
Сварка — технологический процесс получения неразъемных соединений в результате возникновения атомно-молекулярных связей между соединяемыми деталями при их нагреве и пластическом деформировании.
Большая роль в развитии сварки в отечественном судостроении принадлежит профессору В.П. Вологдину (1883-1950), который первым после революции возобновил сварку по методу изобретателя Н.Г. Славянова на Дальзаводе в г. Владивостоке. Под руководством В.П. Вологдина построены первые сварные котлы, первый отечественный электросварной морской буксир. Вологдин В.П. организовал подготовку специалистов инженеров-сварщиков в Дальневосточном политехническом институте, первый выпуск которых состоялся в 1930-1931 гг.
В 1935 г. в Ленинграде был построен первый полусварной крупный морской пароход «Седов». Постройка клепаных судов для речного флота была запрещена в 1939 г. специальным приказом. К началу Великой Отечественной войны сварка почти повсеместно вытеснила клепку. По своему значению переход от постройки клепанных корпусов судов на сварные можно сравнить с переходом в середине XIX в. от деревянных судов к металлическим.
Простота конструкций сварных соединений по сравнению с клепаными, широкие возможности для автоматизации обработки заготовок, сборки и сварки обеспечили снижение трудоемкости изготовления корпусов судов.
Основными преимуществами сварных соединений являются: экономия металла; снижение трудоемкости изготовления корпусных деталей; возможность изготовления конструкций сложной формы из отдельных деталей, полученных ковкой, прокаткой, штамповкой.
Цель курсовой работы — ознакомиться с видами сварки.
Задачи курсовой работы: рассмотреть классификацию способов сварки, охарактеризовать каждый из них, а также более подробно рассмотреть виды сварки, используемые на судоремонтных предприятиях.
сварка соединение деталь судоремонтный
1. Классификация способов сварки
Для создания физического контакта между соединяемыми деталями, очистки поверхностей от посторонних веществ используются различные физико-химические процессы и технические приемы. Нагрев свариваемых деталей может осуществляться электрической дугой, газокислородным пламенем, пропусканием тока, лазером и т.д. По-разному обеспечиваются защита зоны сварки от воздействия воздуха и ее принудительная деформация. Существует более 70 технологических процессов сварки.
Основным физическим признаком сварки является вид энергии, используемой для получения сварного соединения. По физическим признакам все виды сварки делятся на три класса (таблица 1).
Технологический процесс газовой сварки стыковых соединений труб с поворотом на
... правила контроля сварных соединений трубопроводов, условия их выбраковки и ремонта. Цель письменной экзаменационной работы: изучить и описать технологический процесс газовой сварки стыковых соединений труб с поворотом ... для прочистки мундштуков и небольшой ломик для кантовки обрабатываемых изделий (деталей). Кроме того, необходим соответствующий инструмент (ключи) для крепления редукторов, открывайся ...
Таблица 1 — Классификация сварки по физическим признакам
|
Название класса |
Виды сварки |
|
Термический класс |
Ручная дуговая сварка, сварка неплавящимся электродом, сварка под флюсом, газопламенная сварка, плазменная сварка, электронно-лучевая сварка, лазерная сварка. |
|
Термомеханический класс |
Точечная сварка, стыковая сварка, рельефная сварка, диффузионная сварка, сварка трением. |
|
Механический класс |
Сварка взрывом, ультразвуковая сварка, холодная сварка. |
В электродуговой сварке источником теплоты является электрическая дуга, возникающая между торцом электрода и свариваемым изделием при протекании сварочного тока в результате замыкания внешней цепи электросварочного аппарата. Сопротивление электрической дуги больше, чем сопротивление сварочного электрода и проводов, поэтому большая часть тепловой энергии электрического тока выделяется именно в плазму электрической дуги. Этот постоянный приток тепловой энергии поддерживает плазму (электрическую дугу) от распада. Выделяющееся тепло (в том числе за счёт теплового излучения из плазмы) нагревает торец электрода и оплавляет свариваемые поверхности, что приводит к образованию сварочной ванны — объёма жидкого металла. В процессе остывания и кристаллизации сварочной ванны образуется сварное соединение. Основными разновидностями электродуговой сварки являются: ручная дуговая сварка, сварка неплавящимся электродом, сварка плавящимся электродом, сварка под флюсом, электрошлаковая сварка.
Для ручной дуговой сварки используют покрытые электроды, представляющие собой металлический стержень с нанесенным на него покрытием. Электродное покрытие — это смесь измельченных компонентов и связующего вещества, нанесенная на металлический стержень методом прессования или (реже) окунанием. Покрытия составляют на базе комбинированной газошлаковой защиты плавящегося металла. В одних видах покрытий имеет место шлаковая защита сварочной ванны, а в других газовая.
В сварке неплавящимся электродом в качестве электрода используется стержень, изготовленный из графита или вольфрама, температура плавления которых выше температуры, до которой они нагреваются при сварке. Сварка чаще всего проводится в среде защитного газа (аргон, гелий, азот и их смеси) для защиты шва и электрода от влияния атмосферы, а также для устойчивого горения дуги. Сварку можно проводить как без, так и с присадочным материалом. В качестве присадочного материала используют металлические прутки, проволоку, полосы изготовленные из того же металла или близкого по составу.
В сварке под флюсом конец электрода (в виде металлической проволоки или стержня) подаётся под слой флюса. Горение дуги происходит в газовом пузыре, находящемся между металлом и слоем флюса, благодаря чему улучшается защита металла от вредного воздействия атмосферы и увеличивается глубина проплавления металла.
Источником теплоты в газопламенной сварке является газовое пламя, образующееся при сгорании смеси кислорода и горючего газа. В качестве горючего газа могут быть использованы ацетилен, МАФ, пропан, бутан, блаугаз, водород, керосин, бензин, бензол и их смеси. Тепло, выделяющееся при горении смеси кислорода и горючего газа, расплавляет свариваемые поверхности и присадочный материал с образованием сварочной ванны. Пламя может быть окислительным, «нейтральным» или восстановительным (науглероживающим), это регулируется соотношением кислорода и горючего газа.
В электрошлаковой сварке источником теплоты служит флюс, находящийся между свариваемыми изделиями, разогревающийся проходящим через него электрическим током. При этом теплота, выделяемая флюсом, расплавляет кромки свариваемых деталей и присадочную проволоку. Такой способ сварки находит своё применение при сварке вертикальных швов толстостенных изделий.
В плазменной сварке источником теплоты является плазменная струя, т.е. сжатая дуга, получаемая с помощью плазмотрона. Плазмотрон может быть прямого действия (дуга горит между электродом и основным металлом) и косвенного действия (дуга горит между электродом и соплом плазмотрона).
Струя плазмы сжимается и ускоряется под действием электромагнитных сил, оказывая на свариваемое изделие как тепловое, так и газодинамическое воздействие. Помимо собственно сварки, этот способ часто используется для технологических операций наплавки, напыления и резки. Процесс плазменной резки основан на использовании воздушно-плазменной дуги постоянного тока прямой полярности (электрод-катод, разрезаемый металл-анод).
Сущность процесса заключается в местном плавлении и выдувании расплавленного металла с образованием полости реза при перемещении резака относительно разрезаемого металла.
В электронно-лучевой сварке источником теплоты является электронный луч, получаемый за счёт термоэлектронной эмиссии с катода электронной пушки. Сварка ведётся в высоком вакууме в вакуумных камерах. Преимущества данной сварки заключаются в следующем: высокая концентрация ввода теплоты в изделие, которая выделяется не только на поверхности изделия, но и на некоторой глубине в объёме основного металла; меньшее количество вводимой теплоты, чем при дуговой сварке; отсутствие насыщения расплавленного и нагретого металла газами.
В лазерной сварке источником теплоты служит лазерный луч. Применяют лазерные установки всех видов. Высокая концентрация энергии, большая скорость лазерной сварки по сравнению с дуговыми способами, незначительное тепловое воздействие на околошовную зону вследствие высоких скоростей нагрева и охлаждения металла существенно повышают сопротивляемость большинства конструкционных материалов образованию горячих и холодных трещин. Это обеспечивает высокое качество сварных соединений из материалов, плохо свариваемых другими способами сварки.
При точечной сварке детали зажимаются в электродах сварочной машины или специальных сварочных клещах. После этого между электродами начинает протекать большой ток, который разогревает металл деталей в месте их контакта до температур плавления. Затем ток отключается и осуществляется «проковка» за счёт увеличения силы сжатия электродов. Металл кристаллизуется при сжатых электродах и образуется сварное соединение.
При стыковой сварке заготовки сваривают по всей плоскости их касания. В зависимости от марки металла, площади сечения заготовок и требований к качеству соединения стыковую сварку делят на стыковую сварку сопротивлением и стыковую сварку непрерывным оплавлением.
При рельефной сварке на деталях для сварки предварительно создают рельефы — локальные возвышения на поверхности размером несколько миллиметров в диаметре. При сварке контакт деталей происходит по рельефам, которые расплавляются, проходящим через них, сварочным током. При этом происходит пластическая деформация рельефов, выдавливаются оксиды и загрязнения. После прекращения протекания сварочного тока происходит кристаллизация расплавленного металла и образование соединения. Преимуществом данного вида сварки является возможность получения за один цикл нескольких сварных соединений высокого качества.
Диффузная сварка осуществляется за счёт диффузии — взаимного проникновения атомов свариваемых изделий при повышенной температуре. Сварку проводят в вакуумной установке, нагревая места соединения до 800 °C. Вместо вакуума может быть использована среда защитных газов. Методом диффузной сварки можно пользоваться при создании соединений из разнородных металлов, отличающихся по своим физико-химическим свойствам, изготавливать изделия из многослойных композитных материалов.
При сварке трением на специальном оборудовании одна из свариваемых деталей устанавливается во вращающийся патрон, вторая крепится в неподвижный суппорт, который имеет возможность перемещения вдоль оси. Деталь, установленная в патрон, начинает вращаться, а деталь, установленная в суппорте, приближается к первой и достаточно большим давлением воздействует на неё. В результате трения одного торца о другой происходит износ поверхностей, и слои металла разных деталей приближаются друг к другу на расстояния, соразмерные размеру атомов. Начинают действовать атомные связи, в результате возникает тепловая энергия, которая нагревает в локальной зоне концы заготовок до температуры ковки. По достижении необходимых параметров патрон резко останавливается, а суппорт продолжает давить ещё какое-то время, в результате образуется неразъёмное соединение. Данная сварка достаточно экономична. Автоматизированные установки для сварки трением потребляют электроэнергии в 9 раз меньше, чем установки для контактной сварки. Соединяются детали за считанные секунды, при этом практически нет газовых выделений.
Сварка взрывом осуществляется сближением атомов свариваемых изделий на расстояние действия межатомных сил за счёт энергии, выделяемой при взрыве. С помощью данного способа сварки часто получают биметаллы.
Ультразвуковая сварка осуществляется сближением атомов свариваемых металлических изделий на расстояние действия межатомных сил за счёт энергии ультразвуковых колебаний, вводимых в материалы. Ультразвуковая сварка характеризуется рядом положительных качеств, что несмотря на высокую стоимость оборудования, обуславливает её применение в производстве микросхем (сварка проводников с контактными площадками), прецизионных изделий, сварка металлов разных типов и металлов с неметаллами.
Холодная сварка представляет собою соединение однородных или неоднородных металлов при температуре ниже минимальной температуры рекристаллизации; сварка происходит благодаря пластической деформации свариваемых металлов в зоне стыка под воздействием механического усилия. Для осуществления холодной сварки необходимо удалить со свариваемых поверхностей окислы и загрязнения и сблизить соединяемые поверхности на расстояние параметра кристаллической решетки; на практике создают значительные пластические деформации. Холодной сваркой можно получать соединения встык, внахлестку и втавр. Перед сваркой поверхности, подлежащие сварке, очищают от загрязнений обезжириванием, обработкой вращающейся проволочной щеткой, шабрением.
Таким образом, существует большое разнообразие способов сварки, были рассмотрены основные из них. На судоремонтных предприятиях используются лишь некоторые из этих способов. Подробнее они будут представлены в следующих главах.
2. Сварка плавлением
Сварка плавлением осуществляется путем нагрева металла до жидкого состояния в месте соединения деталей. Источник энергии и способ ее преобразования в теплоту оказывают решающее влияние на размеры и форму шва, влияют на свойства сварных соединений. Исключительно высокая химическая активность расплавленного металла делает в большинстве случаев недопустимым контакт металла с воздухом, поэтому во избежание нежелательного изменения его химического состава сварку плавлением выполняют с применением защиты металла от воздуха: физической (газовой, шлаковой, газошлаковой) и химической (специальное легирование электрода).
Самым распространенным способом сварки плавлением является электрическая дуговая сварка.
Электрической дугой называют мощный стабильный разряд электричества в ионизированной атмосфере газов и паров металла. Газы, в том числе и воздух, при обычных условиях являются электрически нейтральными веществами и почти не проводят электрический ток. Газ становится электропроводным только при ионизации, то есть при появлении в нем частиц, несущих электрические заряды: электронов, положительных и отрицательных ионов. Ионизация дугового промежутка возникает во время зажигания дуги и непрерывно поддерживается в процессе его горения. Появление заряженных частиц происходит за счет автоэлектронной и термоэлектронной эмиссии электронов с катода, ионизации нейтральных частиц воздуха при высокой температуре, ионизации в результате соударения и облучения. Способствует процессу ионизации использование электродных покрытий из химических соединений, в состав которых входят элементы с низким потенциалом ионизации: калий, натрий, кальций.
Процесс зажигания дуги при сварке плавящимся электродом начинается с короткого замыкания между электродом и основным металлом. При этом касание электродом заготовки происходит на отдельных выступающих участках, которые под действием выделяющейся теплоты мгновенно расплавляются, образуя жидкую перемычку между свариваемым металлом и электродом. При отведении электрода жидкий металл растягивается и сужается, что ведет к повышению его сопротивления и еще большему разогреву. К моменту разрыва мостика из жидкого металла его температура достигает температуры кипения и испарения; в межэлектродном пространстве образуется газовый промежуток, заполненный парами металла и элементами воздуха и обмазки. Возникает дуга, начинают проявляться эффекты эмиссии электронов и ионизации атомов, за счет чего и обеспечивается стационарное горение дуги. Температура дуги в осевой ее части достигает 6-7 тыс. градусов по Цельсию в зависимости от силы и плотности тока.
Ручную дуговую сварку выполняют сварочными электродами, которые вручную подают в дугу и перемещают вдоль заготовки. В процессе сварки металлическим покрытым электродом дуга горит между стержнем электрода и основным металлом. Стержень электрода плавится, капли жидкого металла переносятся в металлическую ванну. Вместе со стержнем сгорает и плавится покрытие электрода, образуя газовую защитную атмосферу вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла. По мере движения дуги сварочная ванна затвердевает, образуется сварной шов. Жидкий шлак при остывании образует на поверхности шва твердую шлаковую корку.
Ручная дуговая сварка может производиться как на постоянном, так и на переменном токе. Постоянный ток имеет то преимущество, что его направление при сварке не меняется, и дуга горит устойчиво, равномерно, без произвольных обрывов. При сварке на переменном токе происходит периодическое изменение физических условий горения дуги, приводящее к нарушению ее стабильности. Более широко распространена сварка на переменном токе, так как она обеспечивает ряд следующих преимуществ эксплуатационного и экономического характера:
оборудование для сварки проще по конструкции, имеет меньшую массу и габариты, дешевле в изготовлении и надежнее в эксплуатации;
расход электроэнергии на 1 кг расплавленного металла почти в 2 раза меньше;
электропитание сварочных установок переменного тока проще, так как государственная электрическая система питается переменным током и т.п.
В случае питания дуги постоянным током различают сварку при прямой (минус на электроде) и обратной (плюс — на электроде) полярности. Из-за большей концентрации тепла на аноде (до 45% от общей тепловой мощности дуги) сварку черных металлов, как правило, производят при прямой полярности, потому что масса изделия больше массы электрода, что обеспечивает наилучшие условия для провара металла. Вместе с тем при сварке тонких изделий во избежание их прожога или при сварке цветных металлов или легированных сталей во избежание их перегрева рекомендуется использовать сварочную дугу обратной полярности.
Помимо простоты и надежности применяемого технологического оборудования широкое распространение ручной дуговой сварки объясняется в первую очередь ее универсальностью, то есть возможностью:
выполнять сварочные работы как в стационарных (заводских, цеховых), так и в полевых условиях;
сваривать различные конструкционные материалы: стали, чугуны, цветные металлы и их сплавы;
изготовлять различные типы сварных соединений и выполнять сварные швы в различных пространственных положениях, различных по протяженности и площади поперечного сечения;
варьировать в широком диапазоне толщину свариваемых материалов.
Ручную дуговую сварку широко применяют в производстве металлоконструкций и изделий из различных металлов и сплавов малой и средней толщины; она удобна при выполнении коротких и криволинейных швов в любых пространственных положениях, при наложении швов в труднодоступных местах. Ручная сварка остается незаменимой при монтажных и ремонтных работах (в стационарных и полевых условиях), сборке конструкций сложной формы.
Рассмотрим технику выполнения дуговой сварки. Для зажигания электрической дуги между электродом и свариваемым изделием сварщик быстро касается свариваемого металла концом электрода и отводит его на расстояние порядка 1 мм. Развиваемая при этом температура оплавляет электрод и кромки свариваемого изделия. В процессе сварки сварщик вручную перемещает электрод по линии стыка свариваемых деталей и по мере плавления электрода подает его в зону горения дуги, совершая, при этом, поперечные, относительно линии стыка, колебания. Важно, чтобы дуга горела равномерно, что определяется правильным выбором электродов, их качеством, режимом сварки, а также удержанием конца электрода на нужном расстоянии от свариваемого изделия. Схема ручной дуговой сварки плавящим электродом представлена на рисунке 1.
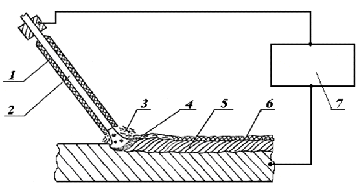
Рисунок 1 — Схема процесса ручной дуговой сварки плавящимся электродом:
— покрытие электрода, 2 — металлический стержень электрода, 3 — газовая защита сварочной ванны, 4 — сварочная ванна, 5 -наплавленный металл, 6 — шлаковая корка, 7 — сварочный источник.
При ручной дуговой сварке электрод должен быть наклонен в сторону его движения на 70 — 75°, что обеспечивает хороший провар и улучшает выход шлаков на поверхность. В процессе сварки по мере плавления электроду сообщают движение в трех направлениях: вниз — для поддержания постоянной длины дуги (обычно не более 2 — 4 мм), вдоль оси шва — для заполнения шва, поперек шва — для получения валика заданной ширины.
В процессе работы необходимо также помнить о возможности появления дефектов при сварке изделий. Дефекты подразделяют на наружные и внутренние. Наружные дефекты выявляют внешним осмотром с помощью лупы с 5 — 10 — кратным увеличением. Внутренние — выявляют специальными методами, например, ультразвуковым контролем, просвечиванием рентгеновскими или гамма-лучами, магнитным контролем. Проводят обмер сварных швов и испытания на плотность (для проверки герметичности в воде или керосине).
Внешним осмотром определяются дефекты швов в виде поверхностных трещин, пор, подрезов, прожогов, наплывов, а также дефекты формы швов виде неравномерности усиления, ширины швов, бугристости и т.п.
Таблица 2 — Дефекты сварных соединений при дуговой сварке
|
Название дефекта |
Характеристика |
Причина возникновения |
|
Прожог |
Сквозное отверстие в сварном шве, образовавшееся в результате вытекания сварочной ванны |
Большая величина сварочного тока; мала скорость сварки |
|
Непровар |
Местное несплавление в сварном соединении, неполное расплавление кромок |
Недостаточен сварочный ток, большая скорость сварки |
|
Трещина |
Разрыв в сварном шве или прилегающих к нему зонах |
Высокая скорость охлаждения |
|
Усадочная раковина |
Полости, образовавшиеся в результате усадки металла сварного шва при затвердевании |
Нарушена технология сварки |
|
Вогнутость корня |
Углубление на поверхности обратной стороны сварного одностороннего шва |
Недостаточен сварочный ток, большая скорость сварки |
|
Пора сварного шва |
Полости в шве округлой формы, заполненные газом |
Плохо подготовлены заготовки и электроды под сварку (вода, грязь, окалина, ржавчина) |
|
Неметаллические включения |
Неметаллические частицы в металле шва |
Плохо подготовлены заготовки под сварку (грязь, ржавчина) |
|
Брызги металла |
Затвердевшие капли металла на поверхности сварного соединения |
Завышен режим сварки, нестабильное горение дуги |
|
Поверхностное окисление |
Окалина, пленка окислов или цвета побежалости на поверхности сварного соединения |
Отсутствовала защита от окисления сварного шва после сварки |
|
Подрез зоны сплавления |
Углубление на основном металле вдоль линии сплавления сварного шва с основным металлом |
Большая величина сварочного тока, нарушена технология сварки |
|
Смещение кромок |
Несовпадение сварных кромок по высоте |
Плохо собраны заготовки под сварку |
|
Наплыв |
Натекание металла шва на поверхность основного металла |
Низкая скорость сварки, нарушена технология сварки |
Для нормальной работы сварщика необходимо оборудовать подходящее рабочее место. Рабочее место для ручной дуговой сварки — это специальная кабина с размерами в плане 2х2 или 2х3 метра и высотой не менее 2 метров, изготовленная из несгораемых материалов (тонких стальных листов, абсоцементных плит и пр.), снабженная токопроводящим кабелем и местной вытяжной вентиляцией. Вход в кабину делают в виде штор из брезента с огнестойкой пропиткой; между стенками кабины и полом зазор должен быть не менее 50 мм для вентиляции. В кабине устанавливают металлический сварочный стол высотой 500-600 мм, стул с регулируемым по высоте сидением, сварочный трансформатор; пост оснащен рабочими инструментами, принадлежностями и приспособлениями. Основным рабочим инструментом сварщика является электродержатель, служащий для удержания электрода, подвода к нему сварочного тока и манипулирования электродом в процессе сварки. Заготовки небольших размеров сваривают на столе, используя для сборки конструкции разнообразные приспособления: струбцины, клинья, рычаги, стяжные уголки и угловые фиксаторы, домкраты и пр. Площадь сечения сварочных кабелей, подводящих ток к электродержателю и столу (свариваемому изделию) принимают из расчета 1 мм2 на 5-7 А. Сварщик защищает лицо от светового и ультрафиолетового излучения дуги, брызг расплавленного металла предохранительных щитком или маской со светофильтром (темным стеклом), а тело и руки — брезентовой спецодеждой и рукавицами.
Таким образом, ручная дуговая сварка широко применяется в производстве металлоконструкций и изделий из различных металлов и сплавов малой и средней толщины; она удобна при выполнении коротких и криволинейных швов в любых пространственных положениях, а также при наложении швов в труднодоступных местах. Ручная сварка остается незаменимой при монтажных и ремонтных работах в стационарных и полевых условиях, и при сборке конструкций сложной формы.
3. Сварка давлением
Сварка давлением осуществляется между холодными или нагретыми в зоне соединения деталями путем совместного их сжатия. Основное влияние на качество сварных соединений оказывают температура, степень деформации металла, время сварки (выдержки деталей в сжатом состоянии) и толщина пленки инородных веществ на соединяемых поверхностях. Различают сварку с предварительным подогревом и сварку без предварительного подогрева соединяемых деталей.
Рассмотрим такой способ сварки с предварительным подогревом соединяемых деталей как контактную сварку.
Контактная сварка относится к способам сварки давлением, при которой заготовки в месте соединения нагреваются теплом, выделяющимся при прохождении электрического тока, и сжимаются определённым усилием. Для получения качественных сварных деталей металл в месте контакта нагревают до расплавления и лишь в отдельных случаях (например, при стыковой сварке сопротивлением) до пластического состояния, обеспечивающего требуемую пластическую деформацию заготовок. В процессе этой деформации происходит удаление окислов из места соединения, устранение раковин и уплотнение металла.
Режим нагрева при контактной сварке определяется силой тока и временем протекания его через свариваемые изделия. Обычно стремятся к получению интенсивного нагрева в возможно малый промежуток времени. Такой режим сварки называется жёстким и обеспечивает повышение производительности, экономию электроэнергии, уменьшение окисления деталей, уменьшение размеров зоны термического влияния и возможность сварки металлов с высокой теплопроводностью и специальных легированных сталей.
Однако если есть опасность возникновения закалочных структур, которые могут привести к образованию трещин в зоне сварного соединения, применяют мягкие режимы сварки, характерные увеличением длительности протекания тока при соответственном уменьшении его величины.
Наиболее широкое применение получили следующие основные виды контактной сварки: стыковая контактная сварка, точечная сварка и шовная сварка. Каждый из этих видов сварки может осуществляться различными способами, отличающимися по техническим признакам, роду используемой электроэнергии и способу подвода тока к свариваемым заготовкам.
При стыковой сварке заготовки сваривают по всей плоскости их касания. Для осуществления стыковой контактной сварки применяют специальные машины ручного или автоматического действия. Такая машина изображена на рисунке 2. На станине машины 1 расположены плиты 2 и 3, несущие на себе зажимы 4 и 5, предназначенные для закрепления свариваемых деталей и подвода к ним тока от вторичного витка трансформатора 6. Левая плита 2, обычно неподвижная, изолирована от станины. Правая плита 3 может перемещаться прямолинейно по направляющим станины вручную с помощью рычага, штурвала или пружин.
сварка соединение деталь судоремонтный
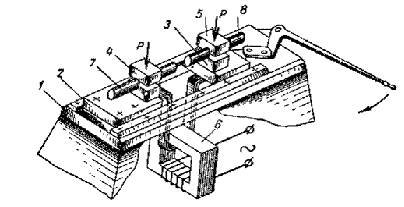
Рисунок 2 — Схема машины для стыковой контактной сварки
В зависимости от марки металла, площади сечения заготовки и требований к качеству соединения стыковую сварку можно выполнять несколькими способами: сопротивлением, непрерывным оплавлением и оплавлением с подогревом.
При стыковой сварке сопротивлением заготовки, установленные и закреплённые в стыковой машине, прижимают одну к другой усилием определенной величины, после чего по ним пропускают электрический ток. При нагревании металла в зоне сварки до пластичного состояния производится осадка. Ток выключают до окончания осадки. Этот способ сварки требует механической обработки и тщательной зачистки поверхностей торцов заготовки. Неравномерность нагрева и окисление металла на торцах понижают качество сварки сопротивлением, что ограничивает область её применения. С увеличением сечения заготовок качество сварки снижается особенно заметно, главным образом из-за образования окислов в стыке.
Этим способом соединяют заготовки малого сечения (до 100 мм2), одинаковыми по форме с малоразвитым периметром (круг, квадрат, прямоугольник с малым отношением сторон).
Металл соединяемых заготовок должен быть однородным. Сварка сопротивлением даёт хорошие результаты для металлов, обладающих хорошей свариваемостью в пластическом состоянии — малоуглеродистых и низколегированных конструкционных сталей, алюминиевых и медных сплавов.
Стыковая сварка непрерывным оплавлением состоит из двух стадий: оплавления и осадки. Заготовки устанавливают в зажимах машины, затем включают ток и медленно сближают их. При этом торцы заготовок касаются в одной или нескольких точках. В местах касания образуются перемычки, которые мгновенно испаряются и взрываются. Взрывы сопровождаются характерным выбросом из стыка мелких капель расплавленного металла. При дальнейшем сближении заготовок образование и взрыв перемычек происходит на других участках торцов. В результате заготовки прогреваются на небольшую глубину, а на торцах возникает тонкий слой расплавленного металла, облегчающий удаление окислов из стыка. В процессе оплавления заготовки укорачиваются на заданный припуск. Оплавление должно быть устойчивым (непрерывное протекание тока при отсутствии короткого замыкания заготовок), особенно перед осадкой.
При осадке скорость сближения заготовок резко увеличивают, осуществляя при этом пластическую деформацию на заданный припуск. Переход от оплавления к осадке должен быть мгновенным, без малейшего перерыва. Осадку начинают при включенном токе и завершают при выключенном.
Стыковая сварка оплавлением с подогревом отличается от сварки непрерывным оплавлением тем, что перед началом процесса оплавления заготовки подогревают в зажимах машины периодическим смыканием и размыканием при постоянно включенном токе. При этом происходит процесс прерывистого оплавления и заготовки укорачиваются на заданный припуск. Выдержка при замыкании составляет около 0,5 — 3 с, а при размыкании 2 — 6 с. Количество замыканий может быть от одного до нескольких десятков в зависимости от размеров сечения заготовок.
Применение стыковой сварки оплавлением с подогревом позволяет предупредить резкую закалку и, следовательно, получить более пластичные стыки при сварке закаливающихся сталей; снизить требуемую мощность машины или на машине данной мощности сварить заготовки с большими площадями сечения; осуществить осадку при меньшем усилии; сократить общий припуск на сварку.
При точечной сварке заготовки соединяют сваркой в отдельных местах, условно называемыми точками. Размеры и структура точки, определяющие прочность соединения, зависят от формы и размеров контактной поверхности электродов, силы сварочного тока, времени его протекания через заготовки, усилия сжатия и состояния поверхностей заготовок. Качественная сварная точка характеризуется наличием общего для обеих заготовок литого ядра определенных размеров. Схемы точечной контактной сварки показаны на рисунке 3.
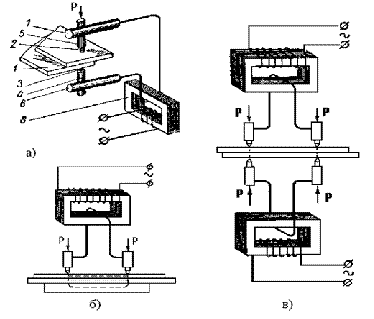
Рисунок 3 — Схемы точечной контактной сварки: а — двухсторонняя одноточечная; б — односторонняя двухточечная; в — двухсторонняя двухточечная
Для осуществления точечной сварки, схема которой представлена на рис. 2, а, свариваемые детали 1 зажимаются между электродами 2 и 3, к которым через электрододержатели 4, 5 и хоботы 6 и 7 подведен ток от вторичного витка трансформатора 8. Нижний хобот 6 делается неподвижным, а верхний 7 перемещается механизмом сжатия Р, который создаёт давление при сварке. После сжатия заготовок включают ток и заготовки быстро нагреваются; особенно быстро нагреваются участки металла, прилегающие к контакту между заготовками, так как они имеют повышенное электросопротивление. Кроме того они менее подвержены охлаждающему действию электродов. В момент образования в зоне сварки расплавленного ядра заданных размеров ток выключают. Затем заготовки кратковременно выдерживают между электродами под действием усилия сжатия, в результате чего происходит охлаждение зоны сварки, кристаллизация расплавленного металла и уменьшение усадочной раковины в ядре сварной точки. Перед сваркой место соединения очищают от окисных плёнок (наждачным кругом или травлением).
На практике иногда применяются односторонняя одноточечная и двухточечная сварки (рис. 2, б), либо двухточечная контактная сварка с двухсторонним подводом тока (рис. 2, в), дающая более надёжные соединения.
Точечной сваркой можно сваривать листовые заготовки одинаковой или разной толщины, пересекающиеся стержни, листовые заготовки со стержнями или профильными заготовками (уголками, швеллерами, таврами и т.д.).
Ее применяют для соединения заготовок из сталей различных марок (углеродистой, легированной, нержавеющей, жаростойкой и др.), цветных металлов и их сплавов, а так же разнородных металлов.
Толщина каждой из заготовок может быть от сотых долей миллиметра до 35 мм.
При роликовой (шовной) сварке заготовки соединяют непрерывным прочно-плотным сварным швом, состоящим из ряда точек, в котором каждая последующая точка частично перекрывает предыдущую.
В отличие от точечной сварки заготовки устанавливают между вращающимися роликами (или между роликами и оправкой), на которые действует усилие механизма давления Р и к которым подведён электрический ток. Толщина свариваемых листов составляет 0,2 — 3 мм.
Схема роликовой сварки представлена на рисунке 4.
Рисунок 4 — Схемы роликовой контактной сварки:
а — односторонняя; б — двухсторонняя; в — разрез сварного шва
Шовная сварка, выполняемая при непрерывном движении деталей и непрерывном протекании сварочного тока, называется непрерывной. Такую сварку редко применяют из-за сильного перегрева поверхности деталей, контактирующей с роликами. Наибольшее распространение имеет прерывистая шовная сварка, при которой детали перемещаются непрерывно, а ток включается и выключается на определенные промежутки времени и при каждом включении (импульсе) тока образуется единичная литая зона. Перекрытие литых зон, необходимое для герметичности шва, достигается при определенном соотношении скорости вращения роликов и частоты импульсов тока.
Применяют также шаговую сварку, при которой детали перемещаются прерывисто (на шаг), а сварочный ток включается только во время их остановки, что улучшает охлаждение металла в контактах ролик — деталь по сравнению с непрерывным движением свариваемых деталей. Шовная сварка в большинстве случаев производится с наружным водяным охлаждением, что также уменьшает перегрев внешних слоев металла.
ЗАКЛЮЧЕНИЕ
Сварка обладает значительным преимуществом по сравнению с ранее применявшимся в строительстве соединением частей конструкций при помощи клепки: уменьшается расход металла, повышается производительность труда, сокращаются сроки строительства и его стоимость.
В работе были выполнены поставленные задачи. Рассмотрена классификация способов сварки по физическим признакам. Основным физическим признаком сварки является вид энергии, используемой для получения сварного соединения. По физическим признакам все виды сварки делятся на три класса: термический, термомеханический и механический. Далее дана характеристика каждого способа сварки и выделены такие способы, которые используются на судоремонтных предприятиях. А именно это сварка плавлением и сварка давлением. Самым распространенным способом сварки плавлением является электрическая дуговая сварка. Она широко применяется в производстве металлоконструкций и изделий из различных металлов и сплавов малой и средней толщины, удобна при выполнении коротких и криволинейных швов в любых пространственных положениях, а также при наложении швов в труднодоступных местах. Ручная сварка остается незаменимой при монтажных и ремонтных работах в стационарных и полевых условиях, и при сборке конструкций сложной формы. Наиболее распространенным способом сварки давлением является контактная сварка. Контактная сварка находит широкое применение в промышленности, что обусловлено следующими её преимуществами: высокой производительностью; возможностью механизации процесса; возможностью соединения различных металлов и сплавов, а также разнородных металлов; минимальной деформацией свариваемых изделий.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/rolikovaya-svarka/
1. Сычев, М.М. [Текст] Материаловедение. Технология конструкционных материалов: учебное пособие / М.М. Сычев, С.И. Гринева, В.Н. Коробко, Т.В. Лукашова, С.В. Мякин, В.В. Бахметьев. — СПб.: СПбГТИ(ТУ), 2008. — 180 с.
. Мутылина, И.Н. [Текст] Технология конструкционных материалов: учебное пособие / И.Н. Мутылина. — Владивосток: Изд-во ДВГТУ, 2007. — 167 с.
. Быков, В.П. [Текст] Ручная дуговая сварка: методические указания / В.П. Быков, Б.Ф. Орлов, А.С. Поздеев. — Архангельск: РИО АГТУ, 1997. — 23 с.
. Быков, В.П. [Текст] Контактная сварка: методические указания / В.П. Быков, А.С. Поздеев. — Архангельск: РИО АГТУ, 1997. — 13 с.
. Ручная дуговая сварка [Электронный ресурс]: — Режим доступа: http://www.bibliotekar.ru/spravochnik-17.