
Сущность способа получения отливок по выплавляемым моделям состоит в том, что модель отливки и ее литниковой системы изготовляют из легкоплавких материалов (воска, парафина, стеарина, церезина и др.) путем запрессовки или заливки их в пресс- формы. Затвердевшую модель извлекают из пресс-формы, припаивают к литниковой системе, образуя модельный блок. На поверхность модельного блока наносят несколько слоев суспензии и обсыпки, которые после сушки создают на блоке высокоогнеупорную керамическую оболочку. Выплавив из оболочки модельный состав, получают тонкостенную оболочку литейной формы отливки. Полученную оболочку заформовывают в специальных неразъемных опоках, прокаливают и заливают расплавом.
Способ получения отливок по выплавляемым моделям в производстве художественных отливок не новый, им пользовались для литья скульптур из бронзы еще в древности. Преимущество такого способа — возможность получения тонких по форме, без швов па поверхности, не нуждающихся в особой механической обработке и сборке отливок. Однако трудность и продолжительность процесса изготовления литейной формы, высокая стоимость изготовления разовой модели с участием скульптора делали этот способ невыгодным, и в производстве скульптур применяют его редко. Этот способ заменили более удобным — способом кусковой формовки скульптур (по частям).
С развитием промышленности и технического прогресса в XX в. усложнялись конструкции деталей, появились новые сплавы с более высокими свойствами, но часто трудно обрабатываемые резанием. Необходимо было повышать качество отливок, точность их размеров, чистоту поверхности, уменьшать, а иногда и ликвидировать припуск и механическую обработку.
В связи с возможностями получения сложных отливок с высокой точностью способ литья по выплавляемым моделям вновь привлекает внимание литейщиков.
В современном литейном производстве прежний способ получения отливок по выплавляемым моделям значительно усовершенствован. Изменились процесс изготовления выплавляемой модели, материалы модели, способы изготовления формы и удаления модели. Все это дало возможность:
- получать отливки с высокой точностью размеров и чистотой поверхности, с минимальным припуском на обработку из любых сплавов, в том числе не поддающихся ковке и штамповке и трудно обрабатываемых механической обработкой;
- освободить оборудование, ранее применяемое для механической обработки заготовок;
- экономно расходовать дорогостоящие материалы отливки;
- сократить стоимость выпускаемых изделий.
В производстве художественных отливок применение современной технологии литья по выплавляемым моделям пока ограничено трудоемкостью изготовления пресс-форм для сложных моделей, размером и массой скульптурных отливок. Однако нет сомнения, что дальнейшее ‘совершенствование технологического процесса позволит более широко применять этот способ литья и в производстве художественных отливок.
Литье по выплавляемым моделям
... наиболее эффективно, максимально используя объем формы. ЛПС, применяемые в современном производстве отливок литьем по выплавляемым моделям, целесообразно разделить на восемь типов (табл.1). таблица 1 Тип I. ... г. В конце 40-х годов было освоено получение по выплавляемым моделям разнообразных мелких, преимущественно стальных отливок, например, для мотоциклов, охотничьих ружей, швейных машин, а ...
Литье по выплавляемым моделям имеет
1. Использование неразъемной формы исключает образование на отливке швов и перекосов.
2. Высокоогнеупорная, механически прочная, с точным отпечатком поверхности модели внутренняя поверхность керамической формы позволяет получать отливки с чистой, не требующей сложной механической обработки и чеканки поверхности.
3. Значительно сокращается процесс сборки художественного изделия, так как возможность получения более сложных отливок позволяет сократить число отдельно отливаемых частей изделия.
4. Заливкой расплава в горячие формы обеспечивается хорошее их заполнение, снижаются внутренние напряжения в металле, уменьшается возможность коробления отливки. Кроме того, заливка в горячие формы чугуна обеспечивает получение отливок без отбела, сокращает дорогостоящий процесс ее термической обработки — отжиг.
5. Упрощается опочное хозяйство, сокращается стоимость опок.
6. При литье небольших изделий можно формовать в одной опоке несколько деталей, укрепленных на одном стояке.
7. При правильном использовании технологического процесса значительно сокращается стоимость получаемых изделий.
1.
Литературный обзор
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/lite-v-keramicheskie-formyi/
1 Изготовление керамических оболочек
Стенка оболочковой формы, изготовленной по выплавляемой модели, представляет собой прочную керамическую корочку, полученную нанесением на модель нескольких слоев суспензии и обсыпки. Суспензия представляет собой смесь жидкого связующего и огнеупорного наполнителя. Слой суспензии на модели должен обладать достаточной прочностью, быть огнеупорным, иметь хорошую способность точно воспроизводить сложный рельеф поверхности модели отливки.
В качестве связующего в суспензии применяют гидролизованные растворы этилсиликата, жидкое стекло, ацетоновый раствор кремнекислоты и др. В производстве художественных отливок чаще всего применяют этилсиликат в виде гидролизованного раствора. Связующие свойства этилсиликата объясняются его взаимодействием с водой, но вода почти не смешивается с этилсиликатом, и реакция гидролиза идет медленно. Поэтому для введения воды в этилсиликат применяют различные растворители (ацетон, этиловый спирт и др.), хорошо растворяющие воду и этилсиликат. Для ускорения гидролиза, увеличения прочности оболочек формы и сокращения времени ее сушки применяют соляную кислоту 0,2-0,3%. Для проведения гидролиза этилсиликата необходимо знать расход воды растворителя и соляной кислоты. Определение их количества производится расчетом и зависит от химического состава этилсиликата. Примерный состав гидролизного этилсиликата марки 32, содержащего: 30-34% SiO.,; 30% этилового спирта (гидролизный) марки АиБ; 62,7% этилсиликата; 7,3% воды; 100 мл соляной кислоты плотностью 1,18-1,19 г/см3 (сверх 100%).
Литье в песчано-глинистые формы, оборудование и оснастка
... Модельный комплект изготовляют в модельном цехе или модельном отделении литейного цеха. Не менее важным звеном технологической цепи являете подготовка материалов для изготовления литейной формы. ормовочными материалами называют материалы, применяемые ... свойствам повысить точность и чистоту поверхности отливок. В разовых толстостенных формах из песчано-глинистых смесей можно получать отливки весьма ...
Жидкое стекло, как связующее суспензии в производстве художественных отливок, не получило широкого распространения вследствие меньшей огнеупорности получаемого слоя’ покрытия.
В качестве наполнителя суспензии применяют пылевидный кварц — маршаллит, искусственную кварцевую муку, получаемую размолом чистого кварцевого песка, молотый плавленый кварц. Наиболее распространенным из них является маршаллит марки КП-1, КП-2, КП-3 с содержанием кремнезема не менее 98%, окислов железа не более 0,05%, влаги не более 2%. Содержание щелочей не допускается. Зернистость кварца соответствует размеру стороны ячейки сит 01-005 мм (номера сит 01-005).
Перед употреблением пылевидный кварц прокаливают в течение 3-4 ч при температуре 850-900 °С. После прокалки кварц охлаждают до 18-22 °С и для обеспечения необходимого зернового состава просеивают через сито 005. Недостаток пылевидного кварца, как наполнителя суспензии, в том, что при нагревании он претерпевает полиморфные превращения, связанные с увеличением его объема, что приводит к изменению линейных размеров оболочек. При нагревании до 1000 °С размер их увеличивается на 1,4%. Поэтому кварцевый песок в ряде случаев стали заменять другим высокоогнеупорным материалом, более постоянного объема (плавленый кварц, циркон и др.).
Для обсыпки слоев суспензии применяют кварцевый песок марок 061 КОШ-062К025 с содержанием кремнезема не менее 97%. Кварцевый песок перед употреблением прокаливают при температуре 850-900 °С и просеивают через сито с ячейками 0,630-1,0 мм.
Огнеупорную суспензию приготовляют в бачках из коррозионно-стойкой стали или алюминия, с ручным перемешиванием или в специальных механических мешалках-бачках (рис. 91).
Вместимость бачка должна быть такой, чтобы в него свободно погрузился модельный блок. Для удобства рекомендуется иметь два бачка с суспензией: один — с раствором для слоя первого покрытия, второй — для последующих. Для приготовления суспензии в бачок заливают гидролизованный раствор до уровня, позволяющего полностью погружать в него модельные блоки. Перемешивая раствор, в бачок-мешалку медленно засыпают маршаллит до получения однородной массы установленной плотности. Плотность суспензии для первого слоя покрытия блоков рекомендуется 1,74-1,78 г/см3 , для второго и последующих 1,68-1,72. Перед употреблением приготовленную суспензию отстаивают в течение 5-10 мин до прекращения выделения из нее пузырьков воздуха.
Процесс нанесения слоя суспензии на модельный блок сводится к следующему. Модельный блок берут за литниковую чашу или подставку стояка (если стояк приготовлен с металлическим стержнем) и погружают в бачок с суспензией (см. рис. 91).
Затем блок вынимают из бачка и, медленно поворачивая, добиваются образования на его поверхности равномерного слоя суспензии. После этого модельный блок (с целью закрепления слоя суспензии и связи его с последующим слоем) переносят в струю песка для обсыпки. Обсыпка модельных блоков производится в специальных установках. На рис. 92 показана схема установки для обсыпки в кипящем слое.
Способы литья в специальные формы
... оболочковых полуформ. Толщины оболочек для мелких и среднего размера отливок колеблются соответственно в пределах 8 - 10 и 12 - 15 мм. Технология изготовления ... форма; 2 - модель; 3 - модельно-литниковый блок; 4 - суспензия; 5 - псевдоожиженный слой зернистого огнеупорного материала; б - подача сжатого воздуха; 7 - расплав модельной массы (или горячая вода); 8 - керамическая оболочковая форма; ...
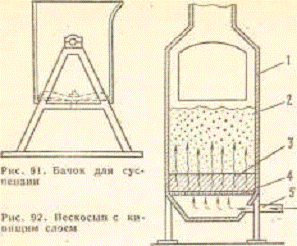
Принцип работы установки состоит в том, что в металлический цилиндр 1 (рис. 92), заполненный кварцевым песком 2, снизу через металлическую сетку 4 и слой войлока 3 по трубе 5 подается сжатый воздух. Проходя через слой песка, воздух рыхлит его, образуя кипящий слой, в который и погружается модельный блок. После обсыпки модельный блок подвергают естественной сушке в течение 30-35 мин при температуре 20-25 °С. Затем на «модельный блок наносят аналогично первому последующие слои суспензии и обсыпки. Число слоев покрытия зависит от размера модельного блока. На моделях кабинетных художественных отливок достаточно иметь три-четыре слоя покрытия.
После последнего покрытия и обсыпки модельный блок устанавливают на стеллаж для естественной сушки на 4-5 ч при температуре 20-25 °С. Сушка с принудительной циркуляцией воздуха сокращает процесс до 2-3 ч. Для сушки модельных блоков после нанесения суспензии и обсыпки применяют также вакуумно-аммиачные камеры. Оболочки выдерживают в камере под действием паров влажного аммиака в течение 2 мин. После откачки аммиака оболочки проветривают воздухом, прокачкой его через камеру. Общая продолжительность сушки одного слоя оболочки 15- 20 мин.
Процесс нанесения огнеупорного покрытия на поверхность песчаного стержня такой Же, как и для модельного блока, с той лишь разницей, что обсыпка слоя суспензии не производится во избежание возможности попадания кварцевого песка в отливку. Сушка слоя суспензии на стержне производится в электрическом шкафу при температуре 50-60 °С.
1.2 Выплавление моделей
В практике существует несколько способов выплавления модельного состава из форм: 1) в ваннах с горячей водой; 2) с помощью подогретого воздуха или пара, направляемого в литниковую чашу оболочки модельного блока; 3) нагретым модельным составом и 4) в печах, применяемых для прокаливания форм. Последний чаще используют не как способ выплавления, а как способ выжигания, так как модельный состав при этом не только расплавляется, но и выгорает.
В зависимости от размера формы и типа модельного состава модели могут выплавляться непосредственно из корочки огнеупорного покрытия или из форм, приготовленных для прокаливания.
В производстве художественного литья наиболее часто применяют способ выплавления модели в ваннах с горячей водой. Преимущества этого способа следующие:
1. Возможность более полного (на 80-95%) использования выплавляемого модельного состава для изготовления моделей и литниковой системы (многократное использование).
2. При выплавлении моделей в ваннах с горячей водой модельный состав начинает плавиться у стенок формы раньше, чем вся остальная масса, что дает возможность остальной части модели свободно расширяться при нагревании, не оказывая давления на форму.
3. Появляющийся на внутренней поверхности формы после выплавления модели (от взаимодействия этилсиликата со стеарином поверхностного слоя модели) белый налет — «пепел» при выплавлении моделей в водяных ваннах легко смывается горячей водой.
Литье по газифицируемым моделям
... по сравнению с обычным процессом литья в песчано-глинистые формы снизить трудоемкость изготовления модели ка 30 % и трудоемкость формовки - на 25 %. При этом повысилась точность отливок. Разработаны процессы получения отливок в вакуумированных формах ...
1.3 Литье в разъемные керамические формы
Основой способностью изготовления разъемных керамических форм является способность этилсиликатной суспензии затвердевать через некоторое время после добавки в нее водного раствора щелочи. Процесс изготовления форм сводится к следующему:
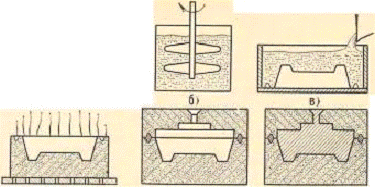
Зернистые материалы, имеющие небольшой коэффициент теплового расширения и высокую огнеупорность (зернистый и пылевидный дистенсиллиманит, циркон, корунд и пылевидный кварц) загружают для перемешивания в барабан (рис., а).
После смешивания наполнитель (из расчета соотношений 1 кг наполнителя на 250-300 см3 раствора этилсиликата) засыпают в бак с гидролизованным раствором этилсиликата при постоянном перемешивании (рис., б).
Полученную смесь доводят до консистенции густой сметаны и добавляют к ней 15%-ный раствор NaOH, из расчета 10-12 см3 на 1 кг смеси.
A) G)
Рис. Схема литья в разъемных керамических формах
Полученной суспензией, после перемешивания, заливают опоку с установленной в ней моделью (рис., в).
Когда залитая смесь примет резинообразное состояние, из опоки удаляют модель (при таком состоянии форма позволяет удалить модель без повреждения отпечатка, если даже на поверхности модели имеются небольшие поднутрения и выступы).
Удалив модель, на поверхности полости формы выжигают спирт, выделяющийся в форме в процессе затвердевания смеси (рис., г).
Выжигание спирта вызывает образование на поверхности формы паутинообразной сетки — трещин, увеличивающих газопроницаемость и податливость формы. После выжигания спирта полученную нижнюю полуформу прокаливают. Повторяя перечисленные операции, изготовляют вторую полуформу. Готовые полуформы собирают (рис., д) для заливки (рис., е).
Для сокращения расхода дрогостоящей этилсиликатной суспензии применяют двухслойные формы с облицовочным керамическим слоем. В таких формах дорогостоящую керамическую массу используют только для облицовочного слоя, остальную часть формы заполняют смесью на жидком стекле.
Керамические разъемные формы дают отливки с чистой поверхностью и высокой точностью размеров. Кроме того, они проще в изготовлении, более прочны, позволяют отливать детали большой массы. Способ заливки в керамических формах применяют для изготовления художественных отливок несложных конфигураций (бюсты, барельефы, постаменты с растительным орнаментом).
2.
Технология получения крупногабаритных деталей литьем по выплавляемым моделям
Впервые в мире разработан техпроцесс изготовления качественных крупногабаритных (до 5 т) деталей методом ЛВМ.
Последовательное и направленное затвердевание отливок в нагретой оболочковой форме литья по выплавляемым моделям (ЛВМ) обеспечивает условия, благоприятные для получения отливок повышенной плотности с высоким уровнем эксплуатационных свойств. Однако типовая номенклатура изготовляемых ЛВМ отливок — от 0,05 до 30 кг.
Особенность метода ЛВМ — его длительность и сложность, которые практически исключают поиск оптимальных способов получения качественных крупногабаритных отливок методом проб и ошибок, так как исследование формирования крупногабаритных отливок в производственных условиях обходится дорого и требует значительных трудозатрат. Любые ошибки на стадии проектирования и ввода отливки в серию приводят к удорожанию конечной продукции и нерентабельности производства.
Производство отливок из стали
... курсовой работе будут рассмотрены такие способы изготовления отливок как литье в оболочковые формы, песчаные формы и кокиль, центробежное литье, литье под давлением. Также в данной работе ... выплавки конструкционных ... литья (в кокиль, литье под давлением, центробежное литье, литье по выплавляемым моделям, литье в оболочковые формы и др.). В отечественном машиностроении 21% всех отливок ... материалов. ...
На ОАО «Тушинский машиностроительный завод» (Москва) впервые в мировой практике решена задача получения качественных отливок типа рабочее колесо гидротурбины массой до 5 т методом ЛВМ. Для получения изделий подобных габаритов и массы разработана технология, включающая: изготовление моделей, получение керамической оболочки и заливку металла.
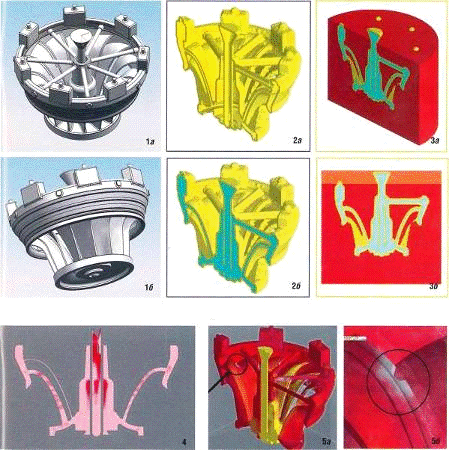
Отливки типа рабочее колесо (рис. 1, см. вкладку) представляют собой изделия до 0 3,5 м и предназначены для работы на гидроэлектростанциях малой мощности (от 500 кВт и выше).
Разработка техпроцесса получения качественных отливок типа рабочее колесо ориентирована на интенсивное использование современных технологий и ведется в несколько этапов, начало — построение ЗЭ-модели будущей отливки в программном обеспечении SolidWorks. Далее, исходная ЗР-модель передается в программное обеспечение LVM Flow для моделирования оптимальной конструкции литниково-питающей системы (ЛПС), режимов нагрева формы перед заливкой и скорости заливки. Компьютерное моделирование позволило без проведения натурных испытаний выбрать оптимальные технологические параметры получения отливок с требуемыми свойствами.
После компьютерного моделирования 30-модель передают на установку быстрого прототипирования (Viper PRO, США) для «выращивания» модели отливки. Суть процесса быстрого прототипирования (Rapid Prototyping) — послойное «выращивание» физической копии разных объектов из жидкого фотополимерного материала лучом лазера на основе 3D CAD-модели без использования традиционной технологической оснастки. Такая технология особенно привлекательна для изготовления опытных, единичных, эксклюзивных и уникальных образцов, поскольку не требует изготовления специальной оснастки и исключает труд модельщика.
Выбор метода получения моделей отливок рабочее колесо обусловлен сложностью их изготовления традиционными методами из выплавляемых материалов, а также единичностью производства. Модели отливок, полученные на установке быстрого прототипирования, по сравнению с восковыми моделями, обладают высокой точностью и жесткостью. К недостаткам метода следует отнести высокую стоимость получаемых моделей и длительность процесса выращивания моделей. Выращенная модель представляет собой полимерный материал сотовой конструкции, за счет которой снижается масса модели и компенсируется расширение фотополимерного состава при выжигании модели из керамической оболочки.
При необходимости, модель отливки дорабатывают вручную и передают в цех для нанесения керамической оболочки, толщина которой для этого вида отливок варьируется от 25 до 40 мм (рис. 2).
Для нанесения оболочки используют отечественные водное связующее «Армосил А» и материал обсыпки — плавленый кварц «Экосил-Мелур».
Основные дефекты при литье по выплавляемым моделям и способы их устранения
... форму. Затем, пользуясь либо резиновой формой, либо металлической пресс-формой, из специального модельного состава заготавливают выплавляемые модели. В качестве модельного состава для литья ... Дефекты при литье и способы их Газовые раковины в отливках образуются из-за неисправности металлопровода; недостаточного для заполнения формы ... опоку и засыпают кварцевым песком или шамотным порошком. Торцы ...
Рис. 1. Рабочее колесо гидротурбины с ЛПС, Рис. 2. Керамическая оболочка, Рис. 3. Форма перед заливкой, Рис. 4. Усадочные дефекты в отливке, Рис. 5. Дефекты лопастей
Использование системы моделирования литейных процессов LVM Flow при разработке техпроцесса получения отливок рабочее колесо методом ЛВМ позволило на стадии проектирования выявить места образования усадочных дефектов, скорректировать конструкцию ЛПС и определить оптимальную температуру формы перед заливкой. Анализ распределения усадочных дефектов (рис. 2) показывает усадочную пористость 2…3% по телу отливки (нижнем и верхнем ободах), в лопастях — до 5%.
Помимо грубых усадочных дефектов и пористости, были выявлены места «непроливов» в верхней части лопастей (рис. 3), образование которых было устранено повышением начальной температуры формы с 250 до 420°С и уменьшением времени заливки формы с 6…8 до 3 мин.
Разработанный техпроцесс получения отливок типа рабочее колесо методом ЛВМ позволил получить качественные изделия, по своим характеристикам превышающие сварные в 2,5 раза.
3.
О новой концепции мелкосерийного литейного производства
Разработана новая концепция реконструкции литейных цехов небольшой мощности — производительностью от 500 до 3000 т отливок в год на базе двух прогрессивных процессов литья: по газифицируемым моделям (ЛГМ) и с вакуум-пленочной формовкой (ВПФ).
Эти процессы позволяют значительно расширить возможности литейного цеха, обеспечив высокое качество отливок. Проведенный анализ показал, что затраты на создание такого производства в 2-3 раза меньше, чем на установку современных формовочных и стержневых машин, смесеприготовительного оборудования. Срок окупаемости затрат составит не более 2-3 лет.
Известно, что наилучшие показатели универсальности, обеспечивающие высокое качество отливок, имеют автоматические формовочные линии (АФЛ) — «сердце» литейного цеха. Сегодня современные АФЛ в большинстве случаев работают по Сейатцу-процессу, в котором песчано-глинистая смесь уплотняется воздушным потоком (импульсом) с дальнейшим гидравлическим прессованием многоплунжерной головкой.
Распространенное мнение, что АФЛ малоэффективны для мелкосерийного производства, явно устарело, и на современных АФЛ получают отливки любых серий — одновременно единицы одних, сотни и тысячи других отливок самых разных конфигураций и размеров.
Это обеспечивается возможностью современных АФЛ одновременно работать с количеством комплектов оснастки от двух до десяти тысяч. При этом, микропроцессорная система управления АФЛ хранит в памяти все технологические режимы для каждого типа отливок, что делает Сейатцу-процесс современным стандартом высокого качества уплотнения песчаных форм.
Такие АФЛ требуют обязательного применения современных смесеприготовительных систем, например, на базе бегунов Speedmuller, которые обеспечивают автоматическое приготовление и корректировку состава формовочных смесей с оптимальными технологическими свойствами.
В то же время при выборе АФЛ для модернизации литейных цехов мелкосерийного производства остро встает вопрос их высокой стоимости. Даже минимальный комплект АФЛ в виде отдельной импульсной установки для Сейатцу-процесса с ручным кантованием и сборкой полуформ вместе со смесителем Speedmuller стоит > 1,5… 2,0 млн. €. Такие капитальные затраты часто отпугивают инвесторов, особенно при реконструкции литейных цехов небольшой производительности -1,5…3,0 тыс. т отливок в год.
Литье в разовые песчано-глинистые формы
... Литье в разовые песчано-глинистые формы Литье в разовые песчано-глинистые формы является наиболее распространенным и относительно простым способом получения отливок. Разовые песчано-глинистые формы могут быть приготовлены либо непосредственно в почве (в ... из кварцевого песка, связующих материалов - карбамидофурановых, фенолоформальдегидных смол и др. В качестве катализаторов применяют ортофосфорную ...
Для резкого снижения капитальных затрат предлагаем новую концепцию модернизации литейных цехов мелкосерийного производства на базе современных технологий, обеспечивающих высокое качество отливок.
В последние годы в литейном производстве успешно освоены новые процессы, которые не имеют такой универсальности и высокой производительности, как АФЛ, но обеспечивают хорошее качество отливок и успешно конкурируют на внешнем рынке. К таким новым технологиям относятся:
- вакуум-пленочная формовка (ВПФ);
- литье в формы из холоднотвердеющих смесей (ХТС);
- литье по газифицируемым моделям (ЛГМ).
Процесс ВПФ находит все большее распространение и позволяет снизить массу отливок на 10… 12%, а брак — до 1…2%. Особые преимущества метод ВПФ показал в России при изготовлении крупногабаритных стальных железнодорожных отливок (Чебоксарский завод «Промлит»), крупной чугунной запорной арматуры (Благовещенский арматурный завод), а также при производстве ванн (завод «Универсал», г. Новокузнецк).
Метод ХТС широко применяют благодаря его простоте и возможности производить отливки разных типов. Но, как показал мировой опыт, ХТС-процесс в то же время наиболее дорогой и экологически вредный из трех перечисленных.
При использовании технологии ХТС важно учитывать
- ХТС в большей степени применим для производства особо крупных отливок и только при отсутствии альтернативы.
- Необходимо вводить в ХТС минимальное количество связующего и отвердителя (<
- 0,6% массы).
При этом, приемлемое качество форм могут обеспечить только дорогие исходные материалы таких известных фирм, как, например, Ashland, Huttenes Albertus.
- Необходимо применение сложных систем регенерации песка для минимизации объема вредных отходов.
- Требуется установка дорогостоящих автоматических смесителей, обеспечивающих постоянный минимальный расход связующих.
Отдельную область применения имеет технология ЛГМ, которая постепенно завоевывает рынки сбыта отливок.
Основные преимущества ЛГМ — это возможность:
- производить сложные корпусные отливки без стержней;
- применять безразъемные модели отливок;
- изменять конструкцию отливки для значительного снижения ее массы и стоимости;
- получать в одном контейнере большое количество отливок за счет компоновки их в литейном кусте («кластере»).
Все перечисленные три процесса изначально объединяет применение сухого кварцевого песка. Кроме того, для двух процессов — ВПФ и ЛГМ — характерны следующие факторы:
- формообразование происходит с использованием виброуплотнения сухого песка;
- заливка форм осуществляется под вакуумом;
- система регенерации оборотного песка сводится лишь к его охлаждению, просеиванию и обеспыливанию.
Анализ показал, что, благодаря перечисленным факторам, процессы ВПФ и ЛГМ легко объединить в общую систему, что позволит резко снизить затраты на оборудование и, вместе с тем, значительно расширить номенклатуру изготовляемых отливок.
Особо следует отметить, что, благодаря применению в ВПФ и ЛГМ вакуума при заливке форм можно использовать высокоэффективную установку каталитического дожигания отходящих газов после заливки форм, что практически делает такие процессы экологически чистыми, улучшая условия труда в литейном цехе. Для обеспечения вакуумных форм (ВПФ-процесс) стержнями мы предлагаем использовать оборудование для ХТС-процесса. При этом, смеситель ХТС подключают к общей системе оборота песка.
Общими для ВПФ и ЛГМ будут также выбивка, которая сведется к высыпке оборотного песка после снятия вакуума, а также система регенерации оборотного песка, что также позволяет значительно сократить затраты на оборудование.
Такое сочетание в одном цехе трех прогрессивных процессов формообразования делает его универсальным, позволяющим изготовлять отливки разной сложности и из различных сплавов. К примеру, методом ВПФ можно получить отливки специального назначения из коррозионно-стойких низкоуглеродистых сталей.
Процесс ЛГМ трансформируется в двух направлениях получения:
- серийных отливок, пенополистирольные модели которых будут производить в автоклавах по пресс-формам, а при массовом производстве — на автоматах;
- разовых отливок разной сложности, модели которых будут производить из пенополистирольных плит на станках с ЧПУ.
Также следует отметить возможность компьютеризации и автоматизации изготовления оснастки. После создания электронной модели в 3D- формате и чертежа отливки выполняется автоматическая трансляция этой модели в программу для станка с ЧПУ. На таком станке можно производить как единичные модели из пенополистирола, так и пресс-формы, деревянные или пластмассовые модели для ВПФ, а также стержневые ящики.
Новые технологии позволяют в ряде случаев изменять конструкцию отливок для резкого снижения их материалоемкости и затрат на последующую механообработку. Благодаря наличию в цехе этих современных технологий и оборудования, производитель может быстро и оперативно выполнять разные заказы в кратчайшие сроки, что сегодня, обязательное условие победы в жесткой конкуренции.
Предложенный новый подход позволяет представить схему расположения оборудования в цехе (рисунок), где необходимо расположить два участка формообразования — для ВПФ и ЛГМ, а также участок ХТС для производства стержней. Мощность литейного цеха — 2000…4000 т/отливок в год. Ориентировочная площадь цеха — 980 м2 . Термообрубное отделение — в отдельном помещении.
Формообразование ВПФ производится на установке раздельно — для опок «верха» и «низа» с передачей вакуумированных форм (с установленными, при необходимости, стержнями) на карусель, где происходит сборка и последующая заливка вакуумных форм. Благодаря такой карусели можно легко обеспечить подачу вакуума в формы при их перемещении. Формы после заливки переносят консольным краном (без снятия вакуума) на выбивную решетку, после же снятия вакуума песок из форм высыпается, а отливки с помощью той же консоли переносятся в транспортный контейнер. Вблизи участка ВПФ располагается механизированный участок ЛГМ, где контейнеры передвигаются на рольгангах под заливку. Следует отметить применение одних и тех же вибростолов для уплотнения форм ВПФ и ЛГМ.
Различие в процессах виброуплотнения для ВПФ и ЛГМ лишь в том, что в ЛГМ виброуплотнение производится послойно, с последовательным изменением частоты вибрации, что обусловлено необходимостью качественного уплотнения песка в сложных внутренних полостях пеномоделей, а в ВПФ-процессе — при неизменной виброчастоте.
Выбивка залитых контейнеров ЛГМ — на общей выбивной решетке открытием клапана в нижней части контейнера и свободной высыпкой песка. Предварительно из контейнера консольным краном извлекают залитый «кластер» — куст с отливками ЛГМ.
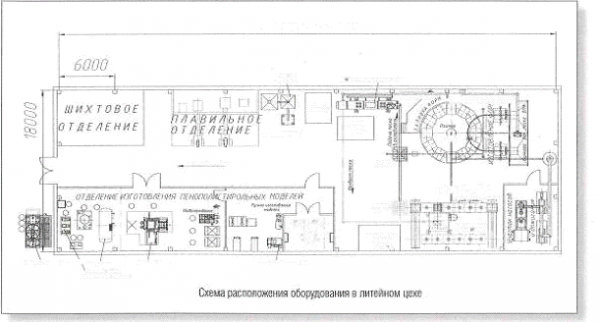
Высыпавшийся из форм ВПФ и контейнеров ЛГМ горячий песок поступает в общий приемный бункер, а затем, с помощью цепного элеватора, подается в охладитель, в котором пневморазжиженный слой песка движется за счет наклона охладителя. Охлаждение песка — за счет теплоотвода через воздух и холодную воду, циркулирующую по трубам, расположенным внутри охладителя. При этом, охладитель, кроме охлаждения песка, удаляет из него пылевидную фракцию, уносимую вентилятором и осаждаемую в циклонах. Песок, после охлаждения по трубчатому конвейеру, подается наверх, в приемные бункеры для засыпки форм ВПФ и ЛГМ, а также в бункер над смесителем ХТС.
Объединение трех систем — выбивки, регенерации и вакуумирования — в единую позволяет значительно сократить затраты на оборудование. Производительность линий ВПФ и ЛГМ -10…20 форм/ч. Размеры опок ВПФ — 1000x800x300, контейнера ЛГМ — 960x712x720 мм. Указанная производительность каждой из двух линий ВПФ и ЛГМ вполне сможет обеспечить годовой выпуск отливок 1,5…3 тыс. т, в зависимости от их массы.
Анализ капитальных затрат на создание единого литейного отделения ВПФ-ЛГМ, в сравнении с затратами на АФЛ по Сейатцу-процессу, показал снижение инвестиционных затрат в 5-10 раз, в зависимости от требуемых объемов производства.
4.
Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям
керамический оболочка литье деталь
Изобретение относится к области литейного производства. В качестве связующего первого или первых двух слоев формы используют суспензию с гидролизованным раствором этилсиликата в качестве связующего, а для последующих слоев суспензию с жидким стеклом. В качестве огнеупорного наполнителя суспензии и огнеупорного материала обсыпки используют диоксид кремния в фазе тридимита с размером фракций до 100 мкм и 100…400 мкм соответственно. После нанесения первого или первых двух слоев с использованием в качестве связующего гидролизованного раствора этилсиликата наносят разделительный слой на основе алюмоборфосфатного концентрата плотностью 1,25…1,30 г/см3 . Огнеупорный материал плакируют алюмоборфосфатным концентратом в количестве 3…5% от массы зернистого материала. Достигается повышение термостойкости, прочности керамических оболочек и устойчивости их к взаимодействию с заливаемым сплавом. 3 з.п. ф-лы, 1 табл.
Изобретение относится к области литейного производства и может быть использовано для изготовления оболочковых форм по выплавляемым моделям при производстве точных отливок из черных и цветных сплавов.
В настоящее время для этого наибольшее распространение получили оболочковые формы на этилсиликатном связующем, изготавливаемые ЛВМ с применением в качестве наполнителя суспензии пылевидного кварца, а в качестве обсыпки зернистого кварцевого песка. Литье повышенной точности по разовым моделям /В.А.Озеров, В.Ф.Гаранин. — М.: Высшая школа, 1988. — c.24…36/. Основу огнеупорных материалов составляет диоксид кремния, в котором SiO2 находится в фазе природного -кварца. Этот огнеупорный материал является самым дешевым и легкодоступным из всех встречающихся в природе. Однако фазовые превращения -кварца в его -модификацию с увеличением объема при температуре 573°С являются причиной растрескивания оболочек, их пониженной прочности, нарушения конфигурации и засоров отливок. Применение других более огнеупорных материалов, например электрокорунда, муллита, дистенсиллиманита, значительно повышает себестоимость литья и оправдано лишь для особо ответственных отливок из жаропрочных и тугоплавких сплавов. Этилсиликат в настоящее время также является дорогостоящим и дефицитным связующим, а работа с ним связана с применением токсичных органических растворителей и повышенной пожароопасностью.
В связи с этим наиболее близким по технической сущности является способ изготовления литейных форм, приведенный в источнике /А.С.599910 СССР, МКИ В22С 9/04. Раствор для упрочнения оболочковых керамических литейных форм/ В.М.Александров, Ю.П.Васин, А.Н.Логиновский, Б.А.Кулаков, Г.Г.Цайзер, В.Г.Гришин (СССР).
— №2379496/22-02, заявлено 05.07.76; опубл. 30.03.78, Бюл. №12. — 3 с./ В соответствии с прототипом первые два слоя изготавливаются на этилсиликатном связующем с применением в качестве наполнителя пылевидного кварца, а последующие на жидкостекольном связующем также с пылевидным кварцем в качестве наполнителя. Обсыпкой служит зернистый кварцевый песок. Жидкостекольные слои после нанесения закрепляются трехкомпонентной композицией, состоящей из алюмохлорида (25…45 мас.%), ортофосфорной кислоты (25…45 мас.%), этилового спирта (остальное).
Известное техническое решение позволяет получать отливки общего назначения из черных сплавов, однако обладает существенными недостатками:
Термическое расширение наполнителя при 573°С, связанное с переходом -кварца в его -модификацию, приводит к возникновению внутренних напряжений в оболочках и нередко к их короблению и растрескиванию, к снижению точности размеров рабочей полости форм, а следовательно, и отливок.
При нанесении жидкостекольного слоя на этилсиликатный жидкое стекло мигрирует через поры отвержденных этилсиликатных слоев к рабочей поверхности формы и впоследствии снижает качество поверхности отливок из-за взаимодействия заливаемого сплава с оксидом натрия, содержащимся в жидком стекле.
В процессе нагрева при температуре около 200°С жидкостекольная оболочка претерпевает усадку, что вызывает напряжения в оболочке, способные впоследствии привести к трещинам и разупрочнению форм.
Нестабильность состава для отверждения жидкостекольных слоев вследствие высокой летучести входящего в его состав этилового спирта.
Экологически неблагоприятные условия работы с составом для обработки жидкостекольных слоев из-за наличия в нем ортофосфорной кислоты и этилового спирта.
Достаточно высокая остаточная прочность оболочковых форм после заливки их металлом и вследствие этого затрудненная удаляемость керамики из «защемленных» мест, поднутрений отливок при выбивке отливок из форм.
В основу изобретения положена задача создать такой способ изготовления керамических оболочковых форм для литья по выплавляемым моделям, который обеспечил бы улучшение качества литья по выплавляемым моделям за счет повышения термостойкости, прочности керамических формооболочек, устойчивости их к взаимодействию с заливаемым сплавом, улучшения выбиваемости отливок, стабильности технологического процесса и его экологичности.
В целях экономии дорогостоящего и дефицитного этилсиликата, снижения себестоимости литья, улучшения выбиваемости, в качестве связующего для первого и второго слоев при обработке модельного блока используют гидролизованный раствор этилсиликата, на третий слой наносят связующее на основе алюмоборфосфатного концентрата плотностью 1,25…1,30 г/см3 , а для последующих слоев в качестве связующего используют жидкое стекло.
Для повышения данных показателей в качестве связующего для первого слоя при обработке модельного блока используют гидролизованный раствор этилсиликата, на второй слой наносят связующее на основе алюмоборфосфатного концентрата плотностью 1,25…1,30 г/см3 , а для последующих слоев в качестве связующего используют жидкое стекло.
В целях ускорения затвердевания жидкостекольных слоев зернистый материал плакируют алюмоборфосфатным концентратом в количестве 3…5% масс от массы зернистого материала.
Для обсыпки облицовочного слоя следует применять более мелкозернистый материал, для опорных слоев — более крупнозернистый. В качестве тридимитного материала целесообразно использовать молотый динасовый огнеупор, просеянный через калиброванные сита для получения необходимой фракции.
Как показали дилатометрические исследования, коэффициент термического линейного расширения оболочковых форм в фазе тридимита ниже, чем на -кварце, а фазовые превращения -тридимит происходят в температурном интервале 115…180°С, когда формооболочка пропитана модельным составом и обладает некоторой «эластичностью», способной релаксировать возникающие в процессе прокалки напряжения. Превращения -кварц в известном техническом решении происходят при температуре, когда жесткость формооболочки максимальна, и расширение кварца приводит к напряжениям и трещинам в оболочке.
Для снижения расхода этилсиликата и уменьшения таким образом себестоимости литья в качестве связующего для первых двух слоев используется гидролизованный раствор этилсиликата, после второго слоя наносится разделительный слой на основе алюмоборфосфатного концентрата (АБФК) плотностью 1,25…1,30 г/см3 , а для последующих слоев в качестве связующего суспензии используется жидкое стекло. Алюмоборфосфатный концентрат пропитывает этилсиликатные слои, дополнительно упрочняя их, и создает барьерный слой, препятствующий проникновению жидкого стекла на рабочую поверхность формы. Поэтому допускается делать только один облицовочный слой на этилсиликатном связующем, а начиная со второго слоя использовать жидкое стекло. Кроме того, в процессе охлаждения отливок в форме при температурах 250…350°С АБФК способствует разупрочнению керамической оболочки, что снижает остаточную прочность керамики и улучшает выбиваемость. Применение водного раствора АБФК плотностью менее 1,25 г/см3 не дает необходимого эффекта закрепления этилсиликатных слоев, а раствор плотностью более 1,30 г/см3 плохо пропитывает поры облицовочных слоев и создает слишком толстый слой, который может нарушить сплошность оболочки. Наносимый на алюмоборфосфатный жидкостекольный слой является для него химическим отвердителем.
Расширение тридимитового наполнителя жидкостекольных слоев в температурном интервале почти совпадает с усадочными процессами, происходящими в жидкостекольном связующем. Эти процессы взаимно компенсируют друг друга и, таким образом, наружные жидкостекольные слои не испытывают усадки и не оказывают сжимающего воздействия на внутренние этилсиликатные слои, как это происходит в способе прототипа, где наполнителем и обсыпкой является -кварц.
Трехкомпонентный состав, используемый в прототипе для закрепления жидкостекольных слоев, имеет нестабильный во времени состав вследствие высокой летучести и испарения входящего в него этилового спирта и требует периодической корректировки. Также состав включает ортофосфорную кислоту, что создает экологически неблагоприятные условия в процессе работы.
Так как естественная сушка на воздухе жидкостекольного покрытия весьма продолжительна, то для химического его химического отверждения зернистый материал обсыпки жидкостекольных слоев предварительно плакируется алюмоборфосфатным концентратом в количестве 3…5 мас.% от массы зернистого материала. АБФК, имея кислую реакцию среды, эффективно огеливает щелочное жидкостекольное связующее. Введение менее 3% плакирующего не дает необходимого эффекта огеливания жидкоситекольного связующего, введение более 5% не приводит к ускорению огеливания этилсиликатных слоев, а влечет неоправданное повышение расхода АБФК. Отверждение слоя происходит за 25…40 минут.
Предлагаемый способ изготовления керамических форм осуществляют следующим образом.
Динасовый огнеупор, например кирпич динасовый марки ЭД, измельчают в дробилке до зерновой фракции. Можно использовать щековую, конусную или иную дробилку. Для получения пылевидной фракции зерновой материал необходимо дополнительно измельчить. Наиболее эффективно применять вибрационные мельницы. Для предупреждения попадания в пылевидный материал железа, ухудшающего впоследствии технологические свойства суспензии, целесообразно использовать керамические мелющие тела. Для разделения по фракциям материал просеивают через сита с определенным размером ячеек. В качестве наполнителя суспензии используется материал, прошедший через сито с размером ячеек 100 мкм, а в качестве обсыпочного материала для первых двух слоев — прошедший через сито 200 мкм, а для последующих — через сито 315 или 400 мкм. Огнеупорные суспензии готовят традиционным способом. Соотношение жидкой и твердой фаз для этилсиликатной суспензии составляет 1:1,9…2,25, что обеспечивает условную вязкость по ВЗ-4 в пределах 30…75 с, а для жидкостекольных слоев 1:1,1…1,3, что обеспечивает вязкость 25…40 с.
Сушку этилсиликатных слоев можно производить любым из известных способов. После первого или второго слоя при изготовлении комбинированной формооболочки модельно-керамический блок окунают в водный раствор АБФК концентрацией 20…25%, что соответствует плотности 1,25…1,3 г/см3 . АБФК пропитывает этилсиликатные слои через поры керамики. После АБФК наносятся жидкостекольные слои. Первый наносимый жидкостекольный слой, имея щелочную реакцию среды (рН>7), огеливает алюмоборфосфат (рН<7), химически его отверждая. Жидкостекольные слои обсыпаются зернистым материалом на основе SiO2 в фазе тридимита. Целесообразно использовать молотый и просеянный через сита электродинас марки ЭД с размером зерен 100…400 мкм. Для химического отверждения жидкого стекла материал обсыпки целесообразно плакировать алюмоборфосфатным концентратом, применяемым для пропитки этилсиликатных слоев. Плакирование производят в шнековом смесителе или бегунах. Зернистый материал, плакированный 3% АБФК, можно сразу использовать для обсыпки жидкостекольных слоев, плакированный 4% АБФК следует предварительно «провялить» на воздухе не менее 2 часов, плакированный 5% АБФК не менее 3 часов для его лучшей сыпучести.
Отверждение жидкостекольных слоев при использовании плакированной алюмоборфосфатным концентратом обсыпки происходит на воздухе за 25…40 мин.
Вытопка моделей из форм производится любым известным способом. Прокалка без опорного наполнителя при температуре 800…900°С в течение 2,5…3,5 часов. Заливка форм также возможна без опорного наполнителя.
Способы изготовления керамических оболочковых форм для литья по выплавляемым моделям иллюстрируются следующими примерами.
Пример 1. Формы по выплавляемым моделям изготавливают по следующей технологии.
В качестве связующего первых двух слоев покрытия используют гидролизованный этилсиликат с условным содержанием SiO 2 16%. Гидролиз проводят раздельным способом по традиционной методике.
В качестве огнеупорного наполнителя используют порошок молотого в шаровой вибромельнице кирпича электродинаса марки ЭД, ранее эксплуатировавшийся в качестве футеровки в электродуговых сталеплавильных печах. Используют материал, прошедший через сито 100 мкм. Массовое соотношение жидкой и твердой фаз составляет 1:2,24. Это обеспечивает условную вязкость суспензии 70 с по вискозиметру ВЗ-4. В качестве присыпки используют молотый электродинас с размером зерен 100…200 мкм. Сушку форм проводят в камерах воздушной сушки с температурой 25°С.
Для суспензии трех опорных слоев в качестве связующего используют натриевое жидкое стекло плотностью 1,25 г/см3 модулем 2,8. Массовое соотношение жидкой и твердой фаз составляет 1:1,2. Это обеспечивает условную вязкость суспензии 30 с по вискозиметру ВЗ-4. В качестве присыпки применяют молотый электродинас с размером зерен 200…400 мкм, плакированный 5% АБФК. Плакирование производят в бегунах. Молотый электродинас засыпают в бегуны, заливают водный раствор АБФК (ТУ 113-08-606-87) плотностью 1,3 г/см 3 из расчета 1 массовая часть АБФК на 20 массовых частей зернистого материала, перемешивают в течение 15 мин. Затем провяливают на воздухе в течение 3-х часов. Время отверждение жидкостекольных слоев составляет 30 мин. Параллельно с изготовлением форм делают стандартные 5-слойные образцы для испытаний на прочность при изгибе.
Удаление моделей из модельного состава МВС-15 производят в горячей воде при температуре 94…96°С. Обжиг форм осуществляют в атмосфере печи при 900…950°С в течение 4…5 часов.
Формы заливают сталью марки 45Л при температуре 1560…1590°С.
Пример 2. Основные технологические операции изготовления форм по выплавляемым моделям аналогичны описанным в примере 1, имеются следующие отличия.
После отверждения первых двух этилсиликатных слоев модельно-керамический блок окунают в алюмоборфосфатный концентрат плотностью 1,25 г/см3 .
В качестве присыпки жидкостекольных слоев применяют молотый электродинас с размером зерен 200…400 мкм, плакированный 4% АБФК. Зернистый материал обрабатывают водным раствором АБФК из расчета 1 массовая часть АБФК на 25 массовых частей зернистого материала, затем провяливают на воздухе в течение 2-х часов.
Пример 3. Основные технологические операции изготовления форм по выплавляемым моделям аналогичны описанным в примере 2, имеются следующие отличия. На модельный блок наносится только один этилсиликатный слой огнеупорной суспензии. После отверждения этилсиликатного слоя модельно-керамический блок окунают в алюмоборфосфатный концентрат плотностью 1,3 г/см 3 .
В качестве присыпки жидкостекольных слоев применяют молотый электродинас с размером зерен 200…400 мкм, плакированный 3% АБФК. Зернистый материал обрабатывают водным раствором АБФК из расчета 1 массовая часть АБФК на 33 массовых частей зернистого материала. Плакированный зернистый электродинас сразу после приготовления сразу используют для обсыпки жидкостекольных слоев.
Для сравнения свойств формооболочек и отливок изготавливают формы по способу прототипа и заливают в них сталь 45Л.
По каждому способу было изготовлено около 100 отливок., Физико-механические характеристики форм и результаты анализа качества отливок показаны в таблице.
|
Результаты промышленного опробования |
||||
|
Показатель качества |
Вариант технологии |
|||
|
прототип |
1 |
2 |
3 |
|
|
Прочность на изгиб в сыром состоянии, МПа |
6,1 |
6,1 |
6,4 |
6,2 |
|
Прочность на изгиб в горячем состоянии при 900°С, МПа |
6,0 |
8,9 |
9,3 |
9,1 |
|
Остаточная прочность, МПа(выбиваемость) |
3,2 |
2,8 |
1,9 |
1,6 |
|
Коэффициент термического линейного расширения °С-1, в интервале |
||||
|
20…250°С |
1,96·10 -5 |
5,08·10-5 |
5,02·10-5 |
4,91·10-5 |
|
250…1000°С |
1,24·10 -5 |
0,12·10-5 |
0,11·10-5 |
0,10·10-5 |
|
20…1000°С |
1,59·10 -5 |
1,11·10-5 |
1,10·10-5 |
1,09·10-5 |
|
Отклонение размеров от номинальных, % (точность геометрии) |
0,35 |
0,21 |
0,19 |
|
|
Брак по засорам и растрескиванию форм, % |
6,2 |
3,1 |
2,1 |
2,3 |
Результаты испытаний показывают, что по сравнению с прототипом заявленный способ обеспечивает увеличение в 1,5 раза горячей прочности керамических форм, уменьшение коэффициента термического линейного расширения в интервале 20…1000°С примерно в 1,5 раза и на порядок его уменьшение в наиболее опасном с точки зрения прочности форм интервале 250…1000°С. Это способствует повышению точности форм и, соответственно, уменьшению отклонения размеров отливок от номинальных в 1,5…2 раза и снижению брака отливок по вине форм в 2…3 раза. Кроме того, снижение остаточной прочности форм, обработанных в растворе АБФК, после охлаждения способствует лучшей выбиваемости отливок из форм и их очистке от остатков керамики. Также отмечается улучшение качества литой поверхности.
Учитывая повышенный комплекс физико-механических свойств керамических форм, заявленный способ изготовления керамических форм для литья по выплавляемым моделям может быть использован для получения точных ответственных отливок из черных и цветных сплавов.
Вывод
Формула изобретения.
. Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям, включающий обработку модельного блока в огнеупорной суспензии, в котором первые один или два слоя выполнены с использованием в качестве связующего гидролизованного раствора этилсиликата и пылевидного диоксида кремния в качестве наполнителя, а последующие слои — с использованием в качестве связующего жидкого стекла и пылевидного диоксида кремния в качестве наполнителя, и последующую обсыпку модельно-керамического блока зернистым материалом на основе диоксида кремния, отличающийся тем, что пылевидный диоксид кремния как наполнитель используют в фазе тридимита с размером фракции до 100 мкм, а зернистый диоксид кремния используют также в фазе тридимита с размером зерен 100-400 мкм.
. Способ по п.1, отличающийся тем, что после нанесения первых двух слоев с использованием в качестве связующего гидролизованного раствора этилсиликата наносят разделительный слой на основе алюмоборфосфатного концентрата плотностью 1,25-1,30 г/см3 .
. Способ по п.1, отличающийся тем, что после нанесения первого слоя с использованием в качестве связующего гидролизованного раствора этилсиликата наносят разделительный слой на основе алюмоборфосфатного концентрата плотностью 1,25-1,30 г/см3 .
. Способ по любому из пп.1-3, отличающийся тем, что зернистый материал плакируют алюмоборфосфатным концентратом в количестве 3-5% от массы зернистого материала.
Список используемой литературы
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/lite-v-keramicheskie-formyi/
1. Б. Н. Зотов, «Художественное литье» М.: Машиностроение, 1982.
2. Рожнов С.П. — канд. техн. наук, генеральный директор ООО «Спецлипех», Москва., . Андерсон В.А.- канд. техн. наук, зав. отделом технологий литья ОАО «КАМЕТ», г. Киев., . Журнал «ЛИТЕЙНОЕ ПРОИЗВОДСТВО ЕТЛ» №9/2010
. Журнал «ЛИТЕЙНОЕ ПРОИЗВОДСТВО ЕТЛ» №5/2010 B.B. Турищев, A.C. Леднёв (ООО «Промодель», г. Воронеж), В. Морозов (ОАО «Тушинский машиностроительный завод»).
. Патент №2302311 B22C9/04 (2006.01) авторы: Дубровин Виталий Константинович, Знаменский Леонид Геннадьевич.