
Лестница — функциональный и конструктивный элемент, обеспечивающий вертикальные связи. Лестница состоит из ряда ступеней <https://ru.wikipedia.org/wiki/%D0%A1%D1%82%D1%83%D0%BF%D0%B5%D0%BD%D1%8C_(%D0%B0%D1%80%D1%85%D0%B8%D1%82%D0%B5%D0%BA%D1%82%D1%83%D1%80%D0%B0)>. Обычно этот термин применяется к элементам зданий или сооружений, являющимся несущей конструкцией <https://ru.wikipedia.org/wiki/%D0%9D%D0%B5%D1%81%D1%83%D1%89%D0%B0%D1%8F_%D0%BA%D0%BE%D0%BD%D1%81%D1%82%D1%80%D1%83%D0%BA%D1%86%D0%B8%D1%8F>. Первой деревянной лестнице семь тысяч лет. В 2004 году <https://ru.wikipedia.org/wiki/2004_%D0%B3%D0%BE%D0%B4> в городе Хальштадт <https://ru.wikipedia.org/w/index.php?title=%D0%A5%D0%B0%D0%BB%D1%8C%D1%88%D1%82%D0%B0%D0%B4%D1%82&action=edit&redlink=1>, <https://ru.wikipedia.org/wiki/%D0%90%D0%B2%D1%81%D1%82%D1%80%D0%B8%D1%8F>, в древней соляной шахте <https://ru.wikipedia.org/wiki/%D0%A1%D0%BE%D0%BB%D1%8F%D0%BD%D0%B0%D1%8F_%D1%88%D0%B0%D1%85%D1%82%D0%B0> учёные обнаружили прекрасно сохранившуюся деревянную лестницу. Эта лестница самая старая из всех известных на сегодняшний день. Раскопано лишь 6 м ступеней. Соль позволила прекрасно сохраниться деревянным элементам лестницы. Учёные утверждают, что она построена за 5 000 лет до н. э.
Первые письменные свидетельства о технологии строительства лестниц были в египетских <https://ru.wikipedia.org/wiki/%D0%95%D0%B3%D0%B8%D0%BF%D0%B5%D1%82> папирусах <https://ru.wikipedia.org/wiki/%D0%9F%D0%B0%D0%BF%D0%B8%D1%80%D1%83%D1%81> <https://ru.wikipedia.org/wiki/4_%D1%82%D1%8B%D1%81%D1%8F%D1%87%D0%B5%D0%BB%D0%B5%D1%82%D0%B8%D0%B5_%D0%B4%D0%BE_%D0%BD._%D1%8D.>-1 тысячелетий до н. э. <https://ru.wikipedia.org/wiki/1_%D1%82%D1%8B%D1%81%D1%8F%D1%87%D0%B5%D0%BB%D0%B5%D1%82%D0%B8%D0%B5_%D0%B4%D0%BE_%D0%BD._%D1%8D.>
- Египетские пирамиды <https://ru.wikipedia.org/wiki/%D0%9F%D0%B8%D1%80%D0%B0%D0%BC%D0%B8%D0%B4%D0%B0_(%D0%B0%D1%80%D1%85%D0%B8%D1%82%D0%B5%D0%BA%D1%82%D1%83%D1%80%D0%B0)>
- (Приложение 1) представляют собой гигантские лестницы, уходящие в небо. В настоящее время жизнь в больших городах и маленьких селеньях невозможно представить без лестниц. Только по функциональному назначению различают лестницы: пожарные, приставные, монтажные, посадочные, садово-парковые, трапы, эскалаторы, а существуют еще классификации по конструктивным особенностям, по количеству и конфигурации маршей.
Актуальность темы. Ни одно жилое здание, ни промышленное сооружение не получит разрешение на эксплуатацию, если не будет оснащено пожарной лестницей. Работая на строительных объектах, приходилось участвовать в сборке пожарных лестниц. Это достаточно трудоемкая и очень ответственная работа, потому что от качества сварной конструкции напрямую зависит жизнь людей. Поэтому выбрана тема письменной экзаменационной работы «Технология сборки и сварки пожарной лестницы».
Лестница как архитектурная конструкция
... богов, но и сама уже стала божеством. Не удивительно, что лестницу, которая ведет к ее вершине называют Небесной дорогой. Лестница была едва ли не первым конструктивным элементом созданным человеком. ... подходит для городских квартир, ведь она занимает мало места и не затемняет помещение. Винтовая лестница, если она не будет основной в доме, прекрасно подойдет на роль дополнительной, ...
Цель работы: выполнить сборку и сварку пожарной лестницы. Для достижения поставленной цели необходимо решить ряд задач:
1. Рассмотреть технологию ручной электродуговой сварки;
2. Исследовать вопрос о функциональном назначении конструктивных элементов лестницы;
- Обосновать выбор сварочного оборудования и сварочных материалов;
- Произвести необходимые экономические расчеты.
При написании работы использовалась учебная литература и нормативные документы по сварке. Наиболее полезной была работа Д.Л. Глизманенко « Сварка и резка металлов». В книге рассматриваются вопросы технологии ручной дуговой сварки, излагаются основы современных способов полуавтоматической и автоматической дуговой сварки, сварки в среде защитных газов, электрошлаковой сварки, газовой сварки и кислородной резки металлов. Приводятся основные сведения по современному сварочному оборудованию, методам контроля производства, организации труда и технике безопасности сварочных работ.
Письменная экзаменационная работа состоит из введения, теоретической и практической частей, заключения, списка литературы, приложений.
Во введении описывается актуальность темы, ставятся цель и задачи написания работы. В главе 1 рассматриваются теоретические вопросы выполнения электродуговой сварки, глава 2 рассказывает о технологии выполнения сварки пожарной лестницы.
Заключение содержит основные выводы по выполненной работе, предложения по усовершенствованию процесса сварки пожарной лестницы.
Глава 1. Теоретическая часть
1 Технология электродуговой сварки
Электродуговая сварка — наиболее широко применяемая группа процессов сварочной технологии. При электродуговой сварке кромки соединяемых деталей расплавляются электрическим дуговым разрядом. Для сварки необходим сильноточный источник питания низкого напряжения, к одному зажиму которого присоединяется свариваемая деталь, а к другому — сварочный электрод.
Главная роль дугового разряда — преобразование электрической энергии в теплоту. При температуре около 5500° С газ в разряде представляет собой смесь ионизованных частиц, определяющих поведение присадочного металла.
Характер дугового разряда зависит от присадочного металла, основного металла, защитной среды, параметров электрической цепи и других факторов. Напряжение дугового разряда связано прямой зависимостью с длиной дуги: чем длиннее дуга, тем выше напряжение разряда. Точная форма этой зависимости определяется условиями разряда — наличием или отсутствием защитной газовой атмосферы, свойствами покрытого электрода, наличием и свойствами флюса и т.д. При любых условиях дугового разряда существует определенная длина дуги, отвечающая оптимальным условиям сварки.
К электроду и свариваемому изделию для образования и поддержания электрической дуги от сварочного трансформатора подводится электроэнергия. Под действием теплоты электрической дуги (до 7000°С) кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне металл электрода смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку.
Технологические основы процесса сварки металлов и сплавов (её ...
... 80 лет. Н.Н.Бенардос впервые применил электрическую дугу между угольным электродом и металлом для сварки. Он применил созданный им способ не только для сварки, но и для наплавки и резки ...
При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.
В процессе электросварки могут быть использованы плавящиеся и неплавящиеся электроды. В первом случае формирование сварного шва происходит при расплавлении самого электрода, во втором случае — при расплавлении присадочной проволоки (прутков и т. п.), которую вводят непосредственно в сварочную ванну.
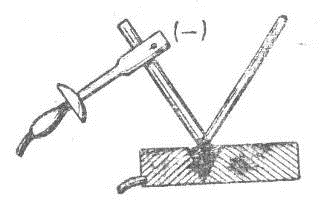
Ручная дуговая сварка (рис. 1) плавящимся электродом выполняется сварщиком с помощью инструмента, получающего энергию от специального источника; расплавляемый при сварке электрод, закрепленный в инструменте, служит присадочным материалом, вводимым в сварочную ванну в дополнение к расплавленному основному металлу.
Рисунок 1. Ручная сварка плавящимся электродом, покрытым электродом.
- стержень;
- 2 — обмазка;
- 3- основной металл
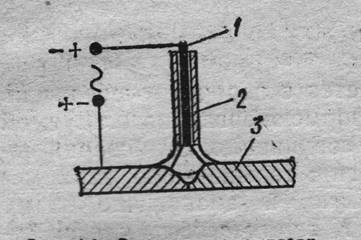
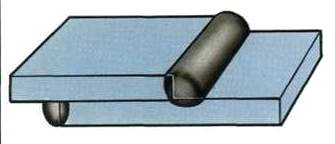
При сварке угольным электродом дуга горит между свариваемым металлом и угольным или вольфрамовым электродом. Для сварки используется присадочная проволока, конец которой вводится в пламя дуги (рис.2).
Рисунок 2. Сварка угольным электродом
- электрод, 2- присадочная проволока,3 — металл
При автоматической сварке под флюсом электрическая дуга горит между свариваемым металлом и металлическим электродом (проволокой).
Горение дуги и плавление металла подходят под флюсом, защищающим расплавленный металл от вредного влияния кислорода и азота окружающего воздуха. При этом способе достигается высокая производительность и обеспечивается высокое качество сварочных соединений (рис.3).
Рисунок 3. Сварка под флюсом.
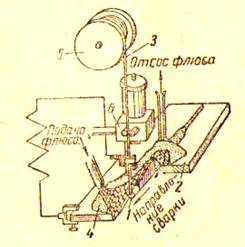
- Электрическая дуга, 2- металл, 3- металлический электрод или проволока, 4- флюс, 5- бухта для проволоки, 6 -автоматическая сварочная головка для подачи проволоки.
При сварке в среде защитного газа для предохранения расплавленного металла от окисления применяются защитные газы — аргон, гелий, азот, углекислый газ. Защитный газ подводится к сварочной дуге. Дуга образуется между электродом и свариваемым металлом. Для заполнения шва в дугу вводится присадочная проволока. Сварка в среде защитного газа может также осуществляться металлическим электродом (рис. 4).
Для сваривания заготовок большой толщины используется электрошлаковая сварка. Дуга горит только в начале процесса, а затем при большом слое расплавленного флюса гаснет, и тепло, выделяющееся при прохождении тока через образующийся жидкий шлак и флюс, обеспечивает расплавление флюса, проволоки и кромок свариваемого металла (Приложение 2)
Оборудование и технология для механизированной сварки
... практически устраняются. % снижение времени зачистки сварных швов. При четком соблюдении режимов сварки для электродов Innershield характерен низкий уровень разбрызгивания, что сокращает время на зачистку ... защиту. С. Раскислители. D. Элементы, очищающие сварочную ванну. Элементы, образующие газовую защиту дуги и шлак, защищают переносимый в сварочную ванну металл. Сама проволока Innershield, ...
При сварке трехфазной (Приложение 3) дугой к двум электродам и свариваемому металлу подводится переменный ток одновременно от всех трех фаз источника тока. Вследствие этого возникает три одновременно горящие сварочные дуги: по одной между каждым электродом и металлом и между самими электродами . при этом выделяется большое количество тепла и производительность сварки увеличивается в 2-3 раза по сравнению с обычной однодуговой сваркой.
Рисунок 4. Сварка в среде защитного газа
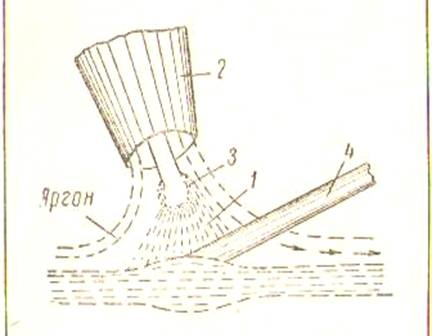
1- сварочная дуга; 2 — мундштук; 3 — вольфрамовый электрод; 4 — присадочная проволока
1.2 Материалы, используемые для выполнения электродуговой сварки
К сварочным материалам относят электроды, присадочную проволоку, защитные газы, металл. Рассмотрим некоторые виды сварочных материалов.
Сва́рочный электро́д — металлический или неметаллический стержень из электропроводного материала, предназначенный для подвода тока к свариваемому изделию. В настоящее время выпускается более двухсот различных марок электродов, причем более половины всего выпускаемого ассортимента составляют плавящиеся электроды для ручной дуговой сварки.
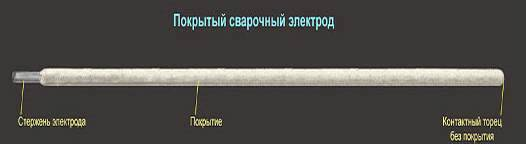
Сварочные электроды делятся на плавящиеся и неплавящиеся. Неплавящиеся электроды изготовляют из тугоплавких материалов, таких как вольфрам по ГОСТ 23949-80 «Электроды вольфрамовые сварочные неплавящиеся», синтетический графит или электротехнический уголь. Плавящиеся электроды изготовляют из сварочной проволоки, которая согласно ГОСТ 2246-70 разделяется на углеродистую, легированную и высоколегированную. Поверх металлического стержня методом опрессовки под давлением наносят слой защитного покрытия (рис.5).
Роль покрытия заключается в металлургической обработке сварочной ванны, защите её от атмосферного воздействия и обеспечении более устойчивого горения дуги.
Рисунок 5. Покрытый сварочный электрод.
Виды электродов по назначению:
- для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм² (600 МПа).
Обозначаются буквой У (ГОСТ 9467-75);
- для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм² (600 МПа).
Обозначаются буквой Л (ГОСТ 9467-75);
- для сварки легированных теплоустойчивых сталей. Обозначаются буквой T (ГОСТ 9467-75);
- для сварки высоколегированных сталей с особыми свойствами. Обозначаются буквой В (ГОСТ 10052-75);
- для наплавки поверхностных слоев с особыми свойствами. Обозначаются буквой H (ГОСТ 10051-75).
Вышеуказанными стандартами предусмотрено разделение электродов на типы, в соответствии с механическими свойствами и химическим составом наплавленного металла. Цифры, обозначающие каждый тип электрода Э42, Э42А, Э50 и т. д., характеризуют гарантированное минимальное временное сопротивление разрыву в кгс/мм², а буква А — повышенные пластические свойства, вязкость и ограничения по химическому составу.
ОСОБЕННОСТИ СВАРКИ НЕРЖАВЕЮЩИХ СТАЛЕЙ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
... A5 - HYPERLINK "http://rostfrei.ru/edelstahl.nsf/pages/tableproperties" Аустенитные нержавеющие стали СВАРКА СТАЛИ 2.1. Сварка нержавеющей стали Нержавеющая сталь может свариваться с помощью различных методов дуговой сварки, таких как ручная дуговая сварка, аргонодуговая сварка вольфрамовым электродом и полуавтоматическая сварка. Сварка нержавеющих сталей немного более сложный процесс, ...
Для изготовления сварных конструкций используют арматуру, стальной уголок, стальной швеллер, трубы.
Арматура — это стальной прут, имеющий круглое сечение и рифленую — чаще всего — поверхность (рис.6).
В настоящее время она широко используется при строительстве зданий, сооружений и конструкций другого типа.
Рисунок 6. Периодический профиль стержневой арматурной стали
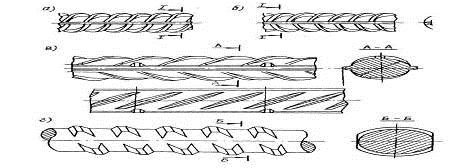
а, б — профили по ГОСТ 5781-82 <#»793793.files/image007.jpg»>
- Металлопрокат, имеющий П-образное сечение и изготавливаемый на специальных станах, носит название швеллера <#»793793.files/image008.jpg»>
1.4 Охрана труда и окружающей среды при выполнении электродуговой сварки
Электросварка металлов может сопровождаться наличием ряда вредных и опасных производственных факторов, к числу которых относятся:
- повышенная температура поверхностей оборудования, материалов;
- повышенная температура воздуха рабочей зоны;
- опасный уровень напряжения в электрической цепи, замыкание которой может пройти через тело человека;
- повышенная яркость света;
- повышенный уровень ультрафиолетовой радиации;
- искры, брызги и выбросы расплавленного металла;
- передвигающиеся изделия, заготовки, материалы;
- взрывоопасность;
- система под давлением;
- Электросварщики ручной сварки при производстве работ согласно собственной квалификации обязаны выполнять требования безопасности, изложеные в типовой конструкции по охране труда для электросварщиков РД 153-34.0-03.231-00.
К работе по выполнению электросварочных работ допускаются лица, прошедшие специальную обучение и имеющие удостоверение на право производства электросварочных работ, инструктаж на рабочем месте, ознакомленные с правилами пожарной безопасности и усвоившие безопасные приёмы работы.
Защита органов зрения. Электросварщики работают со светофильтрами, которые задерживают и поглощают излучение дуги. В соответствие с помощью дуги следует применять светофильтры:
Э1 для сварочного тока …….. 30 — 75 А
Э2 ……………………………. 75 — 200 А
Э3 ……………………………. 200 — 400 А
Э4
Э5 ……………………………. Более 400 А
Размеры стёкол 52 х 102 мм. Снаружи стёкла предохраняются от забрызгивания простым оконным стеклом, которое сменяется по мере загрязнения. В заводских условиях сварщики работают в изолированных кабинах. При работе на открытом воздухе сварщик должен огородить место сварки (щитами, ширмами и т.п.), учитывая, что вредные излучения дуги распространяются на 15 м.
Стены и потолки сварочных мастерских должны окрашиваться матовой краской тёмных тонов, исключающей отражение световых лучей.
Отравление вредной пылью и газами.
Отравление возможно при сильном загрязнении воздуха сварочной пылью из окислов и соединений марганца, углерода, азота, хлора, фтора и др. По существующим нормам запылённость помещения не должна превышать 10 мг/м3.
Реферат сварка стали
... метала электрода сменяется струйным и глубина прославления увеличивается. Критическая величена тока, при котором капельный перенос сменяется струйным, составляет: при сварке сталей – от 60 до 120 А на 1 ... мм, сварочный ток 120-160 А, напряжения на дугу 12-16 В, расход аргона 6-7 л/мин. Допустимый зазор тем меньше, чем меньше толщина старимого метала. ...
Мероприятиями по борьбе с загрязнением воздуха служат: внедрение новых марок покрытий электродов и флюсов с наименьшими токсичными свойствами; приточно-вытяжная вентиляция; устройство передвижных отсосов; приток свежего воздуха от воздухопроводов через электрододержатель или шлем; пользование респиратором с химическим фильтром, а иногда и противогазом.
При сварке электродный металл и шлак разбрызгиваются; горячие брызги могут попасть на незащищённую кожу сварщика или вызвать тление и прогорание одежды,а тем самым ожоги. Для защиты от ожогов сварщиков обеспечивают специальной одеждой, обувью, рукавицами и головным убором. При работе рядом с легковоспламеняющимися материалами может возникнуть пожар. Опасность пожара особенно следует учитывать.
Основными причинами механических травм на производстве при сборочно-сварочных работах могут быть: отсутствие приспособления для транспортировки и сборки тяжёлых деталей; неисправные транспортные средства (тележки, краны и т.д.); неисправный и не проверенный такелаж (канаты, цепи, тросы, захваты, ключи и т.д.); незнание и несоблюдение персоналом основных правил техники безопасности.
При сборочно-сварочных работах чаще всего наблюдаются травмы в виде ушибов и ранений рук (от неумелого обращения с инструментом и деталями) и ног (от падений собираемых деталей).
Правильно оснащённое рабочее место сварщика должно полностью обеспечить работающих от всяких механических повреждений.
При составлении технологии сборки и сварки следует самым тщательным образом продумать все проектируемые операции с точки зрения безопасности работы.
При дуговой электросварке открытой дугой, и особенно резке, брызги расплавленного металла разлетаются на значительные расстояния, вызывая опасность пожара. Поэтому сварочные цехи должны сооружаться из негорючих материалов. В местах сварки недопустимо скопление воспламеняющихся смазочных материалов, обтирочной ветоши и др.
Пожар может возникнуть не сразу, поэтому при окончании работы необходимо внимательно проверить, не тлеет ли что-нибудь, не пахнет ли дымом и гарью.
В особо опасных случаях следует оставить на месте сварки ночного дежурного (наблюдателя).
1.4 Характеристика нормативных документов, регламентирующих сварку стального проката
При сварочных работах следует руководствоваться государственными стандартами (ГОСТ) и строительными нормами и правилами.
Качество стали для труб регламентирует ГОСТ 13585-68. «Сталь. Метод валиковой пробы для определения допускаемых режимов дуговой сварки и наплавки <#»793793.files/image009.jpg»>
2.2 Технологический процесс сборки и сварки пожарной лестницы
Технологический процесс сборки и сварки пожарной лестницы сводится к нескольким операциям:
- Подготовительные операции.
- Сборочные операции
- Сварочные операции.
К подготовительным операциям относится подготовка рабочего места, правка, разметка, резка деталей, зачистка кромок. Проводить правку стальных уголков и арматуры не было необходимости, правка листового проката проводилась при помощи кувалды на правильном столе. Чистка проводилась по мере необходимости металлической щеткой. При помощи рулетки отмерялись необходимые размеры. Резка проводилась при помощи УШМ. Зачистка кромок велась без скоса. Листовой прокат в виде стальных полос заказывался у производителя. В результате было подготовлено: 2 металлических уголка длиной 6000мм., 2 металлических уголка длиной 4850мм., 18 стальных полос длиной 6000мм, 18 стальных полос длиной 3250 мм, 14 стальных полос длиной 2200мм, 43 прутка арматуры длиной 800 мм., 6 прутков арматуры длиной 600 мм. Затем при помощи станка стальные полосы и стальной уголок наименьшей длины загибались согласно чертежа. Сборка и сварка конструкции проводилась на открытом воздухе в специально оборудованном месте. Сборочные и сварочные операции чередовались:
Основы сварочных и газорезательных работ
... сварки перед этими процессами следующие: Экономия металла – 10…30%и более в зависимости от сложности конструкций. Уменьшение трудоёмкости работ, срока работ и их стоимость. ... слоем покрытия называют электродом. По назначению различают электроды для сварки стали, чугуна, алюминия, меди. Обозначения электродов для сварки: углеродистых и низколегированных конструкционных сталей с sв >600 МПа ...
- При помощи прихваток был собран каркас лестницы. Получились 2 тетивы по 15250мм каждая. С верхней стороны — изогнутая.
- При помощи рулетки проверялись размеры.
Затем при помощи стыковых швов уголки соединялись между собой. После остывания проводилась зачистка сварных швов.
- Затем при помощи рулетки наносилась разметка для сборки ступеней, угол контролировался при помощи шаблона. Сборка проводилась при помощи прихваток, сварка выполнялась тавровым швом.
— Сборка ограждений начиналась с нижнего конца лестницы по заранее нанесенной разметке для горизонтальных ограждений. Прихватки наносились по одной на сторону. Швы выполнялись нахлесточные. Сборка и сварка вертикальных ограждений проводилась в паре, постоянно сверяясь с размерами.
- В конце проводилась сборка и сварка площадки, согласно чертежа.
- Контроль качества швов проводился визуально. Основной контроль проводился после установки лестницы согласно ГОСТ Р 53254-2009.
Виды выполненных швов:
Тавровые (рис.10)
Стыковые (рис 11)
Нахлесточные (рис. 12)
Рисунок 10. Тавровый сварной шов арматуры с плоским элементом.
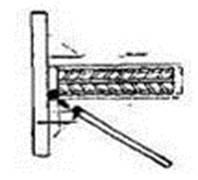
Рисунок 11. Стыковой шов металлических уголков.
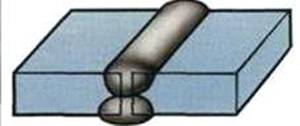
Рисунок 12. Нахлесточный шов.
электродуговой сварка пожарный лестница
Диаметр электрода для прихваток 3 мм; для сварки 3 мм. Диаметр выбирался по толщине стенки металла, толщина стенки 3 мм.
Сила тока устанавливалась в зависимости от диаметра электрода и толщины металла. — 90А
Ток переменный обратной полярности, устанавливался в зависимости от марки свариваемого материала (низкоуглеродистая сталь)
Основные положения сварки в пространстве: в нижнем положении, угол наклона электрода 15-30 градусов при выполнении стыкового шва, таврового — 45 градусов.
Скорость сварки зависит от вида сварочного соединения, марки стали, электрода, положения шва в пространстве, квалификации сварщика.
Напряжение на дуге у источника питания от 65В, т. к. переменный ток.
2.3 Используемые материалы для сварки пожарной лестницы
Для сборки и сварки пожарной лестницы использовались:
- Стальной равнополочный уголок 80 х 80.Марка стали Ст3 Ду 89/4;
- Арматура d = 15мм. Марка стали Ст3 Ду 89/4 ГОСТ 17379-2001;
- Стальные полосы. Толщина стенки — 3мм. Марка стали Ст3 Ду 89/4;
- Электроды ОК-46, диаметр 3мм;
— Конструкционную углеродистую сталь обыкновенного качества Ст3 применяют для изготовления несущих и ненесущих элементов для сварных и несварных конструкций, а также деталей, работающих при положительных температурах. Листовой и фасонный прокат 5 категории (до 10мм) — для несущих элементов сварных конструкций предназначенных для эксплуатации в диапазоне от -40 до +425 °С при переменных нагрузках.
Сплав Ст3 содержит: углерода — 0,14-0,22%, кремния — 0,05-0,17%, марганца — 0,4-0,65%, никеля, меди, хрома — до 0,3% , мышьяка до 0,08%, серы и фосфора — до 0,05 и 0,04% соответственно.
Сталь ст3 не склонна к отпускной хрупкости, нефлокеночувствительна. свариваемость без ограничений.
Качество конструкционной стали определяется коррозионной стойкостью, механическими свойствами и свариваемостью. По своим механическим характеристикам стали делят на группы: сталь обычной, повышенной и высокой прочности.
Основные свойства стали непосредственно зависят от химического элементов, входящих в состав сплава и технологических особенностей производства.
Основой структуры стали является феррит. Он является малопрочным и пластичным, цементит напротив, хрупок и тверд, а перлит обладает промежуточными свойствами. Свойства феррита не позволяют применять его в строительных конструкциях в чистом виде. Для повышения прочности феррита сталь насыщают углеродом (стали обычной прочности, малоуглеродистые), легируют добавками хрома, никеля, кремния, марганца и других элементов (низколегированные стали с высоким коэффициентом прочности) и легируют с дополнительным термическим упрочнением ( высокопрочные стали)
К вредным примесям относятся фосфор и сера. Фосфор образует раствор с ферритом, таким образом снижает пластичность металла при высоких температурах и повышает хрупкость при низких. Образование сернистого железа при избытке серы приводит к красноломкости металла. В составе стали ст3 допускается не более 0,05% серы и 0,04 % фосфора.
При температурах, недостаточных для образования ферритной структуры возможно выделение углерода и его скопления между зернами и возле дефектов кристаллической решетки. Такие изменения в структуре стали понижают сопротивление хрупкому разрушению, повышают предел текучести и временного сопротивления. Это явление называют старением, в связи с длительностью процесса структурных изменений. Старение ускоряется при наличии колебаний температуры и механических воздействиях. Насыщенные газами и загрязненные стали подвержены старению в наибольшей степени.
Особенностью электрода ОК46 является легкий первичный и повторный поджиг сварочной дуги. Электроды ОК 46 идеальны для осуществления прихваток, корневых и коротких швов.
Электроды для сварки ММА ОК 46.00 являются универсальными электродами, допускают сварку на постоянном и переменном токе.
ОК 46 обеспечивают высокие свойства и хорошее формирование сварочного шва. Особенностью электрода ОК46 является легкий первичный и повторный поджиг сварочной дуги.
Электроды ОК46 идеальны для осуществления прихваток, корневых и коротких сварочных швов. При сварке электродами ОК 46 обеспечивается пониженное по сравнению с другими сварочными электродами тепловложение — именно поэтому электрод ОК 46 удобен при заварке широких зазоров.
Электроды сварочные ОК46 применяются при монтаже металлоконструкций, сварке металлов с гальваническим покрытием, и перекрывают широкий спектр возможных сварочных работ в самых разных областях — в промышленности, строительстве и т. д. Также сварочные электроды ОК46 не чувствительны к загрязнениям свариваемой поверхности и ржавчине. ОК 46 станут хорошим выбором для начинающих сварщиков, поскольку обеспечивают мягкую и удобную работу.
- Тип покрытия ОК-46: рутиловый
- Ток: = + -/~ (постоянный ток прямой и обратной полярности, переменный ток)
- Напряжение холостого хода: 50 В
- Положения сварки ОК 46: 1,2,3,4,5,6.
- Химический состав: С (углерод) — 0,08;
- Si (кремний) — 0,3;
- Mn (марганец) — 0,4.
- Механические свойства наплавленного металла:
- Предел текучести: 400 МПа
- Предел прочности: 510 МПа
- Удлинение: 28% KV 0°С 70 Дж, -20 °С 35 Дж
Эти электроды обеспечивают хорошее формирование сварных швов и легкую отделимость шлака. Они пригодны для сварки во всех пространственных положениях, как на переменном, так на постоянном токе. По химическим и механическим свойствам подходя т для выбранной стали ВСт3сп.
Данные электроды менее опасны для дыхательных путей сварщика.
2.4 Оборудование и инструменты для выполнения сборки и сварки пожарной лестницы
Для сварки пожарной лестницы автор применил инверторный сварочный аппарат “Brima-200”. (рис. 13) Сварочный инвертор предназначен для ручной дуговой сварки и наплавки штучным электродом на постоянном токе стальных изделий в производственных и бытовых условиях. В аппарате применены современные технологии, что позволило снизить вес, габариты аппарата, сущетвенно повысить надежность работы и при этом улучшить технико-экономические показатели. Отличительной особенностью аппаратиов серии «Север» является возможность работы при низких и отрицательных температурах до -40 С, что делает аппарат незаминимым при выполнении сварочных работ в холодных климатических зонах. Отличительные особенности:
- Компактное, легкое, энергосберегающее;
- Облегченный поджиг и форсирование дуги;
- Высокая производительность и качество сварки, глубокое проплавление;
- Автоматическая защита от перегрузок по току и напряжению;
- Автовольтаж;
- Предназначены для работы в особо тяжелых условиях и при низких и отрицательных температурах до -400 C.
Рисунок 13. Сварочный аппарат “Brima-200”

Кроме сварочного аппарата была использована углошлифовальная машина Makita 9554 HN (рис.14) Вес, кг:2.6
Страна-производитель: Япония
Назначение: для отрезных работ по металлу
Комплектация:защитный кожух,
боковая рукоятка, шайба, зажимная гайка,
шлифовальный круг
Посадочный диаметр диска, мм: 22,2
Длина сетевого кабеля, м: 2.5
Максимальный диаметр диска, мм: 115
Марка:Makita
Потребляемая мощность, Вт: 710
Частота вращения на хол. ходу, об/мин: 10000
Резьба шпинделя мм:
Также в своей работе использовал профильный трубогиб (рис.15).
Профилегибы предназначены для радиусной гибки проката, труб квадратного и круглого сечения, полос, швеллера, арматуры методом холодного проката. Заготовка проходит между тремя валками и изгибается. От положения валков зависит радиус гиба. На данном оборудовании возможно изготавливать такие элементы как кольца, арки, дуги. Конструкция трубогиба позволяет быстро и легко менять расстояние между валами и регулировать размер вальцов для проката различных труб на одном комплекте оправок. Вес трубогиба: 19/21 кг Упаковка: картонная коробка 550х280х400 мм
Рисунок 15. Ручной профилегиб МВА 1023-45

Из инструмента сварщика использовал металлическующетку, рулетку, угловой шаблон (рис. 16)



А- рулетка;
- Б- угловой шаблон;
- В — металлические щетки.
2.5 Организация рабочего места, охрана труда
Рабочее место для сборки и сварки пожарной лестницы было организовано по типу передвижного сварочного поста для электродуговой сварки.
При организации труда на рабочем месте были обеспеченны необходимые условия для высоко производительной и качественной работы с минимальными затратами сил и времени.
Основную роль в научной организации труда на рабочем месте сварщика играло производственно — технологические и психофизиологические факторы.
Обслуживание и ремонт сварочного оборудования было произведено специалистом — электрослесарем. Организация рабочего места были предусмотрены нормальные психофизиологические факторы, к которым относится чистота и температура воздушной среды, удобство рабочей позы, физические усилия, освещенность, уровень шума защита кожи, органов дыхания и зрения от излучения и вредных выделений при сварке.
Освещенность рабочего было в пределах 200 — 250 лк. Предельно допустимый уровень шума должен составлять не более 85 ДБ.
Окраска оборудования, было окрашено в салатные, синие тона, а узлы опасные травматизму в сигнально — опознавательные. Окраска стен в светлые тона. Для того чтобы сварщик точно знал какие швы и при каких режимах он должен их выполнять, был предоставлен чертёж выполнял по технологии сборки и сварки конструкции, которые влияют на качество выполняемой работы и производительность труда.
Общая вид передвижного сварочного поста для электродуговой сварки представлена на рисунке 17.
Рисунок 17. Передвижной сварочный пост.

К сварочным работам допускаются сварщики, которые прошли медицинский осмотр, с 18 — ти лет, прошедшие специальное обучение.
Рабочим следует работать с разрешением администрации, получив наряд допуск к огневым работам.
К высоте 5 метров и более допускаются рабочие прошедшие дополнительный медицинский осмотр.
Важно правильно организовать рабочее место и содержать его в чистоте и порядке, не допуская ничего лишнего, мешающего на рабочем месте, а так же в проходах в радиусе 5 м не должно быть легко воспламеняющихся, а в радиусе 10 м взрывоопасных веществ.
Перед началом работы следует:
- привести в порядок одежду (брезентовая куртка надета на выпуск, брюки должны быть длинными);
- проверить исправность средств индивидуальной защиты и приспособлений (щитков, темных стекол, рукавиц, и т.п.);
- проверить исправность электросварочной аппаратуры заземление, кабеля, электрододержатели, вентиляции, свет;
- прочно уложить и закрепить предмет (детали), подлежащие сварки.
Во время работы необходимо:
- быть внимательным не отвлекаться самому и не отвлекать других;
- для защиты глаз и лица пользоваться щитком или маской не смотреть на электрическую дугу. Применять очки с простыми стеклами для отбивания шлака;
- следить за исправностью оборудования, клеймами;
- применять щиты для окружающих.
После работы необходимо:
- тщательно проверить рабочее место и вокруг чтобы не было возгорания;
- выключить оборудование;
- о замеченных неисправностях на рабочем месте сообщить мастеру и без его указания к работе не приступать.
2.6 Экономическая часть
Для сборки и сварки пожарной лестницы было закуплен стальной прокат (уголки, арматура, полосы), электроды, затрачена электрическая энергия. После окончания работ были произведены необходимые математические расчеты:
1. Высчитана стоимость стального уголка:
- Высчитываем общую длину затраченного уголка:
2х6000+2х4850 = 21700 мм или 21,7м.
- 1пм стального уголка весит 6,78кг, высчитываем общий вес — 21,7 х 6,78 = 147,13 кг.
- Стоимость 1 т стального уголка составляет 39500руб, значит 1 кг. стоит 39,5 руб
- Стоимость 147,13 кг составила 147,13 х 39,5 = 5811,64руб.
2. Высчитываем стоимость арматуры;
- Высчитываем общую длину затраченной арматуры:
43х800+6х600= 38000мм. или 38 м.
- 1пм арматуры весит 3,65кг, высчитываем общий вес — 38 х 3,65 = 138,7 кг.
- Стоимость 1 т арматуры составляет 37500руб, значит 1 кг. стоит 27,5 руб
- Стоимость 138,7 кг составила 138,7 х 27,5 = 3814,25 руб.
3. Высчитываем стоимость стальной полосы;
- Высчитываем общую длину стальной полосы:
18х6000+18х3250+ 14х2200 = 197300мм или 197,3м
- 1пм стальной полосы весит 1, 75кг, высчитываем общий вес — 197,3 х 1,75 = 345,28 кг.
- Стоимость 1 т стальной полосы составляет 21500руб, значит 1 кг. стоит 21,5 руб
o Стоимость 345,28 кг составила 345,28 х 21,5 = 7423,52 руб.
4. Высчитываем стоимость затраченной электроэнергии: A=UxYxTд 220х90х18 =356,4кв. Стоимость 1 кв составляет 2,64руб. 356,4х2,64 = 940,9 руб
5. Всего было затрачено 3кг. электродов общей стоимостью 360руб.
- Высчитываем общую стоимость конструкции: 5811,64+3814,25+7423,52+940,9+360,0 =18350,31 руб
Общая стоимость пожарной лестницы составила 18350,31 руб без учета стоимости работы.
Выводы по главе 2
Таким образом, в процессе работы была изготовлена пожарная лестница
1. Сварка пожарной лестницы проводилась при помощи ручной электродуговой сварки;
2. Сварка пожарной лестницы производилась из сортового проката (стальные уголки, стальные полосы) и арматуры. Использовались сталь марки СТ-3;
- Использовалась электроды — ОК-46, диаметром 3 мм.;
- Сварку проводилась сварочным аппаратом марки “Brima-200”;
- Рабочее место было организовано как передвижной сварочный пост;
- Экономические затраты, без учета стоимости работы, составили — 18350,31 руб
Заключение
Восьмого апреля 1766 года в Америке была запатентована первая в мире пожарная лестница. Значение данного изобретения сложно переоценить, ведь оно не раз спасало жизни людей. Необходимость данного изобретения возникла в связи с постройкой первых многоэтажных зданий, когда спасать людей в случае пожара из самых верхних помещений было очень проблематично. Эта первая запатентованная лестница была высотой чуть менее 10 метров, а высота пожарной лестницы, впервые поставленной в Россию в 1892 году, составила уже 27 метров. Рекорд же высоты современной лестницы для использования в тушении пожаров был поставлен в 2000 году — один из пожарных автоподъемников марки F88HLA имеет высоту 88 метров.
Пожарные лестницы — обязательный конструкционный элемент зданий.
Работая над изготовлением пожарной лестницы, автор участвовал в сборочных и сварочных работах со стальными уголками, стальными полосами и арматурой..
Цель письменной экзаменационной работы «Технология сборки и сварки пожарной лестницы» была достигнута. Составлен алгоритм сборки и сварки пожарной лестницы. Для этого были решены следующие задачи: рассмотрены теоретические основы электродуговой сварки, исследован вопрос о функциональном назначении конструктивных элементов лестницы, обоснован выбор сварочного оборудования и сварочных материалов, произведены необходимые экономические расчеты. В процессе работы было проработано понятие электродуговой сварки и её характеристик, исследованы условия формирования различных видов сварных швов, исследован вопрос относительно функционального назначения стального проката.
Автор считает ценным, что в ходе работы были приобретены умения проявлять самостоятельность в принятии решения, инициативу, приобретены навыки планирования, организации производства и труда, закреплены и углублены знания, полученные в процессе обучения. Также получила развитие информационная компетенция автора, что выразилось в умении работать со специальной литературой и Интернет-источниками.
Работая над проектом, автор узнал много интересного о сварке сортового проката, научился производить экономические расчеты, подбирать способ и режим сварки, сварочные материалы.
Самым трудным было правильно оформить работу, сделать выводы.
В результате работы была изготовлена пожарная лестница. Для работы был использован стальной уголок, стальная полоса, арматура Сварка проводилась на сварочном аппарате для ручной электродуговой сварки, использовались электроды.
Общая стоимость конструкции составила 18350,31 руб. Данная металличекая конструкция промышленного образца имеет стоимость — 67200 руб (Приложение 7).
Следовательно, изготавливать данные изделия самостоятельно более выгодно. Экономическая выгода составила — 48849 руб. Cоставлен алгоритм процесса сборки и сварки площадки для проверки грузов, что поможет педагогу в дальнейшем обучении по профессии «Сварщик».
Список литературы
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/ispyitanie-pojarnyih-lestnits-i-ograjdeniy/
Основные источники:
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/ispyitanie-pojarnyih-lestnits-i-ograjdeniy/
1. Геворкян В.Г. «Основы сварочного дела» М.: Машиностроение,2012-254с.
2. Николаев А. А., А.И. Герасименко «Электрогазосварщик» Ростов — на — Дону.: Феникс, 2005 — 383 с.
- Рыбаков В.М. «Дуговая и газовая сварка», М.: Высшая школа, 2005-207с.
- Соколов И.
И. «Газовая сварка и резка металлов» М.:Высшая школа, 2009-304 с.
- Степанов В. В. «Справочник сварщик», М.: Машиностроение, 2002 — 560 с.
- Чернышов Г.
Г. «Сварочное дело. Сварка и резка металлов», М.: Проф Обр Издат, 2002 — 494 с.
- Шебеко Л.П. «Оборудование и технология дуговой автоматической и механизированной сварки», М.: Высшая школа, 2006 — 208 с.
1. www. Wikipedia.org
2. www.svarkov.ru <#»793793.files/image019.jpg»>
ПРИЛОЖЕНИЕ 2
Электрошлаковая сварка
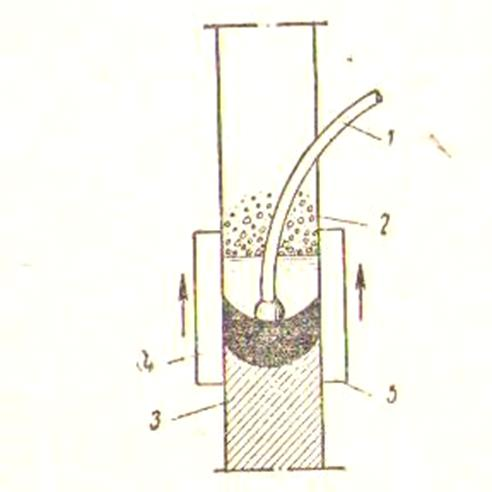
1- сварочная проволока
2- флюс
- свариваемый металл
- 5 — охлажденные медные ползуны
Приложение 3
Сварка трехфазной дугой.
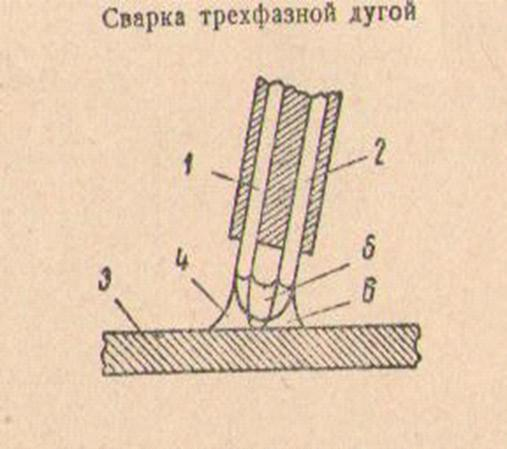
1- 2- электроды
- свариваемый металл
4- 6- электрические дуги
Приложение 4
ПРИЛОЖЕНИЕ 5
ПРИЛОЖЕНИЕ 6
Чертеж пожарной лестницы.
ПРИЛОЖЕНИЕ 7
Прайс-лист на пожарные лестницы.
|
Высота, м |
Цена, руб. без защитного ограждения |
Цена, руб. с защитным ограждением |
|
2 |
13700 |
15800 |
|
3 |
16300 |
19500 |
|
4 |
19000 |
23100 |
|
5 |
21600 |
26800 |
|
6 |
24300 |
30500 |
|
8 |
29500 |
38000 |
|
10 |
34800 |
45200 |
|
12 |
40000 |
52500 |
|
14 |
45500 |
60000 |
|
16 |
51000 |
67200 |
|
20 |
61200 |
82000 |
|
24 |
72000 |
97000 |
В зависимости от объема заказа цены могут меняться.