
Качество — это удовлетворение потребности потребителя, соответствии с Европейским стандартом ИСО-8402 под качеством понимается совокупность характеристик объекта, относящихся к его способности удовлетворять установленные и предполагаемые потребности.
Проблемы качества продуктов труда стояли, как во времена первобытных людей, поскольку качество применяемого оружия определяло не только возможности прокормить свою семью, но и личную безопасность человека, так и во времена ремесленничества, когда мастер стремился изготовить определенное изделие под запросы конкретного заказчика.
При этом понятие качества продуктов труда понимается практическое воплощение удовлетворения потребностей и ожиданий, иными словами, это совокупность свойств продуктов труда, обусловливающих их пригодность удовлетворять определенными и предполагаемыми потребностями в соответствии их назначения.
Все выше сказанное объясняет огромное значение, которое придается во всех развитых странах проблеме качеством атмосферы">управления качеством. Это одно из важнейших направлений научно технического прогресса, имеющее свои научные основы, методологию и технологию.
I.
1. Современная концепция управления качества.
Одной из ключевых функций управления проектом наряду с такими как управление стоимостью и временим, является управление качеством проекта.
Качество – это целостная совокупность характеристик объекта, относящихся к его способности удовлетворять установленные и предполагаемые потребности.
Обычно потребности формируются с помощью характеристик на основе установленных критериев. Потребности могут включать в себя, эксплутационные характеристики, функциональную пригодность, надежность (готовность, безотказность, ремонтопригодность), безопасность, воздействие на окружающею среду, экономические, эстетические и культурно-исторические требования.
Понятие качество следует отличать от понятия градация (сорт, класс).
Под последним понимается категория или разряд присвоенный объектам. Имеющим функциональное применение, но иные требования к качеству. Поскольку низкое качество это всегда проблема, а низкий сорт не обязательно.
Содержание труда и способы его обогащения
... потребности с требованиями их последующего удовлетворения. 2. Способы обогащения труда 1. Адамчук В.В. Экономика и социология труда: ... процесса труда Предмет труда, Средства труда, Продукт труда, Окружающая среда 1.2 Двойственная природа труда По своей природе труд всегда ... службы); разработка научных основ производства. Изучение совокупности выполняемых работником операций и трудовых функций ...
Принято различать четыре аспекта качества:
1. Качество, обусловленное соответствие рыночным потребностям и ожиданиям. Этот аспект качества достигается эффективному определению и актуализации потребностей и ожиданий потребителя в целях и их удовлетворения требований потребителя и точному анализу возможностей рынка.
2. Качество разработки и планирования проекта. Вторым аспектом является качество, достигаемое благодаря тщательной разработке самого пректа и его продукции.
3. Качество выполнения работ по проекту в соответствии с плановой документацией.
Третьим аспектом является качество, Обеспечиваемое благодаря поддержанию соответствия реализации проекта его плану и обеспечению разработанных характеристик продукции проекта и самого проекта и произведенных ценностей для потребителя и других заинтересованных лиц.
4. Качество материально – технического обеспечения проекта на протяжении всего его жизненного цикла.
Современная концепция менеджмента качества имеет в своей основе ряд следующих основных принципов:
- качество неотъемлемый элемент проекта в челом (а не некая самостоятельная функция управления);
- качество это то, что говорит потребитель, а не изготовитель;
- ответственность за качество должна быть адресной;
- для реального повышения качества нужны новые технологии;
- повысить качество можно только усилиями всех работников предприятия;
- контролировать процесс всегда эффективнее, чем результат;
- политика в области качества должна быть общей частью обшей политике предприятия.
Эти принципы лежат в основе наиболее популярного методологически сильного направления в управлении качеством – Всеобщего управления качеством TotalQualityManagement (TQM)
Основные концепции TQM можно выразить рядом следующих тезисов:
1. Роль руководства, в мероприятиях по управлению качеством на основе принципов TQM огромная роль отводится руководству. Руководство должно возглавить деятельность по управлению качеством. Оно должно искренне привержено системе, верить в ее ценности. Руководство должно интегрировать систему управления качеством в общую модель управления проектом. Свое воздействие следует осуществлять не столько в виде организационно-распорядительной документации, сколько в виде конкретных слов и поступков, однозначно и выразительно передающих позицию руководства. Стиль руководства должен быть сменен с авторитарного, административного на кооперативный, либеральный.
2. Основное внимание к клиентам. Внимание к клиентам должно проявляется не в лозунгах, а в практической деятельности. И, прежде всего, следует определить круг клиентов с которыми работает предприятие а также сделать все для привлечения новых клиентов. Сотрудники, и в первую очередь руководители должны знать, кто является потребителем продукции, и определить потребности своих клиентов. Большую роль в повышении эффективности взаимодействия с клиентом играет информационная система, которая должна быть, безусловно, совместимой с информационными системами осиновых клиентов.
3. Стратегическое планирование. Большое внимание TQM уделяется процессам стратегического планирования, при этом планируется не только традиционно хозяйственные цели, но и те которые рассматриваются как неосязаемые и не измеримые, как уровень удовлетворенности потребителей, положительно деловой образ компании, престиж торговых марок и прочие.
Качество продукции: сущность, содержание, показатели оценки
... качества продукции и его показателей; оценка уровня качества продукции на предприятии; разработка мероприятий по повышению качества продукции. качество продукция конкурентоспособность ГЛАВА 1 Качество продукции: сущность, содержание, показатели оценки Проблема повышения качества продукции ... комплексного управления качеством продукции и эффективностью производства. Системы управления качеством, ...
4. Вовлечение всех сотрудников. В TQM предполагается делегировать больше ответственности на нижние этажи уровня управления. При этом не следует забывать, что сотрудники должны быть специально подготовлены для принятия этой новой для них ответственности
5. Подготовка персонала. При расширении полномочий и обогащение функциональных обязанностей возникает необходимость постоянной подготовке персонала, причем не только узко профессиональной. Другой новой характеристикой подготовки в TQM является обязательная оценка эффективности обучения.
Изложенные выше принципы TQM легли в основу разработанных концепций менеджмента качества, таких как ИСО 9000, многих национальных государственных моделей управления качеством, а также явились базой для выработки системы менеджмента качества.
2. Основные показатели качества продукта и их измерение
Потребность в обеспечении качества выражается через ряд требований потребителя к продукции. Конкретные требования к характеристикам (свойствам) продукции, дающие возможность их реализации и проверки, называются показателями качества. Измерением показателей качества объектов (изделий, услуг) занимается квалиметрия.
Что включает в себя понятие «оценка качества»?
Проблемы управления качеством породили задачи количественной оценки качества, необходимой для принятия решений на всех стадиях производства продукции, ее стандартизации и сертификации. Оценка качества может рассматриваться как основа формирования механизма управления качеством продукции на всех стадиях ее жизненного цикла.
В процессе оценки качества используются следующие термины:
градация качества — категория, или разряд, присвоенные объектам одинакового функционального назначения, но с различными требованиями к качеству
уровень качества — относительная характеристика, являющаяся результатом сравнения совокупности значений показателей качества продукции с соответствующей совокупностью базовых значений этих показателей (при количественной статистической оценке)
мера качества — при выполнении точных технических оценок
относительное качество — при сравнении объектов
требования к качеству — выражение определенных потребностей или их перевод в набор количественно или качественно установленных требований к характеристикам объекта, чтобы дать возможность их реализации и проверки
Что такое «показатели качества» и какими они бывают?
Показатели качества — это количественно или качественно установленные конкретные требования к характеристикам (свойствам) объекта, дающие возможность их реализации и проверки.
Специалисты выделяют шесть основных групп показателей качества:
Показатели качества по отношению к свойствам продукции
Показатели качества по количеству отражаемых свойств
Показатели качества по методу определения
Показатели качества по стадиям определения
Показатели качества по размерности отражаемых величин
Показатели качества по значимости при оценке
В зависимости от признака классификации продукта ему соответствуют различные типы показателей качества.
Основные разновидности показателей качества приведены в Таблице 1.
Таблица 1. Основные типы показателей качества.
| № | Признак классификации | Типы показателей |
| 1. | Отношение к свойствам продукции | 1. Назначения
2. Надежности 3. Технологичности 4. Эргономические 5. Эстетические 6. Стандартизации 7. Патентно-правовые 8. Экономические |
| 2. | Количество отражаемых свойств | 1. Единичные
2. Комплексные |
| 3. | Метод определения | 1. Инструментальные
2. Расчетные 3. Статистические 4. Органолептические 5. Экспертные 6. Социологические 7. Комбинированные |
| 4. | Стадия определения | 1. Проектные
2. Производственные 3. Эксплуатационные 4. Прогнозируемые |
| 5. | Размерность отражаемых величин | 1. Абсолютные
2. Приведенные 3. Безразмерные |
| 6. | Значимость при оценке качества | 1. Основные
2. Дополнительные |
Как видно из таблицы, в каждой из шести основных групп, в свою очередь, выделяют несколько типов показателей качества, каждый из которых характеризует те или иные свойства продукции. Вот некоторые из них:
Показатели назначения определяют основные функциональные свойства продукции и обусловливают диапазон ее применяемости.
Показатели надежности характеризуют способность продукции сохранению работоспособности при соблюдении определенных условий эксплуатации и технического обслуживания (выражают свойства безотказности, долговечности, ремонтопригодности).
Показатели технологичности связаны с совершенством конструктивно-технологических решений продукции, обусловливающих высокую производительность труда при изготовлении, ремонте и техническом обслуживании.
Эргономические показатели характеризуют приспособленность продукции к антропометрическим, физиологическим, психофизиологическим и психологическим свойствам потребителя, проявляющимся в системе «человек — изделие — окружающая среда».
Эстетические показатели связаны со способностью изделия к выражению красоты в предметно-чувственной форме (отражают свойства гармоничности, оригинальности, информационной выразительности, рациональности формы и т. д.).
Показатели стандартизации характеризуют соответствие продукции стандартам.
Экономические показатели отражают затраты на разработку, изготовление и эксплуатацию продукции.
С точки зрения количества отражаемых свойств показатели качества могут быть единичными (относящимися к одному свойству) или комплексными (относящимися к нескольким свойствам одновременно).
При расчете комплексных показателей используются различные методы оценки качества.
3. Инструменты контроля качества
Контроль качества — это деятельность, включающая проведение измерений, экспертизы, испытаний или оценки параметров объекта и сравнение полученных величин с установленными требованиями к этим параметрам (показателями качества).
Современные инструменты контроля качества — это методы, которые используются для решения задачи количественной оценки параметров качества. Такая оценка необходима для объективного выбора и принятия управленческих решений при стандартизации и сертификации продукции, планировании повышения ее качества и т. д.
Применение статистических методов — весьма действенный путь разработки новых технологий и контроля качества процессов.
Современные подходы к управлению качеством предполагают внедрение системы контроля показателей качества продукта на всех этапах его жизненного цикла, начиная от проектирования, и заканчивая послепродажным обслуживанием. Основная задача контроля качества — не допустить появления брака. Поэтому в ходе контроля проводится постоянный анализ заданных отклонений параметров продукции от установленных требований. В том случае, если параметры продукции не соответствуют заданным показателям качества, система контроля качества поможет оперативно выявить наиболее вероятные причины несоответствия и поможет устранить их.
Существуют различные методы контроля качества продукции, среди которых особое место занимают статистические методы.
Многие из современных методов математической статистики довольно сложны для восприятия, а тем более для широкого применения всеми участниками процесса управления качеством. Поэтому японские ученые отобрали из всего множества семь методов, которые наиболее применимы в процессах контроля качества. Заслуга японцев состоит в том, что они обеспечили простоту, наглядность, визуализацию этих методов, превратив их в инструменты контроля качества, которые можно понять и эффективно использовать без специальной математической подготовки. В то же время, при всей своей простоте эти методы позволяют сохранить связь со статистикой и дают возможность профессионалам при необходимости совершенствовать их.
Итак, к семи основным методам или инструментам контроля качества относятся следующие статистические методы: контрольный листок; гистограмма; диаграмма разброса; диаграмма Парето; стратификация (расслоение); диаграмма Исикавы (причинно-следственная диаграмма); контрольная карта:
Перечисленные инструменты контроля качества можно рассматривать и как отдельные методы, и как систему методов, обеспечивающую комплексный контроль показателей качества. Они — наиболее важная составляющая комплексной системы контроля Всеобщего Управления Качеством.
Внедрение семи инструментов контроля качества должно начинаться с обучения этим методам всех участников процесса. Например, успешному внедрению инструментов контроля качества в Японии способствовало обучение руководства и сотрудников компаний методикам контроля качества. Большую роль в обучении статистическим методам в Японии сыграли Кружки контроля качества, в которых прошли обучение рабочие и инженеры большинства японских компаний.
Говоря о семи простых статистических методах контроля качества, следует подчеркнуть, что основное их назначение — контроль протекающего процесса и предоставление участнику процесса фактов для корректировки и улучшения процесса. Знание и применение на практике семи инструментов контроля качества лежат в основе одного из важнейших требований TQM — постоянного самоконтроля.
Статистические методы контроля качества в настоящее время применяются не только в производстве, но и в планировании, проектировании маркетинге, материально-техническом снабжении и т.д. Последовательность применения семи методов может быть различной в зависимости от цели, которая поставлена перед системой. Точно так же применяемая система контроля качества не обязательно должна включать все семь методов. Их может быть меньше, а может быть и больше, так как существуют и другие статистические методы.
Однако можно с полной уверенностью сказать, что семь инструментов контроля качества являются необходимыми и достаточными статистическими методами, применение которых помогает решить 95 % всех проблем, возникающих на производстве.
II. Практическая часть
2.1 Сбор и систематизация данных за определенный период. На основе данных выборочного наблюдения (выборка большая: объем n =100) в соответствии вариантом задания №13 и, используя приобретенные навыки построения гистограммы, осуществим анализ распределения контролируемого показателя качества – масса отливки с учетом контрольного значения (2000±30) г.
значения вариационного ряда
| № п/п | Х1 | Х2 | Х8 | Х9 | Х10 |
| 1 | 2014 | 1991 | 2028 | 2007 | 2002 |
| 2 | 2000 | 1968 | 1995 | 2022 | 1986 |
| 3 | 2016 | 2026 | 2005 | 1998 | 2009 |
| 4 | 2007 | 1967 | 1986 | 1986 | 1979 |
| 5 | 2022 | 1996 | 1996 | 1977 | 1983 |
| 6 | 2007 | 2016 | 2002 | 1962 | 2010 |
| 7 | 2010 | 1988 | 2010 | 1984 | 1968 |
| 8 | 2024 | 1968 | 2024 | 2028 | 1991 |
| 9 | 2005 | 1968 | 1995 | 2028 | 2020 |
| 10 | 2009 | 2005 | 1981 | 1990 | 1974 |
| 11 | 2028 | 1985 | 2004 | 2011 | 2008 |
| 12 | 1986 | 1985 | 1998 | 1988 | 2002 |
| 13 | 2007 | 1988 | 2009 | 1990 | 2025 |
| 14 | 1990 | 1968 | 1979 | 1992 | 2004 |
| 15 | 2002 | 2028 | 1983 | 2013 | 2002 |
| 16 | 1968 | 1986 | 2010 | 2012 | 2028 |
| 17 | 1991 | 2028 | 2005 | 2007 | 1999 |
| 18 | 1994 | 2007 | 1986 | 2010 | 1990 |
| 19 | 2002 | 2001 | 2022 | 1999 | 1988 |
| 20 | 1995 | 2012 | 2022 | 1990 | 1968 |
Таблица 1.
2.2 Найдем минимальное и максимальное значения вариационного ряда:
X min = 1962
X max = 2028
k – число интервалов (k=8, т.к. число данных от 50 до 100).
2.3 Определение ширины интервала.
где x min и xmax – минимальное и максимальное значения в совокупности данных;

2.4 Определение границ интервалов.
|
Номер интервала |
Границы интервалов, г. |
Центральное значение интервала, x 0 i , г. |
Условное обозначение частоты |
Значение частоты f i |
|
| нижняя | верхняя | ||||
| 1 | 1962 | 1970,25 | 1966,125 | ///////// | 9 |
| 2 | 1970,25 | 1978,5 | 1974,375 | ///// | 5 |
| 3 | 1978,5 | 1986,75 | 1982,625 | /////////////// | 15 |
| 4 | 1986,75 | 1995 | 1990,875 | ////////////// | 14 |
| 5 | 1995 | 2003,25 | 1999,125 | ////////////// | 14 |
| 6 | 2003,25 | 2011,5 | 2007,375 | ///////////////// | 18 |
| 7 | 2011,5 | 2019,75 | 2015,625 | ///////// | 9 |
| 8 | 2019,75 | 2028 | 2023,875 | //////////////// | 16 |
Таблица 2.
2.5 Определение центральных значений интервалов.
x 0 i = верхняя граница + нижняя граница
2
2.6 Определение частоты попадания значений в заданный интервал.
Просматривая всю совокупность имеющихся значений параметра, в каждом интервале размещают отдельные значения, которые составляют частоту f i попадания данных в соответствующий интервал (см. табл. 2).

Рисунок 1
3. Осуществить расчет параметров распределения и анализ полученных результатов.
Гистограмма позволяет оценить состояние исследуемого технологического процесса. Важную информацию может дать форма гистограммы и ее расположение в сравнении с контрольными нормативами (границами).
Возможны различные формы гистограмм:
1. с двусторонней симметрией (нормальное распределение);
2. вытянутая вправо (влево);
3. двугорбая;
4. в форме обрыва (обрезан один край или оба);
5. не имеющая высокой центральной части (плато);
6. с отдельным островком.
На рисунке 1 изображена гистограмма не имеющая высокой центральной части (плато) – такая гистограмма получается, когда объединяются несколько распределений, в которых средние значения отличаются незначительно. Такую гистограмму целесообразно анализировать, используя метод расслоения.
Гистограмма и границы поля допуска.
Разброс невелик по сравнению с нормой, но из-за большого смещения среднего значения xв сторону верхней границы нормы появляется брак. Необходимы меры, способствующие смещению среднего значения к средней точке между контрольными нормативами.
4. Выполните проверку гипотезы о нормальности эмпирического распределения контролируемого показателя качества – массы отливки с помощью χα 2 – критерия Пирсона.
На рисунке 1 построена гистограмма эмпирического распределения значений контролируемого параметра.
Определим эмпирическую (статистическую) вероятность попадания случайной измеряемой величины в i-й интервал (частость): w i = mi / n, где mi – число значений, попадавших в i-й интервал; n– общее число экспериментальных данных: ![]() , где k – число интервалов.
, где k – число интервалов.
|
Номер интервала |
Границы интервалов, г. |
Центральное значение интервала x 0 i , г. |
Значение частоты m i |
Значение частости w i |
|
| нижняя | верхняя | ||||
| 1 | 1962 | 1970,25 | 1966,125 | 9 | 0,09 |
| 2 | 1970,25 | 1978,5 | 1974,375 | 5 | 0,05 |
| 3 | 1978,5 | 1986,75 | 1982,625 | 15 | 0,15 |
| 4 | 1986,75 | 1995 | 1990,875 | 14 | 0,14 |
| 5 | 1995 | 2003,25 | 1999,125 | 14 | 0,14 |
| 6 | 2003,25 | 2011,5 | 2007,375 | 18 | 0,18 |
| 7 | 2011,5 | 2019,75 | 2015,625 | 9 | 0,09 |
| 8 | 2019,75 | 2028 | 2023,875 | 16 | 0,16 |
| Σ m i = 100 | Σ w i = 1 | ||||
Таблица 3, Расчет основных статистических характеристик.
1. Рассчитать среднее арифметическое значение результатов измерений:
![]()
2. Рассчитать среднее квадратичное отклонение (СКО):
 .
.
![]()
![]()
![]()
![]() .
.
3. Определить теоретическую вероятность попадания значений измеряемой величины в i–й интервал:
![]() ,
,
где  — плотность нормированного нормального распределения;
— плотность нормированного нормального распределения;
![]() — нормированная нормальная величина (ордината кривой нормированного нормального распределения).
— нормированная нормальная величина (ордината кривой нормированного нормального распределения).
|
Номер интервала i=1,k |
U i | φ(U i ) | P теор i |  |
| 1 | -1,805 | 0,078 | 0,036 | 7,942 |
| 2 | -1,341 | 0,162 | 0,075 | 0,851 |
| 3 | -0,877 | 0,272 | 0,126 | 0,457 |
| 4 | -0,413 | 0,366 | 0,17 | 0,529 |
| 5 | 0,051 | 0,398 | 0,185 | 1,089 |
| 6 | 0,515 | 0,349 | 0,162 | 0,197 |
| 7 | 0,979 | 0,247 | 0,115 | 0,529 |
| 8 | 1,443 | 0,141 | 0,065 | 13,706 |
| Σ = | 0,934 | 25,3 | ||
Таблица 4.
4. Проверка гипотезы о нормальности эмпирического распределения.
Расчетное значение критерия Пирсона:
В нашем расчете. x 2 расч = 35,79
S x =18/2
5. Теоретическое значение критерия Пирсона.
,
где k – число интервалов гистограммы;
- r – число параметров предполагаемого распределения.
k=8
r=2 (математическое ожидание, среднее квадратичное отклонение).
При доверительной вероятности P=0,95 и числа степеней свободы значение критерия ![]()
Доверительный интервал для среднего значения:
1998,465-2,36*6,365≤х≤1998,465+2,36*6,365
1998,465-15,021≤х≤1998,465+15,021
1983,444≤х≤2013,486
Вывод о соответствии эмпирического распределения нормальному закону:
Так как χ 2 расч = 35,79 > χ2 теор = 11,1; Следовательно, гипотеза отвергается, эмпирическое распределение контролируемого параметра качества не соответствует нормальному закону.
Гистограмма распределения контролируемого показателя качества — представлена в виде графика на рисунке 2.
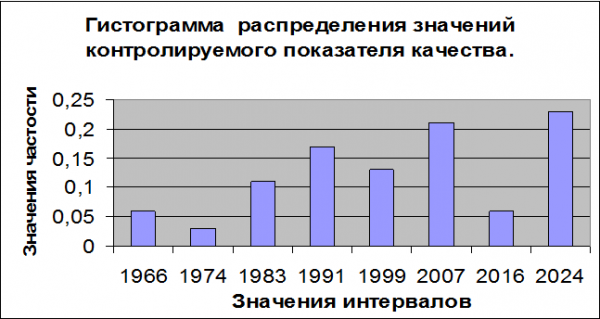
Рисунок 2.
5. Построить диаграмму Исикавы, отражающую факторы, влияющие на качество продукции – отливок в цехе серого чугуна.
Диаграмма Исикавы используется как аналитический инструмент для выявления факторов влияющих на решение проблемы и выбора из них наиболее важных и поддающихся управлению и корректировке.
Изучаемая проблема условно изображается в виде прямой горизонтальной стрелки.
 |
||||
| |
||||
| |
||||
Рисунок 3
6. Постройте диаграмму Парето и проведите на ее основе оценку основных видов дефектов при изготовлении отливок из серого чугуна, а также оценку качества отливок из серого чугуна по участкам.
|
Наименование дефектов |
Количество дефектов, шт. |
Накопленная сумма числа дефектов |
Процент числа дефектов по каждому признаку в общей сумме | Накопленный процент |
| Усадочные раковины | 86 | 86 | 27,3 | 27,3 |
| Перекос форм | 85 | 171 | 26,9 | 54,2 |
| Подутость | 79 | 250 | 25 | 79,2 |
| Бой | 35 | 285 | 11,1 | 90,3 |
| Шлаковая раковина | 30 | 315 | 9,5 | 100 |
| ИТОГО: | 315 | — | 100 | — |
Таблица 5.
На рисунке 4 построена диаграмма Парето по видам дефектов.
| Участок цеха | Количество брака, т. | Процент брака, % | ||
| Текущие значения | Накопленные значения | Текущие значения | Накопленные значения | |
| Заливочный | 51,2 | 51,2 | 46,2 | 46,2 |
| Формовочный | 23,6 | 74,8 | 21,3 | 67,5 |
| Плавильный | 20 | 94,8 | 18,1 | 85,6 |
| Отдел окончательной обработки | 9,7 | 104,5 | 8,8 | 94,4 |
| Смесеприготовительный | 3,2 | 107,7 | 2,9 | 97,3 |
| Стержневой | 1,8 | 109,5 | 1,6 | 98,9 |
| Прочие | 1,3 | 110,8 | 1,1 | 100 |
| ИТОГО: | 110,8 | — | 100 | — |
Таблица 6
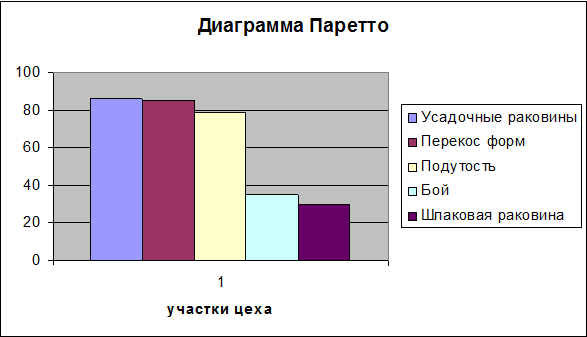
Рисунок 4
Из диаграммы Парето видно, что дефект усадочная раковина является самым весомым и составляет 12,445% от общего числа дефектов. Анализ этого фактора и выявления причин возникновения данного дефекта будут наиболее эффективными для решения проблем.
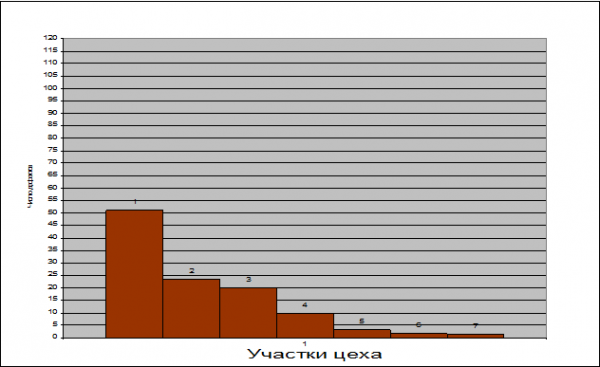
Рисунок 5.
Из диаграммы Парето по оценки качества отливок из серого чугуна по участкам цеха видно, что больший процент брака 45,43% образуется в заливочном участке цеха.
Анализ работы этого участка цеха и выявление причин возникновения данного процента брака в заливочном участке будет эффективным для решения проблемы. Также особое внимание следует обратить на формовочный и плавильный участки цеха.
Их результаты анализа работы должны дать максимальный эффект в улучшении качества продукции и снижении количества брака.
7. Осуществите построение контрольных карт Шухарта ((
| Номер подгруппы | x1 | x2 | X 8 | X 9 | X 10 |
x |
R |
| 1 | 1991 | 2014 | 2028 | 2007 | 2002 | 2008,4 | 37 |
| 2 | 1968 | 2000 | 1995 | 2022 | 1986 | 1994,2 | 54 |
| 3 | 2026 | 2016 | 2005 | 1998 | 2009 | 2010,8 | 28 |
| 4 | 1967 | 2007 | 1986 | 1986 | 1979 | 1985 | 40 |
| 5 | 1996 | 2022 | 1996 | 1977 | 1983 | 1994,8 | 45 |
| 6 | 2016 | 2007 | 2002 | 1962 | 2010 | 1999,4 | 54 |
| 7 | 1988 | 2010 | 2010 | 1984 | 1968 | 1992 | 42 |
| 8 | 1968 | 2024 | 2024 | 2028 | 1991 | 2007 | 60 |
| 9 | 1968 | 2005 | 1995 | 2028 | 2020 | 2003,2 | 60 |
| 10 | 2005 | 2009 | 1981 | 1990 | 1974 | 1991,8 | 35 |
| 11 | 1985 | 2028 | 2004 | 2011 | 2008 | 2007,2 | 43 |
| 12 | 1985 | 1986 | 1998 | 1988 | 2002 | 1991,8 | 17 |
| 13 | 1988 | 2007 | 2009 | 1990 | 2025 | 2003,8 | 37 |
| 14 | 1968 | 1990 | 1979 | 1992 | 2004 | 1986,6 | 36 |
| 15 | 2028 | 2002 | 1983 | 2013 | 2002 | 2005,6 | 45 |
| 16 | 1986 | 1968 | 2010 | 2012 | 2028 | 2000,8 | 60 |
| 17 | 2028 | 1991 | 2005 | 2007 | 1999 | 2006 | 37 |
| 18 | 2007 | 1994 | 1986 | 2010 | 1990 | 1997,4 | 24 |
| 19 | 2001 | 2002 | 2022 | 1999 | 1988 | 2002,4 | 34 |
| 20 | 2012 | 1995 | 2022 | 1990 | 1968 | 1997,4 | 54 |
x = 1799,15
R = х max -xmin = 42,1
Контрольные линии:
для х-карты –
центральная линия CL = x = 1799,15
верхняя контрольная линия UCL = x + A 2 R = 1799,15 + 0,577*42,1=
= 1823,44
нижняя контрольная линия LCL = x– A 2 R =1799,15 – 0,577*42,1=
= 1774,86
для R-карты –
центральная линия CL = R = 42,1
верхняя контрольная линия UCL = D 4 R = 2,115*42,1 = 89,04
нижняя контрольная линия (LCL = D 3 R) не рассчитывается.

Рисунок 6

Рисунок 7.
Из построенных карт видно, что значения величин не выходят за границы регулирования, следовательно, технологический процесс изготовления отливок из серого чугуна протекает стабильно, вмешательство в ход технологического процесса не требуется, погрешностей нет.
8. Построить диаграмму разброса. Выявить факт наличия корреляционной связи появления брака по различным цехам. Определить количественную меру силы данной связи и оценить значимость полученной оценки при доверительной вероятности γ=0,95 и γ=0,80.
| X | Y | Х2 | у2 | х*у |
| 1,92 | 0,3 | 3,6864 | 0,09 | 0,576 |
| 3,28 | 0,4 | 10,7584 | 0,16 | 1,312 |
| 2 | 0,55 | 4 | 0,3025 | 1,1 |
| 3,1 | 0,45 | 9,61 | 0,2025 | 1,395 |
| 1,6 | 0,1 | 2,56 | 0,01 | 0,16 |
| 1,95 | 0,3 | 3,8025 | 0,09 | 0,585 |
| 1,65 | 0,5 | 2,7225 | 0,25 | 0,825 |
| 2,1 | 0,4 | 4,41 | 0,16 | 0,84 |
| 1,4 | 0,3 | 1,96 | 0,09 | 0,42 |
| 1,6 | 0,2 | 2,56 | 0,04 | 0,32 |
| 3 | 0,3 | 9 | 0,09 | 0,9 |
| 23,6 | 3,8 | 55,0698 | 1,485 | 8,433 |
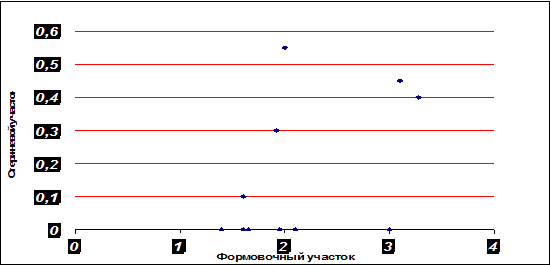
Рисунок 8
1) Коэффициент парной корреляции.
r = 0,47147.
Следовательно, между параметрами существует корреляционная связь средней силы.
2) Оценка значимости коэффициента. Объем выборки n < 30.
![]()
z = 0,51196.
Область принятия гипотезы о нулевой корреляции имеет вид:
Для α = 0,05 z α /2 = 1,96
α = 0,02 z α /2 = 2,32
α = 0,01 z α /2 = 2,58
α = 0,1 z α /2 = 1,64
Зависимость между факторами х и у отсутствует.
При проверки значимости коэффициента корреляции с z — критерием Фишера видно, что z расч < zф/2 , следовательно связь между двумя участками цеха отсутствует.
Заключение
В данной работе был проведен анализ распределения контролируемого показателя качества – масса отливки. При анализе диаграммы можно сделать выводы о том, что гистограмма не имеет высокой центральной части. Такая гистограмма получается, когда объединяются несколько распределений, в которых средние значения отличаются незначительно. Среднее значение х равномерно удалено от центра нормы, но из-за большого разброса края выходят границу нормы – появляется брак.
В данной работе выполнена проверку гипотезы о нормальности эмпирического распределения контролируемого показателя качества – массы отливки с помощью χ α 2 – критерия Пирсона. На основе проводимых расчетов гипотеза отвергается, т.к. χрасч 2 = 17,4 > χтеор 2 = 11,1 и можно констатировать, что эмпирическое распределение контролируемого параметра качества не соответствует нормальному закону.
Построена диаграмма Исикавы. Так же построена диаграмму Парето и проведена оценка основных видов дефектов и оценка качества отливок из серого чугуна по участкам. Анализ работы этих участков и выявление причин возникновения данного процента брака на участках будет эффективным для решения проблемы. Построены контрольные карты Шухарта ((X-R)-карты) для контролируемого показателя качества – массы отливки. Из построенных карт видно, что значения величин не выходят за границы регулирования, следовательно, технологический процесс изготовления отливок из серого чугуна протекает стабильно, вмешательство в ход технологического процесса не требуется, погрешностей нет.
Провела анализ и простроила диаграмму разброса. Коэффициент корреляции составляет r=0,65, говорит о том, что корреляционная связь между количеством брака в цехах отсутствует.
Список используемой литературы:
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/statisticheskie-metodyi-upravleniya-kachestvom-produktsii/
1. Л.В. Борисова, В.П. Димитров, О.А. Пенязев «Статистические методы в менеджменте качества», Ростов-на-Дону, 2005 г.
2. «Управление качеством» под ред. С.Д. Ильенковой, Москва «Юнити», 2003 г.
3. О.В. Аристов – Управление качеством, г. Москва, 2004 г.
4. Справочник знаков качества и соответствия, Яндекс – Википедия.
5. Интернет