
В данной работе мы рассмотрим один из видов электротехнологических установок, а именно — вакуумно дуговые установки. Установки, в которых происходит превращение электрической энергии в другие виды с одновременным осуществлением технологических процессов, называют электротехнологическими. Эти установки имеют довольно сложную конструкцию и оборудование, Правильные монтаж, наладка и эксплуатация которого без знания выполняемого им технологического процесса затруднительны.
Технология вакуумно-дуговой выплавки широко используется для улучшения чистоты и структуры стандартных слитков, которые называются расходуемыми электродами, выплавленных в атмосфере либо в вакууме по технологии индукционной плавки. Стали и сплавы, а также титан и цирконий и их сплавы, имеют много областей применения, где решающее значение имеет чистота, однородность структуры, длительная прочность и прочность на срез. Авиакосмическая промышленность, производство энергии, оборонная, медицинская и атомная промышленность отдают предпочтение возможностям и характеристикам этих современных материалов.
1. ИСТОРИЯ ЭЛЕКТРОМЕТАЛЛУРГИИ
На рубеже XIX-XX вв. в металлургии для получения наиболее качественных сортов стали и цветных металлов все шире начинают использовать энергию электрического тока. Возможность электроплавки металлов впервые была установлена русским физиком В. В. Петровым. В 1802 г. он создал крупнейшую в то время гальваническую батарею, состоящую из 2100 медно-цинковых элементов. С помощью этого источника тока было открыто явление электрической дуги. Петров первый указал на возможности ее практического применения для освещения, электроплавки и электросварки металлов. Русский ученый исследовал также процессы окисления металлов и восстановления их из руд в зоне горения электрической дуги.
Патент на первую электротермическую печь был взят еще в 1853 г. французом Пишоном. Конструкция этой печи в какой-то мере является прототипом электродуговых печей (Э. Стассано и др.), которые нашли практическое применение в конце прошлого столетия. Основным элементом печи Пишона были две пары горизонтально расположенных электродов, между которым возбуждалась электрическая дуга. Смесь руды и угля пропускали через зону горения дуги, температура которой составляла 3000 — 3500 °С. Восстановленный углеродом металл плавился и собирался на поду электрической печи. Однако недостаточное количество электроэнергии, вырабатываемой в то время примитивными магнитоэлектрическими генераторами, не могло обеспечить нормальный ход металлургического процесса, и печь Пишона не получила практического использования.
Электрические нагревательные установки
... который предназначен для преобразования электрической энергии в тепловую. ТЭНы применяют в качестве комплектующих изделий в различных электронагревательных установках. Их применяют для нагрева ... воздуха, газов и смесей газов, воды, слабых растворов щелочей и кислот, пищевых жиров и минеральных масел, нагрева и плавления легкоплавких металлов ...
Значительным шагом в разработке электротермических устройств стали опыты английского инженера В. Сименса, получившего в 1878 — 1879 гг. несколько патентов на свои конструкции электрических печей.
Одна из этих конструкций представляла собой огнеупорный тигель, через дно которого проходил подовый электрод из тугоплавкого металла. Второй металлический электрод, охлаждаемый водой, пропускался через крышку тигля. Между этими двумя электродами возбуждалась электрическая дуга. В другой конструкции подовый электрод был сделан из железа и во время работы охлаждался, а верхний электрод формировался из угля. Третья конструкция представляла собой тигель с двумя горизонтальными электродами, установленными один против другого.
В 90-е годы было предложено немало конструкций электрических печей — дуговых и печей сопротивления, в которых тепло выделяется при прохождении электрического тока через проводник, обладающий значительным электрическим сопротивлением, или непосредственно через перерабатываемый материал, являющийся в этом случае также элементом сопротивления. Тем не менее для промышленного производства стали эти печи не нашли в то время широкого применения. Слишком дорогой была выработка электроэнергии. Сталь, которую можно было получать в электропечах, стоила в несколько раз дороже металла, выплавляемого в мартеновских печах или конвертерах. Однако в ряде других отраслей хозяйственной деятельности — при выплавке алюминия или в производстве карбида кальция — электропечи использовали уже довольно широко.
Первые электрические печи для выплавки стали устанавливали, как правило, в районах, где можно было получить наиболее дешевый электрический ток, используя для этого гидроэнергию рек, находящихся поблизости. В 1898 г. итальянский инженер Э. Стассано взял патент на получение в электропечи литой ковкой стали с любым содержанием углерода. Его печь была установлена в Северной Италии, богатой водными ресурсами. В 1899 г. француз П. Эру запатентовал свою конструкцию сталеплавильной электропечи с электродами, расположенными над ванной. Первая печь Эру была построена в Савойе, в предгорьях Альп. Этот город на юго-востоке Франции и поныне является одним из центров французской электрометаллургии. В 1900 г. в Швеции была пущена первая индукционная электропечь конструкции Челлина. Важнейшее преимущество индукционной печи по сравнению с другими электроплавильными и нагревательными агрегатами состоит в том, что тепловая энергия возникает в самом нагреваемом материале за счет энергии электрического тока, проходящего по первичной обмотке. В индукционных печах обеспечивается наиболее равномерный прогрев металла и исключается вредное воздействие газов, образующихся в обычных печах от сгорания топлива или угольной дуги.
Первая печь Э. Стассано по своей конструкции была похожа на доменную печь. Она имела шахту, заплечики и загружалась сверху через засыпную воронку. В ее горн вводили два горизонтально установленных угольных электрода. В дальнейших конструкциях Стассано отказался от печи шахтного типа. От старой конструкции фактически остался только горн. Новая печь имела три пары электродов. Заставляя гореть одну, две или все три электрические дуги, можно было регулировать температуру в плавильном пространстве. Шихтовые материалы для электроплавки вводили ниже зоны горения электрической дуги. Несколько лет спустя Э. Стассано построил в Турине вращающуюся электропечь. При этом ось вращения отклонялась от вертикали на некоторый угол, что обеспечивало более эффективное перемешивание расплавленных материалов на поду печи. Сталеплавильные агрегаты конструкции Стассано строили затем в разных странах, их оптимальная емкость обычно составляла от 0,5 до 3 т.
Обеспечение прочности змеевиков трубчатых печей как цельной конструкции
... температуры на элементы печи, что в свою очередь подразумевает повышение эффективности работы печи в целом. 1 Конструкция и принцип действия трубчатых печей Классификация печей Классификация печей — это ... в программном комплексе ANSYS. Цель работы: Разработать расчетную модель змеевика трубчатой печи, позволяющую оценить прочность любой конструкции змеевиков с учетом термосилового нагружения. ...
Электродуговые печи, созданные Эру, Жиро и рядом других конструкторов, получили название печей с прямым нагревом. В них электрический ток подводится к вертикально расположенному угольному электроду и к металлу, находящемуся на поду печи. Электрическая дуга горит между электродом и ванной. Таким образом, в печах с прямым нагревом тепловая энергия получается из двух источников — от горения дуги и нагревания ванны вследствие ее сопротивления проходящему электрическому току. П. Эру получил патент на одно- и трехфазную электропечи, предназначенные для выплавки стали и производства ферросплавов.
В 1912 г. П. Реннерфельдт (Швеция) несколько видоизменил и усовершенствовал электропечи Э. Стассано. Его печь, работавшая на трехфазном токе, имела три электрода. Один из них был расположен вертикально и проходил через свод печи. Два других вводились через стенки печи с небольшим наклоном от горизонтальной линии. При работе печи зона горения дуг несколько отклонялась вертикальным электродом в направлении ванны, обеспечивая более высокую температуру в поверхностных слоях расплавляемых материалов. Печи Реннерфельдта нашли широкое применение для рафинирования стали и чугуна, а также для плавки медных сплавов, никеля, серебра и алюминия.
В начале XX в. профессор Киевского политехнического института В. П. Ижевский предложил ряд конструкций электропечей лабораторного типа для плавки металлов и термообработки. Первая такая печь, построенная в 1901 г., предназначалась для переплавки небольшого количества чугуна с железными обрезками или с присадками руды. Керамические стенки разогревались электрическим током, проходящим по заложенным в них электродам. Емкость печи составляла всего 16,5 кг. Печь позволяла получать однородный металл, она была компактной, могла работать на постоянном и переменном токе разного напряжения. В последующие годы печи Ижевского (емкостью до 100 кг) работали на ряде заводов Украины.
г. можно считать началом промышленного производства электростали в России. В этом году на дуговой печи П. Эру, пущенной на Обуховском заводе в Петербурге, было выплавлено 192 т высококачественной стали. В 1911 г. эта печь дала уже 1122 т металла. В 1913 г. на русских заводах работали 4 электрические печи, выплавлявшие в год 3500 т стали.
В 1915 г. на Мотовилихинском заводе в Перми была пущена первая сталеплавильная однофазная печь сопротивления с нагревом ванны от расположенных над ней угольных стержней, накалявшихся электрическим током. Эта печь была сконструирована русскими инженерами С. С. Штейнбергом и А. Ф. Грамолиным. В дальнейшем аналогичные печи емкостью 0,75-1 т были установлены на Златоустовском, Надеждинском и других уральских заводах и успешно выполняли военные заказы во время первой мировой войны.
Очистка газов от дуговых сталеплавильных печей
... металла осуществляются электрическими мощными дугами, горящими между концами трех электродов и металлом, находящимся в печи. Печь опирается на ... электропечах можно выплавлять сталь обширного сортамента. Цель работы: выбрать и рассчитать оборудование для очистки газов, поступающих от дуговых сталеплавильных печей. ... горящих дуг и тепла, отражаемого шлаком. Своды крупных печей набирают из ...
Основоположником создания электрометаллургии качественных сталей в нашей стране следует считать видного металлурга Н. И. Беляева. В 1916 г. на небольшом литейном заводе близ г. Богородска (ныне Ногинск, Моск. обл.) он получил первую легированную электросталь. Под руководством Н. И. Беляева началось строительство крупного завода качественных сталей с четырьмя дуговыми печами прямого действия. В ноябре 1917 г. первая электропечь емкостью 1,5 т вступила в строй. Завод «Электросталь» стал первым крупным предприятием, пущенным при Советской власти.
С самого начала использования электропечей в промышленности их преимущества ни у кого не вызывали сомнений. В электропечах достигалась более высокая температура, чем в других сталеплавильных агрегатах, легко переплавлялся скрап легированных сталей, можно было производить специальные высококачественные сплавы с тугоплавкими легирующими элементами при минимальном количестве вредных примесей. Поэтому всюду, где позволяли возможности получения достаточного количества электроэнергии, форсированно развивалась электрометаллургия.
В 1910 г. во всех странах мира работали 114 электрических печей. В 1915 г. их было уже 213, а к началу 1920 г. выплавляли сталь 1025 электропечей и 362 агрегата находилось в стадии монтажа и наладки. В развитых странах, богатых электроэнергией, производство электростали росло особенно быстрыми темпами. В США, например, производство стали в электропечах только за 4 года, с 1914 по 1918 г., возросло с 24 до 800 тыс. т, т. е. в 33 раза. Аналогичная картина наблюдалась в Германии и Канаде. В этот же период электропечи нашли широкое применение для получения ферросплавов, выплавки цветных металлов, а также в химической промышленности — для производства карбида кальция, фосфора и других продуктов.
2. ВАКУУМНЫЙ ДУГОВОЙ ПЕРЕПЛАВ В МЕТАЛЛУРГИИ
При вакуумном дуговом переплаве под воздействием высоких температур, возникающих в зоне электрической дуги между переплавляемым электродом и поддоном кристаллизатора, сталь на нижнем торце электрода расплавляется и капли расплавленного металла падают в ванну, где под воздействием охлаждения кристаллизатора формируется слиток. До начала операции печь вакуумируют (остаточное давление обычно не более 1,33 Па); вакуумные насосы продолжают работать в течение всей плавки. Таким образом, капли металла падают через вакуумированное пространство, при этом обеспечивается очень полное очищение металла от газов, оксидных неметаллических включений (общее содержание кислорода снижается до очень низких пределов), от примесей некоторых цветных металлов и получается плотный слиток. Кристаллизация металла в водоохлаждаемом кристаллизаторе (обычно медном) имеет четко направленный характер, отвечающий направлению отвода тепла. В результате вакуумно дугового переплава механические характеристики металла улучшаются и становятся почти одинаковыми в различных направлениях. В современных установках вакуумно дугового переплава получают слитки массой от нескольких сотен килограммов до 40-50 т. Достоинством способа вакуумного дугового переплава является отсутствие контакта металла с огнеупорной футеровкой, недостатком — невозможность снижения содержания серы (отсутствие шлаковой фазы).
Дуговая выплавка отличается высокой концентрацией тепла в дуге, поэтому вакуумный дуговой переплав получил широкое распространение при производстве слитков из тугоплавких металлов (титана, циркония, ниобия, молибдена, вольфрама и др.).
Дуговая электросталеплавильная печь
... дуговых печей Общее описание дуговой электропечи Дуговая печь состоит из рабочего пространства (собственно печи) с электродами и токоподводами и механизмов, обеспечивающих наклон печи, удержание и перемещение электродов ... других сталеплавильных процессах: ... действием высокой температуры дуг шита под электродами плавиться, жидкий металл стекает вниз, накапливаясь в центральной части подины. Электроды ...
Схему, при применении которой электрод переплавляется, называют вакуумный дуговой переплав с расходуемым электродом. На рис. 1 показана современная вакуумно-дуговая печь с расходуемым электродом.
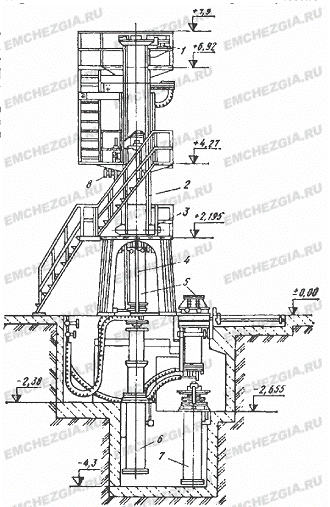
Рисунок 1. Вакуумно-дуговая печь: 1 — механизм перемещения электрода; 2 — вакуумная камера; 3 — механизм прижима электрода; 4 — направляющие кристаллизатора; 5 — кристаллизатор с поддоном; 6 — механизм подъема кристаллизатора; 7 — механизм разгрузки; 8 — патрубок с вакуумным насосом
В некоторых случаях изготовить расходуемый электрод невозможно (например, при переплаве титановой губки).
В этих случаях губчатый или порошкообразный материал расплавляют, помещая его в зону дуги между постоянным (нерасходуемым) электродом и ванной. Такой метод называют вакуумный дуговой переплав с нерасходуемым электродом. Полученный таким образом слиток обычно еще раз переплавляют методом ВДП с расходуемым электродом. При вакуумном дуговом переплаве с нерасходуемым электродом вместо кристаллизатора иногда устанавливают металлический водоохлаждаемый тигель; во время плавки на стенках тигля образуется корочка переплавляемого металла (гарнисаж) и расплав контактирует с гарнисажем из этого же металла. Печи такого типа называют гарнисажными.
Вакуумные дуговые гарнисажные печи (ВДГП) используют также для фасонного литья отливок особо ответственного назначения (трубы, швелера, арматура и прочий металлопрокат).
На рис. 2 изображена схема современной гарнисажной печи емкостью 0,6 т с разливкой металла по желобу. Плавильная поворотная камера соединена с двумя стационарными заливочными камерами с помощью патрубков и поворотных вакуумных уплотнителей. Нерасходуемые электроды обычно делают из вольфрама.
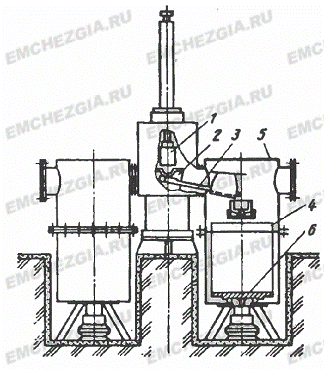
Рисунок 2. Вакуумная дуговая гарнисажная печь:
- электрод;
- 2 — тигель;
- 3 — желоб: 4 — форма;
- 5 — стационарные заливочные камеры;
- 6 — стол центробежный
3. ДУГОВЫЕ ПЕЧИ. ВИДЫ И ХАРАКТЕРИСТИКИ
дуговая плавка печь
Преобразование электрической энергии в тепловую в дуговых печах происходит в электрической дуге, являющейся одной из форм дугового разряда в газах. При таком разряде в сравнительно небольшом объеме дуги можно сконцентрировать огромные мощности и получить очень высокие температуры. Высокая концентрация тепла в дуге позволяет с большой скоростью плавить и нагревать металл в дуговых печах до высокой температуры. Нагрев металла дугой можно осуществлять непосредственно (если дуга горит между электродом и расплавленным металлом) или излучением, когда дуга горит между двумя электродами. Печи первого типа — это дуговые печи прямого действия, второго типа — дуговые печи косвенного действия. В печах косвенного нагрева очаг высокой температуры удален от поверхности металла на некоторое расстояние и на поверхность металла первоначально попадает лишь часть тепла, излучаемого дугой. Значительная его часть достигает поверхности металла после отражения от стен и свода, поэтому футеровка печи испытывает большие тепловые нагрузки. Низкая стойкость футеровки ограничивает возможность проведения в таких дуговых печах процессов, требующих нагрева металла свыше 1300-1400 °С, и не позволяет применять их для плавления тугоплавких металлов. В черной металлургии такие дуговые печи иногда используют в небольших литейных цехах для расплавления чугуна.
Анализ режимов работы дуговой сталеплавильной печи
... на три графитовых электрода, электроды касаются поверхности загруженного в печь металла (шихты), возникает короткое межфазное замыкание, после чего, по сигналу автоматического регулятора, электроды поднимаются и загораются электрические дуги. Начинается процесс расплавления ...
Значительно лучше условия передачи тепла от дуги металлу в дуговых печах прямого действия. В этом случае очаг высоких температур максимально приближен к поверхности металла. Часть тепла из зоны высоких температур поглощается металлом непосредственно и отводится теплопроводностью. Значительно большая часть и лучистой энергии сразу попадает на поверхность металла, а свод печи защищен от воздействия дуг благодаря экранирующему действию электродов. Все это позволяет концентрировать в дуге большие мощности и успешно проводить процессы, требующие нагрева до высоких температур.
Вертикально расположенные электроды в дуговых печах прямого действия работают в основном на растяжение. Это позволяет использовать длинные графитовые электроды большого сечения, допускающие работу на токе большой силы. Таким образом, эти печи могут быть мощными, большой емкости и производительности. В зоне действия дуг происходит интенсивное испарение металла, и поэтому дуговые печи прямого действия не получили широкого применения для плавления дорогих металлов, характеризуемых низкой температурой испарения. Но сравнительно высокие температуры испарения и относительно невысокая стоимость черных металлов делают этот недостаток печей прямого действия в случае производства стали не столь существенным, если учесть их достоинства — большую производительность и возможность проведения высокотемпературных процессов. В связи с этим такие дуговые печи широко распространены в сталеплавильной и ферросплавной промышленности. Наиболее распространены дуговые трехфазные сталеплавильные печи с дугой, горящей в воздушной атмосфере. По общему объему производства металла они занимают первое место среди электросталеплавильных агрегатов.
В последние годы получили распространение дуговые печи специального назначения, например дуговые вакуумные печи (ВДП), которые также являются печами прямого действия.
Имеются два принципиально отличных типа дуговых вакуумных печей: с расходуемым и нерасходуемым электродом. В печах с расходуемым электродом дуга горит между переплавляемым электродом и поверхностью ванны жидкого металла, а в печах с нерасходуемым электродом — между графитовым или металлическим (из тугоплавкого металла) электродом и расплавляемым металлом.
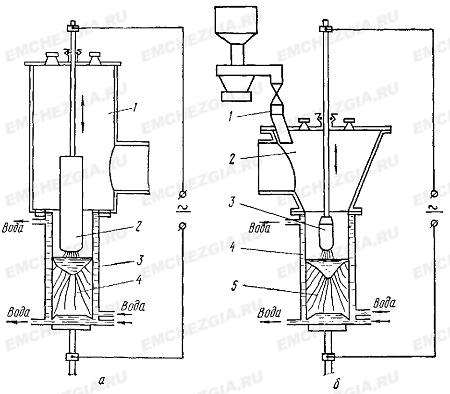
Рисунок 3. Вакуумная дуговая печь.
а — с расходуемым электродом; 1 — вакуумная камера; 2 — расходуемый электрод; 3 — кристаллизатор; 4 — наплавляемый слиток; б — с нерасходуемым электродом; 1 — питатель для подачи шихты; 2 — вакуумная камера; 3 — тугоплавкая насадка электрода; 4 — кристаллизатор; 5 — наплавляемый слиток.
В обоих случаях плавление ведется в вакуумной камере. В дуговых вакуумных печах отсутствует огнеупорная футеровка, а все элементы печи, подверженные воздействию высоких температур, охлаждаются водой. В связи с этим в них можно проводить процессы, требующие большой концентрации тепла и высоких температур. Используются они для плавления тугоплавких (молибден, вольфрам, ниобий, тантал) и тугоплавких активных (цирконий, титан) металлов, а также для переплава стали с целью улучшения ее свойств в результате обработки вакуумом и изменения условий кристаллизации. К дуговым печам прямого действия могут быть отнесены также плазменные дуговые печи с анодом на металле. Источником тепла в этих печах является сильно сжатый в поперечном направлении дуговой разряд. Плотность тока в сжатой дуге во много раз выше, чем в обычной, следовательно, выше и её температура. В среде инертных газов температура сжатой дуги может достигать 30000° С. Такая концентрация тепла в плазменных печах позволяет проводить процессы с очень большой скоростью, в результате чего плазменный нагрев обеспечивает большую производительность. Сжатие дуги можно осуществить магнитным полем или газовым потоком. Используя для сжатия дуги инертные или активные газы, в плавильном пространстве можно получать нейтральную или высокоактивную атмосферу. Для плавления металлов используют плазменные дуговые печи двух типов — с керамическим тиглем или водоохлаждаемым кристаллизатором. Плазменные печи с керамическим тиглем похожи на обычные дуговые сталеплавильные печи, но отличаются от них более высокой производительностью и позволяют получать металл более высокого качества. Печи с водоохлаждаемым кристаллизатором используют для рафинировочного переплава, в результате которого свойства металла улучшаются благодаря дополнительной обработке активным газом и принудительной направленной кристаллизации в водоохлаждаемом кристаллизаторе.
Металлургические печи
... –2300 м 3 – объем, занятый загруженными в нее материалами и продуктами плавки. Эти печи имеют высоту примерно 30 м и дают в сутки по 2000 т ... образуют с окислами железа жидкую шлаковую фазу, помогающую вывести продукты раскисления из металла. Часть раскислители вводят иногда в конвертор за несколько минут до разливки. Завершается ...
4. ВАКУУМНАЯ ДУГОВАЯ ПЕЧЬ
1 Принцип действия
Как уже указывалось, существуют две разновидности дуговой плавки — плавка с нерасходуемым электродом и с расходуемым электродом.
При плавке катод, представляющий собой водоохлаждаемый стержень, изготовленный из вольфрама или графита, не плавится, а создает дугу, которая плавит шихту, помещаемую или подаваемую в кристаллизатор обычно в виде медной водоохлаждаемой плиты с лунками для кристаллизации металлов. В лунке помещается шихта для плавки в виде спрессованных заготовок. Таким образом, не нарушая герметичности печи, можно выплавить несколько слиточков. В целях лучшего проплава слиточков наворачиваются и производится их второй переплав, На дуговых печах с нерасходуемым электродом выплавляются небольшие биточки весом 50-150 г, диаметром 25-35 мм н высотой 8 — 15 мм. В качестве защитной атмосферы, а также для создании минимально допустимого давления, обеспечивающего стабильное пне дуги, применяется аргон, гелий или смесь аргона с гелием. Давление газа в печи составляет 300-350 мм рт. ст,, при чём заполнение печного пространства инертным газом производится после одинарного или двойного вакуумирования.
Печи с нерасходуемым электродом в настоящее время для промышленных целей не применяются и используются главным образом для выплавки небольших слиточков в лабораторно условиях.
Наиболее широкое применение в промышленности получили ваакумные электродуговые печи с расходуемым электродом.
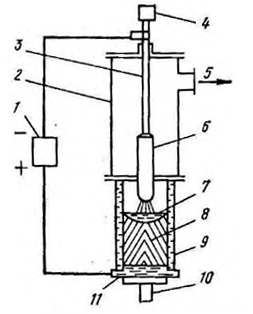
Рисунок 4. Схема вакуумной дуговой печи с расходуемым электродом.
Существует несколько конструкций вакуумных дуговых печей с расходуемым электродом, но принцип их действия один и тот же, а именно электрод, изготовленный из расплавляемого металла или сплава, оплавляется в электрической дуге, а образующийся жидкий металл стекает в кристаллизатор, где и происходит формирование слитка. Конструктивно эти печи состоят из следующих основных элементов:
Производство металлов и их сплавов
... годы на Череповецком металлургическом заводе. Для производства чугуна кроме доменных печей применяют различное вспомогательное оборудование. Наибольшее ... целесообразно перерабатывать для извлечения содержащихся в них металлов. К железным рудам Эти руды содержат значительное ... концентрационные столы. Подготовка материалов к доменной плавке Доменная печь работает нормально, если она загружена кусковым ...
- плавильной камеры;
- механизма подачи электрода;
- кристаллизатора;
- механизма вытяжки слитка;
- вакуумного блока.
Размеры камеры должны быть такими, чтобы было удобно разместить механизм подачи электрода и кристаллизатор. Цилиндрическая форма камеры более удобна в эксплуатации, ее легче чистить и она прочнее. Камера имеет люк, позволяющий проникать внутрь для очистки и установки электрода. Внутренняя ее поверхность должку быть гладкой, без выступов, чтобы не сконцентрировать заряды. Обычно плавильная камера имеет смотровые окна или вводы для приборов наблюдения. Рабочие камеры промышленных печей большой мощности имеют охлаждаемые водяные рубашки.
Расходуемый электрод переплавляемого металла крепится к штоку, имеющему водяные охлаждения. Шток вводится в печь через верхние втулки с подвижным вакуумным уплотнением.
Механизм подачи электродов может быть роликовый или цанговый. Наиболее надежной является цанговая подача; при роликовой подаче может быть проскальзывание электрода и ограничен размер электродов. На крупных печах в целях обеспечения центровки электрода применяется гибкая подвеска электрода.
Кристаллизатор представляет собой цилиндрический медный кожух с водоохлаждаемой рубашкой с толщиной стенки 6-8 мм. Применяются два типа кристаллизаторов: глухие на полную высоту слитка и низкие проходные для вытягивания слитков. На кристаллизаторе размещают соленоид для фокусировки дуги и перемешивания металла в ванне. Число ампервитков соленоида можно регулировать.
Охлаждение кристаллизатора осуществляется подачей воды в межрубашечное пространство через зазор в 2-10 мм. В ряде конструкций кристаллизаторов охлаждение производится через зазор между стенкой и рубашкой в 40-60 мм.
Для вытяжки слитка из кристаллизатора применяется механизм, состоящий из траверсы на двух синхронно вращающихся винтах. Такой механизм гарантирует достаточную скорость вытягивания, исключает перекосы и вибрацию штока.
На вакуумных дуговых печах широко применяется автоматизация, охватывающая собой автоматическое регулирование процесса горения дуги, длины дуги, а также вытягивания слитка. Все это обеспечивает получение качественного слитка.
Так, например, немецкой компанией ALD разработана специальная система автоматического контроля плавки AMC, осуществляющая строгий контроль всех параметров процесса. Функция логического контроля, постоянное взвешивание расходуемого электрода, регулирование по замкнутому циклу (напр. скорость плавки, дуговой промежуток на основе напряжения дуги или скорость падения коротких импульсов), сбор и управление данными осуществляются компьютерной системой. Компьютер для связи оператора с установкой (OIP) иерархически является задающим устройством системы автоматического контроля плавки (АМС).
Производство отливок из сплавов цветных металлов
... отливок из любых сплавов. Разработка научных основ плавки сплавов цветных металлов, их кристаллизации, освоение технологии получения фасонных отливок и слитков является заслугой большой группы ученых, многие ... «земляные формы», «литье в землю»). Слитки получали массой не более 200 кг литьем в чугунные изложницы. Следующий этап развития литейного производства цветных металлов и сплавов начался ...
OIP служит для визуализации процесса, представления данных процесса, графического отображения и функциональных клавиш для команд оператора, редактирования и управления рецептами плавки, сбора и хранения данных, а также для создания отчетов по плавке. В качестве опции OIP может быть оборудован устройством для подключения к сети для переноса данных на другие компьютеры, подключенные к локальной сети (напр. контрольный компьютер, центральный блок обработки данных и т.д.) Все заданные параметры плавки сохраняются на жестком диске.
При выплавке сплавов используются печи, оборудованные бункерами, посредством которых легирующие добавки вводятся непосредственно в ванну жидкого металла. Под бункером устанавливается ленточный питатель и количество подаваемых легирующих добавок или раскислителей регулируется движением ленты питателя, а также шириной разгрузочной щели у бункерного затвора.
2 Основы процесса вакуумной дуговой плавки с расходуемым электродом
При разряде в дуговом промежутке возникает плазма, представляющая собой ионизированный поток частиц, нагретых до высокой температуры. В этой плазме (дуге) и происходит расплавление электрода переплавляемого металла или сплава.
Для обеспечения нормальных условий плавки и получения качественного слитка необходимо в каждом отдельном случае в зависимости от чистоты металла и состава сплава подбирать соответствующие режимы плавки, зависящие от длины дуги, от силы тока и других факторов.
При большой длине дуги могут образовываться побочные дуги («паразитные» разряды), которые перебрасываются на стенку кристаллизатора и приводят к его прожогу. Применение излишне длинной дуги приводит также к распылению металла, получению плохо проплавленных слитков с поверхностными дефектами и, кроме то¬го, вызывает снижение коэффициента полезного действия печи.
Практически установлено, что дуга может перебрасываться на стенку кристаллизатора в том случае, если длина последней превышает размер, равный зазору между боковой поверхностью электрода и стенкой кристаллизатора.
Плавка на короткой дуге приводит к уменьшению размера жидкой ванны и увеличивает вероятность короткого замыкания между электродом и расплавом. Слишком короткая дуга способствует образованию настылей и может привести к неоднородности кристаллической структуры слитка и в некоторых случаях к появлению «паразитных» разрядов.
При плавке ниобия промышленной чистоты и некоторых его сплавов, как показывают опытные данные, длину дуги следует поддерживать в пределах 13-19 мм.
При плавке в вакуумных дуговых печах с расходуемым электродом устойчивость горения дуги в значительной степени зависит не только от ее длины, но и от применяемой силы тока. С увеличением силы тока, устойчивость горения дуги повышается.
Однако при этом возрастает температура электрода и жидкой ванны и, следовательно, увеличивается испаряемость. В результате повышается концентрация ионизированных паров и там, где эта концентрация выше, возникают побочные разряды и поэтому также нарушается стабильность горения дуги. Следовательно, при плавке металлов в вакуумных дуговых печах необходимо выбирать оптимальную величину силы тока конкретно для каждого переплавляемого материала.
Обычно плавка в вакуумных дуговых печах ведется на постоянном токе, что обеспечивает более устойчивую дугу. При применении переменного тока температура катода нестабильна, что затрудняет процесс горения дуги и делает ее менее устойчивой. При переходе тока через нулевое значение и перемене полярности в начале и конце каждого периода дуга гаснет и температура дугового промежутка снижается.
Но, несмотря на указанные трудности, плавка тугоплавких металлов, в том числе ниобия, на переменном токе возможна. В этом случае должны быть обеспечены достаточно большая плотность тока и непрерывным выход электронов для поддержания устойчивости дуги.
3 Процессы, происходящие при вакуумной дуговой плавке
При плавке металлов в вакуумных дуговых печах происходят следующие процессы:
- плавление металла;
- удаление газовых летучих примесей, диссоциация неустойчивых соединений при высоких температурах в вакууме;
- конденсация летучих компонентов на более холодной части печи или удаление их из печного пространства;
- восстановление и раскисление металлов;
- кристаллизация металла.
Рафинирование ниобия и других тугоплавких металлов от газов, неметаллических и металлических примесей происходит главным образом за счет испарения примесей и диссоциации соединений. Скорость испарения зависят от степени над расплавленным металлом, продолжительности выдержки его в этом состоянии и ряда других факторов.
При плавке на дуговых печах с расходуемым электродом в глубоком кристаллизаторе создается значительное сопротивление газовыделению из расплава, что способствует местному повышению давления в зоне плавления на 2-3 порядка.
Эффективность удаления газов и примесей путем испарения снижается в связи с ограниченным временем нахождения металла в расплавленном состоянии. Это связано с весьма высокими скоростями плавки на дуговых печах с расходуемым электродом, которые не могут быть снижены из-за сравнительно высокого значения минимально необходимой силы тока для поддержания дуги в стабильном состоянии.
По этим причинам рафинирование в дуговых вакуумных печах за счет испарения примесей затруднено. Но, несмотря на это, очистка ниобия при плавке в вакуумных дуговых печах может происходить за счет испарения низшего окисла, так как упругость паров NbO в 10 раз превышает упругость пара ниобия, а также за счет выделения СО при наличии в металле углерода.
Для того чтобы рафинирование проходило наиболее полно, при плавке необходимо соблюдать следующие условия:
- ври выбранном размере кристаллизатора рекомендуется брать электроды наименьшего поперечного сечения, удовлетворяющие требованиям, необходимым для ведения плавки в данном кристаллизаторе;
- режимы плавки должны быть такими, которые бы обеспечивали минимальную скорость плавления электрода;
- давление в печи над зоной плавки должно быть по возможности более низким. Последнее, обеспечивается применением возможно коротких вакуумных присоединений и использованием вакуумных насосов высокой производительности.
Рафинирование металла происходит в процессе нагрева электрода, а также при стекании капель металла в кристаллизатор и во время пребывания его в жидком состоянии.
При образовании капель создается большая реакционная поверхность и, следовательно, создаются более благоприятные условия испарения. В жидкой же ванне испарение происходит с поверхности, но оно сдерживается давлением образующихся газов.
4 Тепловые процессы, происходящие во время плавки
Во время плавки в расходуемом электроде протекают два противоположных тепловых процесса. Во-первых, выделяющееся при горении электрической дуги и образующееся от прохождения электрического тока в электроде тепло повышает теплосодержание электрода. Во-вторых, теплоотдача с боковой поверхности электрода и его оплавление приводят к уменьшению его тепло-содержания. В результате через определенный промежуток времени устанавливается тепловое равновесие, характеризующееся (существованием температурного поля, которое, не изменяясь относительно нижнего торца электрода, будет перемещаться вверх по электроду по мере его расплавления.
Величина этого температурного поля оказывает существенное влияние на вероятность возникновения «паразитных» разрядов между электродом и стенкой кристаллизатора. Если температура электрода превышает определенную величину, то вероятность возникновения «паразитных» разрядов значительно возрастает. Капли металла, переходящего с электрода на слиток, имеют температуру несколько выше температуры плавления металла, темп. жидкой ванны в результате электронной бомбардировки еще несколько повышается, но это повышение относится большому участку поверхности слитка. Наибольшая темпе-ра достигается в зоне анодного пятна; она, как показали исследования, при атмосферном давлении выше точки кипения переплавляемого металла. При плавке ниобия температура анодного пятна возрастает почти вдвое по сравнению с температурой плавления. Однако следует указать, что эти данные несколько завышены, так как они определены по кратковременному горению дуги между массивными электродами. Кроме того, температура анодного пятна видимо, значительно снижается в связи с тем. что при плавке в дуговых вакуумных печах с водоохлаждаемым кристаллизатором большая доля тепла уносится водой.
Потери тепла состоят из потерь на излучение с перегретого участка слитка и потерь теплопроводностью по телу электрода в направлении штока печи. Через фронт кристаллизации проходит большой поток тепла, образуемый в результате постоянного нагрева поверхности жидкого металла электрической дугой и резкого охлаждения слитка стенками водоохлаждаемого кристаллизатора. Потери тепла за счет излучения его с поверхности слитка в основном идут на нагрев конструкции печи.
Структура слитка и степень рафинирования металла при плавке в вакуумных дуговых печах в значительной степени зависят от состояния жидкого металла. Жидкий металл не находятся в состоянии покоя, а под влиянием разности температур на периферии и в центральной части происходит конвективное (плавучее) движение металла.
Перемешивание металла приводит к улучшению качества слитка: способствует выделению газов, получению плотного слитка и выравниванию состава по высоте и сечению слитка. Для получения более равномерного состава и мелкозернистой структуры в слитках, кроме естественного перемешивания в печи применяется искусственное перемешивание путем наложения внешнего электромагнитного поля.
Указанное поле создается соленоидом, надетым непосредственно на кристаллизатор. Кроме того, поле соленоида оказывает воздействие на форму электрической дуги и ее горение. Внешние магнитные поля, вызываемые соленоидом, должны быть определенной напряженности. Если соленоид создает недостаточную напряженность магнитного поля, то не будет обеспечено хорошее качество поверхности слитка, ухудшится дегазация и горение дуги будет неравномерное. В случае употребления соленоида большой напряженности магнитного поля образуются высокая корона металла и дополнительные его потери.
Для плавки тугоплавких металлов на постоянном токе можно применять прямую и обратную полярность. Однако при плавке ниобия в вакууме обратную полярность применять не рекомендуется, так как катодное пятно в этих условиях может переместиться на стенку кристаллизатора.
5. СВОЙСТВА ВАКУУМНЫХ УСТАНОВОК
1 Преимущества вакуумных дуговых установок
Основные преимущества переплава расходуемых электродов в вакууме:
- Удаление растворенных газов, напр. водорода, азота и СО;
- Уменьшение нежелательных микроэлементов;
- Уменьшение содержания оксидов;
- Получение направленной структуры от нижней к верхней части слитка, что помогает избежать макроликвации и уменьшить микроликвацию.
Оксиды удаляются при помощи химических и физических процессов. Менее стабильные оксиды или нитриды термически разлагаются либо восстанавливаются при помощи углерода, входящего в состав сплава и удаляются во время газовой фазы. Однако в спецсплавах и высоколегированных сталях неметаллические включения, напр. карбонитриды титана или алюминия, очень стабильны. Эти включения удаляются в некотором количестве благодаря флотации во время плавки. Остающиеся включения разбиваются и равномерно распределяются в поперечном сечении слитка.
2 Возможности вакуумного электродугового переплава
Вес слитка до 50 тонн
Плавка электрода происходит в вакууме посредством дуги постоянного тока (заряд электрода отрицательный, расплав — положительный)
Величина тока до 40 кА
Значение вакуума: 1-0,1 Па (в некоторых случаях до 1000 Па)
Система контроля веса электрода
Неподвижная либо свободно стоящая конструкция подъемного крана
Система соосных подводов высокоамперного тока
Процесс плавки управляется при помощи компьютера в соответствии с заданной программой (контроль дугового промежутка, управление скоростью плавки, система сбора данных, распечатка протокола плавки)
3 Использование установок
Высокопрочные стали для колец ракетных ускорителей и труб высокого давления
Шарикоподшипниковые стали
Инструментальные стали для фрез, сверл, резцов и т.д.
Штамповые стали (горячие и холодные)
Плавление активных металлов (титан, цирконий и их сплавов) для авиакосмической, химической промышленности, для оборудования по добыче нефти на шельфе и для строительства реакторов.
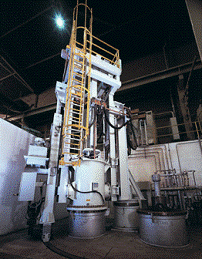
Рисунок 5. 12-тонная вакуумная дуговая установка с расходуемым электродом фирмы ALD Vacuum Technologies.
Рисунок 6. 30-тонная вакуумная дуговая установка с расходуемым электродом фирмы ALD Vacuum Technologies.
ЗАКЛЮЧЕНИЕ
В процессе работы я выяснил, что преимущества использования такого типа оборудования заключаются в том, что в результате вакуумной плавки металлический материал становится боле качественными, а также появление в материале посторонних примесей и газов сводится к нулю.
Кроме того переплавка металла именно таким образом, позволяет сделать готовый слиток однородной плотности и консистенции. Это происходит благодаря тому, что кристаллизация металла в жидком виде происходит наиболее направленной посредством вакуума, который создается в печи. И когда металл обрабатывается именно в такой печи, то он становится более прочным. К тому же улучшаются и остальные свойства этого материала.
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/vakuumnyie-dugovyie-pechi/
Свенчанский А.Д., И.П. Евтюкова, Кацевич Л.С., Некросова Н.М.; под ред. Свенчанского А.Д. Электрические промышленные установки.- М.: Энергоиздат, 1982.
Неуструев А. А., Ходоровский Г. Л., Вакуумные гарниссажные печи, М., 1967; Белянчиков Л. Н., Основы расчёта дуговых вакуумных печей, М., 1968.
Описание элекротехнологической установки [Электронный ресурс]/emchezgia.ru http://emchezgia.ru/elektropechi/5dugovyepechi.php