
Центробежное литье применяют в массовом, серийном и единичном производстве отливок из различных сплавов в металлических и песчаных формах. Этим способом отливают трубы, цилиндровые втулки, гильзы автотракторных двигателей, заготовки для поршневых колец, шестерни, шкивы, орудийные стволы, а также получают двухслойные (биметаллические) отливки, поочередно заливая форму различными сплавами. Этот способ литья широко используется в промышленности, особенно для получения пустотелых отливок (со свободной поверхностью).
Центробежным литьем изготавливают отливки из чугуна, стали, сплавов титана, алюминия, магния и цинка (трубы, втулки, кольца, подшипники качения, бандажи железнодорожных и трамвайных вагонов).
Масса отливок — от нескольких килограммов до 45 тонн. Толщина стенок от нескольких миллиметров до 350 мм. Центробежным литьем можно получить тонкостенные отливки из сплавов с низкой текучестью, что невозможно сделать при других способах литья.
Сущность метода
Центробежный метод литья (центробежное литьё) используется при получении отливок, имеющих форму тел вращения. Подобные отливки отливаются из чугуна, стали, бронзы и алюминия. При этом расплав заливают в металлическую форму, вращающуюся со скоростью 3000 об/мин.
Под действием центробежной силы расплав распределяется по внутренней поверхности формы и, кристаллизуясь, образует отливку. Центробежным способом можно получить двухслойные заготовки, что достигается поочерёдной заливкой в форму различных сплавов. Кристаллизация расплава в металлической форме под действием центробежной силы обеспечивает получение плотных отливок.
При этом, как правило, в отливках не бывает газовых раковин и шлаковых включений. Особыми преимуществами центробежного литья является получение внутренних полостей без применения стержней и большая экономия сплава в виду отсутствия литниковой системы. Выход годных отливок повышается до 95%.
Технология центробежного литья обеспечивает целый ряд преимуществ, зачастую недостижимых при других способах, к примеру:
- Отливки имеют плотную структуру, высокая плотность металла.
- Центробежные отливки в меньшей степени загрязнены неметаллическими включениями (в изломе отливки редко встречаются шлаковый или песчаный засор и газовые раковины).
- Для образования отверстий в цилиндрических отливках не требуется стержень.
- Отсутствие во многих случаях литниковой системы увеличивает выход годного до 90…95%
- Возможность получения тонкостенных отливок.
- Производительность труда выше, а условия лучше, чем при литье в разовые формы.
- Центробежным литьем можно получить двухслойные (биметаллические) отливки.
- Высокая износостойкость.
- Отсутствие раковин.
Центробежное литье — это способ получения отливок в металлических формах. При центробежном литье расплавленный металл, подвергаясь действию центробежных сил, отбрасывается к стенкам формы и затвердевает. Таким образом получается отливка.
Изготовление отливок из различных сплавов
... непрерывного литья (а) и разновидности получаемых отливок (б) Особенности изготовления отливок из различных сплавов Чугун. Преобладающее количество отливок из серого чугуна изготовляют в песчаных формах. Отливки получают ,как правило, получают без применения прибылей. При изготовлении отливок из серого ...
Центробежным литьём получают литые заготовки, имеющие форму тел вращения:
- втулки;
- венцы червячных колёс;
- барабаны для бумагоделательных машин;
- роторы электродвигателей.
Наибольшее применение центробежное литьё находит при изготовлении втулок из медных сплавов, преимущественно оловянных бронз.
Однако для его организации необходимо специальное оборудование. Недостатки, присущие этому способу литья:
- неточность размеров свободных поверхностей отливок,
- повышенная склонность к ликвации компонентов сплава,
- повышенные требования к прочности литейных форм.
- сложность получения точного размера отверстия в отливке, образованного свободной поверхностью. Это объясняется тем, что диаметр отверстия зависит от количества заливаемого в форму металла.
— четко выраженная ликвационная неоднородность сплава по сечению отливки. При заливке, например, свинцовой бронзы, расплав которой представляет эмульсию, во вращающейся форме свинец центробежными силами отбрасывается к периферии, а медь, как более легкая, вытесняется к свободной поверхности. Ликвация может таким образом проявиться настолько сильно, что внутренняя часть отливки окажется медной.
- возможность появления дефектов в виде продольных и поперечных трещин, газовых пузырей.
Точность отливок и шероховатость поверхности отливок, а, следовательно, и припуски на обработку резанием зависят от того, в какие формы (нефутерованные или футерованные) производится заливка, и соответствует литью в кокиль либо литью в песчаные формы.
Разновидности метода
При центробежном литье сплав заливают во вращающиеся формы; формирование отливки осуществляется под действием центробежных сил, что обеспечивает высокую плотность и механические свойства отливок. Центробежным литьем отливки изготовляют в металлических, песчаных, оболочковых формах и в формах для литья по выплавляемым моделям на центробежных машинах с горизонтальной или вертикальной осью вращения.
Металлические формы изготовляют из чугуна и стали. Толщина формы обычно в 1,5…2 раза больше толщины отливки. В процессе литья формы снаружи охлаждают водой или воздухом. На рабочую поверхность формы наносят теплозащитные покрытия для увеличения срока их службы. Перед работой формы подогревают до температуры 200°С.
Применяют три схемы центробежного литья (рис. 1)
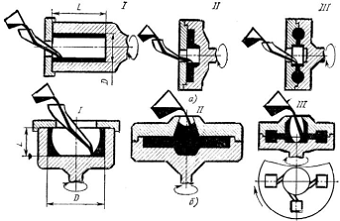
Рис. 1. Схемы центробежного литья
Первая схема наиболее распространена. По этой схеме получают полые цилиндрические отливки без стержней. Машины с горизонтальной осью вращения применяют для длинных тел вращения: при dl >3; свободная поверхность отливки представляет собой цилиндр. На машинах с вертикальной осью получают короткие тела вращения из-за разностенности по высоте отливки. Свободная поверхность — параболоид. Разностенность тем больше, чем выше отливка.
Разработка технологического процесса изготовления отливки ‘RU’ ...
... отливки из сплава АК8М изготовленной методом литья под давлением термическую обработку не применяют, т.к. прочность при литье под давлением ... отливки. Чертеж отливки разрабатывается по чертежу детали и включает следующие вопросы: выбор положения отливки в форме, что определяет плоскость разъема формы; ... вибраций. Исходя из условий работы детали, отливка должна отвечать следующим требованиям: ...
Схемы II и III на рис. 1 применяют при необходимости существенного повышения плотности отливок или изготовления тонкостенных отливок из сплавов с низкой жидкотекучестью. Таким образом, получают гребные винты, отливки из жаропрочных и титановых сплавов.
Оборудование и инструменты
Оборудование — машины с вертикальной и с горизонтальной осью вращения форм.
Литейная форма приводится в движение специальной машиной, называемой центробежной. Различают машины с вращением формы вокруг вертикальной и горизонтальной (или наклонной) осей. Если диаметр отливки значительно меньше ее длины (трубы, гильзы, втулки), то ось вращения формы размещают горизонтально. Если же диаметр отливки больше, чем ее высота (колеса, шкивы, шестерни), то ось вращения располагают вертикально. Металлические формы изложницы изготовляют из чугуна и стали. Толщина изложницы в 1,5…2 раза больше толщины отливки. В процессе литья изложницы снаружи охлаждают водой или воздухом. На рабочую поверхность изложницы наносят теплозащитные покрытия для увеличения срока их службы. Перед работой изложницы нагревают до 200°C.
В процессе получения отливок методом центробежного литья, залитый в форму металл подвергается действию центробежных сил. Развитие центробежных сил в металле достигается заливкой металла во вращающуюся форму или приведением формы во вращение непосредственно после заполнения ее металлом.
Форма приводится во вращение на специальных машинах для центробежного литья, которые изготовляют с различной осью вращения: вертикальной, горизонтальной и наклонной.
На рис. 2, а изображена схема получения отливки со свободной поверхностью в форме, вращающейся вокруг вертикальной оси. Залитый металл отбрасывается центробежной силой к периферийной части формы и в таком положении затвердевает. При этом внутренняя поверхность отливки получается без стержня. После затвердевания металла вращение формы прекращается, и готовую отливку извлекают из формы.
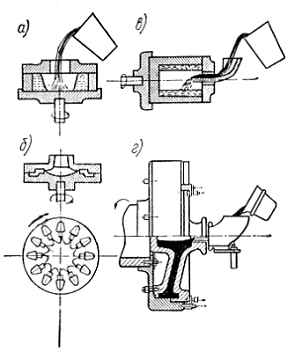
Рис. 2. Форма для центробежного литья: а и б — металлическая форма с вертикальной осью вращения; в-г — металлическая форма с горизонтальной осью вращения
При вертикальной оси вращения формы свободная поверхность отливки получается параболической, разностенность отливки по высоте оказывается тем больше, чем меньше скорость вращения отливки. На этих машинах отливают детали, имеющие небольшую высоту (короткие втулки, кольца, венцы червячных зубчатых колес и т.д.).
Производство отливок из стали
... курсовой работе будут рассмотрены такие способы изготовления отливок как литье в оболочковые формы, песчаные формы и кокиль, центробежное литье, литье под давлением. Также в данной работе ... конструкционных сталей изготовляют детали, несущие главным образом механические нагрузки (статические, динамические, вибрационные и др.). По ... или набивные тигли из огнеупорных материалов. В зависимости от частоты ...
На рис. 2, в изображена схема получения отливки со свободной поверхностью, при вращении вокруг горизонтальной оси. При горизонтальной оси вращения отливки получаются со стенками равномерной толщины как по длине, так и в поперечном сечении. Поэтому на указанных машинах отливают как короткие, так и длинные изделия (маслоты, трубы и т.д.).
На рис. 2, б показан процесс заливки фасонных деталей в металлические формы на машинах с вертикальной осью вращения. Металл заливают здесь через общий стояк; отливки расположены вне оси вращения формы. Этим способом отливают изделия любой конфигурации небольших габаритов (детали насосов, компрессоров, пароводопроводную арматуру и т.д.), причем полые отливки образуют песчаными стержнями.
На рис. 2, г приведена схема центробежной машины с горизонтальной осью вращения для отливки фасонных деталей. Формы при получении отливок по любой из схем могут быть металлическими и песчаными футеровками (сырыми, сухими или сборными из стержней).
Скорость вращения форм определяется из условий качества получаемых отливок и устанавливается тем большей, чем меньше диаметр отливки. Применяемые на практике скорости вращения колеблются от 250 до 1500 об/мин.
Целесообразность применения центробежного литья определяется рядом его преимуществ: экономией стержневых смесей, ввиду отсутствия стержня для получения полости в цилиндрической отливке (рис. 2, а и в), отсутствием литников или уменьшением веса литниковой системы по сравнению с литьем в неподвижные формы, большей плотностью и повышенными механическими свойствами получаемых отливок, возможностью получения более тонкостенных отливок из сплавов, обладающих низкой жидкотекучестью, высокими технико-экономическими показателями производства.
К недостаткам центробежного литья относятся трудность получения качественных отливок из ликвирующих сплавов и невозможность получения отверстия точного размера в отливке, изготовляемой по схеме на рис. 2, а и в (диаметр отверстия зависит от количества залитого в форму металла).
На рис. 2, а схематически представлена конструкция распространенной труболитейной машины. Отличительной особенностью этой машины является устройство подвижного желоба 1, который в процессе заливки металла перемещается в направлении, показанном стрелкой. При этом металл, стекая с конца желоба, навивается на внутреннюю поверхность вращающейся формы 3, что обеспечивает получение равностенной отливки. Форма имеет уклон до 5°, что облегчает течение металла. Форма беговыми дорожками 7 опирается на приводные ролики 5 и имеет осевой роликовый упор 6.
Для образования внутренней поверхности раструба трубы применяют песчаный стержень 4. Машина имеет защитный кожух и систему 2 охлаждения формы.
Существуют аналогичные машины с неподвижным желобом, но с формой, отодвигающейся в противоположном направлении в процессе образования отливки.
Чугунные трубы отливают центробежным способом в металлические формы, также футерованные формовочной смесью (рис. 3, б).
При этом металлическая форма служит долгое время, так как непосредственно не соприкасается с металлом, кроме того, отпадает необходимость в отжиге отливок, которому подвергают трубы, отлитые в металлические формы, для снятия внутренних напряжений и устранения отбела. Недостатком этого способа является наличие в цехе формовочной смеси и необходимость очистки отливки. Машина представляет собой металлическую форму 3; для образования патрубка ставится стержень 4, металл заливается через желоб 5. Вращается форма при помощи катков 6, футеруется формовочной смесью 1; для отвода газа из формы в ней делают отверстия 2.
Реферат литье металлов
... - 6% из цветных металлов. Способы изготовления отливок делятся на две группы: литье в обычные песчаные формы; специальные способы литья. В свою очередь способы литья в песчаные формы могут быть ручными и ... образующей при этом разделительную пленку, которая предотвращает прилипание оснастке формовочной смеси и тем самым упрощает последующее отделение оболочки от модели. 3. Нанесение песчано-смоляной ...
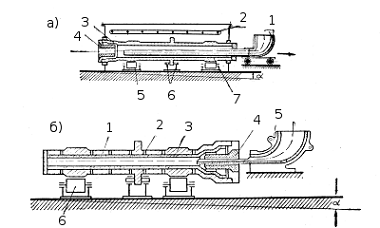
Рис. 3. Схема машин для центробежной отливки труб
литье центробежный фасонный промышленность
Для центробежного литья применяются машины с горизонтальной (рис. 4) и вертикальной (рис. 5) осями вращения.
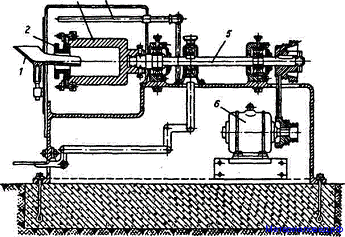
Рис. 4. Машина для центробежного литья с горизонтальной осью вращения
При получении отливок типа тел вращения большой длины (трубы, втулки) на машинах с горизонтальной осью (рис. 4) вращения изложницу 1 устанавливают на опорные ролики и закрывают кожухом 2. Изложница приводится в движение электродвигателем. Расплавленный металл из ковша 4 заливают через желоб 3, который в процессе заливки металла перемещается, что обеспечивает получение равностенной отливки 5. Для образования раструба трубы используют песчаный или оболочковый стержень. После затвердевания металла готовую отливку извлекают специальным приспособлением 6.
При получении отливок на машинах с вращением формы вокруг вертикальной оси (рис. 5) металл из ковша 4 заливают во вращающуюся форму 1, укрепленную на шпинделе, который вращается от электродвигателя.
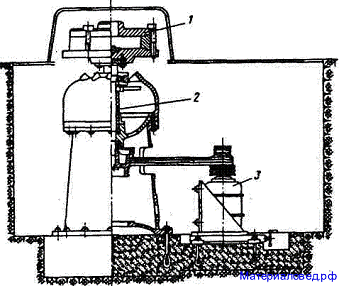
Рис. 5. Машина для центробежного литья с вертикальной осью вращения
Под действием центробежных сил металл прижимается к боковой стенке изложницы. Литейная форма вращается до полного затвердевания отливки. После остановки формы отливка 5 извлекается.
Отливки, полученные на машине с вертикальной осью вращения, имеют разностенность по высоте — более толстое сечение в нижней части. Применяют для получения отливок небольшой высоты — коротких втулок, колец, фланцев.
Рис. 6. Изготовление фасонных отливок центробежным литьем
Изготовление фасонных отливок центробежным литьем: а — металлическая форма; б — песчаная форма; 1 — стояк; 2 — металлическая форма; 8,4,7 — стержни; 5 — нижняя полуформа; 6 — верхняя полуформа
Используют автоматические и многопозиционные карусельные машины с управлением от ЭВМ.
Свойства получаемых заготовок
При помощи машин центробежного литья экономично и просто получают отливки достаточно сложной конфигурации, физико-механические и эксплуатационные свойства которых выше, чем свойства поковок из сталей соответствующих марок, с небольшими (3-5 мм) припусками на дальнейшую механообработку. В отличие от других методов литья, накопленный в электрошлаковой тигельной печи жидкий металл заливают в литейную форму вместе со шлаком, который образует шлаковый гарнисаж, обеспечивая хорошее качество поверхности отливок, предохраняет их от приваривания к форме. Металл заливается в литейную форму (изложницу), вращающуюся с определенной скоростью в течение всего времени кристаллизации сплава отливки, и затвердевает в ней под действием центробежных сил. Отливку производят на центробежных машинах в стальную изложницу.
Технология литья под давлением
... 1839 г. был взят первый патент на поршневую машину для заливки металла под давлением. В машиностроении литье под давлением начали применять с 1849 г. для производства мелких ... контакта и не ухудшающих качества поверхности отливок. Эффективность указанных мероприятий определяется конструкцией рабочей полости пресс-форм. Аннотация Данная работа содержит пути оптимизации технической схемы ЛПД ...
Скорость вращения формы зависит от диаметра отливки и плотности сплава, определяется по формуле:
![]()
где: — плотность сплава; — внутренний радиус отливки.
Наружные дефекты отливок обнаруживаются внешним осмотром после извлечения отливки из формы или после очистки. Внутренние дефекты определяют радиографическими или ультразвуковыми методами дефектоскопии. При использовании радиографических методов (рентгенография, гаммаграфия) на отливки воздействуют рентгеновским или гамма-излучением. С помощью этих методов выявляют наличие дефекта, размеры и глубину его залегания. При ультразвуковом контроле ультразвуковая волна, проходящая через стенку отливки при встрече с границей дефекта (трещиной, раковиной) частично отражается. По интенсивности отражения волны судят о наличие, размерах и глубине залегания дефекта. Трещины выявляют люминесцентным контролем.
Таким образом, заготовки обладают следующими свойствами:
- Отливки имеют плотную структуру, высокую плотность металла.
- Практически не загрязнены неметаллическими включениями (в изломе отливки редко встречаются шлаковый или песчаный засор и газовые раковины).
- Высокая годность заготовок, до 95%
- Возможность получить двухслойные (биметаллические) отливки.
- Высокая износостойкость.
- Отсутствие раковин.
- Возможна неточность размеров свободных поверхностей отливок,
- Наблюдается повышенная склонность к ликвации компонентов сплава,
- Сложно получить точный размер отверстия в отливке, образованного свободной поверхностью. Это объясняется тем, что диаметр отверстия зависит от количества заливаемого в форму металла.
Список литературы
[Электронный ресурс]//URL: https://drprom.ru/referat/lite-tsentrobejnoe/
1. Разумов В.Н. Технология литейного производства: Учеб. пособие. Иваново, 1974. 171 с.
2. Титов Н.Д. Технология литейного производства. 2-е изд., перераб. М.: Машиностроение, 1978. 388 с.
— Юдин С.Б., Розенфельд С.Е., Левин М.М. Центробежное литье. 2-е изд., перераб. и доп. М.: Машиностроение, 1972. 279 с.
— Гини Э.Ч., Зарубин А.М., Рыбкин В.А. Технология литейного производства. Специальные виды литья: Учеб. для вузов. Под ред. В.А. Рыбкина. М.: Academia, 2005. 350 с.
5. Братковский Е.В., Заводяный А.В. Курс лекций по дисциплине: «Литейное производство» для студентов «Металлургия черных металлов». — Новотроицк: НФ МИСиС, 2010.
— Иванов В.Н. Словарь-справочник по литейному производству. — М.: Машиностроение, 1990. — 384 с.
7. Романов Л.М. Литейные сплавы и плавка. Производство отливок из чугуна и стали. Учебное пособие. / Л.М. Романов, А.Н. Болдин — М.: МГИУ, 2005
— Шульте Ю.А. Электрометаллургия стального литья. — М.: Металлургия, 1970.
— Основы производства и обработки металлов. / Под редакцией проф. И.Б. Куманина: М.: Машиностроение, 1971.