
Оценка, полученная на защите
______________________________
Владивосток
2015
Целью данного курсового проекта является разработка технологического процесса восстановления распределительного вала двигателя «ЯМЗ-238», на основе заданных дефектов, с применением наиболее прогрессивных форм и методов организации авторемонтного производства. Он служит для передачи вращающего момента. При расположении вала в головке цилиндров привод осуществляется цепной или зубчато-ременной передачей, в блоке цилиндров по средствам шестерён. Распределительный вал в зависимости от области применения изготовляется из различных материалов. Самый распространённый — сталь. Обеспеченность предприятия производственными и другими площадями оценивают расчетом на один списочный автомобиль как суммарно площади земельного участка, так и отдельных слагаемых площади: общая полезная площадь, производственная и складская площадь, площадь стоянки. Состояние авторемонтного производства и основные направления повышения его эффективности. Ремонт автомобилей является необходимостью и обусловлен техническими и экономическими факторами. Технические факторы определены тем, что ресурсы отдельных деталей и узлов современных автомобилей различны, а полное их использование возможно только при условии выполнения комплекса мероприятий по техническому обслуживанию и ремонту автомобилей. Экономическая основа ремонта автомобилей обусловлена возможностью повторного использования при ремонте автомобилей большого количества (до 70%) деталей с остаточным ресурсом работоспособности, на восстановление которой затрачивается значительно меньше материальных и финансовых средств, чем на производстве новых. Эффективность функционирования авторемонтного производства определяется величиной удельных общественных затрат на поддержание подвижного состава в технически исправном состоянии и восстановление его работоспособности.
Расчет производственной партии.
Расчет производственной партии рассчитывается по формуле:
![]()
Где:N — годовая программа;
- n — Число деталей в изделии;
- t = 2-3 дня для крупных деталей, хранение которых возможно на одноярусных стеллажах;
- t — 5 для средних деталей, хранение которых возможно на многоярусных стеллажах;
- t — 10-30 дней для мелких деталей, хранение которых возможно в контейнерах и другой таре;
Фдн — 256 число рабочих дней в году
Расчёт состава работающих
Явочное количество рабочих рассчитывается по формуле:
m яв = Туч /Фнр =2000/2000=1 ч.
Где:m яв — Явочное количество производственных рабочих.
Т уч — Годовая трудоёмкость работ по участку.
Ф нр — Номинальный годовой фонд времени рабочего.
Списочное количество рабочих рассчитывается по формуле:
m»яв=Туч / Фдр=2000/ 1700 = 1
где: Туч — Годовая трудоёмкость работ по участку.
Фдр — Действительный годовой фонд времени рабочего.
Принимаем 1 человека
Количество смен:1
Расчет количества постов
Mп = Туч\Фп*Рср=2000*1,3 \ 2000*1=1,3 =1
Туч – годовой объем работ на участке чел-к.
Фп – годовой фонд рабочего времени поста, чел-к.
Рср — среднее число рабочих на посту, принимаем 1чел
План технологического процесса на восстановление распределительного вала ЯМЗ-238
|
Дефекты |
Способ устранения |
№ |
Наименование и содержание операции |
Установочная база |
|
Износ опорных шеек |
Обработать до ремонтного размера |
1 2 3 |
Шлифование Шлифование до придания правильной геометрической формы Шлифовальная до ремонтного размера по рабочему чертежу Моечная очистить и промыть распределительный вал, затем просушить |
Центра Центра Подвесное |
|
Износ кулачков |
Вибродуговая наплавка |
1 2 3 4 |
Вибродуговая наплавка Мойка Контроль кулачков Балансировка |
Центровые отверстия |
План операций на восстановление распределительного вала ЯМЗ 238
|
№ |
Наименование и содержание операции |
Оборудование |
Приспособления |
Инструменты |
|
|
Рабочие |
Измерительные |
||||
|
1 |
Шлифовальная черновое шлифование опорных шеек |
Кругло-шлифовальный Станок 3М174 |
Центр |
Шлифов алый круг |
Штангенциркуль МКН50-750 |
|
2 |
Полировка опорных шеек и кулачков |
Токарном станке модели TRENS SN 50С |
Центр |
Наждачная шкуркой ЛСУ 600×50 мм |
Штангенциркуль ШЦ1-125-01 |
|
3 |
Шлифовальная черновое шлифование опорных шеек |
Кругло шлифовальном станке модели 3М174 |
Центрах |
Шлифовальный круг ПП750x75x350 мм |
Штангенциркуль копер |
|
4 |
Термическая закалка ТВЧ поверхности опорных шеек и кулачков |
Индуктор |
— |
— |
— |
|
5 |
Погнутость распределительного вала |
Гидравлический пресс типа ПА-415 |
Подпружиненный центр |
Микрометр |
Индикатор со штативом |
|
6 |
Шлифование профиля кулачков |
Копировально – шлифовальный полуавтомат модель ХШ-130 |
Центра |
Шлифовальный круг ПП600x40x35 мм |
Штангенциркуль копер |
|
7 |
Мойка Промыть и просушить деталь |
Моечная установка (машина) компрессор |
Подвеска для мойки деталей |
Применяется раствор кальцинированной соды 10-15 г нитрита натрия 2-3г/л и эмульгатора 0,1-0,32 г/л. |
|
|
8 |
Выполнить хромирование |
Установка для гальванического наращивание |
Штангенциркуль |
||
|
9 |
Шлифование тонко чистовое полировки опорной шейки |
Кругло шлифовальном станке 3М174 |
Центра |
Шлифовальный круг |
Штангенциркуль |
Карта технических требований на дефектацию распределительного вала ЯМЗ- 238
|
Восстановление распределительного вала ЯМЗ-238 |
|||||
|
|
№детали(сборочной единицы): 238-1006015- Г2 |
||||
|
Материал: Сталь 45 ГОСТ 1050-74 (ТУ Заводское изготовление |
|||||
|
Твердость HRC 54 |
|||||
|
Позиция на эскизе |
Возможный дефект |
Способ установления дефекта и средство контроля |
Размер,мм |
Заключение |
|
|
По рабочему чертежу |
Допустимые без ремонта |
||||
|
1 |
Износ опорных шеек |
шлифуем |
53-0,08 -0,11 |
Передней 53,885 Задний 53,7 |
Шлифуем до 2-го ремонтного размера |
|
2 |
Износ кулачков |
Полировка, Наплавка, Мойка, Шлифовка, Закалка |
7,80+/-0,4 |
Вибродуговая наплавка Браковать |
|
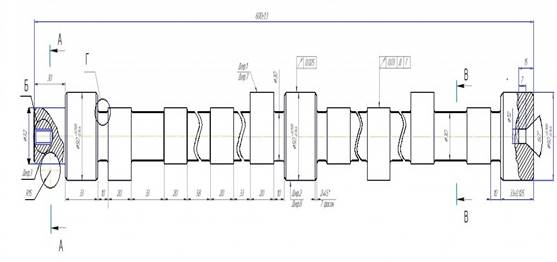
рабочей поверхности распределительного вала ЯМЗ-238
Исходные данные
1.1. Деталь – распределительный вал ЯМЗ-238
1.2. Материал – Сталь 45 Гост 1050-74 Тх Заводское изготовления
1.3. Твёрдость – НВ – 187-228
1.4. Масса детали – 9 кг
1.5. Оборудование – Токарный винторезный станок TRENSSN50S
1.6. Режущий инструмент – Токарный подрезной резец Т15К6 центровое сверло
1.7. Установка детали – в центрах
1.8. Условия обработки — медленное охлаждения .
Содержание операции:
1.Установить вал промежуточный в центра станка.
2.Шлифовать опорные шейки № 1,2,3,4,5
3. Шлифовать шейку № 6 под распределительную шестерню
4. Снять деталь со станка.
Расчет режимов обработки:
1.Размер шеек под шарикоподшипник Д 1 = 45 мм, l1 = 23 мм (вместе с фаской).
2.Припуск на обработку h = 0,05 мм.
3.Радиальная подача t= 0,001 мм/об.
У станка радиальная подача регулируется в пределах 0,0005 – 0,01 мм/об., следовательно, t = 0,001 мм/об. Принимаем к расчету.
4.Окружная скорость детали х Д = 40 м/мин.
5.Обороты детали
![]() об/мин. – для всех шеек
об/мин. – для всех шеек
У станка обороты у детали регулируются бесступенчатого в пределах 63-400 об/мин. Следовательно, к расчету принимаем n Д = 400 об/мин. для обеих шеек.
Расчет нормы времени:
1.Основное время:
 . мин.
. мин.
где к – коэффициент, учитывающий точность шлифования и износ круга к = 1,7.
Для обеих шеек:
 мин.
мин.
![]() мин.
мин.
2.Вспомогательное время.
* на установку и снятие детали ТУС = 0,3 мин.
* на переход ТПЕР – 0,42 мин.
Так как шлифуют 6 шеек, следовательно:
Т ПЕР = 6·Т’ПЕР = 6·0,42=2,52 мин.
![]() мин.
мин.
3.Прибавочное время
 мин. (26)
мин. (26)
где П ПР — = 9% — процент прибавочного времени.
4.Штучное время:
![]() мин.
мин.
5. Подготовительно-заключительное время
![]() мин.
мин.
Подбор технологический необходимого оборудования для восстановления распределительного вала ЯМЗ-238
|
№ п/п |
Наименование оборудования |
Модель |
Принятое кол- во |
Габаритные размеры в плане, мм. |
Общая занимаем.площадь, м 2 . |
||
|
1 |
Верстак слесарный |
ВП-2 |
1 |
860х1390 |
1,95 |
||
|
2 |
Стеллаж секционный |
СГР-14 |
2 |
1500х1900 |
2,85 |
||
|
3 |
Токарно-винторезный станок |
TRENS SN 50С |
1 |
1500х2000 |
3,00 |
||
|
4 |
Пресс гидравлический |
ПА-415 |
1 |
630х800 |
0,5 |
||
|
5 |
Станок вертикально-сверлильный |
2с132 |
1 |
1105х860 |
1,0 |
||
|
6 |
Внутришлифовальный станок |
3К228А |
1 |
3360х1600 |
5,38 |
||
|
7 |
Кругло-шлифовальный станок |
ЗМ174 |
1 |
2800х1800 |
5,04 |
||
|
8 |
Шкаф для инструмента |
СШИ-01 |
1 |
600х400 |
0,48 |
||
|
ИТОГО |
20,2 |
||||||
Расчет площади участка.
Sуч = Sоб * К
Где: К- коэффициент плотности расстановки оборудования,
Для слесарно-механического участка К = 4,0
Sуч = ![]() = 80,8 м2 , принимаем 80 м2
= 80,8 м2 , принимаем 80 м2
Сеткой колонн (10х8)
План участка по восстановлению распределительного вала