
Производство пластмасс характеризуется относительно низкой материало- и энергоемкостью. Применение пластических масс и синтетических смол позволяет решать важные для народного хозяйства задачи: создание прогрессивных конструкций машин и аппаратов, повышение качества и расширение ассортимента продукции технического и бытового назначения, существенное усовершенствование строительной техники, интенсификацию сельскохозяйственного производства и ряда других производств.
Одним из основных методов переработки полимеров является экструзия — современный, высокоавтоматизированный непрерывный процесс производства изделий и полуфабрикатов нужной формы, осуществляемый путем продавливания расплава полимерного материала через формующий инструмент (головку).
Экструзию применяют для приготовления гранул, листов, пленок, труб, профильных и выдувных изделий, тонкослойных покрытий на бумагу, ткани, картон, провода и кабели в пластмассовой изоляции.
Для расширения этого перечня продукции перед отраслью по переработке пластмасс стоят важнейшие задачи. Это разработка и пуск в эксплуатацию мощных и высокоскоростных машин, осуществление более точного и автоматического регулирования параметров экструзионных технологических процессов, внедрение полной механизации и автоматизации основных и вспомогательных операций, разработка и внедрение единых технологических комплексов, объединенных общей программой и дистанционно управляемых посредством компьютеров.
В мировой практике с каждым годом увеличиваются скорости экструзии пленок и достигают в настоящее время до 300 м/мин, производительность экструдеров выросла до 2000 кг/ч при диаметре шнека D = 200 мм.
Наблюдается тенденция к увеличению параметра L/D от 24:1 до 40:1, что позволяет увеличить степень гомогенизации расплава.
Особый интерес представляет идея совмещения реактора для синтеза полимера с экструдером, что сокращает процесс изготовления изделий, экономит энергию и улучшает качество продукции.
Весьма перспективен процесс соэкструзии, при котором несколько экструдеров пластицируют разные полимерные композиции и выдавливают их через общую комбинированную головку.
Методом экструзии изготавливаются трубы диаметром 1500 мм при толщине стенки 52 мм и массе 1 м трубы 220 кг. Изготавливаются такие трубы на одно или двухшнековых машинах с диаметром шнека 200 мм. Будут изготавливаться трубы с диаметром 3000 мм [7].
Целью данного курсового проекта является выбор и разработка современного способа изготовления труб из поливинилхлорида (ПВХ).
Анализ, контроль и регулирование процесса разработки нефтяных ...
... и добыча нефти и газа 2011 год. 47 2.1.5 Запасы нефти и газа группы «Лукойл» за 2011 год. 47 2.1.6 Разработка месторождений и добыча нефти 2011 год. 47 2.2 Контроль за процессом разработки ... Технический Университет Институт нефти и газа Кафедра «Геология нефти и газа» 1 ГЕОЛОГИЧЕСКАЯ ЧАСТЬ ... для добычи нефти и газа: 84 Труба теплоизолированная ... Обзорная схема района работ Северное побережье Каспийского ...
1. Технологическая часть
1.1. Информационный анализ с обоснованием метода производства изделий, технологической схемы производства и основного технологического оборудования
1.1.1. Обзор и анализ существующих технологических схем, типов оборудования и технологического процесса
Все стадии процесса производства труб из полимерных материалов неразрывны и проводятся синхронно на агрегатах, состоящих из машин, скомплектованных в технологическую линию в соответствии с последовательностью технологических операций, осуществляемых на этих машинах [3].
Это: образование расплава, осуществляемое в червячном прессе; формование трубы из расплава, производимое головкой; калибрование трубы по наружному диаметру в калибрующем устройстве; охлаждение трубы в две стадии: в калибрующем устройстве и ванне; непрерывный отвод труб производится тянущим устройством; резка труб выполняется автоматической пилой; намотка осуществляется на специальном намоточном устройстве. Для производства труб разных диаметров применяются следующие агрегаты с одночервячным прессом.
Таблица 1
Характеристика агрегатов для производства труб
| Диаметр трубы, мм | Толщина стенок труб, мм | Размер червяка, мм | Общая мощность электродвигателя, кВт |
| 10 — 50 | 1,6 — 8,5 | 63 | 25 |
| 60 — 100 | 3 — 10,5 | 90 | 42 |
| 110 — 315 | 2,7 — 17,8 | 160 | 100 |
Используются также агрегаты с двухчервячными прессами: с червяками диаметром 90 мм для труб до 110 мм и с червяками диаметром 125 мм для труб до 400 мм [3].
В табл. 2 приводятся технические характеристики линий для производства труб из ПВХ [4].
Таблица 2
Технические характеристики линий для производства труб из ПВХ
| Тип, марка линии | Диаметр червяка, мм | Номенклатура труб (наружный диаметр, мм) | Установленная мощность, кВт | Габариты (L×B×H), мм | Масса, кг | |
| электродвигателей | электронагревателей | |||||
| ЛТМ 2-90×20-63/160 | 90 | 63-160 | 61,8 | 48,8 | 39200×1510×2210 | 17800 |
| ЛТ 2-125-140/400 | 125 | 140-400 | 82,2 | 89,2 | 41200×1700×2400 | 22435 |
Комплектующее оборудование линий для производства труб из ПВХ представлено в табл. 3 [4].
Таблица 3
Оборудование для комплектования линий производства труб из ПВХ
| Наименование узлов, агрегатов | Тип, марка линий | |
| ЛТМ 2-90×20-63/160 | ЛТ 2-125-140/400 | |
| Червячный пресс | ЧП 2-90×20 | ЧП 2-125×20 |
| Трубная головка | ГТ 63-90 ГТ 90-160 | + |
| Ванна охлаждения вакуумная | + | + |
| Ванна охлаждения | + (2) | + |
| Тянущее устройство | + | + |
| Маркирующее устройство | + | + |
| Отрезное устройство | + | + |
| Раструбный автомат | — | — |
| Пакетирующее устройство | — | — |
| Система вакуумирования | + | + |
| Устройство автоматического измерения толщины стенки трубы | — | — |
Примечание: 1. Знак «+» означает наличие устройства в линии, а «-» — его отсутствие. 2. Цифра в скобках означает количество устройств.
Двухчервячные прессы применяют для переработки порошкообразных композиций (преимущественно на основе поливинилхлорида), при этом отпадает необходимость в предварительной грануляции. Имеются сведения и о переработке поливинилхлоридных композиций и на одночервячных прессах [5].
Для производства труб целесообразно использовать машины с длиной червяка 20 — 25D [4].
Профиль червяка зависит от рода перерабатываемого материала. Привод червяка должен обеспечивать плавное регулирование числа оборотов. Червячный пресс снабжается устройством для перемещения червяка в горизонтальном направлении для регулирования зазора между концом червяка и головкой [3].
Головка на конце цилиндра имеет мундштук. Мундштук центрируется с помощью болтов. Дорнодержатель, имеющий форму крестовины, служит для крепления дорна и обратной торпеды. Дорны больших размеров нагреваются отдельными элементами.
В середине дорна просверлен канал, через который из полости, высверленной в спице крестовины, внутрь трубы может подаваться воздух.
Все поверхности головки, соприкасающиеся с расплавом полимера, должны быть отполированы, а при работе с ПВХ — отхромированы. Во избежание возникновения застойных зон в головке все сопряжения деталей должны быть плавными, угол между ними не должен превышать 60º. Коническая часть дорна должна иметь угол 25 — 35º, при этом обеспечивается хорошее сращивание струй, образовавшихся при рассечении потока крестовиной [3].
Труба, выходящая из формующего зазора, вследствие разбухания имеет большие размеры, чем зазор; тянущим устройством труба вытягивается, и ее сечение уменьшается.
Рекомендуется, чтобы площадь сечения формующего зазора головки была на 5 — 10% больше площади трубы. Длина формующей части кольцевого зазора должна быть равна 12 — 15-кратной его ширине [3].
Головку снабжают комплектом мундштуков и дорнов разных размеров, что позволяет получать на ней разные трубы.
Как правило, трубы калибруют по их наружному диаметру (при стыковании важно, чтобы эти диаметры совпадали) при непрерывном движении трубы, которое осуществляют растяжением ее в поперечном направлении до стенок ограничивающей насадки.
Растяжение трубы в поперечном направлении может быть осуществлено двумя способами: 1) атмосферным давлением (при создании вакуума между стенкой насадки и трубой) и 2) давлением сжатого воздуха, подаваемого внутрь трубы [4].
Для калибрования труб первым способом применяют вакуумную насадку. Она расположена на двух направляющих, которые укреплены на передней конструкции, и представляет собой камеру, разделенную на три зоны: 1) охлаждения; 2) вакуумную; 3) охлаждения. В рубашку первой и третьей зон подают охлаждающую воду. Рубашку второй зоны соединяют с вакуум-насосом. Через просверленные отверстия в этой зоне создается вакуум между насадкой и трубой и обеспечивается прижим горячей трубы к стенкам насадки. Непрерывно оттягиваемая горячая труба калибруется по наружному диаметру и охлаждается. Вместе с насадкой монтируется ванна для охлаждающей воды.
Вакуумные насадки устанавливают на расстоянии 30 — 70 мм от головки. Диаметр их должен быть больше диаметра трубы на 2 — 3% (ввиду усадки трубы) и на 5 — 10% больше формующего зазора головки [4].
Входной участок должен быть закруглен. Величина нужного давления при калибровании зависит от материала трубы и ее диаметра.
Для калибрования труб под давлением более 1 атмосферы пользуются не вакуумом, а сжатым воздухом. Калибрующая насадка второго типа представляет собой металлическую трубу, охлаждаемую снаружи водой. Прижим полимерной трубы к металлической производится за счет подачи сжатого воздуха внутрь трубы. Воздух запирается внутри трубы пробкой, удерживаемой металлическим тросиком, проходящим через доры.
Первый способ калибрования удобнее, так как он не требует для калибрования применения запорной пробки. Второй способ калибрования рекомендуется для калибрования труб большого диаметра.
Охлаждение трубы производится в две ступени: 1) предварительное в насадке и 2) окончательное в водяной ванне.
Предварительно охлажденная в насадке труба поступает в водяную ванну прямоугольного сечения, собранную из секций длиной по 1 м и установленную на передвижных стойках. Внутри ванны расположены поддерживающие ролики или желоба, по которым передвигается труба. Высота роликов может изменяться. Вода в ванне проточная, постоянный уровень ее поддерживается переливной трубой. На обоих концах ванны укрепляют резиновые диафрагмы с отверстием, равным диаметру выпускаемой трубы. Эти диафрагмы препятствуют вытеканию воды из ванны.
Для протягивания трубы вдоль технологической линии используют тянущее устройство. Одна из наиболее распространенных конструкций таких устройств состоит из трех тянущих транспортеров типа гусениц с резиновыми накладками. Привод тянущего устройства с механическим вариантом позволяет бесступенчато регулировать скорость движения трубы от 0,2 до 5 м/мин. [5].
Расстояние между транспортерами может меняться при помощи прижимных рычагов, это позволяет зажимать трубы разных диаметров (≥ 6 мм) [5].
Сила тяги тянущего устройства колеблется от 75 до 750 кгс и может достигать нескольких тс [4].
Для резки труб используют автоматическую маятниковую пилу, смонтированную на тележке, которая во время резания трубы передвигается в ее направлении по направляющим. Длина отрезаемых кусков устанавливается с помощью специального устройства со счетчиком. Кроме маятниковой пилы на тележке смонтированы зажимное устройство и пневматическая установка для удаления опилок [4].
К резательному устройству присоединен опрокидывающий желоб, сбрасывающий отрезанную трубу.
При производстве гибких труб их можно наматывать на барабаны и получать бухты большой длины. Барабан, на который наматывают трубы, имеет коническую форму; одна щека его делается съемной. Для намотки труб разного диаметра применяют барабаны следующих размеров [3]:
Диаметр трубы, мм 10 — 25 40 50
Диаметр барабана, мм 1 1,5 2
1.1.2. Выбор и обоснование рациональной технологической схемы процесса и базовых вариантов основного оборудования
В настоящее время основным методом производства труб является экструзия [6].
Для производства труб используются технологические процессы, обеспечивающие либо полную автоматизацию в пределах технологической линии, либо автоматизацию всего производства.
Операции приема и хранения сырья включают процессы:
- прием, транспортирование, растаривание и хранение сырья, входной контроль;
- транспортирование сырья со склада или с участка подготовки сырья, или приготовления композиции к агрегатам для получения труб [5].
Прием сырья
В процессах переработки полимерных материалов методом экструзии единичные мощности отдельных линий могут составлять 6 — 10 тыс. т/год, отдельных производств — 25 — 50 тыс. т/год [5].
При проектировании этих производств предпочтительно предусматривать прием ПВХ в цистернах и только для получения опытных партий возможен прием сырья в мешках.
Из цистерн сырье пневмотранспортом подается в складские емкости, объем которых равен или больше объему цистерн. При приеме сырья в мешках полимерные материалы специальными системами транспортеров подаются к растарочным машинам, откуда пневмотранспортом — в емкости. Учет сырья должен осуществляться с помощью железнодорожных весов или тензометрических датчиков, устанавливаемых под опорные поверхности кронштейнов крепления емкостей.
Хранение сырья
Склад хранения сырья проектируется с учетом 8 — 10-суточного запаса сырья. Компоненты композиции хранятся в заводской упаковке.
Растаривание сырья
Стабилизирующие добавки из резино-кордных контейнеров растариваются в технологические контейнеры. Взрывоопасные стабилизирующие добавки должны храниться в герметичных технологических контейнерах.
Входной контроль
Входной контроль сырья выполняется в соответствии с рекомендациями регламентов по производству труб, а также ГОСТов и ТУ на сырье.
Подготовка сырья
Все операции подготовки зависят от его вида (гранулы или порошок) и должны быть максимально автоматизированы.
Подготовка композиции
Процесс подготовки композиции, как правило, проектируется по «вертикальной» схеме [4].
Здание имеет выемку 18 — 20 м. Составы композиций на основе ПВХ для труб определяются назначением труб, а также применяемым оборудованием.
ПВХ после отвешивания на автоматических весах по течке направляется в «горячий» бункер двухстадийного смешения. Мелкие компоненты (стабилизаторы, наполнители и др.) с автоматических весов также направляются в «горячий» бункер двухстадийного смесителя.
Компановку отделений подготовки композиции следует выполнять таким образом, чтобы участки растаривания, дозирования и взвешивания мелких компонентов располагались на верхних этажах. Это вызвано тем, что стабилизирующие добавки типа стеарата кальция, двухосновного стеарата свинца и др. относятся к взрывоопасным веществам.
При отсутствии двухстадийного смешения схема подготовки композиции на основе ПВХ может комплектоваться двумя центробежными лопастными смесителями периодического действия с работой одного в режиме горячего, а второго — в режиме холодного смешения.
Подготовленная композиция с помощью пневмотранспорта направляется в промежуточные емкости объемом 10 — 20 м 3 [4], находящиеся в отделении подготовки композиции.
Примерные значения параметров подготовки композиции представлены в табл. 4.
Таблица 4
Параметры подготовки композиции
| Переходы и операции | Время операции, мин. | Температура, ºС |
| Взвешивание, дозирование | 2 — 3 | 20 — 60 |
| Перемешивание | 10 — 20 | 90 — 115 |
| Выгрузка | 3 — 5 | 20 — 30 |
Из отделения подготовки композиция передается в отделение производства труб из ПВХ.
Производство труб из ПВХ
Из промежуточных емкостей отделения подготовки композиция системами пневмотранспорта подается в бункеры экструдеров линий для производства труб.
Линии для производства труб из ПВХ состоят из следующих агрегатов [4]:
- экструдер;
- головка;
- калибратор и вакуумная ванна;
- ванна охлаждения (одна или несколько);
- тянущее устройство;
- счетно-маркирующее устройство;
- отрезное устройство;
- устройство для изготовления раструба;
- приемное устройство и упаковочный стенд;
- вакуумная система.
Из бункера композиция захватывается червяками и транспортируется в цилиндр экструдера. В процессе движения материал уплотняется, расплавляется, гомогенизируется. Экструдеры оборудованы системой вакуумной дегазации, при помощи которой образующиеся в процессе переработки газы отсасываются из материала, что способствует улучшению качества выпускаемых труб.
Расплавленный материал выдавливается через кольцевую щель головки в виде трубы. Заготовка трубы из головки поступает в калибрующее устройство, расположенное в вакуумной ванне. За счет вакуумного калибрования заготовка принимает размеры, определенные калибрующим устройством.
Одновременно с калиброванием происходит поверхностное охлаждение трубы. Для улучшения качества продукции и повышения производительности оборудования к калибратору и в вакуумную ванну охлаждения подводят воду с температурой 12 — 14 ºС. Далее труба поступает в последующие ванны охлаждения, количество которых определяется типом оборудования и производительностью линий (как правило, этих ванн три) [4].
Тянущее устройство обеспечивает отвод трубы с заданной скоростью. В основном применяются двухтраковые системы тянущих устройств [3].
Одна из ветвей регулируется по высоте в зависимости от диаметра труб.
Количество произведенной продукции определяется счетно-маркирующим устройством, которое обычно монтируется в блоке с тянущим устройством. Через каждый метр на трубу ставится метка с возможной информацией о качестве трубы и т.д.
В соответствии с ГОСТ или ТУ трубы выпускаются длиной 5,5 — 6,0 м. Они разрезаются на отрезки нужной длины при помощи отрезного устройства. При подаче сигнала зажимы каретки отрезного устройства охватывают трубу, за счет чего каретка с пилой движется вместе с трубой. Отрезается труба заданной длины, зажимы разжимаются, и каретка возвращается в исходное положение.
Трубы из ПВХ в основном выпускаются с раструбами. Для выполнения этой операции в линии предусматривается устройство для изготовления раструба. Для этого конец трубы разогревается и выполняется раструб. Готовые трубы сдаются на склад в пакетированном виде. Пакет формируется автоматически. Для этого предусматривается устройство, обеспечивающее разворот каждой второй трубы на 180 º [4].
Это обеспечивает равномерную укладку труб со сдвигом ряда труб на величину раструба. Длина трубы с раструбом составляет 5,5 м. Пакет труб имеет длину 6 м [6].
Формирование пакета производится в специальном приспособлении. Форма пакета обеспечивается деревянными рамками, устанавливаемыми в пазы приспособления.
При завершении формирования пакета сверху устанавливается планка и производится увязка каждой рамки с помощью металлической или ориентированной полипропиленовой ленты. Готовый пакет вынимается краном из пакетирующего устройства и транспортируется на место технологического хранения и затем на склад готовой продукции. Трубы должны соответствовать ГОСТ и ТУ и контролируются по признакам [4]:
- внешний вид и качество поверхности;
- размеры и овальность;
- предел текучести при растяжении и относительное удлинение при разрыве;
- изменение размеров при прогреве;
- удельная вязкость;
- стойкость к растрескиванию;
- температура размягчения по Вика;
- водопоглощение.
Кроме того, трубы подвергаются гидростатическим испытаниям.
В данной работе предлагается новая конструкция теплоизолирующей трубы (см. рис. 1).
Труба указанной конструкции предназначена для транспортирования горячих жидкостей. Эффективность разработанной [18] пластиковой трубы подтверждена на модельной установке. Полученные результаты испытаний позволили определить оптимальные геометрические параметры трубы. Проведенные расчеты теплопотерь в трубопроводе из теплоизолирующих пластиковых труб показали преимущества использования разработанной конструкции [18].
Применение таких труб позволяет значительно упростить технологию прокладки теплотрасс (отсутствие необходимости теплоизоляции труб), практически исключает ремонты и плановую замену труб, а также сокращает потери тепла в окружающую среду.
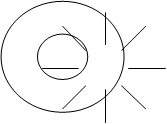
Рис. 1. Схема конструкции теплоизолирующей трубы
1.2. Выбор и краткая характеристика основного применяемого оборудования
Таблица 5
Виды и характеристика основного оборудования
| Наименование аппарата | Техническая характеристика | Примечание |
| 1. Экструдер |
Число червяков — 2;
Установленная мощность, кВт — электродвигателей — 82,2 — электронагревателей — 89,2;
Производительность — 13646 кг/сут |
Габариты: 1166×1370×2650 мм; Масса — 22435 кг |
| 2. Вакуумная ванна с калибратором |
Глубина вакуума — 550 мм.рт.ст.; Температура воды в ванне — 12-14 ºС |
Габариты: 6200×1800×2400 мм |
| 3. Ванна охлаждения |
Прямоугольная емкость из винипласта; Вместимость — 10 м 3 ;
Расход воды — до 1 м 3 /ч |
Габариты: 4400×630×1206 мм |
| 4. Тянущее и счетно-маркирующее устройство |
Состоит из узлов калибровки и охлаждения, тянущего узла, дискового ножа и счетного устройства;
Мощность электродвигателя — 2,4 кВт |
Габариты: 1830×770×18800 мм; Масса — 1500 кг 4200×1800×2200 мм |
| 5. Отрезное устройство |
Давление сжатого воздуха на механизм резки — до 0,4 МПа; Мощность электродвигателя — 0,75 кВт |
Габариты: 1675×1045×1600 мм |
| 6. Приемное устройство и упаковочный стенд | Стенд, располагающийся на четырех ножках-опорах | Габариты: 6200×1700×500 мм |
| 7. Устройство для оформления раструба и упаковочный стенд | Стенд, снабженный устройством для разворота труб на 180 º и устройством для оформления раструба | Габариты: 6200×1700×2200 мм |
1.3. Выбор и краткая характеристика формующей оснастки
Головка экструдера — это формующий инструмент, в котором под давлением течет вязкая масса и при этом образуется форма изделия. Профиль поперечного сечения головки определяет вид поперечного сечения выдавливаемого изделия.
Расчеты, связанные с течением и деформированием перерабатываемого вязкотекучего полимерного материала, называют реологическими.
Анализ и расчет формующих участков головок включает:
1) Определение оптимального коэффициента геометрической формы головки К для обеспечения максимальной производительности машины, а также величин γ, Р. Головки различают не только по профилю поперечного сечения выдавливаемого из них изделия, но и по давлению, которое в них образуется: до 4 МПа, 4 ÷ 10 МПа, и головки высокого давления 10 МПа.
2) Определение оптимальных размеров формующих участков, которые обеспечивают качество готовых изделий.
Проектирование и расчет формующих головок производят в указанной ниже последовательности [7]:
1. Определение размеров оформляющих зазоров. При этом необходимо учитывать степень вытяжки и разбухания экструдата.
2. Разделение каналов сложной геометрии на участки простой геометрии поперечного сечения и определение соответствующих элементарных расходов полимерного расплава через эти участки.
3. Определение скоростей сдвига γ для данной температуры переработки и эффективной вязкости η.
4. Расчет коэффициентов геометрической формы К і для каждого элементарного участка сечения каналов.
5. Расчет перепада давления на том же элементарном участке сечения.
6. Сравнение перепада давления отдельных участков.
7. Оценка повышения температуры ![]() (в градусах) вследствие диссипативного тепловыделения при сдвиговом течении.
(в градусах) вследствие диссипативного тепловыделения при сдвиговом течении.
Обычно канал формующей головки, по которому течет расплав, имеет сечения разной формы: цилиндрическое (К 3 ), коническое с уменьшающимся диаметром на выходе (К4 ), щелевое прямоугольное (К5 ), щелевое клиновидное (К6 ), кольцевое цилиндрическое (К7 ), кольцевое коническое (К8 ).
Обычно при переработке ПВХ в экструдерах устанавливают пластинчатые и цилиндрические фильтровальные элементы — стационарные и сменные с размером отверстий 0,1 — 0,2 мм (70 — 140 м).
На современных экструдерах устанавливают сито-сменные фильтровальные устройства с общей площадью фильтрующего комплекта 500 — 2000 см 2 и числом фильтровальных элементов n = 5 ÷ 20.
1.4. Характеристика исходного сырья и материалов
Основные виды сырья и материалов представлены в таблице 6.
Таблица 6
Основные виды сырья и материалов
| Наименование сырья, материалов, полуфабрикатов | ГОСТ, ТУ | Показатели, технические требования | Примечание |
| 1. Поливинилхлорид С 70 — 100 | ТУ 6-14-839-73 |
Относительное удлинение при разрыве — до 25%; Модуль упругости при сжатии — 245-248 кГс/см 2 ; Разрывное напряжение — 400-600 кГс/см 2 ;
Удельная вязкость 0,2%-ного раствора полимера в циклогексаноне — 0,2 |
|
| 2. Стеарат свинца трехосновный | ТУ 84-95-70 | Содержание основного вещества не менее 95% | |
| 3. Стеарат свинца двухосновный | ТУ 84-95-71 | Содержание основного вещества не менее 96% | |
| 4. Стеарат кальция | ТУ 84-95-72 | Содержание основного вещества не менее 95% | |
| 5. Стеариновая кислота | ТУ 6-14-403-70 | Содержание основного вещества не менее 99,0% | гидрированная растительная |
| 6. Воск углеводородный, марки ПВО-30; ПВО-20; ПВ-25; ПВ-60; ПВ-200; ПВ-300 | ТУ 6-05-041-30-71 | Содержание основного вещества не менее 99,8% | |
| 7. Мел гидрофобный, сорт А | ГОСТ 8253-72 | Содержание карбоната кальция не менее 98,5% |
Для производства труб ПВХ используются композиции поливинилхлорида и различных добавок. Чаще всего используется пластикат атмосфероводостойкий поливинилхлоридный ПВ-1 — это композиция на основе ПВХ, пластификатора и других добавок. Основные его показатели:
- разрушающее напряжение при растяжении — 400-600 кГс/см 2 (600 МН/м2 );
- относительное удлинение при разрыве — р = 250%;
- твердость по Шору — Н ш = 80-90;
- температура рабочая — Т раб = от 40 до 70 ºС;
- водопоглощение — 0,8%.
Все материалы, используемые на предприятии, должны строго отвечать установленным техническим условиям.
1.5. Характеристика готовой продукции
Основной продукцией являются трубы из поливинилхлорида (ГОСТ 226890-77).
Номенклатура выпускаемых труб:
- наружный диаметр — 400 мм;
- толщина стенки — 11,7 мм;
- длина — 6000 мм.
Согласно ГОСТ 226890-77 трубы ПВХ выпускаются следующих четырех типов:
- Л (легкие) — давлением до 2,5 атм (0,25 МПа);
- СЛ (среднелегкие) — давлением до 4,0 атм (0,4 МПа);
- С (средние) — давлением до 6,0 атм (0,6 МПа);
- Т (тяжелые) — давлением до 10,0 атм (1,0 МПа).
Основные требования, предъявляемые к трубам из ПВХ согласно ГОСТ 226890-77 представлены в табл. 7.
Таблица 7
Требования к трубам ПВХ согласно ГОСТ
| Наименование показателя | Величина показателя | Примечание |
| 1 | 2 | 3 |
| 1. Внешний вид, маркировка | Без видимых дефектов и вмятин | |
|
2. Размеры, овальность: размеры, мм овальность, отклонение, % |
до 400; не более 0,1 |
|
| 3. Стойкость к термоокислению | При 160 ºС без изменений цвета поверхности | |
| 4. Степень сшивки, % | 65 | |
|
5. Стойкость при постоянном давлении: при 20 ºС при 95 ºС при 95 ºС |
1 ч. (без разрушения при напряжении 12 МПа); 24 ч. (без разрушения при напряжении 4,8 МПа); 1000 ч. (без разрушения при напряжении 4,4 МПа) |
|
| 6. Изменение длины труб после прогрева, % | Не более 0,7 | |
| 7. Кислородопроницаемость, г/м 3 d (d в мм) | Не более 0,08 | |
| 8. Наименьший радиус изгиба, мм | Не менее 5 наружных диаметров трубы |
1.6. Обеспечение БЖД на участке по производству труб ПВХ
Промышленность, в том числе и химическая, характеризуется большим разнообразием условий производства и труда, поэтому и характер травматизма и профессиональных заболеваний на различных предприятиях неодинаков.
Производство труб из ПВХ представляет определенную опасность для обслуживающего персонала. К основным причинам несчастных случаев относят:
- конструктивные недостатки машин, механизмов, оборудования, приспособлений, оградительных и предохранительных устройств и т.д.;
- неудовлетворительное техническое состояние зданий, сооружений и их элементов;
- неисправность машин, оборудования, механизмов, приспособлений и инструментов, грузоподъемного оборудования и т.д.;
- несовершенство технологических процессов;
- нарушение технологических процессов;
- неудовлетворительная организация работ;
- нарушение правил техники безопасности;
- неприменение средств индивидуальной защиты;
- недостатки в обучении и инструктировании работающих по безопасным приемам труда;
- использование работающих не по специальности.
1.6.1.
Краткая характеристика опасностей в цехе по производству труб из ПВХ
В производстве труб из ПВХ возможно получение механических травм от вращающихся частей машин и механизмов (отрезное устройство, упаковочный стенд), термических ожогов от горячих поверхностей машин (экструдер, головка экструдера, вакуумная ванна с калибрующим устройством, устройство для оформления раструба), электроудара (от неисправного электрооборудования и электропроводки — электродвигатели и питающие кабели).
При нагревании полимера в воздух выделяются продукты термоокислительной деструкции, обладающие токсическими свойствами, поэтому в случае превышения концентраций этих веществ в воздухе производственных помещений возможно отравление.,
1.6.2. Краткая характеристика вредных веществ
В табл. 8 представлены основные физико-химические, токсические свойства сырья и готового продукта и свойства, характеризующие пожароопасность.
Таблица 8
| Наименование | Агрегатное состояние, свойства | Температура вспышки, ºС | Температура воспламенения, ºС | Температура самовоспламенения, ºС | Токсические свойства | ПДК в воздухе рабочей зоны, мг/м 3 |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1. Поливинилхлорид | Твердое, гранулы, горючее | 190 | — | 400-460 | Пыль поражает верхние и глубокие дыхательные пути | 6 |
| 2. Трехосновной стеарат свинца | Твердое, кристаллическое, негорючее | — | — | — | Воздействует на генетический аппарат клетки | 0,01 |
| 3. Двухосновной стеарат свинца | Твердое, кристаллическое, негорючее | — | — | — | Воздействует на генетический аппарат клетки | 0,01 |
| 4. Стеарат кальция | Твердое, кристаллическое, негорючее | — | — | — | Воздействует на желудок, вызывая гастриты | 10 |
| 5. Стеариновая кислота | Твердое, горючее в кусках | 180 | 320 | 360-400 | Вызывает расстройство функции нервной системы | — |
| 6. Углеводородный воск | Твердое, горючее в кусках | 170 | 300 | 320-340 | Вызывает расстройство функции нервной системы | — |
| 7. Мел гидрофобный | Твердое, негорючий порошок | — | — | — | Раздражает верхние дыхательные пути | — |
1.6.3. Классификация основных помещений производства труб из ПВХ
Таблица 9
| Наименование отделения, участка | Категория по СНиП II-М.2-72 | Класс помещения по ПУЭ | Санитарная группа по СНиП II-92-76 |
| 1. Отделение приготовления композиции | В | П-IIа | IIIа |
| 2. Отделение механической обработки | В | П-IIа | Iв |
| 3. Вентиляционные установки местных отсосов | Б | В-IIа | |
| 4. Участок изготовления труб | Б | В-IIа | IIIб |
| 5. Кладовая сырья | Б | В-IIа | IIIа |
1.6.4. Мероприятия по обеспечению безопасности производства и соблюдению норм промышленной санитарии
Для обеспечения безопасности производства и соблюдения норм промышленной санитарии в проекте использованы соответствующие нормативные документы.
Требования к технологическому процессу
Основными условиями, обеспечивающими безопасность технологического процесса являются:
- а) размещение оборудования с учетом Правил безопасности для производств по переработке пластических масс;
- б) проведение процессов, связанных с газопылевыделением, повышенным шумом в специальных помещениях;
- в) обеспечение возможности соблюдения параметров технологического регламента;
- г) соответствие воздушной среды производственных помещений санитарным нормам;
- д) максимальная механизация грузоподъемных и транспортных операций;
- е) обеспечение работающих спецодеждой, исправными инструментами и приспособлениями, а также средствами индивидуальной защиты и т.д.
Требования к производственным помещениям
Категории, классы помещений, степень огнестойкости, группы производственных процессов по участкам и отделениям приняты в соответствии с технологическим процессом на основании СНиП II-90-81 и «Общесоюзных норм технологического проектирования» (ОНТП-24-86) и ПУЭ («Правил устройства электроустановок»).
Бытовые помещения проектируются на основании табл. 9 (см. выше).
Требования к применению средств защиты работающих
Для создания нормальных санитарно-гигиенических условий проектом предусмотрены:
- а) общеобменная вентиляция во всех помещениях, а в местах выделения вредных веществ — местные отсосы;
- б) фонтанчики питьевой воды;
- в) раковины самопомощи;
- г) поддержание в производственных помещениях комфортных условий труда;
- д) средства индивидуальной защиты.
Так как в производстве неизбежен контакт обслуживающего персонала с выделяющимися вредностями (проведение процесса при температуре, близкой к температуре разложения полимера), работникам отрасли устанавливаются дополнительные льготы (дополнительный отпуск, сокращенный рабочий день, спецпитание и др.).
Уровень шума на всех участках не должен превышать допустимых величин (ГОСТ 12.1.003-83 «Шум. Общие требования безопасности»).
ГОСТ 12.1.003-83 классифицирует шум по характеру спектра и по времени действия. Допустимые шумовые характеристики рабочих мест регламентируются СН 3223-85 («Санитарные нормы допустимых уровней шума на рабочих местах»).
Требования к средствам индивидуальной защиты персонала
Средства индивидуальной защиты применяются для предотвращения или уменьшения воздействия на работающих опасных и вредных производственных факторов. Выбор их нормируется ГОСТ 12.2.003-74 «Оборудование производственное. Общие требования безопасности» и ГОСТ 12.4.011-75 «Средства защиты работающих. Классификация».
Согласно указанных выше нормативных документов в проекте для защиты обслуживающего персонала (операторов) предусматривается костюм хлопчатобумажный, головной убор, защитные очки, рукавицы, спецобувь.
Для защиты органов дыхания согласно ГОСТ 12.4.034-85 «Средства индивидуальной защиты органов дыхания. Классификация и маркировка» предусматриваются противогазы индивидуального пользования с коробкой марки А (коричневая, против органических соединений) и марки В (желтая, против кислых газов).
Меры оказания первой помощи
При отравлении газами необходимо вывести пострадавшего на свежий воздух или в проветриваемое помещение, создать ему полный покой, укрыть во избежание переохлаждения, вызвать врача.
Первая помощь при поражении электротоком заключается в быстром отключении той части установки, к которой прикасается пострадавший; в случае невозможности отключения с помощью выключателей можно использовать сухую палку, доску, веревку, одежду пострадавшего, но при этом нужно обезопасить себя от действия тока (изолировать, использовав диэлектрические перчатки, сухую тряпку и т.п.).
При необходимости делать искусственное дыхание или массаж сердца обязательно вызвать врача.
При термических ожогах наложить на пораженное место бактерицидную повязку и направить к врачу.
При порезах — наложить бактерицидную повязку, обработав рану раствором йода или перекиси водорода; при переломах — шину и покой до прибытия врача; при ушибах — холод.
1.6.5. Меры безопасности при обслуживании оборудования
- все аппараты и трубопроводы, имеющие температуру поверхности более 50 ºС должны быть теплоизолированы;
- все вращающиеся части, узлы и детали машин должны быть ограждены и снабжены блокировками;
- все электрооборудование должно быть заземлено или занулено;
- для защиты оборудования экструзионной установки от разрушения в случае превышения в них допустимого давления она должна быть оборудована блокирующим устройством от перегрузки;
- все трубопроводы должны быть окрашены в различительные цвета;
- оборудование и приборы, обслуживаемые на высоте должны быть оборудованы надежными площадками и лестницами для подъема и спуска;
- оборудование, связанное с выделением пылей, газов и паров должно быть снабжено местными отсосами.
2. Расчетная часть
1.2. Материальные расчеты
Расчет удельных норм компонентов композиции труб ПВХ.
- Состав композиции, % масс:
ПВХ — 96,29
Сульфат свинца трехосновный — 0,77
Стеарат свинца двухосновный — 0,77
Стеарат кальция — 0,48
Стеариновая кислота — 0,48
Углеводородный воск — 0,24
Мел гидрофобный — 0,97
Итого 100,00
- Количество труб — 67,052 шт/сут.
- Потери по технологическим переходам — 6,25 %.
- Производительность — 7920 кг/сут.
Расчет
1) Количество перерабатываемой композиции:
7920
- 1,0625 = 8415 кг/сут.
2) Удельные нормы расхода компонентов композиции:
ПВХ:
Сульфат свинца трехосновный:
Стеарат свинца двухосновный:
Стеарат кальция:
Стеариновая кислота:
Углеводородный воск:
Мел гидрофобный:
Итого: 125,498 кг/шт.
1.3. Расчет оборудования
1.3.1. Расчет производительности экструдера
Исходные данные:
- Диаметр червяка D = 12,5 см;
Глубина спирального канала в начале зоны загрузки (под загрузочной воронкой), см: h 1 = (0,12 ÷ 0,16)D = 0,14
- 12,5 = 1,75 см;
Глубина спирального канала в начале зоны сжатия, см: t 2 = (0,8 ÷ 1,2)D = 0,1
- 12,5 = 1,25 см;
- Число заходов нарезки шнека λ = 1;
Степень уплотнения материала і = V загр /Vдоз = 2,3;
- Коэффициент заполнения шнеков К = 0,5;
Плотность расплава ρ р = 1380 кг/м3 ;
Ширина гребня шнека, см: е = (0,06 ÷ 0,1)D = 0,08
- 12,5 = 1 см;
- Число оборотов шнека n = 30 об/мин;
Глубина спирального канала в зоне дозирования
h 3 = 0,5 [D — ![]() =
= 
Расчет:
1) Определяем по формуле h ср :
2) Определяем угол α’:

α’ = 1,347
3) Определяем F сопр — площадь сопряжения (зацепления), см2 :
4) Определяем условную ширину гребня витка:
![]()
5) Объем свободного пространства на длине одного витка, см 3 :
6) Величина прямого потока
![]()
7) Максимальное давление в конце зоны дозирования
Величина условного потока утечки небольшая. Она зависит в основном от величины δ, а также от рабочих параметров в зоне дозирования: температурного режима, величины скорости сдвига, эффективной вязкости расплава полимера и давления материала на выходе.
Для определения η вычисляем величину γ по формуле:
![]()
![]() tgφ = 12,5/3,14
tgφ = 12,5/3,14
- 12,5 = 0,318;
- S = 0,02 см.
8) Определяем величину условного потока утечки, кг/ч:
при ρ р = 1380 кг/м3 ;
1.3.2. Расчет коэффициента полезного времени экструдера
Исходные данные:
Продолжительность простоя экструдера на ремонтах и технологических чистках:
- текущий ремонт t т = 24 ч;
- средний ремонт t ср = 48 ч;
- капитальный ремонт t к = 96 ч.
Количество ремонтов в году:
- текущий ремонт n т = 10;
- средний ремонт n ср = 1;
- капитальный ремонт n к = 1.
Календарное время в году Т к = 8760 ч (режим работы круглосуточный).
Расчет:
1) Продолжительность простоя машины на ремонтах и технологических чистках в течение года:
Т пр = tт
- nт + tср
- nср + tк
- nк = 24
- 10 + 48
- 1 + 96
- 1 = 384 ч.
2) Полезное фактическое время работы машины:
Т ф = Тк — Тпр = 8760 — 384 = 8376 ч.
3) Коэффициент полезного времени работы экструдера:
1.3.3. Расчет количества экструдеров
![]()
где 8418,96 — количество перерабатываемой композиции в сутки, кг;
483,64 — производительность экструдера, кг/ч;
0,956 — коэффициент полезного времени машины.
Устанавливается 2 технологические линии типа ЛТ2-125-140/400, в том числе:
1 линия — в работе;
1 линия — резерв (ремонт, чистка, расширение номенклатуры труб).
В состав линии входят:
- экструдер;
- вакуумная ванна с калибратором;
- ванна охлаждения;
- тянущее устройство;
- отрезное устройство;
- приемное устройство и упаковочный стенд;
- устройство для оформления раструба и упаковочный стенд.
Техническая характеристика линии ЛТ2-125-140/400 (инд. 591858):
- Диаметр червяка — 125 см;
- Количество червяков — 2;
- Сырье — порошкообразная композиция ПВХ;
- Номенклатура выпускаемых труб (наружный диаметр труб), мм — 140-400;
Установленная мощность, кВт:
электродвигателей — 82,2,
электронагревателей — 89,2.
1.4. Энергетические расчеты
1.5.
1.5.1. Расчет расхода электроэнергии
Расчет суточного расхода электроэнергии на технологические нужды представлен в табл. 10.
Таблица 10
Суточный расход электроэнергии электропотребителя
|
Наименование электропотребителя* |
Количество в работе | Установленная мощность, кВт | Продолжительность работы в течение суток, ч | Коэффициент загрузки | КПД электропотребителя | Суточный расход электроэнергии, кВт·ч |
|
1. Экструдер: – электродвигатели – электронагреватели |
1 все |
82,2 89,2 |
24 24 |
0,9 0,9 |
0,8 0,8 |
2219,4 2408,4 |
| 2. Тянущее и счетно-маркирующее устройство | 1 | 2,4 | 24 | 0,8 | 0,8 | 57,6 |
| 3. Отрезное устройство | 1 | 0,75 | 4 | 0,8 | 0,75 | 32,0 |
| 4. Устройство для оформления раструба | 1 | 8,6 | 24 | 0,8 | 0,75 | 220,2 |
| 5. Упаковочный стенд | 1 | 4,6 | 4 | 0,8 | 0,8 | 18,4 |
| Итого: | 4956,0 |
Расчет выполнен для каждого потребителя электроэнергии по формуле [7]:
где n — количество однотипных потребителей электроэнергии;
- N — установленная мощность, кВт.
Удельный расход силовой электроэнергии равен:
![]()
![]()
1.5.2. Расчет расхода речной (фильтрованной воды) и холода
Речная (фильтрованная) вода расходуется на охлаждение труб в калибрующем устройстве и охлаждающих ваннах. Температура охлаждающей воды на входе в ванну 12-14 ºС. Температура воды на выходе — 24-25 ºС. Температура труб на входе в калибрующее устройство 170-190 ºС, на выходе — 25-30 ºС.
1) Количество тепла, отводимое в калибрующем устройстве и охлаждающей ванне водой составляет:
- где 1,76 кДж/кг·град — удельная теплоемкость материала трубы [8, табл. XXV];
180 и 27,5 ºС — средняя температура трубы на входе в калибрующее устройство и выходе из охлаждающей ванны;
8415/24·3600 = 0,0974 кг/с — секундный расход материала трубы.
2) Расход холода с учетом 10% потерь:
Q = 1,1Q отв = 1,1
- 26,140 = 28,754 кВт.
3) Удельный расход холода:
![]()
что также равно: ![]()
4) Расход охлаждающей воды в сутки:
5) Удельный расход воды:
![]()
![]()
Здесь С в — теплоемкость воды, кДж/кг·град;
t к и tн — конечная и начальная теплоемкости воды, ºС;
1000 кг/м 3 — плотность воды.
1.5.3. Расчет удельного расхода вакуума
Вакуум на линии производства труб ПВХ расходуется в системе вакуумной дегазации экструдера и в системе вакуумного калибрования заготовки труб.
Согласно технического паспорта на линию ЛТ2-125-140/400 (инд. 591858) расход вакуума составляет, м 3 /ч:
- на дегазацию экструдера — 125,0;
- на вакуумное калибрование — 178,0
Итого: 303,0 м 3 /ч.
Удельный расход вакуума составит:
![]()
1.6. Расчет производственных площадей [ 4 ]
Площадь основных производственных отделений рассчитывается исходя из принятого набора оборудования, необходимого для выполнения заданной программы. При укрупненном расчете площади под основное оборудование можно исходить из нормативной площади на единицу основного технологического оборудования из таблицы (XI.2 [4]) для труб и соединительных частей поливинилхлорида (см. табл. 11).
Таблица 11
Соотношение производственных и вспомогательных площадей производства по изготовлению труб из ПВХ
| Отделение |
% от общей площади |
Площадь отделения, м 2 |
| 1. Основной рабочий зал | 40-42 | 46,3 |
| 2. Механическая обработка, комплектование и упаковка изделий (труб) | 3-5 | 46,3
|
| 3. Подготовка сырья и переработка отходов | 8-10 | 46,3
|
| 4. Складирование сырья | 8-10 | 46,3
|
| 5. Складирование готовой продукции | 15 | 46,3
|
| 6. Прочие | 18-24 | 46,3
|
| Итого: | 116,8 |
Общая площадь цеха (рабочий зал) рассчитывается по формуле [4, XI.1]:
F о = Кf Е,
где К — коэффициент перехода от отдельных методов переработки пластмасс в изделия, для труб К=1,4 (экструзия);
f — площадь единицы оборудования, м2 ;
- Е — число единиц оборудования.
F о = 1,4
- 4,727
- 7 = 46,325 м2 ≈ 46,3 м2 .
Заключение
Предлагаемое в данном проекте внедрение теплоизолирующих пластиковых труб из ПВХ позволит значительно сократить теплопотери при использовании этих труб в системах горячего водоснабжения, а также упростить технологию прокладки труб, так как отсутствует операция теплоизоляции и ее защиты от внешних повреждений (чехол из алюминиевых или стальных листов).
За последнее десятилетие наблюдается рост применения пластмассовых труб для этих целей, на эти трубы приходится около 60% ежегодно используемого объема труб для нового строительства и ремонта.
Учитывая нарастающую активность иностранных фирм в насыщении строительного рынка России пластмассовыми трубами, а также расширение производства пластмассовых труб в самой России самой полной номенклатурой труб, предлагается специализация на выпуск труб большого диаметра, пользующихся большим спросом на рынке полимерных труб. Предлагается ассортимент труб ограничить диаметром 140-400 мм [18].
Основными условиями, обеспечивающими безопасность технологического процесса являются:
- а) размещение оборудования с учетом Правил безопасности для производств по переработке пластических масс;
- б) проведение процессов, связанных с газопылевыделением, повышенным шумом в специальных помещениях;
- в) обеспечение возможности соблюдения параметров технологического регламента;
- г) соответствие воздушной среды производственных помещений санитарным нормам;
- д) максимальная механизация грузоподъемных и транспортных операций;
- е) обеспечение работающих спецодеждой, исправными инструментами и приспособлениями, а также средствами индивидуальной защиты и т.д.
В соответствии с инструкцией по разработке проектов и смет для промышленного строительства (СН 202-81) мероприятия по охране окружающей среды должны носить комплексный характер и предусматривать меры по защите атмосферы (улавливание вредных веществ местными отсосами — газоочистными установками), гидросферы (применение системы замкнутого водооборота) и литосферы (сохранение плодородного слоя земли за счет посадок леса) от воздействия производственных факторов, а также восстанавливающие земельные угодья, занятые при промышленном строительстве.
Список использованной литературы
[Электронный ресурс]//URL: https://drprom.ru/kursovoy/ekstruziya-2/
1. Соломенко, М.Г. Поливинилхлорид / М.Г. Соломенко // Мир упаковки. — 1999. — № 5 (7).
2. Южин В.М. Трубы из поливинилхлорида / В.М. Южин, С.В. Иванов // Международные новости мира пластмасс. — 2003. — № 9-10. — С. 2-5, № 11-12. — С. 3-6.
3. Брацыкин, Е.А. Переработка пластических масс в изделия: учебник / Е.А. Брацыкин, С.С. Миндлин, К.А. Стрельцов. — М.: Химия, 1966. — 399 с.
4. Оленев, Б.А. Проектирование производств по переработке пластических масс: учебник / Б.А. Оленев, Е.М. Морднович, В.Ф. Калошин. — М.: Химия, 1982. — 253 с.
5. Козулин, Н.А. Оборудование для производства и переработки пластических масс: учебник / Н.А. Козулин, А.Я. Шапиро, Р.К. Гавурина. — М.: Химия, 1983. — 773 с.
6. Проектирование машиностроительных заводов и цехов. Справочник в 6-и томах, т.6 / под ред. Е.С. Сокольского. — М.: Машиностроение, 1974. — 414 с.
7. Шембель, А.С. Сборник задач и проблемных ситуаций по технологии переработки пластмасс: учебник / А.С. Шембель, О.М. Антипина. — Л.: Химия, 1990. — 272 с.
8. Павлов, К.Ф. Примеры и задачи по курсу процессов и аппаратов химической технологии: учебник / К.Ф. Павлов, П.Г. Романков, А.А. Носков. — Л.: Химия, 1987. — 571 с.
9. Пакшвер, А.Б. Технологические расчеты в производстве химических волокон: учебник / А.Б. Пакшвер, А.И. Меос. — М.: Химия, 1966. — 323 с.
10. Касаткин, А.Г. Основные процессы и аппараты химической технологии: учебник / А.Г. Касаткин. — М.: Химия, 1971. — 784 с.
11. Яковлев, А.Д. Технология изготовления изделий из пластмасс: учебник / А.Д. Яковлев. — Л.: Химия, 1972. — 339 с.
12. Шеин, В.С. Оборудование и основы проектирования заводов резиновой промышленности: учебник / В.С. Шеин, А.П. Гриб. — Воронеж.: ВПИ, 1987. — 79 с.
13. Мельник, Б.Д. Инженерный справочник по ТНВ: учебник / Б.Д. Мельник. — М.: Химия, 1975. — 544 с.
14. Процессы и аппараты химической промышленности: учебник / П.Г. Романков и [др.]. — Л.: Химия, 1989. — 560 с.
15. Рогинский, Г.А. Дозирование сыпучих материалов: учебник / Г.А. Рогинский. — М.: Химия, 1978. — 176 с.
16. Трофимов, А.И. Справочник слесаря КИПиА: учебник / А.И. Трофимов, А.А. Ширяев. — М.: Энергоатомиздат, 1986. — 256 с.
17. Бронштейн, И.М. Автоматизация управления сернокислотным производством: учебник / И.М. Бронштейн. — М.: Химия, 1975. — 248 с.
18. Третьяков, А.О. Теплоизолирующие пластиковые трубы / А.О. Третьяков // Химическая промышленность. — 2005. — № 3. — С. 126-128.
19. Енохович, А.С. Справочник по физике и технике: учебник / А.С. Енохович. — М.: Просвещение, 1983. — 251 с.
20. Путилов, А.В. Охрана окружающей среды: учебник / А.В. Путилов, А.А. Копреев, Н.В. Петрухин. — М.: Химия, 1991. — 224 с.
21. Госгортехнадзор СССР. Правила безопасности для производств химических волокон / Госгортехнадзор СССР. — М.: Недра, 1990. — 111 с.
22. Макаров, Г.В. Охрана труда в химической промышленности: учебник / Г.В. Макаров, А.Я. Васин, Л.К. Маринина. — М.: Химия, 1989. — 496 с.
23. Тищенко, Н.Ф. Справочник. Охрана атмосферного воздуха / Н.Ф. Тищенко. — М.: Химия, 1991. — 368 с.
24. Марчевский, А.Г. Физико-химические свойства молекулярных соединений: учебник / А.Г. Марчевский, И.Б. Сладков. — Л.: Химия, 1987. — 192 с.
25. Пивень, А.А. Теплофизические свойства полимерных материалов: учебник / А.А. Пивень, Н.А. Гречаная, И.И. Чернобыльский. — Киев.: Вища школа, 1976. — 180 с.
26. Справочник по охране труда и технике безопасности в химической промышленности. — М.: Химия, 1972. — 582 с.
27. Борисов, А.Л. Проектирование предприятий искусственных волокон: учебник / А.Л. Борисов. — М.: Химия, 1980. — 342 с.
28. Гуль, В.Е. Структура и механические свойства полимеров: учебник / В.Е. Гуль, В.А. Кулезнев. — М.: Высшая школа, 1966. — 312 с.
29. Альперт, Л.З. Основы проектирования химических установок: учебник / Л.З. Альперт. — М.: Высшая школа, 1979. — 327 с.
30. Лейкин, А.Е. Материаловедение: учебник / А.Е. Лейкин, Б.И. Родин. — М.: Высшая школа, 1971. — 413 с.
Приложение 1, Спецификация на технологическую схему
| Поз. | Наименование | Кол. | Тип | Примечание |
|
1-а — 1-д 2-а — 2-д |
Термоэлектрический термометр | 10 | ТХК-529 | |
|
12 22 |
Милливольтметр | 2 | МВ40-41КМ | |
| Нагревательные элементы | 10 | |||
| 1-6 1-7 1-8 1-9 1-10 2-6 2-7 2-8 2-9 2-10 | Блок управления тиристорный | 10 | БУ | |
| 3а | Термометр | 4 | ТПП-СК | |
| 4а | Вакуумметр | 2 | ОБВ1-100 | |
| 5а | Регулятор давления — стабилизатор | 1 | СДВ-25 | |
| 1 | Пресс червячный с электроприводом и тепловой автоматикой | 1 | ||
| 2 | Загрузчик ЗГВ-500 | 1 | ||
| 3 | Сушилка СГ-300 | 1 | ||
| 4 | Установка головки трубной | 1 | ||
| 5 | Ванна охлаждения | 4 | ||
| 6 | Машина тянущая двухтраковая | 1 | ||
| 7 | Устройство маркирующее | 1 | ||
| 8 | Машина для резки трубных изделий | 1 | ||
| 9 | Оборудование приемное | 1 | ||
| 10 | Стеллаж Б 450822-0 | 1 | ||
| 11 | Пульт управления | 1 | ||
| 12 | Система измерения и регулирования температуры | 1 |
Приложение 2, Спецификация на чертеж оборудования
| Поз. | Наименование | Кол. | Примечание |
| 1 | Загрузочный бункер | 1 | |
| 2 | Шнек | 1 | |
| 3 | Обогреваемый цилиндр | 1 | |
| 4 | Подсоединительный фланец | 1 | |
| 5 | Электродвигатель | 1 |