
В настоящее время автоматизация производства является одним из основных факторов современной научно-технической революции, открывающей перед человечеством возможности преобразования природы, создания огромных материальных богатств, умножения творческих способностей человека.
Развитие автоматизации характеризуется рядом крупных достижений. Одним из первых было внедрение сборочных конвейеров Генри Форда в процесс производства. Значительный переворот в автоматизации производства произвели промышленные роботы и персональные компьютеры. Всё это подтолкнуло наше общество на путь нового автоматизированного управления процессом производства.
В настоящее время для эффективного функционирования предприятия повсеместно вводится автоматизация, она становится неотъемлемой частью всего производственного процесса. И это вполне оправданно и выгодно, ведь снижаются затраты и повышается качество продукции.
Автоматизированное производство — это система машин, оборудования, транспортных средств, обеспечивающая строго согласованное во времени выполнение всех стадий изготовления изделий, начиная от получения исходных заготовок и кончая контролем (испытанием) готового изделия и выпуска продукции через равные промежутки времени.
Целью данной работы является рассмотреть основные принципы управления автоматизированным производством, а также определить эффективность автоматизированных систем управления.
1 ВНЕДРЕНИЕ АВТОМАТИЗАЦИИ НА ПРОИЗВОДСТВЕ
1.1Сущность автоматизированного производства, его состав, применяемость, эффективность функционирования
Автоматизация производства – процесс, при котором функции по управлению производством и контролю за ним, ранее выполнявшиеся человеком, передаются приборам и автоматическим устройствам. Автоматизация – это основа развития современной промышленности, генеральное направление научно-технического прогресса. Цель автоматизации производства заключается в повышении эффективности труда, улучшении качества выпускаемой продукции, в создании условий для оптимального использования всех ресурсов производства.
Автоматизированное производство возникло в некоторых отраслях промышленности (например, в химической и пищевой) уже в начале 20 в. в основном на таких производственных участках, где технология вообще не может быть организована по-другому [1, c 140].
Этапы развития автоматизации производства определяются развитием средств производства, электронно-вычислительной техникой, научными методами технологии и организации производства.
Автоматизация систем управления в образовании
... автоматизации управления конкретизируются следующим образом: АСУ ТП реализовано программной системой АСИОУ "Школа". Применительно к сфере образования ее можно назвать АСУ ОП, то есть "автоматизированная система управления образовательным процессом", ... параметров основных технологических процессов, сведений о надежности, качестве, реальной себестоимости производства единицы продукции. Без этих данных ...
На первом этапе были созданы автоматические линии и жесткие заводы-автоматы. Второй период развития автоматизации характеризуется появлением электронно-программного управления, созданием станков с числовым программным управлением (далее ЧПУ), обрабатывающих центров и автоматических линий. Предпосылкой развития автоматизации производства на третьем этапе послужили новые возможности ЧПУ на базе микропроцессорной техники, позволившие создать новую систему машин, которая сочетала высокую производительность автоматических машин с требованиями гибкости производственного процесса. На более высоком уровне автоматизации создаются автоматические заводы будущего, оснащённые оборудованием с искусственным интеллектом [2, c. 98]
В автоматизированном производстве работа оборудования, агрегатов, аппаратов, установок происходит автоматически по заданной программе, а рабочий осуществляет контроль за их работой, устраняет отклонения от заданного процесса, производит наладку автоматизированного оборудования.
Различают частичную, комплексную и полную автоматизацию.
Частичная автоматизация производства, точнее — автоматизация отдельных производственных операций, осуществляется в тех случаях, когда управление процессами вследствие их сложности или скоротечности практически недоступно человеку и когда простые автоматические устройства эффективно заменяют его. Частично автоматизируется, как правило, действующее производственное оборудование. По мере совершенствования средств автоматизации и расширения сферы их применения было установлено, что частичная автоматизация наиболее эффективна тогда, когда производственное оборудование разрабатывается сразу как автоматизированное.
При комплексной автоматизация производства участок, цех, завод, электростанция функционируют как единый взаимосвязанный автоматизированный комплекс. Комплексная Автоматизация производства охватывает все основные производственные функции предприятия, хозяйства, службы; она целесообразна лишь при высокоразвитом производстве на базе совершенной технологии и прогрессивных методов управления с применением надёжного производственного оборудования, действующего по заданной или самоорганизующейся программе, функции человека при этом ограничиваются общим контролем и управлением работой комплекса.
Полная автоматизация производства — высшая ступень автоматизации, которая предусматривает передачу всех функций управления и контроля комплексно-автоматизированным производством автоматическим системам управления. Она проводится тогда, когда автоматизируемое производство рентабельно, устойчиво, его режимы практически неизменны, а возможные отклонения заранее могут быть учтены, а также в условиях недоступных или опасных для жизни и здоровья человека.
Основой компрессорных систем машин выступают автоматические линии (далее АЛ).
Автоматические линии представляют собой систему согласованно работающих и автоматически управляемых станков (агрегатов), транспортных средств и контрольных механизмов, расположенных по ходу технологического процесса, с помощью которых обрабатываются детали или собираются изделия, накапливаются заделы, удаляются отходы по заранее заданному технологическому процессу. Роль рабочего на АЛ сводится к наблюдение за работой линии, наладке отдельных механизмов, а иногда подаче заготовки на первую операцию и снятию готового изделия с последней операции.
Автоматизация литейного производства
... ниже факторов призвана автоматизация литейного производства и роботизация технологического процесса. Автоматизация литейного производства и роботизация технологического процесса прежде всего востребована ... поворотными платформами, крышками и системами автоматической досыпки. Поэтому безусловно стоимость такого ... отметить, что все описанные выше действия могут выполняться в условиях повышенной ...
АЛ служат для выполнения в автоматическом режиме определенных операций (стадий) производственного процесса и зависят от вида исходных материалов (заготовок), габаритов, массы и технологической сложности изготовляемых изделий.
В комплекс АЛ входит транспортная система, предназначенная для подачи заготовок со склада к стендам, перемещения подвесного технологического оборудования от одного стенда к другому, для транспортировки со стендов готовых изделий на главную линию или склад готовой продукции.
В зависимости от способа обеспечения ритмичности различают синхронные (жёсткие) АЛ, для которых характерны жесткая межагрегатная связь и единый цикл работы станков, и несинхронные (гибкие) АЛ с гибкой межагрегатной связью. Каждый станок в этом случае снабжён индивидуальным магазином-накопителем мажоперационных заделов [3, c. 176].
Структурная компоновка АЛ зависит от объёма производства и характера технологического процесса. Существуют линии параллельного и последовательного действия, однопоточные, многопоточные, смешанные (с ветвящимся потоком) (рис. 1.1.1).
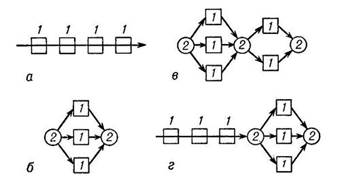
Рис. 1.1.1 Структурные компоновки автоматических линий: а — однопоточная последовательного действия; б — однопоточная параллельного действия; в — многопоточная; г — смешанная (с ветвящимся потоком); 1 — рабочие агрегаты: 2 — распределительные устройства.
АЛ параллельного действия применяются для выполнения одной операции, когда продолжительность её значительно превышает необходимый темп выпуска. Продукт переработки автоматически распределяется (из магазина или бункера) по агрегатам линии и после обработки приёмными устройствами собирается и направляется на последующие операции. Многопоточные АЛ представляют собой систему из АЛ параллельного действия, предназначенную для выполнения нескольких технологических операций, каждая из которых по продолжительности больше заданного темпа выпуска. В единую систему могут быть объединены несколько АЛ последовательного или параллельного действия. Такие системы называются автоматическими участками, цехами или производствами.
Автоматизированные участки (цехи) включают в себя автоматические поточные линии, автономные автоматические комплексы, автоматические транспортные системы, автоматические складские системы; автоматические системы контроля качества, автоматические системы управления и т.д.
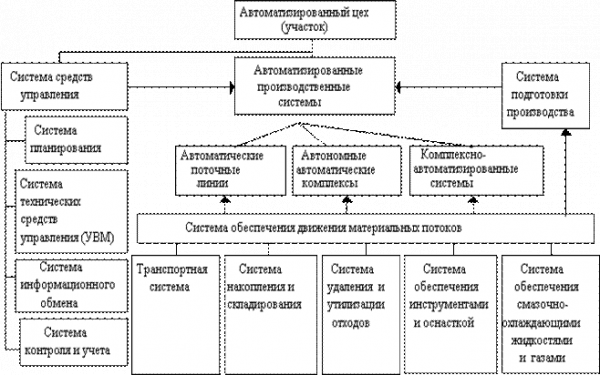
Рис. 1.1.1 Структурный состав автоматизированного производственного подразделения
Автоматические линии широко применяются в пищевой промышленности, производстве бытовых изделий, в электротехнической, радиотехнической и химической отраслях промышленности. Наибольшее распространение автоматические линии получили в машиностроении. Многие из них изготовляются непосредственно на предприятиях с использованием уже действующего оборудования.
Автоматические линии для обработки строго определённых по форме и размерам изделий называются специальными; при изменении объекта производства такие линии заменяют или переделывают. Более широкими эксплуатационными возможностями обладают специализированные автоматические линии для обработки однотипной продукции в определённом диапазоне параметров. При изменении объекта производства в таких линиях, как правило, лишь перенастраивают отдельные агрегаты и изменяют режимы их работы; основное технологическое оборудование в большинстве случаев может быть использовано для изготовления новой однотипной продукции. Специальные и специализированные автоматические линии применяются главным образом в массовом производстве.
Автоматические системы измерений, контроля и испытаний
... программно-управляемую коммутацию сигналов на общий канал связи; автоматический выбор диапазонов измерений. При автоматизации операций измерительной цепи (канала) необходимо обеспечить: прием информации; ... - служит для непосредственного подключения системы к объекту контроля. Она может осуществляться с помощью проводных или кабельных линий, либо использования высокочастотного радиоканала. В ...
В серийном производстве автоматические линии должны обладать универсальностью и обеспечивать возможность быстрой переналадки для изготовления различной однотипной продукции. Такие автоматические линии называют универсальными быстропереналаживаемыми, или групповыми. Несколько меньшая производительность универсальных автоматические линии по сравнению со специальными компенсируется их быстрой переналадкой для производства широкой номенклатуры продукции [1, c. 152].
1.1. Эффективность функционирования автоматизированного производства
При проведении работ на конкретном предприятии с целью перехода на автоматизированное производство возникает вопрос оценке капитальных затрат на внедрение средств автоматизации и определении эффективности этих затрат. Для этого необходимо установить структуру затрат на создание автоматизированного производства и процедуру определения эффективности этих затрат.
Соизмерение затрат и результатов при создании автоматизированного производства является частью общей проблемы, рассматриваемой в теории экономической эффективности капитальных вложений.
Технический уровень современного производства позволяет автоматизировать почти любую технологическую операцию. Однако далеко не всегда автоматизация при этом будет экономически эффективной. Автоматизация производства может осуществляться с применением различного оборудования, разных средств автоматизации, транспортных и контрольных устройств, любой компоновки технологического оборудования и т.д. Поэтому необходимо правильно выбрать варианты автоматизации производства и дать комплексную оценку их экономической эффективности.
Экономическая эффективность автоматизации производства оценивается показателями в стоимостном и натуральном выражении. К основным стоимостным показателям относятся себестоимость продукции, капитальные затраты, приведённые затраты и срок окупаемости дополнительных капитальных вложений в средства автоматизации.
При обоснование экономической целесообразности создания и эксплуатации автоматической или автоматизированной производственной системы необходимо исходить из следующих основных принципов теории экономической эффективности капитальных вложений.
1. Экономический эффект от использования средств автоматизации – это экономия общественного труда при производстве каких-либо видов продукции. Экономия труда или экономия времени коренным образом определяет направленность капитальных вложений.
Анализ затрат на производство и реализацию продукции
... в настоящей работе задач способствует выработке наиболее рациональных решений при выборе оптимальных способов снижения себестоимости. Глава 1. Теоретические аспекты анализа затрат на производство и реализацию продукции 1.1 Планирование себестоимости производства и реализации продукции предприятия Себестоимость продукции - это ...
2. Целесообразность использования средств автоматизации на конкретном предприятии (в цехе) обосновывается соотношением хозяйственного эффекта и затратами по каждому варианту.
3. В качестве критерия сравнения вариантов применяются приведенные затраты, отражающие текущие затраты и капитальные вложения.
При экономическом обосновании целесообразности использования средств автоматизации в конкретном производстве следует учитывать:
- экономический эффект в сфере производства продукции в условиях автоматизации;
- сравниваемые варианты, предлагаемые для организации производства продукции, приведённые к тождественному эффекту;
- цель внедрения средств автоматизации – увеличение объёма и качества выпускаемой продукции на базе интенсификации;
- выбор наилучшего варианта из двух рассматриваемых, которому соответствует минимум приведённых затрат.
Формула приведенных затрат позволяет соизмерять разнородные по своем характеру величины – текущие (себестоимость продукции) и единовременные затраты (капитальные вложения в средства автоматизации) – путём отнесения их на годовой объём производства продукции, либо на весь срок работы средств автоматизации производства, в течение которого стоимость должна окупиться за счёт снижения текущих затрат (себестоимости продукции).
При этом величина годового экономического эффекта (Э, руб./год) от применения средств автоматизации производства определяется по формуле
где и — себестоимость годового выпуска продукции соответственно до и после внедрения средств автоматизации производства, руб./год;
и — капиталовложения соответственно до и после внедрения средств автоматизации производства, руб.,
- нормативный коэффициент сравнительной экономической эффективности капитальных вложений.
Положительное значение разности приведенных затрат свидетельствует об экономической целесообразности внедрения системы автоматизированного производства. Кроме того, определяют вспомогательные показатели с учётом особенностей производства: такт (ритм) потока, часовую производительность, производственную мощность, численность обслуживающего персонала, трудоёмкость обработки, выработку на одного работающего, продолжительного производственного цикла, величину незавершённого производства и др. [10, c. 141-162].
Важной составляющей функционирования автоматизированного производства является непосредственная эффективность автоматической линии.
Управление АЛ осуществляется системами автоматического управления, которые подразделяются на внутренние и внешние. Внутренние системы управления обеспечивают выполнение отдельным агрегатом или механизмом линии всех основных и вспомогательных операций технологического процесса на данном агрегате. Внешняя система (как правило, система путевого контроля, организованного по принципу обратной связи) обеспечивает согласованную работу агрегатов и участков линии. В зависимости от конкретных условий системы управления АЛ строятся на электрических, механических, гидравлических, пневматических или комбинированных связях. Для автоматического регулирования технологического процесса и переналадки оборудования на АЛ с(преимущественно групповых) применяют системы электронного программного управления. Крупные комплексные АЛ оснащаются электронными управляющими машинами и другими средствами вычислительной техники. На агрегатах АЛ преимущественно применяется индивидуальный или многодвигательный электропривод и реже — регулируемый электрический, гидравлический или механический привод.
Система управления качеством продукции
... системы управления качеством продукции. В качестве объекта исследования был выбрано ОАО «Ярославский шинный завод». Исследование было проведено студентом совместно с менеджером службы качества завода в 2009 году. Также практическая часть работы ... систему управления качеством, и на всех этапах жизненного цикла продукции. Таким образом, качество продукции в условиях современного производства ...
Стабильность процесса на АЛ характеризуется временем, в течение которого необходимые параметры процесса выдерживаются в требуемых допусках. Стабильность качества продукции и устранение влияния погрешностей во время обработки на АЛ достигаются применением систематического контроля заданных параметров и активным воздействием на технологический процесс.
Непосредственная эффективность АЛ сказывается, в частности, в уменьшении числа рабочих, ранее занятых на этом производстве. Но работа на АЛ требует более высокой квалификации обслуживающего персонала. Наиболее эффективны АЛ при комплексном внедрении совершенных технологических процессов. В условиях социалистического производства АЛ применяют для трудоёмких операций и вредных процессов, если это значительно облегчает труд рабочих и улучшает его условия. Однако, как правило, АЛ дают и необходимую экономическую эффективность, особенно высокую при комплексной автоматизации производства. Стоимость продукции, изготовляемой на АЛ, зависит главным образом от стоимости исходных материалов и полуфабрикатов, производительности АЛ и затрат на их создание.
Стоимость АЛ определяется количеством технологических операций, их сложностью, объёмом выпускаемой продукции, сложностью оборудования и систем управления, серийностью производства. При прочих равных условиях решающий фактор, определяющий стоимость АЛ, — серийность производства её оборудования. Стоимость АЛ снижается при использовании нормализованных узлов, механизмов и инструментов, при централизованном изготовлении систем транспортирования и управления, сокращении длительности монтажа и наладки. Снижение стоимости АЛ расширяет экономически целесообразные области их применения, позволяет вводить в действие АЛ, необходимые для технического перевооружения промышленности [1, c. 146].
Производительность АЛ зависит от времени, затрачиваемого на непосредственное осуществление рабочего процесса, времени на выполнение вспомогательных перемещений (несовмещённые транспортные операции, закрепление и открепление обрабатываемого изделия, отвод и подвод рабочих органов), времени на переналадку, наладку и восстановление работоспособности линии. Сокращение времени рабочего процесса достигается применением высокопроизводительной технологии. Уменьшение времени на вспомогательные перемещения достигается сокращением числа холостых перемещений или увеличением их скорости, совмещением во времени холостых перемещений с рабочим процессом. Для оценки производительности АЛ важен показатель цикловой непрерывности работы, который определяется (для дискретных процессов) отношением времени выполнения рабочего процесса к общему времени цикла. Время на подналадку, переналадку и ремонт сокращается при использовании автоматического регулирования, повышении стабильности рабочих инструментов и своевременной их замене.
Системы оповещения и управления эвакуацией людей при пожарах ...
... в отдельных зонах оповещения. Выбор вида управления определяется организацией-проектировщиком в зависимости от функционального назначения, конструктивных и объемно-планировочных решений здания исходя из условия обеспечения безопасной эвакуации людей при пожаре. В ... СОУЭ должна предусматриваться возможность ее сопряжения с системой оповещения гражданской обороны. 3.3. СОУЭ должна включаться от ...
При определении степени автоматизации учитывают, прежде всего, её экономическую эффективность и целесообразность в условиях конкретного производства. Автоматизация производства не означает безусловное полное вытеснение человека автоматами, но направленность его действий, характер его взаимоотношений с машиной изменяется; труд человека приобретает новую качественную окраску, становится более сложным и содержательным. Центр тяжести в трудовой деятельности человека перемещается на техническое обслуживание машин-автоматов и на аналитически-распорядительную деятельность.
Работа одного человека становится такой же важной, как и работа целого подразделения (участка, цеха, лаборатории).
Одновременно с изменением характера труда изменяется и содержание рабочей квалификации: упраздняются многие старые профессии, основанные на тяжёлом физическом труде, быстро растет удельный вес научно-технических работников, которые не только обеспечивают нормальное функционирование сложного оборудования, но и создают новые, более совершенные его виды [6, c. 180].
2 ОСНОВНЫЕ НАПРАВЛЕНИЯ АВТОМАТИЗАЦИИ ПРОИЗВОДСТВА
2.1 Характеристика автоматической роторной линии, схема и принципы работы
Разновидностью комплексных автоматических линий являются роторные автоматические линии, разработанные инженером Л.Н.Кошкиным.
Автоматическая роторная линия — комплекс рабочих машин, транспортных устройств, приборов, объединённых единой системой автоматического управления, в котором одновременно с обработкой заготовки перемещаются по дугам окружностей совместно с воздействующими на них орудиями. Наиболее распространены автоматические роторные линии для операций, выполняемых посредством прямолинейного рабочего движения (штамповка, вытяжка, прессование, сборка, контроль).
(6)
Автоматическая роторная линия состоит из рабочих роторов, на которых выполняются технологические операции, и транспортных роторов, которые перемещают обрабатываемые предметы по операциям (Рук4цукис 2.1.1).
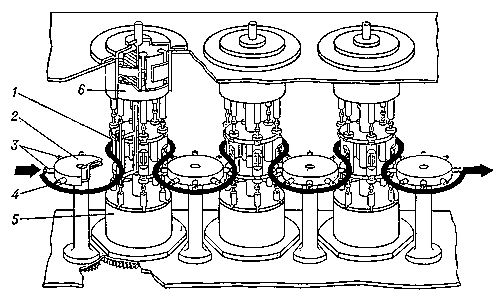
Рис 2.1.1 Принципиальная схема автоматической роторной линии: 1 — блок инструмента; 2 — транспортный ротор; 3 — клещи; 4 — линия перемещения изделия при обработке; 5 — рабочий ротор; 6 — копир.
Рабочий ротор представляет собой жёсткую систему, на которой монтируется группа орудий, равномерно расположенных вокруг общего вращающего систему вала. Необходимые рабочие движения сообщаются этим орудиям исполнительными органами, для малых усилий применяются механические исполнительные органы, для больших — гидравлические (например, штоки гидравлических силовых цилиндров).
Транспортные и рабочие роторы жёстко связаны между собой. На автоматических роторных линиях можно одновременно обрабатывать предметы нескольких типоразмеров сходной технологии как в массовом, так и в серийном производстве. Роторные линии позволяют автоматизировать обработку нескольких однотипных деталей, т.е. отличаются определённым уровнем гибкости.
Реконструкция производства и определение экономической эффективности ...
... реконструкция производства и определение экономической эффективности ее осуществления. Для достижения цели, поставленной в работе, я решила следующие задачи: раскрыла теоретические основы реконструкции предприятия; рассчитала экономические показатели предприятия до и после реконструкции; ...
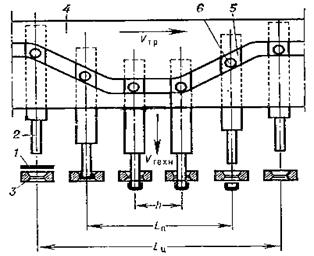
Рис 2.1.2 Схематическая развёртка прессовой операции на роторной линии: 1 — предмет обработки; 2, 3 — инструмент; 4 — пазовый копир; 5 — ползун; 6 — ролики ползунов; h — шаг между предметами обработки; Lп — длина пути предмета обработки; Lц — цикловой путь инструмента; vтр — транспортная скорость; vтехн — технологическая скорость.
Инструмент, как правило, монтируется комплектно в предварительно налаживаемых (вне рабочих машин) блоках, сопрягаемых с исполнительными органами ротора преимущественно только осевой связью, что обеспечивает возможность быстрой замены блоков. Транспортные роторы принимают, транспортируют и передают изделия. Они представляют собой барабаны или диски, оснащенные несущими органами. Чаще применяются простые транспортные роторы, имеющие одинаковую транспортную скорость, общую плоскость транспортирования и одинаковую ориентацию предметов обработки. Для передачи изделий между рабочими роторами с различными шаговыми расстояниями или различным положением предметов обработки предназначены транспортные роторы, которые могут изменять угловую скорость и положение в пространстве транспортируемых предметов. Рабочие и транспортные роторы соединяются в линии общим синхронным приводом, перемещающим каждый ротор на один шаг за время, соответствующее темпу линии.
На автоматических роторных линиях можно выполнять операции, значительно различающиеся по продолжительности, например прессовые, контрольные, термические и химические. Автоматическая роторная линия может одновременно обрабатывать несколько различных изделий. Такие многономенклатурные автоматические роторные линии могут применяться в немассовых производствах.
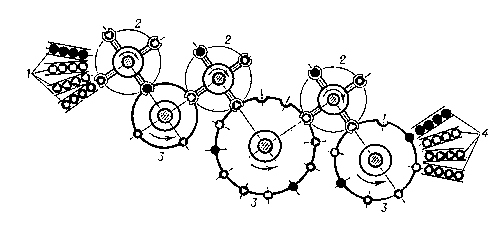
Рис 2.1.3 Принципиальная схема многономенклатурной роторной линии: 1 — питающие устройства; 2 — транспортный ротор; 3 — рабочий ротор; 4 — приёмные устройства. [4, c. 97].
Автоматические роторные линии могут работать по так называемым рефлекторным циклограммам, обеспечивающим срабатывание каждого органа в соответствии с командой контроля по одному из нескольких предусмотренных законов (например, совершить рабочий ход или отказаться от него).
Рефлекторные циклограммы позволяют машине реагировать без остановки на различные отклонения от нормального хода работы, например на поступление некондиционного предмета, прекращение подачи детали при сборке и т. п.
Автоматические роторные линии впервые были созданы в СССР в конце 30-х гг., зарубежные автоматические роторные линии — в начале 50-х гг. В СССР автоматические роторные линии получили применение в холодноштамповочном производстве, в пищевой промышленности (расфасовка и упаковка жидких продуктов), в производстве штучных изделий из пластических масс. Особенно перспективно дальнейшее распространение автоматических роторных линий для выпуска массовых изделий (радиодеталей, штампованных деталей и др.).
Их применение наиболее рационально в производстве с непродолжительными технологическими процессами и при изготовлении относительно простых предметов, имеющих форму тел вращения. Производительность автоматических роторных линий определяется транспортной скоростью ротора и шаговым расстоянием между изделиями в роторе. Применение автоматических роторных линий по сравнению с отдельными автоматами не роторного типа сокращает производственный цикл в 10—15 раз, значительно уменьшаются межоперационные запасы заготовок (в 20—25 раз), высвобождаются производственные площади, в несколько раз снижается трудоёмкость изготовления и себестоимость продукции, капитальные затраты окупаются за 1—3 года [5, c. 102].
Технология производства и переработки сельскохозяйственной продукции ...
... производство и первичная обработка мяса, а также переработка, хранение и реализация другой сельскохозяйственной продукции. Кроме ... и объясняется повышением уровня цен на энергоносители и ГСМ. Таблица 4 - Эффективность производства продукции ... и использование документов по личному составу. Управление колхозом осуществляют члены сельскохозяйственной артели (колхоз) «Тобольский». Высшим органом управления ...
2.2 Применение робототехники и схема робототехнических комплексов
Прогрессивная область техники — робототехника. Она решает задачи создания отдельных промышленных роботов и роботизированных объектов и процессов. Промышленный робот представляет собой механическую систему, включающую манипуляционные устройства, т.е. исполнительные органы, имитирующие действия рук человека; систему управления; чувствительные элементы, позволяющие распознавать предметы и планировать действия в зависимости от обстановки; средства передвижения – шагающие механизмы, устройства на колёсах, гусеницах и т.д.
Различают промышленные роботы первого поколения, второго и третьего. Промышленные роботы первого поколения (автоматические манипуляторы) работают по заданной «жесткой» программе. Промышленные роботы второго поколения оснащены системами адаптивного управления, представленные различными сенсорными устройствами (техническое зрение, очувствленные схваты и т.д.) и программами обработки сенсорной информации. Роботы третьего поколения позволяют выполнять самые сложные функции при замене в производстве человека, поскольку они обладают искусственным интеллектом.
Роботы-манипуляторы имеют механическую «руку», управляемую с пульта управления, и систему рычагов и двигателей, приводящих ее в действие. Наибольшее распространение получили манипуляторы с дистанционным управлением и механической «рукой» на подвижном или неподвижном основании.
Промышленные роботы имеют перед человеком преимущество в скорости и точности выполнения однообразных операций, манипулятор может осуществлять такие движения, которые человек не может выполнить физически.
Роботы-автоматы кроме «рук» имеют «электронный мозг» — миниатюрную специализированную электронно-вычислительную машину, которая управляет роботом по заданной программе с учетом изменения окружающей обстановки.
До сих пор нет четкого представления о том, какую машину можно считать роботом, а какую – нет. В энциклопедическом словаре роботом называется автоматическая система (машина), оснащенная датчиками, воспринимающими информацию об окружающей среде, и исполнительными механизмами, способная с помощью блока управления целенаправленно вести себя в изменяющейся обстановке. Характерной особенностью робота считается способность частично или полностью выполнять двигательные и интеллектуальные функции человека. От обычной автоматической системы (например, станка-автомата) робот отличается многоцелевым назначением, большей универсальностью, возможностью перестройки на выполнение разнообразных функций. На практике же понятие “робот” распространяют и на любые дистанционно управляемые транспортные средства, снабженные системой очувствления (как минимум, системой технического зрения).
Робот призван заменить человека в случаях, когда выполнение задачи находится за пределами человеческих возможностей либо сопряжено с чрезмерной угрозой здоровью и жизни человека, а также при недостатке профессионально подготовленного персонала для выполнения трудоемких и циклически повторяющихся задач.
Роботы можно классифицировать:
по областям применения
- производственные (промышленные), медицинские, военные (боевые, обеспечивающие), исследовательские;
по среде обитания (эксплуатации)
- наземные, подземные, надводные, подводные, воздушные, космические;
по степени подвижности
- стационарные, мобильные;
по типу системы управления
- программные, адаптивные, интеллектуальные;
по функциональному назначению
- манипуляционные, транспортные, информационные, комбинированные;
по уровню универсальности
- специальные, специализированные, универсальные;
по типу исполнительных приводов
- электрические, гидравлические, пневматические;
по типу движителя
- гусеничные, колесные, колесно-гусеничные, полугусеничные, шагающие, колесно-шагающие, роторные, с петлевым, винтовым, водометным и реактивным движителями;
по типу источников первичных управляющих сигналов
- электрические , биоэлектрические, акустические;
по способу управления
- автоматические, дистанционно управляемые (копирующие, командные, интерактивные, супервизорные, диалоговые), ручные (шарнирно-балансирные, экзоскелетонные) [3, c. 318].
Сегодня роботы успешно заменяют человека на химических предприятиях и в научных лабораториях, где приходится иметь дело с вредными химическими или радиоактивными веществами, на атомных электростанциях, в помещениях с повышенным уровнем радиации, для работы с раскаленными и тяжелыми заготовками, на морском дне при строительных работах и в других случаях.
Принципиальным отличием робототехники является ее широкая универсальность (многофункциональность) и гибкость (мобильность) при переходе па выполнение других, принципиально новых операций без дополнительных затрат.
В результате внедрения роботов меняется организация управления технологическими процессами, ликвидируются ручные операции, сокращаются межоперационные запасы предметов труда, повышается производительность труда и качество продукции.
В последние годы происходит роботизация буквально всех сфер человеческой деятельности. Диапазон применения робототехники чрезвычайно широк:
- роботы вытесняют человека на производстве. Полная автоматизация многих процессов сводит участие людей в производстве к принятию важных решений и устранению возникающих неисправностей оборудования;
- с помощью роботов проводятся сложнейшие хирургические операции на мозге и сердце. Разработаны роботизированные протезы конечностей и некоторых внутренних органов;
- военная техника становится все умней и самостоятельней – управление движением, контроль обстановки, прицеливание и поражение цели производит машина, а человеку остаются решение тактических задач и техническое обслуживание.
Процесс роботизации затронул и такую специфическую область как обеспечение общественной безопасности: вот уже более 20 лет в арсенале спецслужб и полицейских подразделений находятся мобильные роботы и робототехнические комплексы.
2.3 Характеристика и применение гибких производственных
Систем
Создание средств, станков с числовым программным управлением (ЧПУ), робототехники обусловило создание базы для автоматизации серийного, мелкосерийного и единичного производства, а также для перехода к гибкому автоматизированному производству (далее ГАП) и к массовому внедрению гибких производственных систем (далее ГПС).
Гибкое производство – это такое производство, в котором представляется возможность за короткое время и при минимальных затратах на том же оборудовании без перерыва производственного процесса и не останавливая оборудования переходить на производство других изделий произвольной номенклатуры в пределах технических возможностей и технологического назначения оборудования.
Функционирование ГПС обеспечивают две группы элементов:
٧ производственно-технические функциональные элементы ГАП, составляющие производственно-технологическую часть ГПС;
٧ электронно-вычислительные функциональные элементы ГАП, составляющие информационно-вычислительную и управляющую часть ГПС.
Основными элементами производственно-технологической части ГПС являются: гибкий производственный модуль (ГПМ), роботизированный технологический комплекс (РТК) и система обеспечения.
Гибкий производственный модуль (ГПМ) – это единица технологического оборудования промышленного робота и средств оснащения для производства изделий произвольной номенклатуры, автономно функционирующая, автоматически осуществляющая все производственные функции, имеющая возможность встраиваться в более сложную систему.
Роботизированный технологический комплекс (РТК) – это совокупность единиц технологического оборудования от 3 до 10 станков ЧПУ, роторов и средств их оснащения.
Система обеспечения функционирования ГПС включает автоматические системы: транспортно-складскую, инструментального обеспечения, слежения за состоянием инструмента, обеспечения надёжности качества продукции, удаления отходов производства.
Дальнейшее развитие ГПС создало более сложные гибкие системы в виде гибких производственных комплексов (ГПК), гибких автоматизированных линий (ГАЛ), гибких автоматизированных цехов (ГАЦ) и гибких автоматизированных заводов.
Как уже отмечалось, гибкие автоматизированные производства позволяют быстро переходить от обработки одного изделия к другому, одновременно выполнять различные операции. Гибкие автоматизированные производства применяются в различных формах, определяемых требованиями производства, для обработки самых разнообразных деталей станков, двигателей, транспортных машин, турбин.
Обладая широкой гибкостью, ГАП обеспечивает высокую производительность оборудования, приближающуюся к уровню производительности автоматический линий и линий, скомпонованных из специализированных станков. Основной показатель ГАП – степень гибкости [2, c. 104].
Степень гибкости производственной системы – это неоднозначный, а многокритериальный показатель. В зависимости от конкретно решаемой задачи ГАП выдвигаются различные аспекты гибкости:
1) машинная гибкость – простота перестройки технологического оборудования для производства заданного большого количества изделий каждого наименования;
2) технологическая гибкость – способность системы производить заданное большое количество деталей каждого наименования при различных вариантах технологического процесса;
3) структурная гибкость – возможность расширения ГАП за счёт введения новых дополнительных технологических модулей, а также объединение нескольких систем в единый комплекс;
4) гибкость по объёму выпуска – способность системы экономично изготавливать изделия каждого наименования при разных объёмах партий запуска и может быть охарактеризована минимальным размером партии, при котором использование системы остаётся экономически эффективным;
5) гибкость по номенклатуре – способность системы к обновлению выпуска продукции, характеризуется сроками и стоимостью подготовки производства деталей нового наименования
Гибкие автоматизированные производства должны отвечать самым высоким требованиям по точности, быстродействию, надежности. В конструкциях элементов ГАП применяются пневматические, электрогидравлические и электрические приводы, различающиеся принципами действия и функциональными возможностями. Средства вычислительной техники являются основными компонентами ГАП; появление микропроцессорной техники обусловило широкое развитие ГАП [11, c. 93-95].
3 ЭФФЕКТИВНОСТЬ АВТОМАТИЗИРОВАННЫХ СИСТЕМ УПРАВЛЕНИЯ
3.1 Принципы определения эффективности автоматизированных систем управления
Для каждой конкретной АСУ цель ее создания состоит в обеспечении наиболее полного использования потенциальных возможностей объекта управления для решения поставленных перед ним задач.
Эффективность АСУ определяют сопоставлением результатов от функционирования АСУ и затрат всех видов ресурсов, необходимых для ее создания и развития.
Критерий эффективности АСУ определяют на множестве (системе) показателей, каждый из которых описывает одну из сторон рассматриваемой системы. В зависимости от используемого математического аппарата критерий может быть выражен в виде целевой функции или порядковой меры, устанавливающей упорядоченную последовательность сочетаний показателей.
При определении результатов от функционирования АСУ задают универсальную систему обобщенных показателей, таких, как оперативность (своевременность), устойчивость, качество управления и др. Используемые показатели должны быть развернуты применительно к характеристикам конкретной АСУ (например: оперативность — вероятностно-временные характеристики элементов процесса управления; устойчивость — показатели надежности, помехозащищенности и т. п.).
К показателям затрат ресурсов относят материальные, людские, финансовые, временные и др. затраты.
Оценку эффективности АСУ проводят при:
- формировании требований, предъявляемых к АСУ;
- анализе создаваемых и функционирующих АСУ на соответствие заданным требованиям;
- выборе наилучшего варианта создания, функционирования и развития АСУ;
- синтезе (формировании) наиболее целесообразного варианта построения АСУ по критерию «эффективность — затраты».
Целесообразные варианты построения АСУ выбирают путем балансирования показателей приращения эффективности Э, получаемой за счет создания или совершенствования АСУ, и затрат Q.
Математически эту задачу формируют в виде:
max Э при Q = const
или в виде обратной задачи:
min Q при Э = const.
В тех случаях, когда приращение эффекта представлено в денежном выражении, определяют экономическую эффективность АСУ.
Оценку (определение) экономической эффективности АСУ проводят для:
٧ анализа и обоснования целесообразности создания функционирования и развития АСУ;
٧ установления основных направлений применения АСУ;
٧ выбора наиболее экономически эффективного варианта разработки и внедрения АСУ;
٧ отражения показателей экономической эффективности АСУ в нормах, нормативах и планах предприятий, объединений, министерств;
٧ формирования соответствующих показателей государственной статистической отчетности;
٧ определения размеров отчислений в фонды экономического стимулирования за создание АСУ.
Выбор наиболее экономически эффективного варианта создания АСУ проводят по максимуму народнохозяйственного экономического эффекта, представляющего собой разность между результатами деятельности и затратами за установленный для данного мероприятия расчетный период, с учетом народнохозяйственных экономических нормативов и других (социальных, экологических и пр.) установленных ограничений. В качестве начала расчетного периода, в пределах которого учитывают затраты, принимают год начала разработки АСУ. Конец расчетного периода определяют в соответствии со сроком морального старения технических средств и проектных решений АСУ.
Обязательным условием определения экономической эффективности АСУ является следующая сопоставимость всех показателей:
- во времени;
- по ценам и тарифным ставкам заработной платы;
- по элементам затрат;
- по объемам производства и номенклатуре выпускаемой продукции или услуг;
- по сокращению ручного труда за счет автоматизации;
- по методам исчисления стоимостных показателей.
Оптовые цены, тарифы и ставки заработной платы определяют на основе действующих на момент расчета.
В целях планирования, учета, отчетности и материального стимулирования мероприятий по созданию АСУ используют показатели годовой экономической эффективности [12].
3.2 Основные показатели экономической эффективности автоматизированных систем управления
При оценке экономической эффективности АСУ используют обобщающие и частные показатели.
Основные обобщающие показатели экономической эффективности АСУ следующие:
- годовой экономический эффект;
- расчетный коэффициент эффективности капитальных затрат на разработку и внедрение АСУ;
- срок окупаемости капитальных затрат на разработку и внедрение АСУ.
К основным частным показателям, характеризующим экономическую эффективность АСУ, относят:
٧ годовую экономию (годовой прирост прибыли);
٧ снижение издержек производственно-хозяйственной деятельности на объекте управления в результате разработки и внедрения АСУ;
٧ повышение производительности труда;
٧ экономию по видам ресурсов;
٧ высвобождение работающих;
٧ повышение качества выпускаемой продукции.
Годовой экономический эффект от разработки и внедрения АСУ, определяемый как разность между расчетной годовой экономией и расчетными приведенными затратами на разработку и внедрение АСУ, представляет собой расчетный годовой экономический эффект.
Годовой экономический эффект от разработки и внедрения АСУ, определяемый как разность между годовой экономией (годовым приростом прибыли) и приведенными единовременными затратами на разработку и внедрение АСУ, утвержденный в установленном порядке и зафиксированный в акте приемки в промышленную эксплуатацию, подтвержденный заказчиком (пользователем системы) на основе фактических данных опытной эксплуатации, представляет собой фактический годовой экономический эффект.
Расчетный коэффициент экономической эффективности капитальных затрат на разработку и внедрение АСУ представляет собой отношение расчетной годовой экономии (годового прироста прибыли) к капитальным затратам на разработку и внедрение АСУ.
Срок окупаемости представляет собой отношение капитальных затрат на разработку и внедрение АСУ к годовой экономии (к годовому приросту прибыли).
Годовая экономия (годовой прирост прибыли) от разработки и внедрения АСУ включает в себя:
- годовой прирост прибыли, вызванный увеличением объема хозяйственной деятельности (производства, услуг или работ) при разработке и внедрении АСУ;
- годовой прирост прибыли за счет сокращения сроков строительства, а также ускорения освоения новой продукции (услуг) в результате разработки и внедрения АСУ;
- экономию, текущих затрат на производство продукции, услуг или работ в условиях функционирования АСУ;
- экономию прочих затрат, не входящих в себестоимость производства или работ, обеспечиваемую функционированием АСУ как непосредственно на объекте внедрения, так и в сопряженных сферах и отраслях.
Единовременные затраты на разработку и внедрение АСУ включают в себя:
٧ затраты на разработку АСУ (предпроизводственные затраты);
٧ капитальные затраты на приобретение (изготовление), транспортирование, монтаж и наладку вычислительной техники, периферийных устройств, средств связи, программных средств, вспомогательного оборудования, оргтехники, производственно-хозяйственного инвентаря;
٧ затраты на строительство (реконструкцию) зданий, сооружений, необходимых для функционирования АСУ;
٧ изменение оборотных средств в связи с разработкой и внедрением АСУ;
٧ затраты на подготовку (переподготовку) кадров [9, c. 138-142].
ЗАКЛЮЧЕНИЕ
В условиях постоянно изменяющегося нестабильного рынка (тем более многономенклатурного производства) важной задачей является повышение многофункциональности автоматизированного производства, с тем чтобы максимально удовлетворить требования, нужды и запросы потребителей, быстрее и с минимальными затратами осваивать выпуск новой продукции.
Автоматизация создает возможности для улучшения условий и подъема производительности труда, роста качества продукции, сокращения потребности в рабочей силе и в систематическом повышении прибыли, что позволяет изменить тенденцию развития, сохранить старые и завоевать новые рынки и таким образом оставаться конкурентоспособным.
Конечно же,– это не единственный и далеко не последний способ улучшения функционирования предприятия. Большие возможности таятся в стимулирующей роли заработной платы. Другим оружием в этой борьбе является участие рабочих в управлении производством и повышении качества продукции. Однако автоматизация является доминирующим средством в достижении успеха в условиях глобализации международных экономических отношений.
Автоматизация производства имеет социально-экономическое значение, так как изменяет методы организации производственных процессов, повышает культурно-технический уровень работников, улучшает условия труда и качество продукции, способствует устранению тяжёлого физического труда. В основе автоматизации лежит системный подход к построению и использованию комплекса средств автоматического управления, регулирования и контроля. Она должна охватывать не только технологические процессы, но и функции управления, регулирования и контроля, реализуемые на базе высокоэффективной вычислительной и управляющей техники. Важное направление в автоматизации производством – применение средств оргтехники, автоматизации инженерных и управленческих расчётов.
Во всех случаях автоматизация производства должна иметь социально-экономическое обоснование, поскольку требует значительных затрат на создании или приобретение, содержание и использование автоматических и автоматизированных средств. Выбранный вариант технологического процесса с установленными средствами автоматизации должен обеспечить при его внедрении в условиях, тождественных по объёму выпуска продукции и срокам её изготовления, уровню качества, условиям труда и производства другим вариантом процесса, наибольшую экономию общественного труда и наименьшие затраты материальных ресурсов.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/avtomatizatsiya-proizvodstva/
1. Владзиевский, А. П. Автоматические линии в машиностроении/ А.П. Владзиевский , М., 1998
2. Феденя, А.К. Организация производства и управление предприятием: Учеб. пособие/ А.К. Феденя. – Мн.: Тетра-Системс, 2004. – 192с.
3. Ипатов,М.И, Постинков, В.И. и Захарова, М.К. Организация и планирование машиностроительного производства: Учеб./ Под. ред М.И, Ипатова, В,И, Постинкова и М.К. Захаровой, М.: Высш. школы, 1988. – 367 с.
4. Кошкин, Л. Н., Густов, А. А. Роторные машины для механической обработки/ Л. Н. Кошкин, А. А.Густов, К.,2002
5. Кошкин, Л. Н. Комплексная автоматизация на базе роторных линий/ Л. Н. Кошкин, М.,1999
6. Соломатин, Н.А. Управление производством: Учебник/ под ред. Н.А. Соломатина. – М.: ИНФРА – М, 2001. – 219 с.
7. Пелих, С.А., Гоев, А.И., Плотницкий, М.И. Производственный менеджмент. Управление предприятием: Учебн. Пособие/ С.А. Пелих, А.И. Гоев, М.И.Плотницкий и др. – Мн.: БГЭУ, 2003 – 555с.
8. Сауков, Н.Я. Практический менеджмент/ Авт.-сост. Н.Я. Сауков. – Д.: Сталкер, 1998. – 448с.
9. Золотогоров, В.Г. Организация и планирование производства. Практ. пособие/ В.Г. Золотогоров// – Мн.: ФУА информ, 2001.- 528с.
10. Новицкий, Н.И., Пашуто, В.П. Организация, планирование и управление производством: Учебн.-методич. пособие/ Под ред. Н.И. Новицкого. – М.: Финансы и статистика, 2006. – 576с.
11. Пашуто, В.П. производственный менеджмент: Учебн.-методич. комплекс / Авт.-сост. В.П. Пашуто – Мн: ФУСТ БГУ, 2004. – 188с.
12. www.Rgost.ru / Эффективность автоматизированных систем управления// 17.11.2010