способности конструкции.
Даже такой пластичный металл, как низкоуглеродистая сталь, при определенных условиях (низкая температура, резкая концентрация напряжений, наличие дефектов) может находиться в хрупком состоянии. Недостаточно ясно также влияние на прочность конструкции сварочных напряжений с плоскостным и объемным характером распределения. Большинство исследователей считают, что и при этом не происходит снижения прочности конструкции при статической (в чистом виде) нагрузке и пластичном состоянии металла.
Технологию сварки и сборки конструкции следует разрабатывать с учетом обеспечения минимальной величины сварочных напряжений, и там, где это диктуется условиями работы конструкции, предусматривать снятие этих напряжений. При этом следует учитывать, что снятие сварочных напряжений — весьма трудоемкая и сложная операция, и к ней следует прибегать только при действительной, технически обоснованной необходимости. Если значения сварных напряжений достигнут предела текучести металла, они вызовут его пластическую деформацию, а следовательно, и изменения размеров и формы свариваемой конструкции, т. е. ее деформацию (коробление).
Проект технологического процесса сборки и сварки конструкции ...
... способом получения соединения деталей. Цель курсовой работы: спроектировать технологический процесс сборки и сварки конструкции типа «Конструкция кабельная» Задачи курсового проекта: Описать назначение конструкции, технические условия; Выбрать материал; ... на сварку в готовом виде, не требующем дополнительных операций. По-другому обстоит дело с деталями из проката. После подбора металла по размерам ...
Возникающие при сварке деформации разделяют на временные, существующие только во время сварки конструкции, и остаточные, остающиеся после завершения сварки и остывания конструкции. Важное значение для практики имеют остаточные сварочные деформации. В зависимости от характера, формы и размеров свариваемых деталей различают деформацию в плоскости и деформацию из плоскости соединяемых элементов. Деформация в плоскости проявляется в изменении (уменьшении) размеров конструкции, с чем необходимо считаться при заготовке деталей и сборке под сварку, предусматривая припуск на и 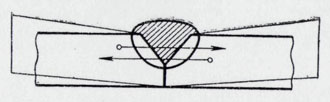 зменение размеров.
зменение размеров.
Рис. 4. Угловая деформация при сварке стыкового соединения
Деформация из плоскости (угловая деформация) проявляется в образовании выпучин («хлопунов»), местном изгибе листов (рис. 4) , в так называемом грибовидном изгибе пояса при сварке элементов тавровых и двутавровых сечений (рис. 5) , а также в других изменениях формы изделий. Величина и характер остаточных деформаций в значительной степени определяются толщиной и свойствами основного металла, режимом сварки, последовательностью наложения швов, конструктивными формами свариваемых деталей и формой шва. При увеличении толщины свариваемого металла деформации снижаются, что связано с большей жесткостью к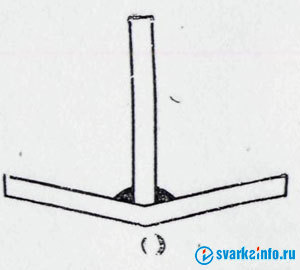 онструкции.
онструкции.
Рис. 5. Угловая деформация (грибовидность) при сварке таврового соединения
Существенное влияние на величину деформации оказывает значение коэффициента линейного расширения м
еталла. При повышении коэффициента линейного расширения величина остаточных деформаций увеличивается, например при сварке конструкций из высоколегированных нержавеющих сталей, что значительно затрудняет сварку металлоконструкций и изделий из этого металла. Опыт эксплуатации показал, что в стальных конструкциях, в которых не возникают структурные напряжения, в большинстве случаев величина и характер остаточных деформаций с течением времени почти не изменяется. В конструкциях, изготовленных из сталей, при сварке которых возникают структурные напряжения, размеры и формы элемента могут изменяться с течением времени.
Изменение размеров и формы сварной конструкции в некоторых случаях снижает ее работоспособность и портит ее внешний вид. Если остаточные деформации достигают заметной величины они могут привести к неисправимому браку. При разработке, технологии сборки и сварки конструкции следует учитывать необходимость снижения остаточных деформаций до величины, при которой они не отражаются на работоспособности и внешнем виде конструкции и не затрудняют сборку отдельных элементов. Если величина остаточных деформаций выходит за допускаемые пределы, следует проводить правку конструкции. Правка конструкции является весьма трудоемкой операцией, требует высокой квалификации рабочих, и ее так же, как и снятие сварочных напряжений, следует проводить только в случае действительной необходимости.
Курсовая работа металлические конструкции включая сварку
... экзамен Курсовая работа (курсовой проект) (КР, КП) - КР КП Краткое содержание курса Номер темы Перечень изучаемых тем Краткое содержание темы 7 семестр Тема 1 Общая характеристика металлических конструкций. Содержание ...
Деформации
Упругая
При пластической
На рис. 6 показаны продольная и поперечная
Деформации при сварке:
а — продольная; б – поперечная
При поперечных
Продольные внутренние
На величину остаточных
Нержавеющие стали
Деформации
Трещины и разрывы могут быть также вызваны неправильным закреплением деталей при
Деформации
Напряжения
В конструкциях, выполненных из специальных сталей и металлов с низкими пластическими свойствами, могут возникать в околошовной зоне закаленные участки, приводящие к возникновению трещин в шве и зоне термического влияния.
-
-
Предупреждение и уменьшение деформаций и напряжений при сварке
-
Напряжения и деформации
-
предотвращение возникновения напряжений и деформаций ;
-
снятие возникших напряжений и исправление деформаций .
К мероприятиям первой группы относятся технологические приемы
Выполнение указанных мероприятий зависит от рационального проектирования конструкции, ее технологичности и от применяемых материалов.
Второй группой мероприятий являются технологические приемы правки отдельных узлов и всей конструкции, термическая и механическая обработка швов и конструкции.
Технологичность конструкции
В отдельных
Р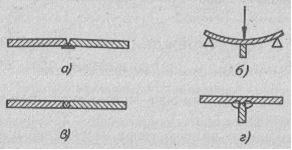 ациональная технология сборки частей конструкции под сварку должна предусматривать технологические приемы соединения частей конструкции таким образом, чтобы после сварочных работ напряжения и деформации в конструкции были минимальными. Для этого производится разбивка конструкции на узлы с наименьшей концентрацией сварных швов, сборка конструкции с обратным прогибом или обратной деформацией (рис. 7).
ациональная технология сборки частей конструкции под сварку должна предусматривать технологические приемы соединения частей конструкции таким образом, чтобы после сварочных работ напряжения и деформации в конструкции были минимальными. Для этого производится разбивка конструкции на узлы с наименьшей концентрацией сварных швов, сборка конструкции с обратным прогибом или обратной деформацией (рис. 7).
Конструкция и работа кольцевой печи
... также слитков на металлургических, трубопрокатных и машиностроительных предприятиях. 1. КОНСТРУКЦИЯ И РАБОТА КОЛЬЦЕВОЙ ПЕЧИ Кольцевая печь предназначена для нагрева трубных заготовок, диаметром перед прошивкой их ... следует считать высоту 400-500 мм над поверхностью нагреваемой максимального диаметра заготовки в условиях работы данной печи. Применение позонного режима отопления кольцевых печей ...
Рис. 7. Методы подготовки конструкции к сварке:
а — обратный прогиб; б — обратная деформация; в и г — конструкции после сварки
Технология сварки
Режим
Способ уравновешивания
При
Снятие возникших
Для этого можно применять различные механические способы: послойная проковка
При горячей правке нагрев может производиться
Устранение внутренних
Способами термической обработки являются полный отжиг, нормализация, низкий отжиг или высокий отпуск.
Термическая обработка предназначена для термической правки, когда происходит уравновешивание
Термическая обработка предназначена также для обеспечения необходимых качеств
Полный отжиг
Полный отжиг применяют для снятия внутренних
Нормализация, Низкотемпературный отжиг
Для снятия
-
-
Техника безопасности, электробезопасность и противопожарные мероприятия
-
К сварочным работам допускаются лица не моложе 18 лет после сдачи техминимума по правилам техники безопасности.
Организация каждого рабочего места должна обеспечивать безопасное выполнение робот.
Рабочее места должны быть оборудованы различного рода ограждениями, защитными и предохранительными устройствами и приспособленными.
Для создания безопасных условий робот сварщиков необходимо учитывать кроме общих положений техники безопасности на производстве и особенности выполнение различных сварочных работ. Такими особенностями являются возможные поражения электрическим током, отравления вредными газами и парами, ожоги излучением сварочной дуги и расплавленным металлом, поражения от взрывов баллонов со сжатыми и сжиженными газами.
Электрическая сварочная дуга излучает яркие видимые световые лучи и невидимые ультрафиолетовые и инфракрасные. Световые лучи оказывают ослепляющие действия. Ультрафиолетовые лучи вызывают заболевания глаз, а при продолжительном действии приводят ожогам кожи.
Для защиты зрения и кожи лица применяют щитки, маски или шлемы, в смотровые отверстия вставляют светофильтры, задерживающие и поглощающие лучи. Для предохранения рук сварщиков от ожогов и брызг расплавленного металла необходимо использовать защитные рукавицы, а на тело надевать брезентовую спец. одежду.
Реферат сварка никеля и его сплавов
... и др.). В электрохимической промышленности применяются сплавы никеля с медью и железом типа монель и константан для изготовления катодов. Особенности диффузионной сварки никеля и его сплавов определяются их свой-ствами и ... ползучести и диффузии. Диффузионную сварку в вакууме никеля и никеля с другими металлами можно выполнять в широком диапазоне параметров режима, однако в большинстве работ ре- ...
В процессе сварки выделяется значительное количество аэрозоля, которое приводит к отравлению организма. Наиболее высока концентрация пыли и вредных газов в облаке дыма, поднимающегося из зоны сварки, поэтому сварщик должен следить за тем, чтобы поток не падал за щиток. Для удаления вредных газов пыли из зоны сварки необходимо устройство местной вентиляции, вытяжной и обще объёмной приточной — вытяжкой. В зимнее время приточная вентиляция должна подавать в помещение подогретый воздух. При отравлении пострадавшего необходимо вынести на свежей воздух, освободить от стесненной одежды и предоставить ему покой до прибытия врача, а при необходимости следует применить искусственное дыхание.
Электробезопасность
Поражение электрическим током происходит при соприкосновении человека с токоведущими частями оборудования. Сопротивление человеческого организма в зависимости от его состояния ( утомляемость, влажность кожи, состояния здоровья ) меняется в широких приделах от 1000 до 20000 Ом. Напряжение холостого хода источников питания дуги достигает 90В, а сжатой дуги — 200В в соответствии с законом Ома при неблагоприятном состоянии сварщика через него может пройти ток, близкий к предельному: I = r
Для предупреждения возможного поражения электрическим током при выполнении электросварочных работ необходимо соблюдать основные правила:
Корпуса оборудования и аппаратуры, к которым подведен электрический ток, должны быть заземлены;
Все электрические провода, идущие от распределительных щитков и на рабочие места должны быть надежно изолированы и защищены от механических повреждений;
Запрещается использовать контур заземления, металлоконструкции зданий, а также трубы водяной и отопительной систем в качестве обратного провода сварочной цепи;
При выполнении сварочных работ в нутрии замкнутых сосудов (котлов, емкостей, резервуаров, и т.п.) следует применять деревянные щиты, резиновые коврики, перчатки, галоши: Сварку необходимо проводить с подручным, находящимися вне сосуда. Следует помнить, что для осветительных целей внутри сосудов, а также в сырых помещениях применяют электрический ток напряжением не выше 12В, а в сухих помещениях — не выше 36В, в сосудах без вентиляции сварщик должен работать не более 30 минут с перерывами для отдыха на свежем воздухе.
Монтаж, ремонт электрооборудования и наблюдение за ним должны выполнять электромонтеры.
Сварщикам категорически запрещается исправлять силовые электрические цепи. При поражении электрическим током необходимо выключить ток первичной цепи освободить от его воздействия пострадавшего, обеспечить к нему доступ свежего воздуха, вызвать врача, а при необходимости до прихода врача сделать искусственное дыхание.
Пожарная безопасность
Причинами пожара при сварочных работах могут быть искры или капли расплавленного металла и шлака, неосторожное обращение с пламенем горелки при наличии горючих материалов в близи рабочего места сварщика. Опасность пожара особенно следует учитывать на строительно-монтажных площадках и при ремонтных работах в не приспособленных для сварки помещениях.
Материалы для газовой сварки
... метан) 8500 1850 Сварка легкоплавких металлов, пайка, резка Пары керосина 10000-10200 2500 ... хозяйстве, ремонтных, строительно-монтажных работах и др.). Для газовой сварки необходимо: 1)газы - кислород и ... присадочной проволоки. Газовая сварка обладает следующими преимуществами: способ сварки сравнительнопрост, не требует ... срок, с меньшей затратой труда и материалов. Сваркой можно изготовлять изделия ...
Для предупреждения пожаров необходимо соблюдать следующие противопожарные меры:
— нельзя хранить вблизи от места сварки огнеопасные или легковоспламеняющиеся материалы, а также производить сварочные работы в помещениях, загрязненных ветошью, бумагой, отходами дерева и т.п;
— запрещается пользоваться одеждой и рукавицами со следами масел, жиров, бензина, керосина и других горючих жидкостей;
— выполнять сварку и резку свежевыкрашенными маслеными красками конструкций до полного их высыхания
— запрещается выполнять сварку аппаратов, находящихся под электрическим напряжением, и сосудов находящихся под давлением;
— нельзя проводить без специальной подготовки сварку и резку емкостей из-под жидкого топлива;
При выполнении в помещениях временных сварочных работ деревянные полы, настилы и помосты должны быть защищены от воспламенения листами асбеста или железа;
Нужно постоянно иметь и следить за исправным состоянием противопожарных средств — огнетушителей, ящиков с песком, лопат, ведер, пожарных рукавов и т.п., а также содержать в исправности пожарную сигнализации;
После окончания сварочных работ необходимо выключить сварочный аппарат, а также убедиться в отсутствии горящих предметов. Средствами пожаротушениями являются вода, пена, газы, пар, порошковые составы и др.
Для подачи воды в установки пожаротушения используют специальные водопроводы. Пена представляет собой концентрированную эмульсию диоксида углерода в водном растворе минеральных солей, содержащих пенообразующие вещества.
При тушении пожара газами и паром используют диоксид углерода, азот, дымовые газы и др.
При тушении керосина, бензина, нефти, горящих электрических проводов запрещается применять воду и пенные огнетушители. В этих случаях следует пользоваться, углекислотными или сухим огнетушителями.
-
Охрана труда
Охрана труда — система сохранения жизни и здоровья работников в процессе трудовой деятельности, включающая в себя правовые, социально-экономические, организационно-технические, санитарно-гигиенические лечебно-профилактические, реабилитационные и иные мероприятия.
В Российской Федерации большое внимание уделяется охране труда рабочих и служащих. Улучшение условий труда, устранение причин несчастных случаев и профессиональных заболеваний, дальнейшее совершенствование законодательства о труде являются важными государственными задачами.
Наряду с непосредственными работами в области охраны труда большое значение для улучшения условий труда имеют и мероприятия технического характера: широкое внедрение современной техники, механизация и автоматизация производства, применение новых технологических процессов. Осуществление в строительстве комплексной механизации основных производственных процессов позволит ликвидировать ручные погрузочно-разгрузочные работы и исключить тяжелый ручной труд основных и многих вспомогательных производственных операций. Увеличение и обновление парка строительных машин и индустриализация строительства качественно изменят труд строителей, превратят его из труда преимущественно ручного в труд механизированный.
Процессы сварки металлов плавлением
... нагрев и давление . Поскольку данная работа посвящена сварке металлов посредством плавления, сварка давлением ниже подробно освещаться не будет. Сварка плавлением. Сварка плавлением осуществляется нагревом свариваемых кромок до температуры плавления без сдавливания свариваемых деталей. При ...
Служба охраны труда строительно-монтажных организаций и профсоюзная общественность, участвующая в работе по охране труда, должны правильно использовать преобразования в способах производства строительно-монтажных работ и способствовать созданию таких условий труда на стройках, при которых не может возникнуть угроза для жизни и здоровья работающих. Особое внимание необходимо обращать на безопасность эксплуатации строительных машин, механизмов и оборудования, так как при общем снижении травматизма в строительстве удельный вес несчастных случаев, связанных с обслуживанием строительных машин, возрастает. Серьезное внимание следует уделять также требованиям электробезопасности на погрузочно-разгрузочных работах, при работах на высоте и на различных уровнях.
В условиях современной строительной площадки — при большой насыщенности ее строительными машинами и механизмами и одновременном производстве работ многими субподрядными организациями — строгое соблюдение требований техники безопасности не может быть обеспечено только инженерно-техническими работниками и работниками службы охраны труда. Личная и коллективная безопасность работающих может быть обеспечена только при правильном отношении к требованиям охраны труда всех членов коллектива.
Все работники организации, в том числе ее руководитель, обязаны проходить обучение по охране труда и проверку знаний требований охраны труда в порядке, определенном Правительством Российской Федерации. Для всех поступающих на работу лиц, а также для лиц, переводимых на другую работу, работодатель (или уполномоченное им лицо) обязан проводить инструктаж по охране труда, организовывать обучение безопасным методам и приемам выполнения работ и оказания первой помощи пострадавшим.
Расследованию и учету подлежат несчастные случаи, происшедшие на производстве с работниками и другими лицами при выполнении ими трудовых обязанностей и работы по заданию организации и индивидуального предпринимателя, в том числе подлежащие обязательному социальному страхованию от несчастных случаев на производстве и профессиональных заболеваний.
-
Список использованной литературы
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/svarochnaya-deformatsiya-pri-svarke/
Основная литература:
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/svarochnaya-deformatsiya-pri-svarke/
-
Лаврешин С.А. производственное обучение газосварщиков: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2012. стр. 151– 156;
15 стр., 7481 словТехнологические основы процесса сварки металлов и сплавов (её ...
... в мире механизм для полуавтоматической подачи электронного прутка в зону сварки. Способ сварки плавящимся металлическим электродом получил название «дуговая сварка по способу Славянова». Изобретения Бенардоса и ... практического применения дуги для целей сварки прошло 80 лет. Н.Н.Бенардос впервые применил электрическую дугу между угольным электродом и металлом для сварки. Он применил созданный им ...
-
Юхин Н.А. Газосварщик: учеб пособие для нач. проф. образования – М.: Издательский центр «Академия», 2010. стр. 28 – 29;
Дополнительная литература:
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/svarochnaya-deformatsiya-pri-svarke/
-
Дриц М.Е., Москалев М.А. Технология конструктивных материалов и материаловедение.- М.: Высш. школа, 1990. — 447 с.
-
Ерохин А.М. Основы сварки плавлением. — М.: Машиностроение, 1973. — 195 с.
-
Контроль качества сварки /Под ред. В. Н. Волченко. -М.: Машиностроение, 1975. — 52 с.
-
Рыбаков В.М. Сварка и резка металлов.- М.: Высшая школа, 1977. — 320 с.
-
Алексеев Е.К., Мельник В.И. Сварка в промышленном строительстве. — М.: Стройиздат, 1977. — 425 с.
-
Рыбаков В.М. Сварка и резка металлов. — М.: Высш. школа, 1979. — 214 с.
-
Лупачев В.Г. Сварочные работы: Учеб. пособие. — Мн.: Выш. шк., 1998. — 320 с.
-
Хренов К.К. Сварка, резка и пайка металлов.- М.: Машиностроение, 1980.- 452 с.
-
В.М. Никифоров “Технология металлов и конструкционные материалы”, Ленинград 1986г.