
Способ газовой сварки был разработан в конце прошлого столетия, когда начиналось промышленное производство кислорода, водорода и ацетилена. В тот период газовая сварка являлась основным способом сварки металлов и обеспечивала получение наиболее прочных сварных соединений. В дальнейшем с созданием и внедрением высококачественных электродов для дуговой сварки, автоматической и полуавтоматической дуговой сварки под флюсом и в среде защитных газов (аргона, гелия и углекислого газа и др.), газовая сварка была постепенно вытеснена из многих производств этими способами электрической сварки. Тем не менее, и до настоящего времени газовая сварка металлов наряду с другими способами сварки широко применяется в народном хозяйстве.
1. Организация рабочего места газосварщика
газосварщик затвор редуктор генератор
Пост газовой сварки, наплавки и резки металлов может быть постоянным и передвижным.
Минимальная площадь рабочего места газосварщика (без учета имеющегося оборудования) должна составлять 4 м 2 , при этом ширина проходов — не менее 1 м. В зависимости от условий производства (размеры деталей, механизация сварки, обеспечение подъемно-транспортными приспособлениями) размеры рабочей площади и расположение оборудования должны обеспечить безопасность и удобство работы. Если питание ацетиленом из газопроводов производится в централизованном порядке, для удобства контроля водяной предохранительный затвор должен находиться в непосредственной близости от сварщика. Кислородный вентиль или редуктор располагается на близком и удобном месте.
На рабочем месте газосварщика постоянного сварочного поста должны быть сварочный стол, ответвления от кислородного и ацетиленового трубопроводов, водяной предохранительный затвор на ацетиленовом трубопроводе, кислородный редуктор, резиновые кислородные и ацетиленовый шланги, набор сварочных горелок и резак, гаечные ключи, молоток, зубило, плоскогубцы, щетка для зачистки места сварки, защитные очки.
Рабочее место сварщика передвижного сварочного поста должно быть обеспечено передвижным ацетиленовым генератором с водяным затвором или баллоном с растворенным ацетиленом, кислородным и ацетиленовым редукторами, кислородным и ацетиленовым резиновыми шлангами, набором сварочных горелок и резаком, гаечными ключами, молотком, зубилом, плоскогубцами, щеткой для зачистки места сварки, защитными очками.
При частых переменах рабочего места допускается (как исключение) совместная установка кислородного и ацетиленового баллонов на одной тележке. При этом необходимо особенно тщательно соблюдать условия герметичности всех соединений и правила эксплуатации баллонов. Категорически запрещается подходить к тележке с баллонами с горящей горелкой или резаком в руках, даже если пламя не направлено непосредственно в сторону баллонов. При изменении направления ветра пламя может оказаться направленным на баллоны. Нельзя забывать, что при малейшей негерметичности баллонов может образоваться взрывоопасная смесь.
Сварка корпуса редуктора
... повысит качество сборки-сварки, облегчит труд рабочего. КОНСТРУКЦИЯ КОРПУС РЕДУКТОРА, ЕГО НАЗНАЧЕНИЕ Конструкция «корпус редуктора нижний» предназначена ... выполняют в подавляющем большинстве случаев по трехфазной схеме, преимущества которой заключаются ... работ выполняются в положениях, отличных от нижнего. Механизация сварки этой группы швов в значительной мере осуществляется за счет сварки ...
Чтобы на баллоны не попадали искры, размещать их следует на расстоянии не менее 5 м от места выполнения работ. Категорически запрещается работа от кислородного баллона без редуктора.
Нельзя также размещать на одной тележке ацетиленовый генератор и кислородный баллон.
Сварочный стол футерован шамотным кирпичом, имеет круг для поворота обрабатываемой детали, с правой стороны стола устанавливают стойку с крючком для подвешивания погашенной горелки (резака) при перерывах в работе. Кроме того, на рабочем месте нужно иметь ящик для хранения выправленной порубленной на куски нужной длины сварочной проволоки; емкость с водой для охлаждения горелки; на стене устанавливается водяной предохранительный затвор и кислородный редуктор.
Сварщик должен содержать свое рабочее место в чистоте и приводить его в порядок после окончания рабочего дня. Весь инструмент сварщика хранится в отдельном шкафу.
Готовую продукцию надо убирать своевременно, чтобы она не загромождала рабочего места.
При газовой сварке, наплавке и резке металлов воздух загрязняется продуктами горения ацетилена и различного рода парами, газами и пылью. Поэтому рабочее место необходимо обеспечить хорошей приточно-вытяжной вентиляцией с местными отсосами. Особенно важна вентиляция при работах в закрытых и тесных помещениях, где приток свежего воздуха должен быть непрерывным. Отсутствие надежной вентиляции может привести к отравлению сварщика, к вспышкам и взрывам газовоздушных смесей.
Во время сварки и резки искры расплавленного металла разлетаются довольно далеко. Во избежание пожара следует тщательно очищать рабочее место от горючих материалов в радиусе не менее 10 м.
Рабочее место газосварщика и его подручных должно иметь достаточное естественное и искусственное освещение.
Для защиты органов зрения от лучистой энергии сварочного пламени и брызг расплавленного металла газосварщики и их подручные обеспечиваются защитными очками. Лучше всего использовать очки с чешуйчатой оправой. Благодаря хорошей вентиляции через отверстия в оправе стекла в таких очках не запотевают.
Если в свариваемом металле имеются цинк, медь, свинец или бронза, то газовая сварка сопровождается выделением большого количества вредных паров и газов. В этих случаях газосварщик должен пользоваться фильтрующими или шланговыми противогазами с забором чистого воздуха.
Для защиты сварщиков и их подручных от ожогов, брызг или расплавленного металла они снабжаются спецодеждой, изготовленной из плотного брезента с огнестойкой пропиткой.
При горячей сварке, т. е. при сварке предварительно нагретых деталей и при работе в тесных помещениях и внутри сосудов, желательно пользоваться спецодеждой, изготовленной из асбестовой ткани. Кроме того, при горячей сварке рекомендуется пользоваться валенками. Незастегнутая спецодежда, распущенные волосы, торчащий галстук или концы платка могут загореться от искры расплавленного металла и привести к ожогу. Ботинки сварщика должны быть с глухим верхом, брюки надеты навыпуск и прикрывать верх ботинок, карманы куртки закрыты клапанами.
При работе на открытом воздухе зимой нормы предусматривают выдачу рабочему ватного костюма и валенок. Если сварщику предстоит работать в лежачем положении или сидячем — на металлической поверхности, его необходимо обеспечить резиновой прокладкой, подшитой войлоком, и такими же наколенниками и подлокотниками. В очень сырых местах сварщик должен работать в резиновых сапогах.
2. Ацетиленовые генераторы, Ацетиленовые генераторы
По производительности генераторы выпускаются на 0,5; 0,75; 1,25; 2,5; 3; 5; 10; 20; 40; 80; 160 и 320 м3/ч ацетилена. Генераторы делят на передвижные и стационарные. Передвижные генераторы изготовляют производительностью до 3 м3/ч, а с большей производительностью — стационарные. По системе регулирования взаимодействия карбида кальция с водой различают генераторы систем «карбид в воду», «вода на карбид», «вытеснения», «комбинированные — вода на карбид и вытеснения», «сухие». В генераторах «карбид в воду» в постоянный объем воды подают карбид кальция. Количество образующегося газа регулируют количеством карбида кальция, подаваемого в воду. У генераторов «вода на карбид» в специальное загрузочное устройство, куда засыпан карбид, периодически подают воду. Количество образующегося газа регулируют количеством подаваемой воды. В генераторах «вытеснения» вода и карбид кальция периодически соприкасаются. Эти генераторы также называют «контактными». Количество образующегося газа регулируют изменением количества карбида, соприкасающегося с водой, или изменением количества воды, соприкасающейся с карбидом кальция. «Комбинированные» генераторы представляют собой совмещение двух систем, например, «вода на карбид» и «вытеснения». В «сухих» генераторах при получении ацетилена дозируются и вода, и карбид, при этом получается, сухая гашеная известь.
Генераторы бывают низкого давления (до 0,01 МПа), среднего давления (0,15 МПа) и высокого давления (более 0,15 МПа).
Основные технические сведения об ацетиленовых генераторах, применяющихся в промышленности, приведены в табл. 1.
Таблица 1. Основные технические данные ацетиленовых генераторов
|
Марка |
Принцип действия |
Производительность, м3/ч |
Рабочее давление ацетилена, МПа |
Единовременная загрузка карбида, кг |
Масса генератора без воды и карбида, кг |
|
ГВД-0,8 |
Контактный, вытеснением |
0,8 |
0,007-0,03 |
2 |
19,5 |
|
МГВ-0,8 |
0,008-0,03 |
19 |
|||
|
ГНВ-1,25 |
Комбинированный «вода на карбид» в сочетании с принципом вытеснения |
1,25 |
0,0025-0,003 |
4 |
42 |
|
АНВ-1-66 |
|||||
|
АНД-1-61 |
2,0 |
0,0028-0,005 |
7 |
62 |
|
|
ГВР-1,25М |
1,25 |
0,008-0,015 |
8 |
54 |
|
|
ГВР-1,25МЧ |
|||||
|
ГВР-3 |
3,0 |
0,015-0,03 |
|||
|
МГ-65 |
«Вода на карбид» |
2 |
0,0011 |
5 |
|
|
ГПР-65 |
«Карбид в воду» |
35 |
0,09-0,12 |
150 |
750 |
|
ГРК-10 |
10 |
0,07 |
25 |
520 |
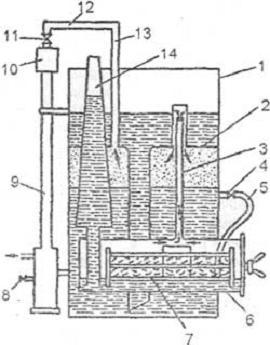
Рис. 1. Схема устройства ацетиленового генератора типа ГНВ-1,25
Схема устройства и работы передвижного генератора низкого давления марки ГНВ-1,25 показана на рис. 1. Корпус генератора 1 разделен на две части перегородкой 2. В корпусе генератора помещают реторту 6, которая сообщается с нижней частью корпуса посредством крана 4 и резинового рукава 5. На корпусе генератора крепят водяной затвор 9, который соединяют посредством крана 11, резинового рукава 12 и трубки 13 с газовым пространством генератора. Перед началом работы в генератор заливают воду при закрытом кране 4 и открытом кране 11. Водяной затвор через воронку 10 заполняют водой до уровня контрольного крана 8. Корзину 7 загружают карбидом кальция и вставляют реторту 6, плотно закрывающуюся крышкой. После этого генератор готов к действию. При открывании крана 4 вода по рукаву 6 поступает в реторту.
Образующийся при реакции карбида кальция с водой ацетилен поступает из реторты 6 по трубке 3 в нижнюю часть генератора. При этом ацетилен вытесняет воду из нижней части корпуса генератора в верхнюю. Вода поступает в реторту пока уровень воды в генераторе не понизится до уровня крана 4. При дальнейшем поступлении ацетилена из реторты в газосборник давление в генераторе и реторте будет повышаться, но более медленно, так как вода из реторты вытесняется в конусообразный сосуд 14, открытый сверху. Это несколько замедляет дальнейшее разложение карбида и уменьшает выделение ацетилена. Поступает ацетилен из генератора к горелке или резаку через трубку 13, рукав 12 и водяной затвор 9. По мере отбора газа давление в генераторе падает. При этом вода из конусообразного сосуда вновь поступает в реторту и интенсивность разложения карбида увеличивается и, следовательно, увеличивается образование ацетилена. Следовательно, генератор работает автоматически в зависимости от расхода газа.
3. Предохранительные затворы, Предохранительные затворы, Предохранительные затворы
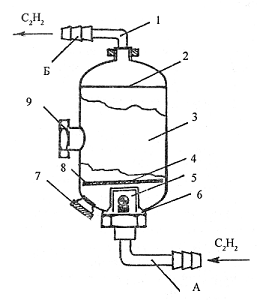
Рис. 2. Водяной затвор ЗСГ-425-4: А-от генератора; Б-к горелке; 1-ниппель;2-пламенепреградитель; 3-корпус; 4-гуммированный клапан; 5-колпачок; 6-штуцер; 7-пробка; 8-расекатель; 9-контольная пробка
Рис. 3. Водяной предохранительный затвор низкого давления для ацетилена: А — при нормальной работе; Б — в случае обратного удара; 1-вентиль; 2 — трубка газоподводящая; 3 — воронка; 4 — выходной ниппель; 5 — контрольный кран; 6 — корпус; 7 — дно затвора; 8 — диск-рассекатель; 9 — резиновая прокладка; 10 — предохранительная трубка
Затвор состоит из цилиндрического корпуса с верхним и нижним цилиндрическими днищами. В нижнее днище затвора ввернут обратный клапан, состоящий из корпуса, обрезиненного клапана и колпачка, ограничивающего подъем клапана. Внутри корпуса (в верхней части затвора) расположен пламя преградитель, а в нижней — рассекатель. Корпус затвора заполняют водой до уровня контрольного крана. Ацетилен, подводящийся по трубке, проходит через обратный клапан, а в верхней части корпуса — через отражатель и отводится к месту потребления через расходный кран.
При обратном ударе ацетилено-кислородного пламени давлением воды клапан прижимается к седлу и не допускает проникновения ацетилена из генератора в затвор.
Пламя гасится столбом воды. После каждого обратного удара из затвора выбрасывается часть воды, которую необходимо дополнять до уровня контрольного крана. Это необходимо делать после каждого обратного удара, так как при недостатке воды ацетилен через затвор будет выходить в атмосферу.
Недостатком водяных предохранительных затворов является замерзание воды при работе на морозе. Поэтому в зимнее время их рекомендуется заливать морозоустойчивыми водными смесями этиленгликоля или глицерина. Приготавливают эти растворы смешиванием двух объемов этиленгликоля или глицерина с одним объемом воды. Температура замерзания таких жидкостей соответственно составляет -75°С и -36°С. Иногда применяют солевые растворы (NaCl и CaCL), но они вызывают коррозию стенок затвора, что накладывает ограничение на их использование.
4. Сварочные редукторы
Сварочные редуктор — это конструкция, которая предназначена для снижения давления газа, когда он выходит из баллона. Поступающий в него газ находится под постоянным рабочим давлением, которое не зависит от давления в самом баллоне. Сварочные редукторы присоединяют к баллону накидной гайкой. Любой аппарат содержит в своей конструкции предохранительный клапан, который установлен в рабочей камере. Однако предохранительный клапан не является обязательным элементом для всех, если рабочая камера способна выдерживать давление, равное входному давлению перед редуктором.
Принцип действия редуктора определяется его характеристикой. У редукторов прямого действия — падающая характеристика, то есть рабочее давление по мере расхода газа из баллона несколько снижается, у редукторов обратного действия — возрастающая характеристика, то есть с уменьшением давления газа в баллоне рабочее давление повышается. Редукторы различаются по конструкции, принцип действия и основные детали одинаковы для каждого редуктора.
Редуктор обратного действия (рис. 4 а) работает следующим образом. Сжатый газ из баллона поступает в камеру высокого давления 8 и препятствует открыванию клапана 9. Для подачи газа в горелку или резак необходимо вращать по часовой стрелке регулирующий винт 2, который ввертывается в крышку 1. Винт сжимает нажимную пружину 3, которая в свою очередь выгибает гибкую резиновую мембрану 4 вверх. При этом передаточный диск со штоком сжимает обратную пружину 7, поднимая клапан 9, который открывает отверстие для прохода газа в камеру низкого давления 13. Открыванию клапана препятствует не только давление газа в камере высокого давления, но и пружина 7, имеющая меньшую силу, чем пружина 3. Автоматическое поддержание рабочего давления на заданном уровне происходит следующим образом. Если отбор газа в горелку или резак уменьшится, то давление в камере низкого давления повысится, нажимная пружина З сожмётся и мембрана 4 выправится, а передаточный диск со штоком 5 опустится и редуцирующий клапан 9 под действием пружины 7 прикроет седло клапана 10, уменьшив подачу газа в камеру низкого давления. При увеличении отбора газа процесс будет автоматически повторяться. Давление в камере высокого давления 8 измеряется манометром 6, а в камере низкого давления 13 — манометром 11. Если давление в рабочей камере повысится сверх нормы, то при помощи предохранительного клапана 12 произойдет сброс газа в атмосферу.
Помимо однокамерных редукторов применяют двухкамерные, в которых давление газа понижается постепенно в двух камерах редуцирования, расположенных последовательно одна за другой. Двухкамерные (двухступенчатые) редукторы обеспечивают более постоянное рабочее давление и менее склонны к замерзанию, однако они сложнее по конструкции, поэтому двухкамерные (двухступенчатые) редукторы используют тогда, когда необходимо поддерживать рабочее давление с повышенной точностью.
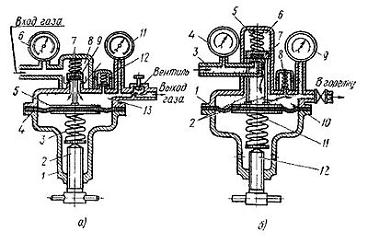
Рис. 4 а — редуктор обратного действия, б — редуктор прямого действия
Редукторы прямого действия. В редукторах прямого действия (рис. 4, б) газ через штуцер 3, попадая в камеру высокого давления 6 и действуя на клапан 7, стремится открыть его (а в редукторах обратного действия — закрыть его).
Редуцирующий клапан 7 прижимается к седлу запорной пружиной 5 и преграждает доступ газа высокого давления. Мембрана 1 стремится отвести редуцирующий клапан 7 от седла и открыть доступ газа высокого давления в камеру низкого (рабочего) давления 10. В свою очередь мембрана 1 находится под действием двух взаимно противоположных сил. С наружной стороны на мембрану 1 через нажимной винт 12 действует нажимная пружина 11, которая стремится открыть редуцирующий клапан 7, а с внутренней стороны камеры редуктора на мембрану давит редуцированный газ низкого давления, противодействующий нажимной пружине 11. При уменьшении давления в рабочей камере нажимная пружина 11 распрямляется, и клапан уходит от седла, при этом происходит увеличение притока газа в редуктор. При возрастании давления в рабочей камере 10 нажимная пружина 11 сжимается, клапан подходит ближе к седлу и поступление газа в редуктор уменьшается. Рабочее давление определяется натяжением нажимной пружины 11, которое изменяется регулировочным винтом 12. При вывертывании регулировочного винта 12 и ослаблении нажимной пружины 11 снижается рабочее давление и, наоборот, при ввертывании регулировочного винта сжимается нажимная пружина 11 и происходит повышение рабочего давления газа. Для контроля за давлением на камере высокого давления установлен манометр 4, а на рабочей камере — манометр 9 и предохранительный клапан 8. В практике наибольшее распространение получили редукторы обратного действия как более удобные и безопасные в эксплуатации.
Редукторы бывают нескольких типов: кислородные, воздушные, для работы с пропаном и ацетиленовые. Как вы заметили, делятся они на две основных группы — для работы с обычными и горячими газами.
Газовые редукторы принято делить на устройства для горючих, а также для негорючих газов. Так, устройства, которые используются для горючего газа, имеют нарезанную левую резьбу, то есть, резьба нарезана левым способом, что позволяет предотвратить ошибочное присоединение редуктора, предназначенного для работы с горячим газом, к баллону с кислородом. Редукторы нашли большое применение в разных областях — эти устройства используются сегодня не только для сварки. Использовать редукторы возможно на подводных лодках, для создания смеси для дыхания подводников, в медицине, для подачи кислорода больному, в быту, например, газовая печь тоже работает с редуктором, причем давление газа можно регулировать.
Таким образом, редуктор является средством поддержания постоянного давления. Вне зависимости от того, какое давление в баллоне или трубопроводе, при работе давление подачи газа из редуктора будет стабильным. Редукторы для сварки, работающие с горючими газами, обычно используются при работах в ЖКХ и т.д. Если необходимо поддерживать постоянное давление с наименьшими колебаниями, то советуем использовать двухкамерные устройства.
5. Сварочные рукава
Рукава кислородные, соответствующие ГОСТ 9356-75, используются при подаче под давлением природного газа, ацетилена, пропанобутановой смеси и кислорода к газосварочному оборудованию. Согласно требованиям указанного выше ГОСТа шланги кислородные могут эксплуатироваться в регионах, имеющих умеренный или тропический климат с температурой воздуха от -35 °С до +70 °С.
Рукава кислородные (рукава для газовой сварки) классифицируются по назначению и области применения:
- кислородные рукава, применяемые для транспортирования городского природного газа, ацетилена, бутана и пропана под рабочим давлением до 0,63 Мпа;
- рукав кислородный, применяемые для подачи топлива, керосина, уайт-спирита или их смесей под рабочим давлением до 0,63 Мпа;
- кислородный шланг, обеспечивающий подачу кислорода при рабочем давлении до 2,0 Мпа.
В условном обозначении шланга кислородного в соответствии с ГОСТ 9356-75 содержатся наименование изделия с указанием класса, внутренний диаметр в миллиметрах, величина расчетного давления в Мпа, а также климатическое исполнение.
Для примера приводим условное обозначение рукава кислородного, имеющего внутренний диаметр 16 мм и предназначенного для рабочего давления до 0,63 Мпа, разрешенного для применения в тропическом климате: Рукав I-16-0,63-Т ГОСТ 9356-75.
Кислородные рукава для эксплуатации в холодной климатической зоне обозначаются символами «ХЛ», а для умеренного климата дополнительных символов в маркировке не имеют.
Кислородные рукава имеют внутренний резиновый слой, нитяной каркас из хлопчатобумажных или химических волокон наружного резинового слоя. В соответствии с предназначением кислородные рукава окрашиваются в различные цвета.
Красным цветом окрашиваются изделия I класса, предназначенные для подачи городского газа и ацетилена, пропана и бутана, желтым — II класса для жидких видов топлива и синим — III класса для подачи кислорода. ГОСТом допускается черная окраска кислородного рукава, но при этом класс изделия обозначаются нанесением двух цветных полос.
Качество кислородных шлангов может контролироваться визуально. При этом на их внутренней резиновой поверхности не должны быть видны складки, пузыри и трещины, а на наружной — пузыри, отслоения и оголенные участки силового каркаса. Качество проверяемого рукава сравнивают с контрольным образцом, утвержденным в установленном порядке. На заводе-изготовителе приемке подлежит каждая партия (изделия одного класса количеством менее 2000 м).
На каждую партию изделий оформляется паспорт качества. Кроме визуального контроля изделия подвергаются испытаниям на герметичность под гидравлическим давлением, на прочность на разрыв, стойкость внутреннего слоя к воздействию бензина (для рукавов II класса).
На каждый шланг по всей длине наносится маркировка тиснением, краской или другими методами, обеспечивающими четкость и сохранность обозначения. В маркировке указываются данные о заводе-изготовителе, сроке изготовления и основные качественные характеристики рукава. Для кислородных рукавов, имеющих внутренний диаметр 6,3 мм, ГОСТом допускается маркировка.
6. Сварочные горелки
Горелка — устройство, предназначенное для получения устойчиво горящего пламени необходимой тепловой мощности, размеров и формы. Конструкция газовых горелок обеспечивает смешение горючих газов и кислорода в требуемых соотношениях и плавное регулирование мощности пламени и состава горючей смеси. Все существующие конструкции газопламенных горелок можно классифицировать
по способу подачи горючего газа в смесительную камеру — инжекторные и безынжекторные сварочные горелки;
по мощности пламени — микромощные (10-60 дм3/ч ацетилена) газовые горелки; газовые горелки малой мощности (25-400 дм3/ч ацетилена); газовые горелки средней мощности (50-2800 дм3/ч ацетилена) и большой мощности (2800-7000 дм3/ч ацетилена);
по назначению — универсальные газовые горелки (сварка, резка, пайка, наплавка, подогрев); специализированные газовые горелки (только сварка или только подогрев, закалочные и др.);
по числу рабочего пламени — одно- и многопламенные газовые горелки;
по способу применения — газовые горелки для ручных способов газопламенной обработки; для механизированных процессов.
Инжекторные горелки
Кислород через ниппель инжекторной газовой горелки проходит под избыточным давлением 0.1-0.4 Мпа и с большой скоростью выходит из центрального канала инжектора. При этом струя кислорода создает разрежение в ацетиленовых каналов, за счет которого ацетилен подсасывается в смесительную камеру, откуда образовавшаяся горючая смесь направляется в мундштук и на выходе сгорает. Инжекторные газовые горелки нормально работают при избыточном давлении поступающего ацетилена 0.001 Мпа и выше.
Повышение давления горючего газа перед газовой горелкой облегчает работу инжектора и улучшает регулировку пламени, хотя при этих условиях приходится прикрывать вентиль горючего газа на газовой горелке, что может привести к возникновеню хлопков и обратных ударов пламени. Поэтому при использовании инжекторных газовых горелок рекомендуется поддерживать перед ними давление ацетилена (при работе от баллона) в пределах 0.02-0.5 Мпа.
В инжекторных газовых горелках нагрев мундштука и смесительной камеры ухудшает инжектирующее действие струи кислорода, вследствие чего поступление ацетилена уменьшается и смесь обогащается кислородом. Это приводит к хлопкам и обратным ударам пламени — приходится прерывать сварку и охлаждать наконечник.
Инжекторные газовые горелки рассчитывают таким образом, чтобы они обеспечивали некоторый запас ацетилена, т.е. при полном открытии ацетиленового вентиля горелки расход ацетилена увеличивался бы по сравнению с паспортным для инжекторных горелок не менее чем на 15%.
Для сварки и наплавки металлов большой толщины, нагрева и других работ, требующих пламени большой мощности, используют инжекторные газовые горелки Г-4 с наконечниками №8 и 9 соответственно с расходом газов, дм3/ч, ацетилена и кислорода 2500-4500, 4500-7000 и кислорода 3100-5000, 5000-8000; толщина свариваемого материала соответственно, мм, 30-50 и 50-100.
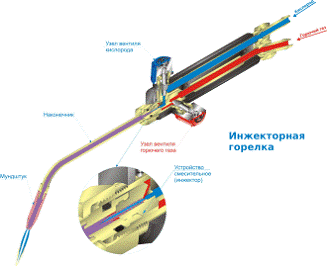
Рис. 5. Устройство инжекторной горелки
Инжектор и смесительная камера в горелках Г-4 установлены непосредственно перед мундштуком. Горючий газ подается в инжектор по трубке, расположенной внутри трубки подачи кислорода. Этим предупреждается нагрев горючего газа и смеси отраженной теплоты пламени, что снижает вероятность обратных ударов пламени и хлопков при использовании пламени большой мощности.
Безынжекторные горелки
В отличие от инжекторных горелок в этих горелках сохраняется постоянный состав смеси в течение всего времени работы горелки.
Безынжекторные горелки, в которых ацетилен и кислород поступают в смесительное устройство под равными давлениями, при нагреве не меняют состава смеси, поскольку при нагреве мундштука если и уменьшится поступление газов в горелку, то оно одинаково как для кислорода, так и для ацетилена. Следовательно, относительное содержание их в смеси, т.е. состав смеси, остается постоянным.
Горелки для горючих газов — заменителей ацетилена
Горелки для горючих газов — заменителей ацетилена — можно подразделить на следующие группы: с подогревом горючей смеси до ее выхода из мундштука; обычные для ацетиленокислородной сварки, укомплектованные инжекторами, смесительными камерами и мундштуками с расширенными проходными сечениями; камерно-вихревые; работающие на жидких горючих.
Горелки с подогревом горючей смеси до выхода ее из мундштука промышленностью и комплектуют на базе серийных ацетиленокислородных горелок. Часть меси (5-10%) выходит через дополнительные сопла подогревателя и сгорает, образуют факелы, подогревающие камеру из коррозионностойкой стали. Температура смеси на выходе из мундштука повышается на 300-350 градусов и соответственно возрастают скорость сгорания и температура основного пламени. Горелки могут работать на пропан-бутан-кислородной и метан-кислородной смесях; ими можно сваривать стали толщиной до 5 мм (в отдельных случаях — до 12 мм) с удовлетворительными показателями по производительности и качеству сварки.
При переводе горелок, рассчитанных для работы на ацетилене, на пропан-бутан следует брать наконечник на два номера больший и ввертывать в него мундштук на один номер больший, а инжектор — на один номер меньший, чем при сварке металла той же толщины на ацетиленокислородной смеси.
Несоблюдение правил техники безопасности при газовой сварке может привести к следующим несчастным случаям: взрыву складов карбида кальция и бензина, а также ацетиленовых генераторов, кислородных баллонов и газификаторов, пожару от брызг расплавленного металла и шлака, от воспламенения бензина и керосина, ожогам газовым пламенем, брызгами металла и шлака.
Безопасная работа при газовой сварке возможна только при правильном обращении с оборудованием, аппаратурой и материалами.
Баллоны служат для перевозки и хранения кислорода и горючего газа. Их нельзя бросать и подвергать ударам, перевозить нужно на машинах и повозках, снабженных рессорами, укладывая на специальные подкладки.
Перевозить одновременно кислород и горючий газ запрещается. На небольшие расстояния баллоны транспортируют на специальных носилках или тележках с закреплением хомутом каждого баллона. Следует предохранять баллоны и от перегрева солнечными лучами, накрывая их брезентом.
Во время работы баллоны укрепляют в вертикальном положении хомутом или цепью на расстоянии не ближе 5 м от источников с открытым пламенем и не ближе 1 м от приборов центрального отопления.
Крепление редуктора к вентилю баллона должно быть плотным и надежным. Открывать вентиль нужно плавно, так как при резком открывании, возможно, его воспламенение. При большом расходе кислорода во избежание замерзания вентиля или редуктора следует устанавливать подогреватели или отбирать кислород одновременно из нескольких баллонов через переносную рампу.
Нельзя расходовать весь газ из баллона. Остаточное давление кислорода в баллоне должно быть не менее 0,5 ат, а ацетилена не менее 0,5- 2,0 ат при температуре плюс 15-20° С. В цехе, где работают не более
постов, допускается иметь по одному запасному баллону кислорода и ацетилена для каждого поста и хранить их в несгораемых пристройках. При наличии более 10 постов должно быть устроено централизованное снабжение газами. Склады для хранения наполненных баллонов должны быть одноэтажные с перекрытием легкого типа и не иметь чердачных помещений. Стены, перегородки и перекрытие должны быть из несгораемых материалов, окна и двери открываться наружу, высота не менее 3,25 м.
Хранение карбида кальция. Сам карбид кальция невзрывоопасен, но при попадании на него воды разлагается, образуя взрывоопасные смеси ацетилена с воздухом. Во избежание этого при перевозке и хранении карбид кальция упаковывают в герметически закрытые бидоны или барабаны, снабженные надписью «Карбид. Предохранять от сырости».
Барабаны с карбидом при перевозке следует предохранять от толчков и ударов. При разгрузке их скатывают по наклонной плоскости. При вскрытии барабанов следует соблюдать следующие предосторожности: вскрывать барабан только специальным ножом, а не зубилом; во избежание появления искр крышку по месту реза покрывают тонким слоем солидола, нельзя вскрывать барабан вблизи открытого огня.
Хранить карбид необходимо в отдельном помещении, отгороженном от генератора и в количестве не более 200 кг. Склады для карбида кальция располагают на высоких местах, чтобы во время паводков и дождей в них не могла попасть вода.
Ацетиленовые генераторы и помещения для них. Ацетиленовые генераторы должны обеспечивать автоматическую выработку определенного количества ацетилена в зависимости от отбора газа. Перерыв в отборе газа не должен вызывать выбрасывания ацетилена в атмосферу. Приспособление для загрузки карбида должно исключать возможность ударов кусков карбида о металлическую поверхность во избежание получения искр. Нагрев воды в генераторе выше 60°С не допускается. Для лучшего охлаждения расход воды должен быть 5-10 л на 1 кг карбида. Во избежание замерзания после окончания работы воду из генераторов сливают. Ил выгружают из генератора только после полного разложения данной порции карбида. Иловые ямы устраивают под открытым небом и оборудуют перилами, а также надписями о запрещении проходить мимо них с открытым огнем и курить.
Помещения для стационарных ацетиленовых генераторов строят из несгораемого материала с бетонным или асфальтированным полом и легкой крышей, окна и двери должны открываться наружу.
Отопление помещения может быть паровое или водяное. Для электрического освещения рекомендуется делать наружную проводку с рефлекторами наружного освещения. В помещении на видном месте должна висеть инструкция по уходу за генератором, утвержденная Инспекцией охраны труда. Вход в аппаратное помещение с открытым огнем, курение, пользование спичками запрещаются.
Передвижные генераторы производительностью до 3 м3/ч устанавливают на расстоянии не ближе 10 м от места производства работ и от других источников открытого огня.
Водяные затворы. Каждый генератор должен иметь водяной затвор, установленный по ходу газа до горелок. На стационарных установках, кроме постовых водяных затворов, независимо от числа постов должен быть установлен центральный водяной затвор. Пропускная способность постовых затворов должна соответствовать максимальному расходу ацетилена в горелке, а центрального — максимальной производительности генератора. Предохранительная пластинка оловянной фольги должна разрываться при давлении до 2,3 ат. Установка более прочных пластинок недопустима. Водяные затворы контролируют каждые 1- 2 месяца. Количество воды проверяют каждый раз перед началом работы и после каждого обратного удара. При необходимости воду добавляют до уровня контрольного краника при выключенной подаче газа. При избыточном давлении газа в магистрали выше 0,1 ат нужно пользоваться только закрытыми затворами.
Редукторы. Перед употреблением редукторы должны быть тщательно проверены. При обнаружении жира или масла на кислородном редукторе его промывают дихлорэтаном, четыреххлористым углеродом или спиртом. Крепление редуктора к вентилю и рукаву должно быть плотным. Необходимо оберегать редукторы от попадания в них окалины, стружек, песчинок, которые могут привести к утечке газа. Исправность работы редуктора проверяют не реже одного раза в неделю.
Рукава. Баллоны или генераторы соединяют с горелками или резаками гибкими резиновыми рукавами оплеточной конструкции по ГОСТ 9356-60*. Для подачи ацетилена и горючего газа с избыточным давлением не более 6 ат используют рукава типа I, для подачи жидкого топлива с избыточным давлением не более 6 ат — бензостойкие рукава типа II, для подачи кислорода с избыточным давлением не более 15 ат — рукава типа III.
Рукава плотно крепят мягкой проволокой или специальными хомутами к редукторам и горелкам. В случае срыва, разрыва или воспламенения ацетиленового рукава необходимо прежде погасить пламя горелки, а затем прекратить доступ горючего из баллона. При воспламенении кислородного рукава прежде закрывают подачу газа из баллона. Применять рукава, выгоревшие внутри, а также с расслоениями, трещинами, выпучинами нельзя вследствие пониженной их прочности. Если повреждена только часть рукава, то ее можно вырезать и куски рукава соединить двусторонним ниппелем (ГОСТ 1078-71).
Другое соединение рукавов недопустимо.
Горелки. Зажигать пламя горелки необходимо в строгой последовательности: сначала немного открывают кислородный вентиль, затем несколько больше — ацетиленовый и смесь тотчас же поджигают. Затем регулируют пламя. Чтобы погасить пламя, сначала закрывают ацетиленовый вентиль, а затем кислородный. Обратный удар может произойти: при несоответствии номера мундштука мощности пламени, вследствие закупорки мундштука, сильного нагрева, горелки, неплотной посадки инжектора и мундштука. Обратный удар ведет к срыву, разрыву или воспламенению рукавов и редукторов.
Необходимо строго следить за исправностью горелки. Чистить отверстие мундштука только деревянной палочкой или латунной проволокой. Нагретую горелку охлаждают погружением в ведро с чистой водой, при этом ацетиленовый вентиль должен быть плотно закрыт, а кислородный несколько приоткрыт, чтобы предотвратить попадание воды внутрь горелки.
Рабочее место каждого сварщика должно занимать площадь не менее 4 м2, и расположение оборудования должно обеспечивать безопасность работы.
Газосварщики должны работать в рукавицах и спецодежде, защищающей их от попадания на кожу брызг металла и шлака. Спецодежду (костюм из плотной материи и брезентовые рукавицы) выдают сварщику бесплатно по утвержденным нормам. Для защиты глаз сварщики обязаны работать в очках с защитными стеклами по ГОСТ 9497-60.
Список литературы
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/apparat-dlya-gazovoy-svarki-i-rezki/
1. Глизманенко Д.А. Газовая сварка и резка металлов. М. Высшая школа, 1969
2. Рыбаков В.М. Дуговая и газовая сварка. М. Высшая школа, 1991
. Мисник И.Б. Ручная дуговая сварка металлов. Мн. Высшая школа, 2001
. Геворкян В.Г. Основы сварочного дела. М. Высшая школа, 1999
. Шебеко Л.П. Оборудование и технология автоматической и полуавтоматической сварки. М. Высшая школа, 2001
. Лупачёв В.Г. Газовая сварка. Мн. Высшая школа, 2001