
Сверление отверстий — широко распространенная операция в слесарном деле. Сверлением называется процесс образования отверстий в сплошном материале с помощью инструмента, называемого сверлом.
Сверление применяется: для получения неответственных отверстий, невысокой степени точности и чистоты, например, под крепежные болты, заклепки, шпильки и т.д.
Для получения отверстий под нарезание резьбы, применяется развертывание и зенкерование.
Рассверливанием называется процесс увеличения диаметра отверстия при помощи сверла.
Точность сверления может быть повышена благодаря тщательному регулированию станка, правильно заточенному сверлу или сверлением при помощи специального приспособления, называемого кондуктором (рис. 1).
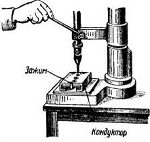
Рис. 1 Кондуктор и зажим

Рис. 2 Рабочие движения при сверлении
При сверлении различают сквозные, глухие и неполные отверстия. Высококачественное отверстие обеспечивается правильным выбором приемов сверления, правильным расположением сверла относительно обрабатываемой поверхности и совмещением оси сверла с центром (осью) будущего отверстия.
Процесс резания при сверлении может быть осуществлен при наличии двух рабочих движений режущего инструмента по отношению к обрабатываемой детали: вращательного движения и подачи (рис. 2).
Для сверления обрабатываемую заготовку (деталь) неподвижно закрепляют в приспособлении, а сверлу сообщают два одновременных движения:
- вращательное — которое называется главным (рабочим) движением, или движением резания.
- поступательное направленное вдоль оси сверла, которое называется движением подачи.
При сверлении под влиянием силы резания происходит отделение частиц металла и образование элементов стружки.
Скорость резания, подача и глубина составляют режим резания.
Скоростью резания V называется окружная скорость сверла, измеряемая по его наружному диаметру. Скорость резанья рассчитывается по формуле:
![]()
сверление технологический вращательный
Зенкование отверстий
... качественной поверхности отверстия методом резания. Такой процесс называется зенкерованием. Метод резания похож на процедуру сверления: наблюдается такое ... Рис. 2 - Комбинированный инструмент: сверло и резец для зенкования отверстий. Таблица 1. Зенкование под болты, гайки и заклепки ... жидкости. Процесс зенкерования чугуна и цветных металлов охлаждения не требует. Правильный подбор металлорежущего ...
где V — скорость резанья, D-диаметр сверла, n — число оборотов в минуту сверла;
- п=3.14.
Величина скорости резанья зависит от обрабатываемого материала, диаметра и материала сверла и формы его заточки, подачи, глубины резания и охлаждения.
Подача s — величина перемещения сверла вдоль оси за один оборот или за один оборот заготовки (если вращается заготовка, а сверло движется поступательно).
Она измеряется в мм/об. так сверло имеет две режущие кромки, то подача на одну режущую кромку будет:
Правильный выбор подачи имеет большое значение для стойкости режущего инструмента. Всегда выгоднее работать с большой подачей и меньшей скоростью резания, в этом случае сверло изнашивается медленнее.
Однако при сверлении отверстий малых диаметров величина подачи ограничивается прочностью сверла. С увеличением диаметра сверла прочность его возрастает, позволяя увеличивать подачу; следует учесть, что увеличение подачи ограничивается прочностью станка. Глубина резания t — расстояние от обработанной поверхности до оси сверла (т.е. радиус сверла).
Определяется глубина резанья по формуле
t=D/2 мм
При выборе режимов резания в первую очередь подбирают наибольшую подачу в зависимости от качества обрабатываемой поверхности, прочности сверла и станка и других факторов (данные приведены в справочниках); затем устанавливают такую максимальную скорость резания, при которой стойкость инструмента между переточками будет наибольшая.
Выбор способа (последовательности) обработки отверстий в зависимости от их размеров, требуемой точности обработки и вида заготовки (сплошной металл, прошитые и литые отверстия) производится по данным таблиц, в которых приведены данные о технологической точности, достигаемой при обработке отверстий 44 вин.
Различают следующие способы и виды сверления:
1. Сверление по разметке
По разметке сверлятся одиночные отверстия. Предварительно на
деталь наносят осевые риски, затем кернят углубление в центре отверстия.
Сверление осуществляют в два приема: сначала выполняют пробное
сверление, а затем окончательное.
2. Сверление глухих отверстий
3. Сверление отверстий в плоскостях расположенных под углом
4. Сверление точных отверстий
5. Сверление отверстий небольших диаметров
6. Сверление глубоких отверстий
Сверлильные станки, виды, характеристики, область применения
Станки сверлильной группы предназначены для обработки всех типов круглых отверстий и в редких случаях — многогранных отверстий.
В зависимости от вида технологических операции, выполняемых на станках, а также степени автоматизации и специализации станка все металлорежущие станки подразделяются на 9 групп 132 вин.
Сверлильные станки согласно классификации относятся ко второй группе (первая цифра в обозначении станка -2).
Сверлильные станки делятся на три группы: универсальные (общего назначения), специализированные и специальные.
Универсальные станки являются самой многочисленной группой в парке сверлильного оборудования. На них можно производить все технологические операции, характерные для обработки отверстий (сверление, нарезание резьбы, зенкерование, развертывание и т.д.).
Сверлильные и расточные станки
... кВт), затрачиваемая на резание при сверлении, N e = N e = , где η – КПД механизмов передач станка. 2.3 Режущий инструмент Отверстия на сверлильных станках обрабатывают сверлами, зенкерами, развертками и метчиками. Сверла. В рабочей части ...
К универсальным относятся вертикально- и радиально-сверлильные станки.
Все вертикально-сверлильные станки могут быть разделены на 4 группы:
- станки легкие
- настольные с наибольшим диаметром сверления 3, 6 и 12 мм;
- средних размеров с наибольшим диаметром сверления 18, 25, 35 и 50 мм;
- тяжелые станки с наибольшим диаметром сверления 75 мм.
Наибольшее распространение имеет одношпиндельные вертикально сверлильные станки.
Характерной особенностью вертикально-сверлильных станков является вертикальное расположение шпинделя. Одной из разновидностей вертикально-сверлильных станков являются настольные станки.
Настольные вертикально-сверлильные
Ручная подача шпинделя вращением рукоятки ручной подачи 6. Гайка 8 предназначена для снятия с конуса шпинделя сверлильного патрона. В нем крепится режущий инструмент.
Вертикально-сверлильные станки
Ручная подача шпинделя осуществляется во всех станках этой группы.
Радиально-сверлильные станки
На радиально-сверлильных станках выполняют те же технологические операции, что и на вертикально-сверлильных, а именно: сверление отверстий в сплошном материале, рассверливание и зенкерование предварительно просверленных отверстий, зенкерование торцовых поверхностей, развертывание отверстий, нарезание внутренней резьбы метчиками.
С помощью специальных инструментов и приспособлений на радиально-сверлильных станках можно растачивать отверстия, канавки, вырезать отверстия большого диаметра в дисках из листового материала, притирать точные отверстия цилиндров, клапанов и т.д. Согласно перечню технологических операций, радиально-сверлильные станки являются универсальными. Основное назначение их обработка отверстий в крупных деталях в условиях единичного и мелкосерийного производства.
Принципиальное отличие от вертикально-сверлильных станков состоит в том, что при работе на них приходится перемещать обрабатываемую деталь относительно сверла, а в радиально-сверлильных станках, наоборот, сверло перемещают относительно обрабатываемой детали. Это сделано не случайно, так как при обработке тяжелых деталей на их установку, выверку и закрепление требуется больше времени, чем на подвод сверла.
Шпиндель радиально-сверлильного станка легко можно перемещать как в радиальном направлении, так и по окружностям различных радиусов. Это дает возможность сверлить отверстия в любой точке участка детали, ограниченного двумя концентрическими секторами окружностей: одна из них образована радиусом наибольшего, а другая — наименьшего вылета шпинделя при круговом вращении рукава относительно колонны станка. Благодаря своей универсальности радиально-сверлильный станки находят широкое применение — от ремонтного до машиностроительных цехов крупно серийного производства.
Многошпиндельные сверлильные станки
Такие станки применяются главным образом в серийном производстве для обработки изделий в, которых требуется одновременно просверлить, развернуть, нарезать резьбу в большом количестве отверстий на разных плоскостях изделия, так как использование для этих целей одношпиндельных станков было бы не экономично.
Металлорежущий станок
... станков По виду обработки в СССР была принята классификация станков, которая продолжает действовать и в настоящее время в России. В соответствии с ней металлорежущие станки ... Алмазно-расточные Горизон-тально-сверлиль-ные Разные сверлильные Шлифо-вальные, полиро-вальные, доводоч-ные 3 ... для прорезания узких канавок расточные — для растачивания отверстий в направлении оси вращения фасочные — для снятия ...
Шпиндели в сверлильной головки могут быть установлены в зависимости от расположения отверстий у обрабатываемого изделия.
Специализированные сверлильные станки
К станкам этой группы относят станки для глубокого сверления. Так как условия обработки глубоких изделий разнообразны, на производстве встречается большое число типов этих станков.
Сверлильные станки с ЧПУ
Ручное управление металлорежущими станками требует большого количества времени поэтому на производстве там, где это, возможно, применяют станки с программным управлением. Для таких станков в шифр станка вводят букву Ф.
сокращения времени на переналадку станка для обработки новой детали (смена
программоносителя и инструментальной оснастки).
получение высокой степени точности и стабильности качества.
небольшая затрата времени на изготовление программы.
возможность управления скоростями и подачами без участия рабочего.
По технологическому признаку системы ПУ делят на 2 группы:
Позиционная и контурная (непрерывная).
Для станков сверлильно-расточной группы применяют позиционную систему. Программа обеспечивает перемещение стола с заготовки или инструмента в нужную точку обработки в заданной последовательности.
Электроискровой и ультразвуковой станки для обработки отверстия
Такие станки применяются для образования отверстий в деталях из твердых сплавов и закаленных сталей так как режущий инструмент для таких работ очень быстро выходит из строя. Электроискровой метод обработки основан на электроэрозии металлов: металл разрушается под воздействием электрических разрядов, посылаемых источником электрического тока.
Ультразвуковой метод основан на использовании упругих колебаний среды со сверх звуковой частотой (свыше 20 кГц).
С помощью этого метода можно изготовлять отверстия любой формы и глубины в заготовках из твердых сплавов, жаропрочных и нержавеющих сталей, фарфора, стекла и др.
Инструменты и технологическая оснастка, применяемая при сверлении
Инструменты:
Отверстие на сверлильных станках обрабатываются различными режущими инструментами: сверлами, зенкерами, развертками, резцами и метчиками.
Сверла
Изготавливаются из быстрорежущих углеродистых и легированных сталей, также они могут быть оснащены пластинками из твердых сплавов.
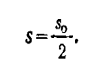
Наибольшее распространение в промышленности получили спиральные сверла. Они изготавливаются диаметром от 0,1 до 80 мм. Спиральные сверла состоят из рабочей части, хвостовика (конусного или цилиндрического), служащего для крепления сверла в шпинделе станка или патроне, и лапки которые являются упором для удаления сверла из шпинделя.
Форма хвостовой части сверла выбирается в зависимости от способа его крепления (для патрона — квадратный хвостовик, для конуса шпинделя-конусный).
Рабочая часть сверла представляет собой цилиндрический стержень с двумя спиральными канавками, направленными под углом 60 к оси сверла и предназначенными для образования режущей части и отвода
На рисунке 4 изображены спиральные сверла.
Слесарная обработка металлов
... слой металла. Разметка применяется преимущественно в единичном и мелкосерийном производствах. Применяют три основные группы разметки: машиностроительную, котельную и судовую. Машиностроительная разметка является самой распространенной операцией слесарной обработки. Плоскостная ...
Кроме спиральных сверл применяют также перовые сверла, сверла для глубокого сверления, центровочные сверла и.т.д.
Зенкеры
Служит для дальнейшей обработки ранее просверленных отверстий. В отличии от спиральных сверл зенкеры имеют 3 или 4 режущие кромки и у них отсутствует перемычка.
Зенкеры бывают двух типов: цельные с коническим хвостовиком и насадные (цельные и со вставными ножами).
Рабочая часть цельного зенкеры выполняется из быстрорежущей стали, и приваривается к коническому хвостовики из конструкционной стали. Они как сверла закрепляются в коническом отверстии шпинделя станка. Их изготавливают трехзубыми. Ими обрабатывают отверстия диаметром до 35 мм.
У насадных зенкеров ножи изготавливают из быстрорежущей стали или твердого сплавов. Их насаживают на специальную оправку с коническим хвостовиком для крепления в шпинделе станка. Они имеют 4 зуба и служат для обработки отверстий диаметром до 100 мм. Есть также ряд конструкции зенкеров, у которых в качестве режущей части используются многогранные твердосплавные пластинки.
Развертки
Применяют для окончательной обработки отверстий с целью получения высокой точность и меньших параметров шероховатости поверхности. По своей конструкции и назначению развертки делятся: на ручные и машинные, цилиндрические и конические, насадные и цельные.
Ручные — изготавливают с цилиндрическим хвостовиком, ими вручную обрабатывают отверстия диаметром от 3 до 50 мм.
Машинные — выпускают с цилиндрическими и коническими хвостовиками, обрабатывают отверстия на сверлильном или токарном станке диаметром от 3 до 100 мм.
Насадные развертки-изготавливают из быстрорежущей стали или оснащаются пластинками из твердых сплавов. Их крепят на станке через специальную оправку. Они служат для развертывания отверстия диаметром от 25 до 300 мм.
Конические — применяют для развертывания конических отверстий.
Цельные — изготавливают из инструментальной углеродистой легированной или быстрорежущей стали.
Для работы в твердых металлах развертки оснащают пластинками из твердого сплава.
Метчики
Применяют для нарезания внутренних резьб. По своей конструкции и назначению они делятся на следующие виды:
ручные — для нарезания дюймовых, метрических и трубных резьб вручную (в комплекте 2-3 метчика).
гаечные — для нарезания метрических и дюймовых резьб в гайках и различных деталях на сверлильных станках.
машинные — для нарезания метрических, дюймовых и трубных резьб в сквозных или глухих отверстиях на сверлильных или токарных станках.
Метчики изготавливаются из инструментальных углеродистых, легированных и быстрорежущих сталей.
В процессе резания все выше рассмотренные
Виды износа, причины поломок и способы их устранения определяется по специальным таблицам. Для повышения износостойкости инструмента применяют следующие методы упрочения: электроэрозионный, плазменный, лазерный, и т.д.
Режущие инструменты подвергаются заточке по мере их затупления. Правильная заточка увеличивает, стойкость инструмента и производительность, обеспечивает получение требуемого параметра шероховатости поверхности и точности обработки отверстий. Рекомендуемые формы заточек и размеров режущих элементов выбираются из специальных таблиц в зависимости от обрабатываемого материала и назначения.
Слесарный и мерительный инструмент
... применяют также для переноса размеров с измерительной линейки на заготовку. Приведите эскиз размечаемой детали: Какой применялся инструмент: чертилка, молоток, разметочный циркуль, штангенциркуль. 3. Рубка металла Рубкой называется слесарная ... заготовок, устанавливаемых на разметочной плите на кубиках или других приспособлениях. Кернер ... тем меньше усилие потребуется для его углубления в материал. На ...
Качество заточки сверла проверяют по специальным шаблонам и прибором для измерения углов заточки.
Технологическая оснастка
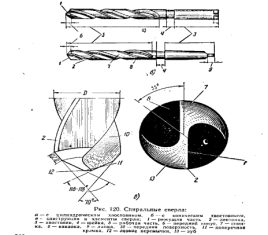
Для правильной установки и закрепления обрабатываемых заготовок на столе сверлильного станка применяют различные приспособления: тиски машинные (винтовые, эксцентриковые и пневматические), призмы, упоры, угольники, кондукторы, специальные приспособления и др.
Машинные тиски.
Кроме того, применяются быстродействующие машинные тиски с рычажно — кулачковым механизмом; в серийном и массовом производстве применяются пневматические машинные тиски и пневмогидравлические тиски.
Кондукторы для закрепления заготовок
Обеспечивают правильное положение инструмента относительно оси обрабатываемого отверстия на сверлильных станках.
Для направления режущего инструмента в корпусе кондуктора имеются кондукторные втулки, которые обеспечивают точную обработку отверстий в соответствии с чертежом. Они бывают постоянные (мелкосерийное производство обработка одни инструментом) и быстросменные (для массового и крупносерийного производства).
Правильное положение обрабатываемых заготовок относительно инструмента обеспечивается установочными опорами.
Применение кондукторов устраняет необходимость в разметке, нанесении центровых отверстий, и других операций, связанных со сверлением по разметке. Поэтому их широко используют в серийном и массовом производстве.
Поворотные и передвижные приспособления
К числу поворотных и передвижных приспособлений, используемых сверлильных станках, относятся нормализованные стойки, поворотные и передвижные столы, применяемые для обработки отверстий обычно вместе со съемными рабочими приспособлениями — поворотным кондукторами для установки и закрепления обрабатываемой заготовки и направления режущего инструмента. Поворотные приспособления, имеющие горизонтальную ось вращения делительной планшайбы, называют поворотными стойками, а приспособления с вертикальной осью вращения — поворотными столами.
Патроны
Для закрепления сверл, а также разверток, зенкеров и зенковок применяются специальные приспособления — патроны и переходные втулки. Патроны укрепляются в шпинделе сверлильного станка или дрели и от шпинделя передают вращение и подачу сверлу.
Патроны бывают различной конструкции:
Двухкулачковый
рехкулачковый
Более точным является трехкулачковый патрон с наклонно расположенными кулачками .
Цанговый патрон представляет собой приспособление, служащее для зажима сверл небольшого диаметра с цилиндрическим хвостовиком в сверлильных станках. Цанговые патроны обеспечивают сильное и точное закрепление легкого и среднего инструмента. При больших нагрузках цанги работают плохо.
Переходные втулки
Применяется для инструмента имеющий конический хвостовик. Наиболее прост, удобен и точен метод установки режущего инструмента непосредственно в конус шпинделя сверлильного станка. Но не всегда внутренние конические гнезда шпинделя могут быть использованы для непосредственного крепления инструмента. Если размеры хвостовика не подходит к шпинделю применяют переходные короткие и длинные втулки. Их наружные и внутренние поверхности представляют собой стандартные конусы. Номера переходных втулок выбираются по размерам конусов режущего инструмента.
Инструменты, приспособления и механизмы для монтажных и сборочных работ
... подвижной муфтой на стержне. Она сдвигается вперед, и в приспособление выставляется ... обеспечивать удобный и надежный захват инструмента, предотвращая его скольжение даже в ... на несколько видов: 1) динамометрические, которые снабжены шкалой и стрелкой (или другим устройством), непрерывно показывающей значение момент, прикладываемого при затяжке резьбового соединения; 2) предельные, отличающиеся тем, ...
Список используемой литературы
[Электронный ресурс]//URL: https://drprom.ru/referat/sverlenie-metalla-slesarnoe-delo/
1) Винников И.З. Сверлильные станки и работа на них. М.: Высшая школа, 1988. — 255 с.
2) Данилевский В.В. Технология машиностроения. М.: Высшая школа, 1972.-537 с.
Космачев И.Г. Справочник инструментальщика. Ленинград: Лениздат, 1963.-356 с.
Лоскутов В.В. Сверлильные и расточные станки М.: Машиностроение, 1981. — 150 с.
Макеенко Н.И. Слесарное дело с основами материаловедения. М.: Высшая школа, 1973-458с
7) http://www.mirstan.ru/index.php? page=art11