
Электрическая сварка – великое русское изобретение.
В 1802 году В.В. Петров впервые в мире открыл явление электрической дуги и указал на возможность использования тепловой энергии дуги в расплавлении металлов. Он первый построил самую большую для того времени батарею, при помощи которой и проводил свои опыты. Эти замечательные опыты с электрической дугой В.В. Петров опубликовал в 1803 году. В ней указывается на возможность применения электрической дуги.
Первый в мире электродуговую сварку осуществил русский инженер Николай Николаевич Бенардос (1842–1904 гг.).
Работы над созданием крупных аккумуляторных батарей привели его в 1882 году к изобретению способа электрической дуговой сварки металлов в России и ряде других стран.
Дальнейшее развитее сварки нашло применение в работах Н.Г. Славянова (1854–1897 гг.).
С именем Славянова связано развитие металлургических основ электрической сварки и создание метода сварки металлическим электродом. Ему также принадлежит заслуга создания автоматического регулятора длины дуги и первого сварочного генератора.
Н.Г. Славянов на Пермских пушечных заводах, начальником которых он являлся, организовал значительный по тем временам электросварочный цех и выполнявший большое количество сварочных работ с искусством заслуживающий внимание и в настоящее время. С 1891 по 1894 года лично С.Г. Славяновым и под его руководством выполнено ремонтно-сварочных робот на 1631 изделий с общим весом 250 тонн и израсходовано при этом 11 тонн электродов.
Н.Г. Славянов являлся инженером-металлургом, глубоко понимал физико-химическую сущность процессов, происходящих при сварке и разработал ряд флюсов и шлаков, позволяющих получить высококачественный, наплавленный метал.
Развитие сварки можно разделить на три этапа:
первый этап с 1924 по 1935 год. Сварочный процесс в то время осуществлялся вручную, электродами без покрытия или с тонким изолирующим покрытием электродов.
Второй этап с 1935 по 1940 год. В эти годы сварка широко внедрялась во всех отраслях промышленности на базе применения электродов со специальным покрытием.
Третий этап с 1940 года. Этот этап характеризуется максимальным внедрением механизации в сварочный процесс на базе разработанного в 1940 году под руководством Е.О. Патонова современного способа автоматической сварки под слоем флюса.
Большие заслуги в деле развития и совершенствования теории и практики сварочного производства имеют коллективы Института им. Е.О. Патона АНУССР, ЦНИИТМаш, ЛПИ им. Калинина, МВТУ им. Баумана, отраслевых ЦНИИ, завод «Электрик», Кировского, Уралмаш и др.
Типы приборов для сварки электрическим током
... выпрямителей. Для получения нужной характеристики эти устройства часто оснащают дополнительным дросселем. Дуга в таких аппаратах очень стабильная, не прерывающаяся. Это позволяет производить качественную сварку, ... шов ровный. Электрическая дуга Наиболее часто для нагрева применяют электрическую дугу, расплавляющую материалы, а сварочный шов заполняют присадкой (металлом электрода или проволоки). ...
Применение сварки даёт не только экономию металла (на 20–25%), но и экономию времени и рабочей силы.
Разработаны и применяются в некоторых отраслях промышленности новые методы сварки: сварка давлением, трением, ультразвуком, токами высокой частоты, плазменной дугой, сварка электронным лучом в вакууме, диффузионная сварка в вакууме, взрывом, сварка под водой лучом лазера. В ближайшие годы можно достичь серьезных дальнейших успехов в развитие и в промышленном применении новых видов сварки. Произошли достижения в области механизации и автоматизации сварочных процессов, которые позволили поднять на высокий технический уровень изготовление котлов, труб и трубопроводов, морских и речных судов, нефтеаппаратуры, прокатных станков, мощных прессов и насосов и других машин и механизмов.
1. Основная часть
1.1 Классификация стали
Сталью называется сплав железа с углеродом, где содержание углерода до 2%.
Стали подразделяются на углеродистые и легированные. По назначению различают, стали конструкционные с содержанием углерода в сотых долях и инструментальные с содержанием углерода в десятых долях процентах.
Основным элементом в углеродистых и конструкционных сталях является углерод, который определяет механические свойства сталей этой группы. Углеродистые стали выплавляют обыкновенного качества и качественные.
Стали, углеродистые обыкновенного качества подразделяются на три группы:
Группа А – по механическим свойствам
Группа Б – по химическому составу
Группа В-по механическим свойствам и химическому составу.
Изготавливают, стали следующих марок:
- Группа А – Ст 0, Ст 1, Ст2, Ст3, Ст4, Ст5, Ст6;
Группа Б – БСт 0, БСт 1, БСт 2, БСт 3, БСт 4, БСт 5, БСт 6
Группа В-ВСт 0, ВСт 1, ВСт 2, ВСт 3, ВСт 4, ВСт 5.
По степени раскисления сталь обыкновенного качества имеет следующее обозначение КП – кипящая ПС – полуспокойная СП – спокойная.
Кипящей стали, не обладают повышенной хладноломкостью, поэтому они не пригодны для изготовления ответственных сварных деталей и конструкций, работающих при низких температурах.
Полуспокойные стали в меньшей степени склонны к трещинообразованию при сварке, чем кипящие.
Хорошо свариваются, спокойные стали, они имеют однородную структуру и могут применяться для изготовления ответственных сварных конструкций. Углеродистые стали делятся в свою очередь на низкоуглеродистые, среднеуглеродистые и высокоуглеродистые стали.
Низкоуглеродистые стали содержат углерода до 0,20%, свариваются хорошо, и не требуют, по той либо особой технологии.
Среднеуглеродистые стали с содержанием углерода до 0,45%, свариваются несколько хуже. При сварке этих сталей в участках, принадлежащих к сварному шву, образуются закалочные зоны, в которых могут возникать трещины.
Высокоуглеродистые стали с содержанием углерода более 0,45%, обладают плохой свариваемостью, и требуют при сварке ряда технологических ограничений.
Легированной сталью называется такая сталь, в составе которой имеются в определённых количествах специальные легирующие элементы до 65%, введенные с целью придания стали особых механических и физико-химических свойств.
Технологический процесс сборки-сварки изделия «Цистерна»
... образования этих дефектов достигается: 1) Ограничением (особенно при сварке аустенитных сталей) в основном и наплавленном металлах содержания вредных (серы, фосфора) и ликвирующих (свинца, олова, висмута) ... труд рабочего. Целью курсового проекта является разработка технологического процесса сборки-сварки изделия «Цистерна». Конструкция представляет цистерну . Цист е рна (от лат. cisterna -- водоём, ...
Все легированные стали, по своему назначению могут быть подразделены на следующие группы: низколегированные стали – с содержанием легирующих элементов до 2,5%, эти стали, производятся, для получения стали высокими механическими свойствами, работающих при нормальной температуре. В качестве легирующих элементов в них содержится недефицитные материалы, как например: марганец, кремний, хром.
Среднелегированные стали – содержание легирующих элементов в этих сталях от 0,25% до 10%. Эти стали применяются для специальных механических конструкций. Эта группа сталей отличается повышенным содержанием углерода от 0,2% до 0,5% и легирующими элементами, вызывающими глубокую прокаливаемость.
Эти стали приобретают повышенные механические свойства только после соответствующей термической обработки.
Высоколегированные стали – содержание легирующих специальных элементов в этих сталях от 10% до 65%. Эти стали, обладающие особыми физико-химическими (нержавеющие и жаропрочные) эти стали свариваются плохо.
Маркировка всех легированных конструкционных сталей однотипна, первые две цифры обозначают содержание углерода в сотых долях, буквы являются условным обозначением легирующих элементов, цифра после буквы обозначает содержание легирующих элементов в процентах, причём содержание, равно одному проценту и меньше не ставится. Буква «А» в конце марки показывает, что сталь высококачественная и имеет пониженное содержание серы и фосфора. Для отдельных легирующих элементов приняты следующие буквенные обозначения: Н – никель, Х – хром, В-вольфрам, Ф – вонадий, К – коболь, С – кремний, М – молибден, Г – марганец, Д – медь, Т – титан, Ю – алюминий.
Коробчатая конструкция изготовлена из стали Ст 3, она имеет следующий химический состав:
Fe – до 99%
C – 0,05 – 1,7%
Si – 0,15 – 0,35%
Mn – 0,3 – 0,8%
S – до 0,06%
P – до 0,07%
И относится по классификации стали к низкоуглеродистой, т. к. содержание углерода в ней до 0,25%.
1.2 Определение свариваемости стали
Свариваемость стали.
Под свариваемостью понимается свойства металла или свойства металла образовывать установленной технологии сварки соединения, отвечающие требованиям, обусловленным конструкцией и эксплуатацией изделия.
При определении понятия свариваемости необходимо различать
физическую, технологическую и эксплуатационную свариваемость.
Физическая или металлургическая свариваемость определяется процессами, происходящими на границе соприкасания свариваемых деталей при различных физико-химических методах соединения металлов.
На границе соприкасания соединяемых деталей должны произойти физико-химические процессы (рекристаллизация, химическое соединение и т.д.), в результате которых образуется прочное неразъёмное соединение – сварка.
Под технологической свариваемостью понимается возможность получения сварного соединения определённым способом сварки. Основными показателями технологической свариваемости является стойкость расплавленного металла при сварке против образования горячих трещин и изменения в металле под действием термического цикла сварки. Технологическая свариваемость устанавливает оптимальные режимы сварки, способы сварки, технологическую последовательность выполнения работ, обеспечивающие получение требоваемого сварного соединения.
Данные эксплуатационной свариваемости определяют конкретной области и условия допустимого применения материалов, сварных конструкциях и сварных изделиях.
На свариваемость металлов и сплавов оказывают влияние химические элементы, входящие в их состав.
Свариваемость стали изменяется в зависимости от содержания в ней углерода и легирующих элементов.
По свариваемости стали делятся на четыре группы:
Первая группа – хорошо сваривающиеся стали, у которых Сэкв не более 0,25%. Эти стали, при обычных способах сварки не дают трещин, сварка таких сталей выполняется без предварительного и сопутствующего подогрева, без последующей термической обработки.
Вторая группа – удовлетворительно сваривающиеся стали, у которых
Сэкв в пределах от 0,25% до 0,35%, такие стали допускают сварку без появления трещин только в нормальных производственных условиях, когда температура окружающей среды выше ноля градусов и отсутствует ветер и т.д.
В условиях, отличающихся от нормальных предварительным подогревом или с предварительной и последующей термообработкой.
Третья группа – С ограниченной свариваемостью, где С экв в пределах от 0,35% до 0,45%. К этой группе относятся стали, которые в обычных условиях сварки склоны к образованию трещин. Сварка таких сталей производится по специальной технологии, регламентирующей режимы предварительной термообработки и тепловой обработки после сварки.
Четвёртая группа – с плохой свариваемостью, где С экв более 0,45%. Стали, входящие в эту группу, наиболее трудно поддаётся сварке, склонны к образованию трещин. Сварка их выполняется с обязательной предварительной термообработкой перед сваркой, подогревом в процессе сварки и последующей термообработкой. Температура подогрева для низколегированных сталей четвёртой группы в зависимости от величины, для предупреждения образования трещин сварки сталь этой группы выполняется с С экв принимается следующее:
|
Эквивалент углерода (С экв) в% |
0,58 |
0,60 |
0,62 |
0,74 |
0,85 |
|
Темп. подогрева ( 0 С) (по Цельсию) |
100 |
125 |
150 |
175 |
200 |
1.3 Требования к источникам питания дуги
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/poluavtomaticheskaya-svarka-2/
Важное условие получения сварного шва высокого качества является устойчивость процесса сварки. Для этого источники питания дуги должны обеспечить возбуждение и стабильное горение дуги. Для этого необходимо чтобы источники питания дуги удовлетворяли следующим требованиям:
1. Напряжение холостого хода Uxx = 90 вольт для постоянного тока. Напряжение холостого хода равен 80 вольт для переменного тока – это необходимо для лёгкого возбуждения дуги и недолжно превышать норму безопасности.
2. Напряжение устойчивого горения дуги (рабочее напряжение) должно быстро устанавливаться и изменяться в зависимости от длинны дуги. С увеличением длинны дуги, напряжение возрастает. С уменьшением длины дуги напряжение убывает.
3. Ток короткого замыкания не должен превышать сварочный ток более чем на 40 – 50%, при этом выдерживать продолжительные короткие замыкания сварочной цепи.
4. мощность источника питания должна быть достатачной для выполнения сварочных работ.
1.4 Внешняя вольт–амперная характеристика источников питания дуги
Внешняя вольт – амперная характеристика источника питания дуги.
Внешней характеристикой источника питания называется зависимости напряжения на его выводах от силы сварочного тока в электрической цепи. Различные источники питания дуги в зависимости от их конструкций и назначения могут иметь сведущие вольт – амперную характеристики: падающая, пологопаюдащая, жесткая, и возрастающая.
Источники тока выбирают зависимости от вольт – амперной характеристика дуги соответствующим принятому способу сварки. Источники сварочного тока с падающим (1,2) характеристиками необходимы для облегчения зажигания дуги засчет повышенного напряжения холостого хода Ихх и для облегчения устойчивого горения дуги колебаниях ее длины.
1.5. Подбор сварочного оборудования и источника питания дуги
Полуавтомат А – 547У для сварки в газе: представляет собой пульт управления, горелки, шланга для подачи проволоки, чемодана с подающим механизмом и катушки для проволоки, сварочного провода, кнопки «Пуск» для подачи напряжения от источника питания для дуги и двигателя полуавтомата.
Сварочный выпрямитель ВДГ – 301: представляет собой понижающий трехфазной трансформатор с подвижной обмоткой, блока вентилей и устройства, регулирующего сварочный ток.
Назначение источника питания дуги
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/poluavtomaticheskaya-svarka-2/
Сварочный выпрямитель типа ВДГ – 301 Предназначены для питания дуги при полуавтоматической сварке плавящимися электродами в среде углекислого или инертного газа.
Полуавтомат А – 547У позволяет сваривать сталь 0,8 мм и выше, им выполняются угловые швы катетами1 – 7 мм в различных положениях шва.
Устройство выпрямителя ВДГ – 301и полуавтомата А – 547 У.
Он состоит из понижающего трехфазного трансформатора с подвижной обмоткой, блока вентилей и устройства, регулирующего сварочный ток. Трансформатор выпрямителя имеет два диапазона регулирования сварочного тока: малых токов – при включении обмоток трансформатора звездой и больших токов – при включении треугольников. Он состоит из легкого чемодана с подающим механизмом и катушкой для проволоки и пульта управления, смонтированного вместе с источником питания.
Автоматическая подача проволоки с катушки осуществляется подающим механизмом, состоящим из электродвигателя переменного или постоянного тока, коробки скоростей ведущего и прижимного ролика. Проволока подается роликами с постоянной заданной скоростью через внутренний канал гибкого шланга, держатель и наконечник.
Одной из основных частей полуавтомата является шланг, состоящий из проволочной спирали с оплеткой и резиновой оболочкой, по внутреннему каналу которой проходит электродная проволока.
Полуавтомат А – 547У снабжается легкой горелкой (массой 120г) для сварочной проволоки диаметром 0,8–1,0 мм, со шлангом длиной 1,2 м и тяжелой горелкой – для проволоки 1,2 – 1,4 мм. Газ подводится по отдельной трубке, присоединенной к штуцера.
Принцип действия или работы
Сварочный выпрямитель типа ВДГ – 301 предназначен для питания дуги полуавтоматической сварки плавящимся электродом в среде углекислого или инертного газа.
Подача проволоки плавно регулируется изменением скорости электродвигателя постоянного тока и сменой подающих роликов. Особенностью полуавтомата является питание электродвигателя и других цепей управления от источника питания постоянного тока. Перед началом сварки выключателем / включателем (ВК ) производится подключение всей цепи полуавтомата. После нажатия кнопки «Пуск», расположенной на щитке сварщика, замыкается цепь катушки силового контактора, срабатывает контактор и на горелку подается сварочное напряжение источника питания; одновременно включается двигатель механизма подачи проволоки, который начинает подавать ее в зону сварки.
Процесс сварки продолжается до тех пор, пока замкнута кнопка «Пуск». При отпускании кнопки процесс сварки прекращается.
Технические данные ВДГ – 301
| Номинальный сварочный ток при ПР=60%, А |
300 |
| Пределы регулировки тока, А | 40–300 |
|
Напряжение, В номинальной рабочее питающей сети |
30 380 |
| Потребляемая мощность, кВ*А | 15 |
|
Размеры, мм высота ширина глубина |
960 775 700 |
|
Масса, кг |
210 |
| Изготовитель | СЭМЗ |
Технические данные сварочных полуавтоматов
| Сварочный полуавтомат |
Номинальный Сварочный ток при ПВ=60%.А |
Способ защиты дуги |
Диаметр электродной проволоки, мм |
Скорость подачи электродной проволоки, м/ч |
Длина шланга, м |
Масса Подающего устройства, кг |
|
А-547У А-765 А-825М А-1230М |
315 500 315 315 |
Г О Г Г |
0,8 – 1,4 2 – 3,5 0,8 – 1,4 0,8 – 1,4 |
160–640 72–720 140–650 145–680 |
1,5; 2,5 3 1,5; 2,5 1,5; 2,5 |
6,25 20 11 10 |
1.6 Обслуживание источников питания дуги
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/poluavtomaticheskaya-svarka-2/
Обслуживание электросварочного оборудования, в том числе и источников питания дуги, входит в обязанности главного сварщика или главного энергетика или другого ответственного и назначенного приказом по предприятию. Он организует монтаж оборудования, обучение обслуживающего персонала (электромонтеров по сварочному оборудованию, наладчиков и др.), наблюдение за правильностью эксплуатации и ремонта оборудования. Подключение и отключение от сети, заземления и техническое обслуживание с ремонтом источников питания производятся обученными электромонтерами, допущенными к этим работам.
На предприятиях, где нет специально закрепленных к сварочным постам электромонтеров, сварщикам разрешается подключать и отключать сварочные провода, продувать сжатым воздухом сварочные преобразователи и трансформаторы, чистить коллекторы, закреплять контакты сварочной цепи.
Основные обязанности сварщика по обслуживанию источника питания:
1. Перед включением источника питания очистить его от пыли и грязи, проверить надежность изоляции сварочных проводов и их присоединения, а также оградить место сварки щитами, ширмами или брезентовыми занавесями. При обнаружении дефектов в источнике и в сварочных проводах сообщить об этом мастеру, наладчику или электромонтеру для их устранения. Рекомендуется иметь журнал для регистрации неисправностей и их устранений.
2. Убедиться в наличии заземления.
3. Обеспечить защиту оборудования от атмосферных осадков.
4. Включить источник питания магнитным пускателем или рубильником.
5. Во время сварки работать в брезентовых рукавицах и брезентовом костюме. В сырую погоду или в сыром помещении пользоваться резиновыми ковриками.
1.7 Подготовка металла под сварку, Оборудование для очистки, Оборудование для правки.
винтовые, гидравлические колонные, гидравлические с передвижным порталом, гидравлические и кривошипные горизонтальные, гидравлические и кривошипные одностоечные.
Оборудование для разметки, Оборудование для резки.
1.8 Технология сборки и контроль
Сборку деталей под полуавтоматическую сварку выполняют более тщательно, чем под ручную. Особое внимание следует уделять равномерности зазора по всей протяженности шва, так как в местах с повышенным зазором швы получаются вогнутыми, а в местах с небольшими зазорами кроме непроваров получается слишком большая, выпуклость шва.
Сборку коробчатой конструкции производят на ровной плоскости.
Ее можно производить полуавтоматической сваркой, сварочной проволоки d = 1 мм, марка проволоки Св – 08ГС, сила сварочного тока Iсв = 75 – 120 А.
Сборку 1 узла производим в нижнем положении в горизонтальной плоскости.
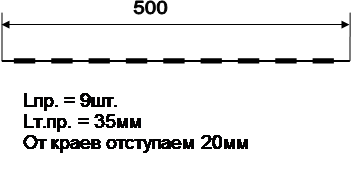
Производим прихватки на размер 500 мм, от краев на расстояние 20 мм, длина прихваток (Lпр.) равна 10 мм расстояние между прихватками (Lт.пр.) примерно 35 мм, количество прихваток 9 шт. Проверяем углы на 90 о и размер узла.
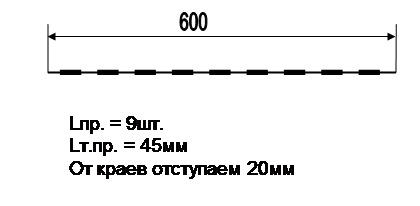
Сборку 2 узла производим аналогичную сборку на размер 500 мм, как у 2 узла на размер, от краев отступаем по 20 мм, длина прихваток 10 мм расстояние между прихватками 45 мм, количество прихваток 9 шт.
Сборку 3 узла производим аналогично размером стенки 500 мм как 1 узел размером стенки 600 мм как 2 узел.
Сборку 4 узел (готовое изделие) производится аналогично размер стенки 500 мм как у 1 узла, и 2-х стенок размерами 600 мм 2 узла.
Контроль всех узлов осуществляем следующие образом: проверяем размер, проверяем узлы на 90 о , сверяем диагонали. После контроле сборки можно приступать к сварке.
1.9 Технология сварки и контроль
К основным факторам (параметрам) режимов сварки в защитных газах относится: диаметр электродной проволоки; марка проволоки; сила сварочного тока; напряжение дуги; скорость подачи электродной проволоки; скорость сварки; вылет электрода; расход защитного газа; наклон электрода вдоль оси шва; род тока и полярность. Кратко рассмотрим влияние отдельных факторов (параметров) режима на форму и размеры шва, а также его качество.
Диаметр электродной проволоки, Марка электродной проволоки.
В среде инертных защитных газов обычно сваривают легированные и высоколегированные стали. В этом случае электродные проволоки выбирается примерно того же состава, что и свариваемый металл. Так, при сварке в аргоне хромоникелевой стали 12Х18Н9Т применяют электродную проволоку Св – 06Х19Н9Т. при неправильном выборе марки электродной проволоки возможно образование пор в шве.
Сила сварочного тока., Напряжение дуги., Скорость подачи электродной проволоки
Скорость сварки. С увеличением скорости сварки уменьшается все
геометрические размеры шва. Она устанавливается в зависимости от толщины свариваемого металла и с учетом обеспечения хорошего формирования шва. Сварку металла большой толщины лучше выполнять более узкими валиками на большей скорости. При слишком большой скорости сварки конец электрода может выйти из зоны защиты и окислиться на воздухе. Медленная скорость сварки вызывает чрезмерное увеличение сварочной ванны и повышает вероятность образования пор в металле шва.
Вылет электрода., Расход защитного газа, Наклон электрода вдоль шва
Сварку углом вперед рекомендуется применять при небольших толщинах
металла, когда существует опасность сквозных прожогов. При сварке углом назад улучшается видимость зоны сварки, повышается глубина провара и наплавленный металл повышается глубина провара и наплавленный металл получается более плотным.
| Диаметр электродной проволоки, мм | 0,5 – 0,8 | 1 – 1,4 | 1,6 – 2 | 2,5 – 3 |
| Вылет электрода, мм | 7 – 10 | 8 – 15 | 15 – 25 | 18 – 20 |
| Расстояние от сопла горения до поверхности свариваемого металла, мм |
7 – 10 |
8 – 14 |
15 – 20 |
18 – 22 |
| Расход углекислого газа, дм 3 / мин |
5 – 8 |
8 – 16 |
15 – 20 |
20 – 30 |
Род тока и полярность., Угловые швы
Торец электрода направляют в угол соединения или смещают от него на расстояние до 1 мм по горизонтальному листу. В процессе сварки горелка перемещают возвратно – поступательно по оси шва без поперечных колебаний. Желательно вести сварку на спуск с наклоном изделия на 6 – 10 о . Это улучшает формирование шва, позволяет повышать скорость сварки и уменьшать разбрызгивание металла. Основной трудностью при выполнение угловых швов наклонным электродом является растекание жидкого металла по горизонтальной плоскости, что может привести к подрезам и непроварам. Во избежание этого за один проход обычно формируют угловые швы катетом не более 8 мм. При выполнении угловых швов в лодочку особых трудностей не возникает.
Основные типы, конструктивные элементы и размеры швов
Механизированная сварка в защитных газах может производиться во всех пространственных положениях шва, из которых наиболее удобным является нижнее. Колебательные движения поперек шва сообщают электроду в зависимости от требуемой ширины шва, толщины свариваемого металла и формы подготовленных кромок.
Сварку производим в той же последовательности, что и сборку для уменьшения деформаций и напряжений при сварке. Источник тока ВДГ – 301, марка проволоки СВ – 08ГС, d эл = 1,2 мм.
В таблице приведены примерные режимы полуавтоматической сварки в среде углекислого газа (СО 2 ).
Режимы сварки угловых швов углеродистых и низколегированных сталей в среде углекислого газа
|
Толщина металла, мм |
Диаметр проволоки, мм |
Катет шва, мм |
Число слоев |
Ток, А |
Напряжение, В |
Скорость сварки, м/ч |
Расход газа, л/мин. |
|
1,0 |
0,5 0,6 0,8 |
1,0 1,2–2,0 1,2–2,0 |
1 1 1 |
60 60 50 |
18 18 18–19 |
18–20 18–20 16–18 |
5–6 5–6 6–8 |
| 1,5 – 2,0 |
0,8 0,8 |
1,5–3,0 2,0–3,0 |
1 1 |
75 110 |
18–20 19–20 |
16–18 16–18 |
6–8 6–8 |
| 1,5 – 3,0 |
1,0 1,2 |
1,5–4 2,0–6,0 |
1 1 |
75–120 90–130 |
18–19 19–21 |
14–18 14–16 |
8–10 8–10 |
|
3,0 -4,0 |
1,2 1,6 1,6 2,0 |
3,0–4,0 3,0–4,0 5,0–6,0 7,0–9,0 |
1 1 1 1–2 |
120–150 150–180 260–280 300–350 |
20–22 27–29 27–29 30–32 |
16–18 20–22 20–25 25–30 |
12–16 12–16 16–17 17–18 |
|
5 и более |
2,0 2,0 2,0 2,5 |
11,0–14,0 13,0–16,0 22,0–24,0 7–8 |
3 4–5 9 1 |
300–350 300–350 300–350 300–350 |
30–32 30–32 30–32 30–32 |
25–30 25–30 25–30 25–30 |
17–18 17–18 17–18 17–18 |
1.10 Дефекты и способы их устранения
Сварные швы по прочности почти не уступают основному металлу. Однако по целому ряду причин в сварных швах встречаются дефекты, ухудшающие механические свойства, герметичность и портящие внешний вид сварных швов и соединений.
Дефекты сварных швов можно разделить на следующие группы: наружные, внутренние и дефекты подготовки и сборки изделий под сварку.
Первой причиной снижения качества сварных швов и конструкций в целом являются дефекты подготовки и сборки изделий под сварку.
Характерные дефекты заготовок и сборки изделий под сварку плавлением:
- а) неправильный угол скоса кромок в стыковых швах с У-, Х- и К-образной разделкой кромок;
- б) непостоянство угла скоса кромок в стыковых и угловых швах по длине свариваемых элементов;
- в) слишком большое или малое притупление по длине соединяемых кромок;
- г) слишком большой зазор между кромками для данной толщины металла;
- д) непостоянство зазора между кромками по длине соединяемых элементов;
- е) несовпадение стыкуемых плоскостей кромок (смещение кромок).
Причинами появления указанных дефектов могут быть неисправности станков, на которых обрабатывали заготовки и приспособления для сборки; низкая квалификация резчика; недоброкачественность материала, ошибки в чертежах и низкая квалификация сборщиков.
Наружные дефекты
К ним относятся неравномерность размеров и формы сварного шва, подрезы, незаплавленные кратеры, трещины, поры, наплывы, прожоги.
Неравномерность размеров и формы сварного шва
Причины указанных дефектов следующие: неравномерное передвижение электрода, неправильная подгонка кромок, несоблюдение режима сварки, низкая квалификация сварщика. Устраняют дефекты дополнительным наложением швов или вырубкой с последующей заваркой.
Подрезы представляют собой углубление (канавки) в основном металле, идущие по краям шва. Подрезы получаются при сварке на повышенном токе, а также от неправильного угла наклона электрода, горелки. Они уменьшают рабочую толщину металла, вызывают концентрацию напряжений и могут быть причиной разрушения швов. Подрезы устраняют заваркой с предварительной расчисткой завариваемого места.
Незаплавленные кратеры.
Трещины – наиболее опасный вид брака, ведущий к разрушению сварного соединения. Они бывают продольные и поперечные. Продольные трещины в большинстве случаев располагаются около шва, в зоне термического влияния.
Причины образования трещин – закалка и изменение структуры основного металла в зоне термического влияния. Чем выше в свариваемом изделии содержание углерода и легирующих элементов, тем больше возможность образования трещин. Приводят к ним и неравномерный нагрев и охлаждение, усадка металла шва, неправильный выбор способа сварки, сварка при низкой температуре, разница химического и электродного
составов основного металла, повышенное содержание фосфора и серы в стали; наличие дефектов сварки (поры, шлаковые включения, непровары, подрезы); сосредоточение нескольких швов на небольшом участке сварного соединения (конструктивный недостаток).
Меры борьбы с трещинообразованием:
- а) применение электродов, дающих пластичный металл шва;
- б) сборка в приспособлениях;
- в) обратноступенчатый метод сварки (при сварке многослойных швов применять метод сварки «горкой» или «каскадный»);
- г) применение прерывистых швов вместо сплошных;
- д) предварительный подогрев до 200–300 °С;
- е) низкотемпературный отжиг.
При исправлении трещин концы их засверливают, дефект вырубают, разделывают как кромки стыкового шва и заваривают.
Поры образуются вследствие перенасыщения ванны расплавленного металла газами, которые при охлаждении металла шва не успевают выделиться в шлак и атмосферу. Причины появления пор: загрязненность свариваемых кромок, ржавчина, влага на свариваемых кромках, влажность обмазки электродов и флюса, большая длина дуги, неправильная регулировка пламени и чрезмерное остывание сварочной ванны в результате неправильной техники сварки, загрязненная присадочная проволока. Поры нарушают плотность и прочность швов. В шве поры могут располагаться группами, равномерно по всей длине или в виде цепочки. Устраняют поры вырубкой с последующей заваркой.
Наплывы или натеки образуются в результате стекания расплавленного электродного металла на основной металл. Наплывы могут быть местными или по всей длине шва.
Причиной их образования являются нарушения в режиме сварки, чрезмерная сила тока и большая скорость сварки шва. В местах наплывов часто бывает непровар. Наплывы удаляют механическим путем или газовым резаком. Места среза по необходимости проваривают вновь.
Прожоги образуются при сварке металла небольшой толщины и при заварке первого слоя в многослойных швах. Причины: очень большая сила тока и недостаточная скорость перемещения электрода, большой зазор, малая величина притупления, тонкий основной металл. Места прожогов вырубают и заваривают вновь.
Внутренние дефекты
К ним относятся непровары, внутренние трещины, поры, шлаковые включения, перегрев, прожог.
Непровар – недостаточное сплавление или отсутствие сплавления кромок основного металла с металлом шва или между швами. Уменьшая рабочее сечение шва и вызывая концентрацию напряжений в нем, непровар является очень опасным дефектом. Причинами непровара могут быть:
- а) неправильная разделка кромок (малый угол скоса и большое притупление кромок, недостаточный или совсем отсутствует зазор между свариваемыми кромками);
- б) значительная загрязненность кромок окислами;
- в) недостаточная мощность горелки, малая сила сварочного тока и быстрое движение электрода;
- г) большая длина сварочной дуги;
- д) смещение и перекосы свариваемых элементов;
- е) малая величина зазора и большой диаметр электрода для данной разделки шва;
- ж) затекание шлака в зазоры между свариваемыми кромками;
- з) магнитное дутье;
- и) неполное удаление шлака с отдельных валиков при наложении многослойной сварки;
- к) низкая квалификация сварщика и др.
Непровар устраняется вырубкой и последующей заваркой шва. Причины возникновения внутренних трещин и пор в металле шва такие же, как и при наружных дефектах.
Шлаковые включения
Перегрев – образование хрупкой крупнокристаллической структуры в зоне термического влияния шва или наплавленного металла, которая вызывает снижение механических свойств и пластичности сварного соединения. Перегрев металла происходит при его длительном нагреве на малой скорости сварки и относительно большой мощности газовой горелки, а также применения горючего с низкой температурой пламени, что замедляет процесс сварки. Последствия перегрева можно исправить только соответствующей термообработкой (отжиг или нормализация) сварного соединения или изделия в целом.
Пережог характеризуется окисленной поверхностью шва. Шов при этом приобретает серый оттенок, рыхлое строение и пониженные механические свойства. Пережженные участки шва следует полностью вырубать до здорового металла и вновь заварить.
При электродуговой сварке этот дефект встречается очень редко, чаще – при газовой сварке.
Деформации, предупреждения и способы их устранения.
Деформацией называется изменение формы и размеров твердого тела под действием какого-либо усилия. Размеры деформации определяются величиной приложенного усилия. Чем больше усилие, тем больше деформация. О величине усилия судят по напряжению. Напряжением называется внутренняя сила, приходящаяся на единицу площади поперечного сечения тела. Следовательно, между напряжением и деформацией существует неразрывная связь.
Внутренние напряжения возникают только в том случае, когда свободному расширению и сокращению детали (узлу) что-либо препятствует. Таким препятствием при сварке являются соседние холодные участки металла вследствие неравномерного его нагрева. Основные причины возникновения напряжений и деформаций при сварке: неравномерный нагрев основного металла, литейная усадка и структурные изменения металла.
Неравномерный нагрев металла., Усадка наплавленного металла
Продольная усадка вызывает сокращение длины листов при сварке продольных швов. Поперечная усадка приводит к короблению листов в сторону большего объема наплавленного металла. Величина деформации зависит от величины зоны нагрева. Вот почему газовая сварка дает большую деформацию, чем ручная дуговая металлическим электродом.
Размеры и положение швов также влияют на величину деформации. Наибольшие деформации вызывают длинные швы, расположенные несимметрично относительно сечения свариваемого профиля. Чем больше швов на узле, тем больше деформация при сварке.
Структурные изменения наплавленного металла., Мероприятия по уменьшению напряжений и деформаций при сварке.
1. изменение запроектированных размеров свариваемых деталей и узлов;
2. искажение и изменение формы отдельных сварных узлов и конструкций;
3. появление трещин и разрывов в процессе изготовления сварных конструкций;
4. разрушение сварных конструкций в процессе эксплуатации, особенно при пониженных температурах.
Мероприятия для уменьшения напряжений по сварке можно разделить на конструктивные и технологические.
Для осуществления конструктивных мероприятий необходимо при выборе основного металла и электродов руководствоваться тем, что основной металл не должен иметь склонности к образованию закалочных структур при остывании на воздухе; учитывать, что электроды должны давать наплавленный металл и иметь пластические свойства не ниже свойств основного металла.
Нельзя допускать скопления швов в конструкции, следует избегать их пересечений. Не допускать короткозамкнутых швов, а также ограничить применение косынок и накладок.
При расстановке ребер жесткости располагать их следует так, чтобы при сварке нагреву подвергались одни и те же места основного металла, так как это уменьшает поперечную усадку стенки, а, следовательно, и всей конструкции.
Применять необходимо преимущественно стыковые швы, которые являются менее жесткими, чем узловые.
Проектируя сложные конструкции, надо предусматривать их изготовление в виде отдельных узлов, которые после соединятся в целую конструкцию.
В сложных сварных конструкциях целесообразнее применять штампованные и литые узлы. Расположение швов не должно затруднять механизацию сварочных работ. Предусматривать сборку и сварку необходимо в приспособлениях, обеспечивающих точную сборку и правильную последовательность сварочных работ.
Технологические мероприятия.
При сварке цилиндрических резервуаров или полотнищ вначале сваривают стыки каждого пояса, а затем – пояса между собой. Сварку следует производить напроход от середины изделия к краям, но ни в коем случае не варить от краев к его середине. Нельзя ставить прихватки на пересечении швов.
Важное условие в работе – уменьшение зазоров во избежание поперечных усадок и выполнение швов больших сечений в несколько слоев с применением «горки» или «каскадного» метода.
Чем выше температура окружающей среды, тем равномернее и медленнее происходит остывание шва. Сварка на морозе, сильном ветре, сквозняке часто приводит к трещинам. Место сварки должно быть защищено от атмосферных осадков, холода и сквозняков.
Применение обратных деформаций., Обратноступенчатая сварка.
1.11 Искусственное охлаждение разогретого металла, Сварка деталей в закрепленном положении, Точность сборки., Предварительный нагрев, глубокий провар корня шва
После сварки деформированные детали правят. Применяются два вида правки – холодная и горячая.
Холодная правка, Горячая правка
Контроль качества сварной конструкции.
Основными задачами технического контроля сварочных работ является: выявление производственного брака и установление причин его возникновения; указание методов устранения и исправления брака.
Различают три вида контроля:
Предварительный.
1.12 Текущий (контроль в процессе сварки)
Проверяют внешний вид шва, его геометрию, режимы и порядок сварки, исправность сварочного оборудования и приспособлений.
Контроль готового узла.
Вид контроля выбирают в зависимости от назначения изделия и требований, предъявляемых техническим условиям или ГОСТом.
Внешний осмотр осуществляется невооружённым глазом или с помощью лупы с двадцати кратным увеличением. Этим методом выявляются все видимые дефекты сварки и подготовки кромок под сварку. Внешнему осмотру подвергаются 100% швов.
Испытание аммиаком.
Сущность этого метода заключается в том, что испытуемые швы покрываются бумажной лентой или марлей пропитанной пяти процентным раствором азотнокислой ртути или фенолфталеином. В изделие до определённого давления нагнетается воздух и одновременно подаётся некоторое количество газа аммиака. Проходя через поры аммиак, оставляет после себя чёрные или красные пятна, в зависимости от пропитки бумаги (азотнокислая ртуть – чёрные пятна, фенолфталеин – красные).
Гидравлические испытания.
Проверку смонтированных резервуаров, трубопроводов, сосудов и ёмкостей проводят двумя способами: наливом воды и гидравлическим давлением.
Наливом воды испытываются вертикальные резервуары и другие ёмкости. Для испытания резервуар до краёв наполняется водой, затем выдерживают не менее двух часов, в течение этого времени ведётся наблюдение за появлением дефекта.
Если дефект обнаружится, сливают воду до уровня дефекта, устраняют его и вновь заливают водой. Если в течение 24-х часов в сварных швах дефект не обнаружен, резервуар считается выдержавшим испытание. Мелкие дефекты в виде пор исправляют после испытания. Категорически запрещается производить во время гидравлического испытания отстукивания швов во избежание его разрушения. Гидравлическое испытание применяется при проверке плотности и прочности различных котлов, трубопроводов и сосудов, работающих под давлением. Повышенное давление в трубопроводах создаётся гидравлическими насосами. Величина давления при испытании берётся 1,25 –2 рабочего давления.
Пневматические испытания
Проводятся сжатым воздухом или газом. Этот метод значительно удобнее, чем гидравлическое испытание, но в виду опасности взрыва в строительно-монтажных организациях он почти не применяется.
Механические испытания
При механических испытаниях проверяется прочность сварных соединений.
Образцы свариваются сварщиками в тех же условиях, что изделия, или вырезаются из изделия.
Засверливание шва применяют для определения дефектов шва или кромки наиболее сомнительных мест, выявленных просвечиванием или дефектоскопией. В исследуемом месте шов насверливают сверлом, диаметр которого на три миллиметра больше ширины шва. Поверхность засверленного места пропитывают 10 – 12% раствором йодной двойной соли хлористой меди и аммония. При этом дефекты хорошо видны после испытания, засверленное место заваривают.
Исследования макро- и микроструктуры производят на специальных образцах, называемых макро- и микрошлифами. Поверхность образцов должна быть тщательно отшлифована и протравлена. Испытания проводят в лабораториях с помощью микроскопов и луп.
Контроль просвечиванием швов
Ультразвуковой контроль основан на способности высокочастотных колебаний (50000 Гц) проникать в металл. Эти колебания, проходя через металл шва, отражаются от поверхности пор, трещин и других дефектов. Отражения колебания улавливаются искателем и преобразуются в электрические импульсы, которые на специальном приборе дают сигнал о наличии дефекта в сварном шве. Данный метод только определяет место дефекта, не давая данных о его характере и размерах, а характер дефекта засверловкой.
Магнитный контроль, Метод магнитных суспензий
Магнитной суспензией называется жидкость (керосин, трансформаторное масло, воду, спирт) с взвешенными частицами магнитного порошка. Суспензия наносится на намагниченный шов кистью или окунанием. Выявление дефектов происходит так же, как и при порошковом методе. Эти два метода позволяют обнаружить трещины глубиной до восьми миллиметров и не провары до шести миллиметров.
После контроля изделия размагничивают.
Магнитографический метод основан на записи потоков рассеивания намагниченного шва, возникающих в зоне расположения дефектов с помощью ферромагнитной плёнки. Затем дефекты воспроизводятся с ленты на экране электроннолучевой трубки. Метод прост и удобен, даёт высокую производительность (5 – 6 м/мин.).
1.13 Нанесение защитных покрытий
Сталь и чугун составляющие главную часть всех технических металлов и сплавов, весьма сильно подвержены коррозии, поэтому их защита от коррозии требует особого внимания.
Производство коррозийное – стойких сплавов (например высоколегированных, хрома и хромоникелевой стали) само по себе уже является способом борьбы с коррозией, причем наиболее эффективным. Нержавеющие стали и чугун, также как и коррозийностойкие сплавы цветных металлов, – весьма ценный конструкционный материал, однако применение таких сплавов же всегда возможна по причине их высокой стойкости или по механическим соображением.
Применяются следующие способы защиты металлических изделий от коррозии:
1. Металлические покрытия.
2. Химические покрытия.
3. Электрохимическая защита.
4. Неметаллическая покрытия.
Металлические покрытия
Это защита от коррозии путем нанесения тонкого слоя металла обладающего достаточной стойкостью в данной среде, дает хорошие результаты и является весьма распростроненым. Металлические покрытия могут быть нанесены следующем способом: гальваническим, дидгузионным.
Химическая защита
Заключается в том, что на поверхность изделий искусственно создают защитные неметаллические пленки, чаще всего окисные за счет окисления поверхностного слоя металла. Процесс создания окисных пленок называют оксидированием или воронением.
При оксидировании стали изделия подвергают действию каких либо
окисление. Наиболее распространен способ погружения из в азотное – кислых солей приtоколо 140 о . Оксидирования применяют для алюминия и их сплавов. Этим способом осуществляется защита изделий работающих в атмосферных условиях (различные и инструменты и приборы).
Электрохимические защита
Разделяется на прожекторную и катодную. Протекторная защита применяется для изделий, работающих в электролизах. Сущность ее заключается в том что и поверхности подлежащей защите или в близи прикрепляют протекторы, после сделоны из металла, имеющего потенциал меньший чем потенциал защищаемого изделия. При этом образуется гальваническом пара изделия – протектор в которой оно там будет протектор, а катодом изделие. В таких условиях протектор будет постепенно разрушается защищая тем самым изделием (подводной части судов, винты и киль).
Неметаллические покрытия
Это покрытие красками, эмалями, лаками и смазкой, а также суммирование. Лакокрасочные покрытия изолируют металл от внешней среды и препятствует образованию микроэлементов на поверхности металла. Лакокрасочные покрытие применяются довольно часто. Это объяснение надежность данного способа защиты от коррозии в атмосферных условиях и простотой выполнения операций покрытия. В качестве смазок применяют различные минеральные масла и жиры. Защита смазкой производится при хранении и транспортировки металлических изделий смазки полностью обновляют.
Измерованием называют покрытия металлов резиной или эбонитом для защиты хим. аппаратуры (сосуды, трубы проводы травленые и гальванические ванны краны) от коррозийной воздействия кислотных щелочей растворов солей. Надежная защита секций забора обеспечивает эпоксидной шпатлевка (П-0010, Эмаль, ЭП-140, ЭП-711, ЭП-755) потом наносят эмаль эпоксидное пековую (ЭП-72) двумя или четырьмя слоями толщенной не менее 10 микрон и сушат при t=100 о – 120о не менее 4-х часов.
1.14 Сдача конструкции ОТК
Для того чтобы предъявить к сдаче коробчатой конструкцию отделу технического контроля (ОТК), необходимо проверить размерность согласно чертежу, размерность катета шва (см. раздел 1.10. «Дефекты и способы их устранения»).
При контроле была произведена проверка швов на герметичность. В зависимости от вида дефектов их устраняют разными способами.
После устранения дефектов конструкцию сдают контролеру ОТК.
После этого конструкция направляется в маляропогрузочный цех для нанесения защитных покрытий, для защиты конструкции от коррозии.
2. Экономическая часть
Экономичность техники и технологии сварки можно оценить себестоимости.
Себестоимость сварки плавлением можно определить из расчета на 1 килограмм наплавленного металла. Такую себестоимость называют удельной:
С уд = С1 + С2 + С3 + С4 + С5 + С6 + С7 ,
где С 1 – основной зарплата;
С 2 – дополнительная зарплата;
С 3 – отчисление на социальное страхование;
С 4 – расход на сварочные материалы;
С 5 – стоимость электроэнергии;
С 6 – амортизационные отчисления;
С 7 – расходы на ремонт оборудования.
Основная зарплата (С 1 ) рассчитывается как произведение часовой работы (Р) согласно тарифной сетки на общее время работы (Т) сварщика:
С 1 =РТ, Т= to / Kуч .
Часовая ставка сварщика зависит от его разряда.
|
Разряды (тарификация ЧТПЗ на 01.01.2006) |
1 |
2 |
3 |
4 |
5 |
|
Часовая ставка |
11,08 |
12,91 |
13,26 |
14,36 |
18,5 |
Время горения дуги на один килограмм наплавленного металла определяется по формуле:
t o = 1000/αн * Iсв
Дополнительная заработная плата (С 2 ) равна 10% от основной заработной платы. Фонд дополнительной заработной платы составляется для оплаты отпусков за выполнение государственных и общественных дел в рабочее время и др.
Примечание
t o = 7.85 FL / αн * Iсв
где F – площадь сечения шва (см 2 );
- L – длина шва (см);
7,85 – удельная плотность наплавленного металла (г/см 3 );
α н – коэффициент наплавки (г/ А*ч)
I – сварочной ток (А).
Сварочный ток (I св ) берем согласно технологии изготовления сварочной конструкции по формуле Хренова.
Для ручной дуговой сварки:
I св = (20+ 6dэл ) * dэл
Отчисления на социальное страхование (накопления пенсионного фонда) (С 3 ) составляет 61% от основной и дополнительной зарплата:
С 3 = 0,61 * (С1 + С2 )
Стоимость сварочных материалов, необходимых для плави на один килограмм металла рассчитывается по формуле:
С 4 = Спр * Кр ,
где С пр – стоимость одного килограмма покрытых электродов;
- Кр – коэффициент расхода проволоки, учитывающий потери электродного металла и массу покрытия.
Примечание:
G пэ = Gн *Kр
Коэффициент расход покрытых электродов равен у электродов марки АНО-5–1,6; АНО-6–1,7 и др.
Стоимость флюса принимаем равной 40 руб./кг, а сварочной проволоки – 140 руб./кг. Расход проволоки равен расходу флюса.
Расход покрытых электродов в штуках можно определять по среднему выходу наплавленного металла с одного электрода. Тогда количество покрытых электродов в штуках будет равно частному от деления массы наплавленного металла на коэффициент выхода наплавленного металла с одного электрода:
К= G н / Kв
Для различных марок покрытых электродов имеется соответствующий выход наплавленного металла. Например, выход наплавленного металла при выполнении швов в нижнем положении на переменном токе при максимальном значении сварочного тока согласно паспорта электродов диаметрами 3, 4, 5, 6 мм соответственно составляет 30,9; 70,7; 111,1; 160 г. для электродов марки ОЗС-3 и 15,4; 35,2; 55,3; 79,6 г для электродов марки АНО – 6.
Коэффициент расхода сварочной проволоки (К р ) для шланговой полуавтомачиской сварки в углекислом газе составляет 1,08.
Коэффициент расхода порошковой проволоки (К р ) составляет 1,2 – 1,3 в зависимости от вида поперечного сечения и диаметра проволоки, технологических условий сварки.
Норма расхода газа (дм 3 /с), при сварке и кислородной резке:
- Расход углекислого газа при полуавтомачиской сварке – 0,2 – 0,4;
- Расход кислорода при сварке – 0,4 – 0,6.
Средний расход электроэнергии (кВт * ч), на один килограмм наплавленного металла (А):
- Сварка покрытыми электродами при переменном токе – 3,5 – 4,0;
- Сварка покрытыми электродами от выпрямителя – 4,0 – 4,5;
- Сварка покрытыми электродами на постоянном токе – 6,0 – 7,0.
Стоимость электроэнергии на сварку (С 5 ) определяется по формуле:
С 5 = Сэл. *А/ Kуч,
где С эл = 3,35 (руб./кВт * ч);
- А – расход электроэнергии при сварке кВт * ч/ кг наплавленного металла;
K уч – коэффициент, учитывающий организацию труда и совершенство источника питания дуги током от потерь электроэнергии.
Его можно принимать равным от 0,5 при ручной сварке без выключения хода источника питания дуги и до 1 при автоматической сварке.
Амортизационные отчисления () составляют денежные фонд, часть средств которого расходуется на нужды капитального ремонта оборудования, а остальная часть – на финансирование капитальных вложений на оборудование. Нормы амортизационных отчислений на стоимость сварочного оборудования определяется ведомственными органами.
Амортизационные отчисления обычно составляют 34,2% стоимость оборудования и определяется по формуле:
С 6 = 0,342*Соб *Т/(Ф * Коб) ,
где С об – стоимость оборудования (руб.)
Ф – Годовой плановой фонд времени оборудования при двухсменном режиме работы 3976 (ч).
К об – коэффициент использования плавного фонда времени оборудования, учитывающий его простой по технологическим и организационным условиям (0,75 – 0,9).
Примечание:
Расход по текущему обслуживанию и ремонту оборудования (С 7 ) составляют 20% от его стоимости.
Эти расходы рассчитываются по формуле:
С 7 = 0,2*Соб *Т/(Ф * Коб)
Задание: определите удельную себестоимость сварки.
Расчет удельной себестоимости коробчатой конструкции.
С 1 – основной зарплата
С 1 =РТ, Т= to / Kуч
t o = 1000/αн * Iсв. , где αн – 12,2 (г/ а*ч) для проволоки Св – 08 ГС
I св =110 А, Kуч =1.
t o = 1000/(12,2*110)=0,75 (ч)
Т= t o / Kуч =0,75/1= 0,75 (ч)
С 1 =РТ, где Р4р = 14,36
С 1 = 14,36* 0,75 = 10,77 (руб./кг)
С 2 – дополнительная зарплата составляет 10% от основной зарплаты.
С 2 = 1,077 (руб./кг)
С 3 – социальное страхование
С 3 = 0,61 * (С1 + С2 ) = 0,61 * (10,77 + 1,077) = 7,227 (руб./кг)
С 4 – стоимость сварочные материалы.
С 4 = Спр * Кр, где Спр – стоимость одного килограмма покрытых электродов,
С пр = 140 (руб./кг), Кр = 1,08 для проволоки Св – 08 ГС.
С 4 = 140 * 1,08 = 151,2 (руб./кг)
С 5 – стоимость электроэнергии
С 5 = Сэл. *А/ Kуч, где Сэл = 3,35 (руб./кВт * ч)
А = 4 кВт * ч – для выпрямителя ВДГ – 301;
K уч =1.
С 5 = 3,35 * 4/ 1= 13,4 (руб./кг)
С 6 – амортизационные отчисления 34,2% от стоимости оборудования.
С 6 = 0,342*Соб *Т/(Ф * Коб) ,
где С об – стоимость оборудования составляет 20000руб.
Т = 0,75 (ч).
Ф = Годовой фонд времени принимаем равным 3976 (ч).
К об – коэффициент использования плавного фонда времени оборудования, учитывающий его простой по технологическим и организационным условиям, составляет 0,75
С 6 = 0,342*20000*0,75 / (3976*0,75)= 1,72 (руб./кг)
С 7 – расход по текущему обслуживания и ремонту оборудования составляют 20% от его стоимость.
С 7 = 0,2*Соб *Т/(Ф * Коб)
С 7 = 0,2*20000*0,75 / (3976*0,75)= 1 (руб./кг)
Удельная себестоимость (С уд ) складывается из семи элементов.
С уд = С1 + С2 + С3 + С4 + С5 + С6 + С7
С уд = 10,77+1,077+7,227+151,2+13,4+1,72+1= 186,4 (руб./кг)
3. Охрана труда
3.1 Техника безопасности при выполнении сварочных работ
1. К электросварочным работам допускается лица обоего пола не моложе 18 лет, прошедшие специальное обучение, имеющее удостоверение на право производства работ и получившие квалификационную группу по технике безопасности, согласно правилам Госэнергонадзора. Лица женского пола могут допускается к ручной электродуговой сварке только на открытых площадках все помещения.
2. Каждый электросварщик может быть допущен к работе только после прохождения или вводного инструктажа по технике безопасности и производственной санитарии, инструктажа на рабочем месте, который должен производиться также при каждом переходе на другую работу или при изменении условий работы.
Повторный инструктаж производится не реже одного раза в месяц. Проведение инструктажа регистрируется в специальном журнале. Знание сварщиком правил техники безопасности проверяется ежегодно.
3. Электродуговая сварка производится как переменным током, так и постоянным. Переменный ток поступает через сварочный трансформатор, а постоянный – от варочного генератора.
Специально назначенные для электросварочных работ электросварочные установки включается в электросеть при помощи пусковых устройств.
Осуществлять питание сварочной дуги непосредственно от силовой или осветительной электросети запрещается.
4. Все электросварочное оборудование должно быть в запущенном исполнении, а все вращающееся под напряжением питающей сети, должны быть надежно ограждено.
Все органы управления сварочным оборудованием должно иметь надежные фиксаторы, исключающие самопроизвольное или случайное их включение (или отключение).
Размещение сварочного оборудования, а также расположение и конструкция его узлов и механизмов должна обеспечивать безопасности и свободный доступ к нему.
5. Вследствие невыполнения правил техники безопасности при производстве электросварочных работ могут возникнуть:
- поражения электрическим током;
- поражения глаз светом сварочной дугой;
- вредное воздействие ультрафиолетовых и инфракрасных лучей;
- отравление организма вредными газами, выделяемыми при сварке металлов;
- ожог брызгами расплавленного металла.
6. Опасность поражения электрическим током возникает как при непосредственном соприкосновении с токоведущими частями установки, находящейся под напряжением, так и при соприкосновение с металлическими частями установки, случайно оказавшимся под напряжением следствие повреждения изоляции.
Электрический ток может оказывать вредное воздействие на организм человека: вызывать ожоги, поражение внутренних органов и даже смерть пострадавшего.
7. С целью предупреждения поражений рабочих электрическим током все металлические части электроустановки (корпуса электрогенераторов, сварочных трансформаторов, кожуха рубильников), которые могут оказаться под напряжением при каких-либо неисправностях, должны быть заземлены.
Для устройства заземления применяются трубы диаметром 35 – 40 мм длиной 2,5 – 3,5 м или полосовая сталь толщиной не менее 4 мм и шириной 48 мм. Сопротивление защитного заземления должно быть не более 40 м.
8. сварочная дуга является мощным источником излучения с различной волн, которые в разной степени влияют на здоровье человека и, в особенности на его зрение. Невидимые инфракрасные лучи при длительном облучение вызывает общую потери зрения. Видимые световые лучи, при которых излучение вызывает временное ослепление, а при длительном – общее ослабление зрения.
Ультрафиолетовые лучи, даже при сравнительно коротком облучении (в течение несколько минут), вызывают заболевание глаз (светобоязнь), а при длительном облучении (в течение 1–3 ч.) кроме того, вызывают ожоги тела.
9. Для предохранения глаз и кожи от вредного влияния сварочной дуги, ультрафиолетовых и инфракрасных лучей, от ожогов расплавленным металлом, электросварщик должен работать с защитным щитком, маской или шлемом со специальными светофильтрами, в брезентовом костюме и брезентовых рукавицах с крагами.
Брюки и куртка носятся только на выпуск, карманы куртки должны быть закрыты клапанами, ботинки плотно зашнурованы.
Светофильтры подбираются в зависимости от силы тока (ГОСТ 9497 – 60).
Указанные светофильтры изготовляются размером 121 х 69 мм. Для предохранения их от брызг расплавленного металла светофильтр следует прикрывать снаружи обычными бесцветными стеклами.
10. При сварке в закрытом помещении рабочие места электросварщиков должны быть отделены от смежных, рабочих мест и проходов экранами. При сварке на открытом воздухе ограждения других рабочих.
11. Для удаления вредных газах и пыли при производстве электросварочных работ внутри закрытых помещений должна устанавливается вытяжная вентиляция, обеспечивающая полную замену загрязненного воздуха чистым.
12. Рабочее место электросварщика должно быть хорошо освещено, искусственное освещение при работе в закрытых сосудах должно осуществляться переносными лампами с напряжением не более 12 В. При работе на отрытом воздухе рабочее место сварщика должно быть защищено от дождя и ветра. Для работы в сидячем или лежачем положении сварщик должен быть обеспечен специальными коврами.
13. Электросварка и резка цистерн. Баков, бочек, резервуаров и других емкостей из – под горючих и легковоспламеняющихся жидкостей, а также горючих и взрывоопасных газов без предварительной тщательной очистки, пропаривания этих емкостей и удаление газов вентилированием не допускаются. В работе должны принимать участие не менее двух человека, из которых один рабочий обязан наблюдать за сварщиком, находясь вне резервуара.
14. Все электросварочные установки, предназначенные для сварки в особо опасных условиях (внутри металлических емкостей, в колодцах, туннелях, на понтонах, в котлах, отсеках сосудов и др.), должны быть оснащены устройствами автоматического отключения напряжения холостого хода или ограничения его до напряжения 12В с выдержкой времени не более 0,5 сек.
Электросварщики должны быть обеспечены резиновыми шлемами для защиты головы, специальными диэлектрическими галошами, перчатками.
15. Выполнять сварочные работы на высоте с лесов, подмостей и люлек разрешается только после проверки этих устройств руководителем работ, а также принятия мер против загорания настилов и падения расплавленного металла на работающих или проходящих внизу людей.
3.2 Обязанности электросварщика до начала работы
1. Перед началом работ электросварщик обязан проверить заземление, изоляцию сварочных проводов и электродержателя, а также убедиться в отсутствии на рабочем месте легковоспламеняющихся веществ.
2. Надеть спецодежду (брезентовую куртку, брюки, ботинки и глухим верхом и головной убор).
При потолочной сварке цветных металлов и сплавов, содержащих цинк, медь, свинец, пользоваться респиратором с химическим фильтром.
3. Проверить исправность защитного щита или шлема, исправность светофильтра, протереть бесцветные стекла, и при необходимости заменить их новыми.
4. Привести в порядок свое рабочее место, освободив его от ненужных для работы предметов и оградив ширмами или щитками.
3.3 Обязанности электросварщика во время работы
1.Перед тем, как зажечь сварочную дугу, электросварщикобязан предупредить всех окружающих рабочих возгласом «Закройтесь».
2. Во время коротких перерывов в работе не бросать и не оставлять на рабочем месте электродержатель, находящийся под напряжением, а помещать его на особой подставке или подвеске.
3. Во избежание возникновения пожара при работе в сухом деревянном помещении, на подмостях или лесах покрывать пол или настил под местом сварки листами железа или асбестовыми картонами.
4. При одновременной работе несколько сварщиков на разных условиях под одной вертикали, наряду с обязательной защитной головы каской, должны быть предусмотрены ограждающие устройства (тенты, глухие настилы и т.п.) для защиты работающих от падающих брызгав металла, огарков и т.д., а сварщики должны пользоваться сушками для электродов и ящиками огарков.
5. Электросварщики и рабочие других профессий при электросварке под флюса должны применять флюсоотсосы или металлические скребки. Совки и щетки с прочными и удобными рукоятками и одевать предохранительные очки «Во избежание ожогов и уколов нельзя подправлять и выравнивать флюс незащищенной рукой в близи сварочной дуги».
6. При автоматической сварке вращения деталей, секций труд с помощью стационарных вращателлей должно осуществляться с соблюдением следующих условия: вращатель, состоящий из электродвигателя, индуктора, патрона и подвижных роликовых опор на тележках, перемещающихся по рельсовому пути, должен быть заземлен: все движущиеся части вращателя должны быть свободными и иметь ширину не менее 1 м.
Загромождение проходов недопускается.
7. При работе в траншеях во время сварки за хлестов и других соединений необходимо, чтобы мастер или производитель работ проверил условия безопасности (крепление траншей, временное ограждение места рабочих и т.п.).
8. Все электросварочные установки должны быть снабжены пусковыми регулирующими реостатами и измерительными приборами, обеспечивающими возможность непрерывного контроля над работой установки.
9. Электросварщику запрещается: работать без спецодежды и других защитных средств; приступать к работе при неисправной или не отвечающей установленным правилам и нормам сварочной аппаратуре; производить сварку резервуаров или трубопроводов, находящиеся под давлением газа, либо содержащих горючие жидкости; употреблять в качестве электропровода рельсы, трубы, прутковый металл и т.п.; ремонтировать сварочный агрегат и электрическое оборудование, эту работу должен выполнять только электромонтер: касаться руками нагретых листов сварки; работать в нетрезвом состоянии.
10. При сварке внутри металлических конструкций, котлов, резервуаров, электросварщик обязан подстелить. Пользоваться металлическими щитками в таких случаях запрещается, снаружи резервуаров, должен непременно находится наблюдающий, готовый в случае необходимости оказать первую помощь.
11. В случае плохого самочувствия (резь глаз, головные боли и т.п.) прекратить работу и обратиться к врачу.
3.4 Обязанности электросварщика по окончании работ
1. По окончании работы электросварщик обязан отключить сварочную аппаратуру от источника энергии, сложить провода в бухты, сложить их в специально отведенное место.
2. Привести в порядок свое рабочее место, убрать инструменты и защитные приспособления в отведенное место.
3. Сообщить мастеру (прорабу) обо всех замеченных во время работы неисправностях.
3.5 Опасности, возникающие при электросварочных работах
Во время горения сварочной дуги происходит излучение не только ярких световых, но и невидимых ультрафиолетовых и инфракрасных тепловых лучей. И если видимые световые лучи лишь ослепляют и неприятные ощущения, возникающие при этом, быстро проходят, то ультрафиолетовые лучи могут вызвать заболевание глаз – электроофталмию которая проявляется через несколько часов после поражения резью в глазах, слезотечением, спазмами век, покраснением слизистой оболочки. Заболевание это продолжается от одного до нескольких дней.
Заключение
Для рассмотрения теоретических вопросов были изучены восемь источников литературы, документация технологических процессов, технологические карты.
В практической части было выбрано оборудование для полуавтоматической сварки под флюсом: источник питания – выпрямитель ВДГ – 301 и сварочного полуавтомата А – 547У
В графической части изображена установка для сборки коробчатой конструкции угловыми швами.
В экономической части рассчитана удельная себестоимость коробчатой конструкции. Она составила 186,4 (руб./кг)
В разделе «Охрана труда» подробно рассмотрены вопросы техники безопасности при выполнении сварочных работ.
Список литературы
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/poluavtomaticheskaya-svarka-2/
1. Бельфор М.Г., Патон В.Е. Оборудование для дуговой и шлаковой сварки и наплавки. Уебн. пособие для курсов инструкторов по внедрению в народное хозяйство передовых методов сварки и наплавки. М., «Высшая школа», 1974
2. Виноградов В.С. Оборудование и технология дуговой автоматической и механизированной сварки: Учеб. для проф. учеб. заведений. – 2 – е изд., стер. – М.: Высшая школа; Изд. Центр «Академия», 1999
3. Гайнулин Р.Т. Справочник сварщика – монтажника. – Челябинск: Юж. – Урал. Кн. Изд-во, 1990
4. Николаев А.А., Герасименко А.И. Электрогазосварщик: Учеб. пособие для ПТУ. – Ростов – на – Дону, изд. «Феникс», 2002
5. Рыбаков В.М. Дуговая и газовая сварка: Учебник для ПТУ. М., Высшая школа, 1981
6. Фоминых В.П., Яковлев А.П. Ручная дуговая сварка: Учебник для сред. ПТУ. – 7 – е изд., исправ. и доп. – М.: Высшая школа, 1986
7. Шебеко Л.П. Оборудование и технология дуговой автоматической и механизированной сварки: Учеб. для сред. ПТУ. – М.: Высш. школа., 1986
8. Степанов В.В. Справочник сварщика. Изд. 3 – е.М., «Машиностроение», 1974