
Литейное производство — отрасль машиностроения <#»554208.files/image001.gif»> (1)
где: N — мощность цеха, кг
m — масса отливки, кг
![]()
![]() шт
шт
С учетом брака 5%
![]() , (2)
, (2)
![]() шт
шт
На основании расчетных данных определяем тип производства. Исходя из весовой категории отливок (<20 кг) и годового выпуска отливок (>200000 шт) выбираем тип производство — массовое. [11 табл.8]
Массовое производство характеризуется специализацией предприятия на постоянной номенклатуре изделий, выпускаемых в больших количествах.
1.2 Условие работы детали, назначение отливки и выбор сплава
Деталь «RU» применяется в качестве детали автомобильного двигателя. Деталь работает в условиях статических нагрузок, высоких температур, вибраций. Исходя из условий работы детали, отливка должна отвечать следующим требованиям: иметь высокие механические свойства и жаропрочность. Исходя из требований предъявляемых отливке, сплав должен иметь следующим требованиям прочность и жаропрочность. Для выбора необходимого сплава проведем сравнительную характеристику трех сплавов АК8М; АК7ч; АК5М.
Таблица 1 — Химический состав ГОСТ 1583-93
|
Марка сплава |
Основные компоненты (AL-основа) |
|||||
|
Si |
Mg |
Cu |
Ti |
Mn |
Примеси |
|
|
АК8М |
7,5…9 |
0,3…0,5 |
1…1,5 |
0,1…0,3 |
0,3…0,5 |
0,9…1,1 |
|
АК7ч |
6…8 |
0,2…0,4 |
— |
— |
— |
1,8…2 |
|
АК5М |
4,5…5,5 |
0,35…0,6 |
1…1,5 |
— |
0,6…0,9 |
1,7…1,9 |
Влияние химических элементов:
Si — повышает жидкотекучесть, снижает усадку сплава, уменьшает пластичность и коррозионную стойкость.
Mg — повышает механические свойства, увеличивает пористость.
Cu — повышает механические свойства, снижает коррозийную стойкость.
Ti — измельчает структурные составляющие сплава и, следовательно, повышает механическую прочность.
Mn — резко снижает отрицательные действие железа(примеси) на механические свойства сплава, повышает жаропрочность и снижает пористость.
По химическому составу сплавы отличаются друг от друга содержанием элементов, наиболее лучший сплав АК8М, т.к. содержит большее количество легирующих элементов и минимальное количество примесей, что приводит к улучшению свойств.
Таблица 2 — Механические свойства ГОСТ 1583-93
|
Марка сплава |
σ в |
δ |
HB |
|
АК8М |
255 |
2,0 |
70 |
|
АК7ч |
167 |
1 |
50 |
|
АК5М |
147 |
0.5 |
55 |
σ в — предел кратковременной прочности, Мпа
δ — относительное удлинение, %- твердость по Бринеллю, Мпа
По механическим свойствам сплав АК8М более прочный и пластичный. АК7ч менее хрупок. АК5М наименее прочный и пластичный.
Таблица 3 — Физические свойства литейных алюминиевых сплавов
|
Марка сплава |
R |
α * 10 6 |
λ |
С |
||||
|
о С |
||||||||
|
20-100 |
20-200 |
20-300 |
20 |
300 |
100 |
300 |
||
|
АК8М |
0,0462 |
20,4 |
21,3 |
22,6 |
40 |
44 |
0,2 |
0,22 |
|
АК7ч |
0,0457 |
23,0 |
24,0 |
24,5 |
35 |
40 |
0,21 |
0,24 |
|
АК5М |
0,0449 |
22,0 |
23,2 |
24,0 |
39 |
38 |
0,22 |
0,26 |
- удельное электрическое сопротивление, мкОм*м
α * 10 6 — коэффициент линейного расширения, 1/ о С
λ — коэффициент теплопроводности, Вт/(м* о С)
С — удельная теплоемкость, Дж/(кг* о С)
По физическим свойствам сплав АК8М обладает наименьшим коэффициентом линейного расширения и теплоемкостью, наибольшим коэффициентом теплопроводности. АК7ч обладает наименьшем удельным сопротивлением. АК5М обладает наименьший теплопроводностью и большой теплоемкостью.
Таблица 4 — Технологические свойства литейных алюминиевых сплавов
|
Марка сплава |
Температурный интервал кристаллизации |
Температура литья |
Линейная усадка, %. |
Жидкотекучесть при 700 о С (прутковая пробка), мм |
Склонность к образованию горячих трещин (ширина кольца), мм |
Герметичность |
Склонность к газонасыщению |
Обрабатываемость Резанием |
Свариваемость и коррозионная стойкость |
|
|
стойкость |
Рабочая температура не более, о С |
|||||||||
|
о С |
||||||||||
|
АК8М |
637- 603 |
710-730 |
1,2 |
360 |
5 |
Высокая |
Низкая |
Удовлетворительная |
Хорошая |
400 |
|
АК7ч |
620-577 |
690-750 |
1,0 |
350 |
— |
Высокая |
Высокая |
Удовлетворительная |
Хорошая |
200 |
|
АК5М |
622- 577 |
710-750 |
1,1 |
344 |
7,5 |
Удовлетворительная |
Средняя |
Удовлетворительная |
Удовлетворительная |
250 |
По технологическим свойствам сплав АК8М обладает минимальным интервалом кристаллизации, хороший жидкотекучестью, высокой герметичностью, низкой склонностью к газонасыщению, высокой работой при повышенных температурах, хорошей коррозионной стойкостью и свариваемостью. АК7ч обладает минимальной температурой литья и линейной усадкой, не склонен к образованию горячих трещин, склонен к газонасыщению, имеет хорошую коррозионную стойкость. АК5М обладает широким интервалом кристаллизации, худшей жидкотекучестью, склонен к образованию горячих трещин.
Вывод: для данной детали подходит сплав АК8М, так как по сравнению с приведенными сплавами он обладает более высокой жаропрочностью. Сплав легирован многими компонентами, что повышает его свойства и долговечность. Обладает более высокими механическими свойствами.
1.3 Выбор режима термообработки
Термообработка — это совокупность операций нагрева до определенной температуры, выдержки при этой температуре и охлаждения с определенной скоростью с целью изменения внутреннего строения и в связи с этим улучшение физических, механических и технологических свойств.
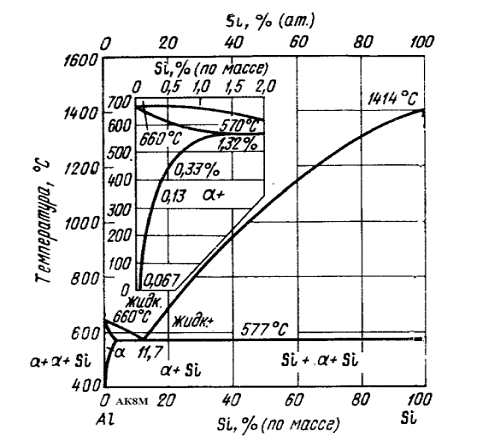
Рисунок 1 — Диаграммы системы Al-Si
Основной структурной составляющей сплава является α Al + αAl + Si, кроме того в число структурных составляющих сплава входят (Mg,Cu,Mn,Ti).
Для отливки из сплава АК8М изготовленной методом литья под давлением термическую обработку не применяют, т.к. прочность при литье под давлением удовлетворяет требованиям, а также есть опасность вздутия и коробления отливки из-за пор со сжатым воздухом и газами в теле отливки.
2. Разработка технологического процесса
Проектирование технологических процессов начинают с изучения рабочих чертежей и технических условий. Проводят контроль чертежей и проверку технологичности конструкции изделия. Затем намечают последовательность выполнения операций, выбирают оборудование и оснастку, производят расчет технологических режимов и нормирование. В случае необходимости выполняют также расчеты на точность, устанавливают припуски на обработку, промежуточные размеры и др.
2.1 Чертеж отливки
При разработке чертежа отливки необходимо проанализировать конструкцию детали с учетом требований к ней, свойств сплава, серийности и решить возможность ее отливки. Чертеж отливки разрабатывается по чертежу детали и включает следующие вопросы:
- выбор положения отливки в форме, что определяет плоскость разъема формы;
- выбор базы;
- назначение припусков на механическую обработку;
- допуски на размеры и вес отливок;
- формовочные уклоны и галтели;
- отверстия и полости.
При выборе плоскости разъема следует учитывать, что извлечение отливки из пресс-формы не должно вызывать затруднений и что она должна оставаться в подвижной форме и удаляться выталкивающим механизмом. Отливка располагается в подвижной полуформе вертикально, плоскость разъема находиться у основания отливки «RU».
Базовой поверхностью называют наиболее ответственную поверхность, за которую отливку закрепляют в приспособление для механической обработки. От базовой поверхности производят разметку отливки. При выборе базовой поверхности руководствуются следующими требованиями: за базу принимают поверхности, которые не подвергаются механической обработке; базовая поверхность должна оформляться одной плоскостью пресс-формы; элементы, принятые за базу, не должны содержать литники и отъемные части. За базовую поверхность отливки принимаем внутреннюю полость отливки.
Припуски на механическую обработку назначают с целью получения заданных размеров и шероховатости поверхности детали в соответствии с чертежом. Размер припусков берётся в зависимости от вида сплава, габаритов детали, класса точности, положение отливки. Основные припуски назначают в соответствии с ГОСТ Р 53464-2009. Припуск на механическую обработку равен 0,5 мм.
Допуски линейных размеров являются суммарными, и ограничивают погрешности, возникшие на разных стадиях изготовления отливки по всем, указанным параметрам. Для данной отливки допуски линейных размеров равны 0,28 мм в соответствии с ГОСТ Р 53464-2009. Номинальной массой отливки является масса детали с учетом припуска на механическую обработку. Отклонение массы зависит от ее номинального значения, способа литья и точности изготовления детали. Допуски массы отливок равны 1,6 % в соответствии с ГОСТ Р 53464-2009.
Литейные уклоны служат для лучшего съема полуформ. Литейные уклоны наружных поверхностей составляют 30’, внутренних 1 0 . Литейные радиусы назначают для предотвращения возникновения в отливках усадочных трещин, для сопряжения поверхностей. Литейные радиусы повышают стойкость оформляющих деталей пресс — формы. Их применяют не менее 0,5 мм.
Отверстия в отливки выполняются литьем с помощью неподвижных стержней.
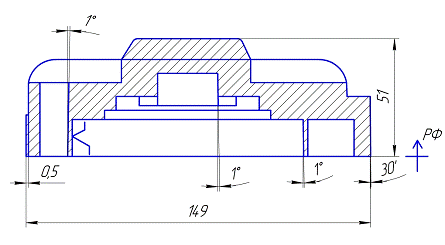
Рисунок 2 — Эскиз отливки “RU”
2.2 Чертеж методики заливки (ЛПС)
При разработке методики заливки решают следующие вопросы:
выбор способа формовки
выбор разъема формы (модели)
определение границ, количества и мест установки стержней в форме
выбор литниковой системы и ее расчет
определение габаритных размеров формы
выбор вентиляции формы
выбор способа сборки форм
выбор положения форм при заливке
В качестве формы применяется постоянная металлическая форма — пресс-форма. Формообразующие детали изготовляют из сплавов 3Х3М3Ф, 4Х5МФС. Для других деталей пресс-форм используют конструкционные стали 35,40,40Х,45. Пресс-форма имеет одну или несколько полостей, очертания которых повторяют форму отливки. Полость пресс — формы должны отличатся от размеров отливки на величину усадки заливаемого сплава. Пресс — формы для массового производства характеризуются надежной конструкцией. Пресс — формы для небольших деталей массового производства чаще всего делают много гнездные, в таких пресс — формах не одна оформляющая полость, а несколько, которые соединены с одним питающим литником. Применяя много гнездные пресс — формы, увеличивают производительность труда, так как за одну запрессовку в этом случае можно получить несколько отливок.
При выборе плоскости разъема следует учитывать, что извлечение отливки из пресс-формы не должно вызывать затруднений и что она должна оставаться в подвижной форме и удаляться выталкивающим механизмом. Форма должна иметь минимальное количество стержней по возможности простой конфигурации. Также следует стремиться к тому, чтобы число разъемов и стержней было минимальным. Пресс-форма имеет прямую вертикальную плоскость разъема.
В отливке используется 9 неподвижных стержней. Они устанавливаются в пресс-форме перпендикулярно плоскости разъема. Для облегчения удаления отливки стержни имеют конусность. Стержни крепятся буртиком, опирающимся на подкладную плиту.
Литниковая система представляет собой совокупность каналов, по которым жидкий металл поступает из камеры прессования в оформляющую полость пресс-формы. Различают три типа литниковых систем: прямые, внутренние, внешние. В прямой литниковой системе отсутствует подводящий канал; металл из литникового хода поступает в полость формы. Внутреннюю литниковую систему применяют для отливок, имеющих центральное или какое-либо другое отверстие, размеры которого позволяют разместить внутри полости пресс-формы подводящие каналы и питатели. Внешняя литниковая система — единственная система для подвода металла в многогнездные формы. Выбираем внешнюю литниковую систему, которая позволяет получать несколько отливок в пресс-форме. Питатель подводим к боковой стенке отливки.
Габаритные размеры формы зависят от конструкции отливки, количества отливок в форме, диаметра камеры прессования, толщины пресс-формы.
Для приема первой порции расплава, обогащенного воздушными включениями, вблизи полости пресс-формы располагают специальные резервуары — промывники, объем которых может достигать 20 — 40% от объема отливки. Промывники соединяют с полостью литейной формы каналами, толщина которых равна толщине питателей. Удаление воздуха и газа из полости пресс-форм осуществляют через специальные вентиляционные каналы. Вентиляционные каналы выполняют в плоскости разъема на неподвижной части пресс-формы, также вдоль выталкивателей. Глубина вентиляционных каналов равна 0,05-0,15 мм, а ширина 10-30 мм.
Сборка пресс-формы осуществляется на специальных стендах. Операция сборки не представляет сложности, если входящие детали правильно изготовлены и обработаны от единых баз.
Расплавленный металл заливается в камеру прессования, расположенную горизонтально по оси машины и перпендикулярно к плоскости разъема формы, непосредственно связанную с неподвижной половиной формы. В верхней части камеры имеется окно для заливки металл. При движение пресс-поршня металл через питатель заполняет рабочую полость формы.
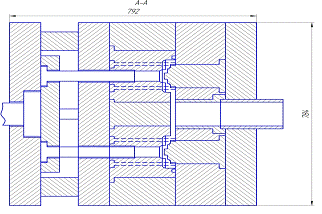
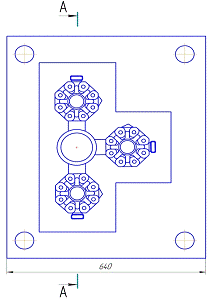
Рисунок 3 — Эскиз пресс-формы
2.3 Маршрутная технология изготовления отливки, выбор параметров операций и их характеристика
Подготовка шихтовых материалов
Приготовление сплава АК8М
Рафинирование сплава
Заливка образцов на химический анализ
Контроль химического анализа
Подготовка машины к работе
Подготовка пресс-форм к работе
Заливка металла
Запрессовка жидкого металла
Извлечение отливок
Обрезание литников
Визуальный контроль
Контроль геометрии
Зачистка отливок
Исправление дефектов
Приемочный контроль
Подготовка шихтовых материалов
Подготовка шихтовых материалов производится на шихтовом дворе. Перед загрузкой в печь все шихтовые материалы должны быть очищены от загрязнений, следов коррозии, масла, влаги, земли в пескоструйной камере и подогреты до температуры 100 — 150 0 С.
Приготовление сплава АК8М
Применяем для плавки печь ИАТ-0,4. Тщательно просушенный и прокаленный тигель нагревают до 600 — 700 0 С. Затем в него загружают отходы собственного производства и чушки алюминия, после расплавления, которых вводят лигатуру Al-Si и Al-Cu при температуре 700 0 С и тщательно перемешивают. После их расплавления вводят лигатуру Al-Ti и Al-Mn при температуре 730 0 С. Магний вводят в колокольчике при температуре 700 0 С.
Рафинирование сплава
Температуру доводят до 740 — 750 0 С и рафинируют подогретым до температуры 150 0 С гексахлороэтаном в количестве 0,1 — 0,2 % от массы сплава. Гексахлороэтан вводят в колокольчике, предварительно измельченным и обернутым в алюминиевую фольгу, и непрерывно перемешивают до прекращения выделения продуктов реакции. После рафинирования расплав выдерживают 5 — 8 мин, так как в этот период в нем всплывают пузырьки.
Заливка образцов на химический анализ
После приготовление сплава производится заливка образцов на химический анализ. Образцы заливают после каждой плавки.
Контроль химического анализа
Провести химический анализ сплава на приборе ARC MET 8000. При несоответствии химического состава сплава марке произвести подшихтовку расплава. Повторно произвести химический анализ.
Подготовка машины к работе
Перед началом работы проверить все технические параметры машины (давление воздуха, масла и т.д.), проверяют затяжку всех болтов пресс-формы. Произвести смазку машины (масло индустриальное И-20), смазывают направляющие колонки и втулки, цилиндры системы выталкивания отливок, направляющие траверсы. Проверить работу машины в действии: произвести раскрытие и холостое прессование.
Подготовка пресс-формы к работе
Убедиться, что форма крепко закреплена, плотно закрывается, и все механизмы ее работают исправно. Произвести нагрев формы электронагревом до температуры 200 0 С. Смазать детали камеры прессования (наполнительный стакан, поршень).
Смазка наносится манипулятором ЛМС 100.
Заливка металла
Заливка производится при температуре 630 0 С с помощью дозатора манипулятора А9740. По команде оператора поступающей с машины, рычаг поворачивает ковш к заливочному окну и выливает металл в камеру прессования. В этом положение ковш выдерживается в течение времени необходимого для слива остатков металла, после чего подается команда на прессование и обратный ход ковша и рычага к раздаточной печи САТ-0,25. Ковш опускается в металл на глубину ниже уровня металла в печи. Измерительный преобразователь уровня определяет глубину погружения ковша в металл независимо от измерения уровня металла в печи по мере ее опорожнения. По команде оператора ковш поднимается с печи. При этом излишки металла сливаются обратно в печь, ковш останавливается над печью до поступление команды на следующий цикл перемещения.
Запрессовка жидкого металла
Включение машины для лить под давлением 711А10 производится нажатие двух кнопок. Происходит запуск гидропневматического аккумулятора, который приводит в движение пресс-поршень, металл через литниковые каналы заполняет рабочую полость формы. Отливки охлаждаются в пресс-форме 6 сек.
Извлечение отливок
Манипулятор-съемник ЛМ10Ц83.01 захватывает готовые отливки, сопровождает ее при выталкивание, и выносит из рабочей зоны и укладывает в штамп обрезного пресса.
Обрезание литников
Производим обрезку литников и облоя на прессе П-16. В нижней неподвижной плите предусмотрено окно для удаление литников. Отливки из верхней подвижной части удаляются гидровыталкивателями. Для улавливания выталкиваемой отливки из пресса и сбрасывания ее в тару, прессы имеют подвижные лотки.
Визуальный контроль
Контролер осматривает отливку на наличие трещин, на качество поверхности, сравнивает с эталоном.
Контроль геометрии
Контролер проверяет отливку по геометрии штангенциркулем на размеры, указанные в чертеже отливки.
Зачистка отливок
Зачистка деталей производится на обдирочно-шлифовальном стационарном станке М3-48. Зачистка производится от остатков литниковой системы.
075 Исправление дефектов
Основным средством исправления дефектов отливок является заварка аргонодуговой сваркой, заделка эпоксидными замазками (ЭД-5, ЭД-6, ЭД-20).
080 Приемочный контроль
Визуально проверить отливку, выписать сопроводительную карту.
2.4 Контроль отливок
Целью контроля является выявление дефектов в отливках и определения соответствия химического состава, механических свойств, структуры и геометрии. Правильно разработанный технологический процесс и четкое исполнение разработанной и утвержденной технологии обеспечивает хорошее качество деталей. Все методы контроля качества отливок можно подразделить на разрушающий контроль и неразрушающий контроль.
Разрушающий контроль может производиться как на специальных образцах, так и на образцах, вырезанных из различных участков контролируемой отливки, но в этом случаи дальнейшие использование отливки по назначение становиться невозможным. Разрушающие методы контроля предусматривают определение химического состава, механических свойств, макро- и микроструктуры.
Неразрушающий контроль не влияет на дальнейшую работоспособность отливок, и они остаются полностью пригодными к эксплуатации, поэтому неразрушающий контроль более важен для современного машиностроения. Различают следующие методы неразрушающего контроля: контроль геометрии, визуальный контроль, рентгенконтроль, оптический, радиационный, ультразвуковая дефектоскопия, цветная дефектоскопия, люминесцентный контроль и т.д.
Для отливки “RU” применяются следующие виды контроля:
Контроль химического состава. В цеховой или заводской лаборатории проверку состава сплава производят методом спектрального анализа. Спектральный анализ основан на рассмотрении спектра лучей, излучаемых при воздействии лугового разряда на поверхность материала. По спектру определяется качественный и количественный состав сплава. Химическому анализу подвергаются расплавы всех плавок. Проверяют основные элементы
Визуальный контроль. Чистоту поверхности отливок оценивают визуально, сравнивая их с эталоном. Отливки, имеющие дефекты, сравнивают с допустимыми дефектами утвержденных эталонов или описанными в технических условиях.
Контроль геометрии. Геометрические размеры проверяют по литейному чертежу, на котором обычно указаны только те размеры, которые следует проверять в литейном цехе. Проводят два вида контроля: периодический контроль всех размеров отливки и постоянный контроль колеблющихся размеров. Все размеры отливок проверяются при освоении новой пресс-формы после ее изготовления и доводки. В этом случае все отливки нескольких партий обмеряют, результаты сверяют с размерами чертежа; чтобы получить точные размеры ребер и стенок, отливки разрезают на части. При длительной работе пресс-формы размеры оформляющей полости изнашиваются, поэтому периодически производят контроль размеров отливок. Проверку размеров отливок ведут от базовых поверхностей, от которых их затем обрабатывают в механическом цехе.
Приемочный контроль. Проверяется визуально качество готовой отливки, выписывается сопроводительная карта.
Таблица 5 — Дефекты отливок при литье под давлением
|
Дефекты |
Причины образования |
Меры предупреждения |
Устранения |
|
Трещины |
Задержка раскрытия пресс-формы, высокая температура заливки металла, высокое содержание вредных примесей, низкая температура пресс-формы, провисание пресс-формы |
Укрепить пресс-формы, ускорить раскрытие пресс-формы, повысить температуру работы |
Ускорять раскрытие пресс-формы, наварка жидкого металла |
|
Приваривание сплава к пресс-форме |
Низкая твердость рабочих поверхностей пресс-формы |
Воронить, азотировать рабочую поверхность пресс-формы |
Незначительный дефект |
|
Задиры на поверхности отливок |
Местный перегрев пресс-формы |
Изменить подвод металла в форму, повысить содержание железа в сплаве |
Неисправим |
|
Нечеткие контуры отливок |
Малое давление прессов, низкая температура пресс-формы, малое сечение питателя |
Повысить давление прессования, повысить температуру работы увеличить сечение питателя |
Механическая обработка |
|
Газовые раковины и пористость |
Высокая скорость прессов изменяя смазку пресс-формы, нерациональная конструкция литниковой системы (малая толщина питателя, неудачный подвод металла) |
Низкая скорость прессования уменьшить длины смазки, улучшить литниково-вентиляционные системы |
Неустраним |
|
Увеличение размеров отливок, несоответствие геометрии отливки требования чертежа |
Отход подвижных половинок формы при прессе |
Проверить усилие запирание пресс-формы, уменьшить давление пресса |
Газовая электра сварка |
|
Неправильное определение величины усадки |
Уточнить выбранную величину усадки |
Не |
3. Расчеты
1 Расчет литниковой системы
Площадь сечения питателя при литье под давлением — всегда наиболее узкое место литниковой системы, рассчитывают его по формуле:
F пит = (М*1000)/(p1 * ωвн * t1 ) (3)
где М — масса отливки с литниковой системой, кг
p 1 — плотность расплава, кг/м3 [2 табл. 8]
ω вн — скорость выпуска расплава, м/с
t 1 — продолжительность заполнения форм, c
F пит = (2,639*1000)/(2700*30*0,081) = 0,4 м2
Определяем скорость выпуска расплава:
ω вн = 15*К1 *К2 (4)
где К 1 — коэффициент, учитывающий тип отливки
К 2 — коэффициент, учитывающий давление на сплав.
ω вн = 15*1*2=30 м/с
Таблица 6 — Коэффициент, учитывающий тип отливки
|
Тип отливки |
К 1 |
|
Толстостенная простой конфигурации |
0,75 |
|
Коробчатого сечения |
1 |
|
Сложной конфигурации |
1,5 |
|
Очень сложной конфигурации с тонкими ребрами (0,5 — 0,8 мм.) |
2 |
Таблица 7 — Коэффициент, учитывающий давление на сплав
|
Давление, Па |
К 2 |
|
До 20 |
2,5 |
|
20-40 |
2 |
|
40-60 |
1,75 |
|
60-80 |
1,5 |
|
80-100 |
1,25 |
|
Св. 100 |
1 |
Определяем продолжительность заливки формы:
τ зап = К3 К4 * 0,06 (5)
где Кз — коэффициент учитывающий тип сплава
К4 — коэффициент, учитывающий среднюю толщину стенки отливки.
τ зап = 0,9*1,5*0,06 = 0,081 сек
Таблица 8 — Коэффициент учитывающий тип сплава
|
Сплавы |
К з |
|
|
Свинцово — оловянные |
1,1 |
1 |
|
Алюминиевые |
0,9 |
|
|
Медные |
0,75 |
|
|
Сталь и чугун |
0,6 |
|
|
Магниевые |
0,45 |
Таблица 9 Коэффициент, учитывающий среднюю толщину стенки
|
Толщина стенки, мм |
К 4 |
|
До1 |
0,5 |
|
1-2 |
0,75 |
|
2-4 |
1 |
|
4-6 |
1,15 |
|
6-8 |
1,3 |
|
Св.8 |
1,5 |
Таблица 10 — Температура формы
|
Основа сплава |
Температура нагрева формы, о С |
Примечание |
|
Цинк |
120-160 |
Чем больше стенка отливки, тем больше стенка формы |
|
Алюминий |
180-250 |
|
|
Магний |
200-300 |
|
|
Медь |
250-320 |
Определение размеров питателя:
Толщина питателя:
пит = (0,8 … 1,0) * σотл (6)
h пит = 1*9 = 9 мм
где σ отл — толщина отливки в месте подвода металла, мм
Ширина питателя, мм:
пит = fпит / hпит (7)
b пит = 400/9 = 44 мм
Длина питателя, мм:
пит = (4 … 6)* hпит (8)
l пит = 4*9 = 36 мм
Определение размеров камеры прессования:
кп. = υж / [(0,7…0,8)* lкп ] (9)
где F кп . — площадь сечения камеры прессования, см2
l кп — длина рабочей камеры прессования
1 кп = 1,25*L (10)
кп = 1,25*7,45 = 9,31 см
где L — длина отливки, cм
υ ж — объем жидкого металла, см3
υ ж = υотл + υпит + υпр . ост + υпром (11)
где υ отл. — объем отливки, см3
υ пит. — объем питателей, см3
υ пр.ост. — объем пресс — остатка, см3
υ пром — объем промывника, см3 (находится исходя из таблицы 11)
Объем отливки:
υ отл =m/ p1 (12)
где m — масса отливки, г
p 1 — плотность расплава, г/см3
υ отл =1820/2,7 = 674 см3
Объем питателей:
υ пит . = hпит * bпит * lпит (13)
υ пит . = 0,9*3,1*3,6 = 10,04 см3
Объем пресс — остатка:
υ пр . ост = 0,4* υотл . , (14)
υ пр . ост = 0,4*674 = 242,64 см3
Объем промывника:
υ пром = (s*h*)+((1/3*H*( *B+
*b+![]() )+((1/3*π*H*(b2 +Bb+B2 )/2)) (34)
)+((1/3*π*H*(b2 +Bb+B2 )/2)) (34)
υ пром
=(5*1,5*30)+((1/3*15(30*16+30*12+![]() ))+((1/3*3,14*15
))+((1/3*3,14*15
*(12 2 +16*12+162 )/2)) = 225+3910,41+4182,48 = 8317,89 мм3 = 8,32 см3
υ ж = 674 + 10,04+ 242,64 + 8,32 = 935 см3
Таблица 11 — Размеры промывников в зависимости от толщины стенки отливки, мм
|
Размер промывника |
Толщина стенки отливки |
||||
|
|
Промывника |
2-4 |
5-8 |
9-15 |
св. 15 |
|
В |
6 |
10 |
16 |
20-30 |
|
|
b |
5 |
8 |
12 |
16-20 |
|
|
H |
6 |
10 |
15 |
20-30 |
|
|
h |
0,3 — 0,8 |
1,5-1,2 |
0,8 -1,5 |
1,0-2,0 |
|
|
s |
2 |
3-5 |
5-8 |
10-15 |
|
|
20-30 |
20-50 |
30-70 |
40-100 |
||
|
L |
30-40 |
30-60 |
40-80 |
50 -120 |
|
кп = 935 / [0,8* 9,31] = 125,54 см2
Определение диаметра камеры прессования:
d кп =![]() (15)
(15)
d кп =![]() = 12,64 см
= 12,64 см
Расчёт скорости прессования
Расчёт скорости прессования ω пр . ведётся по формуле
отливка сплав контроль качество деталь
ω пр = ![]() (16)
(16)
ω пр = ![]() = 9,6 м/с
= 9,6 м/с
Под скоростью прессования понимают скорость перемещения плунжера за период заполнения формы прессования.
Определение усилия прессования:
Р пр = Рин + Ргд + Рсм + Ргаз + Рмет + Рмат , (17)
где Р пр — усилие прессования, кГс
Р ин — усилие необходимое на преодоление инерционных сил, кГс
ин = ![]() (18)
(18)
где g = 981 — ускорение свободного падения, см/с 2
P ин = ![]() = 159216 Гс = 159,22 кГс
= 159216 Гс = 159,22 кГс
Р гд — усилие необходимое для преодоления местных гидродинамических сопротивлений литниковой системы, кГс
Р гд = Рин × ζ с , (19)
где ζ с- суммарный коэффициент местных гидравлических сопротивлений формы и литниковой системы.
 (20)
(20)
где ξ 1 = 0,98
ξ 2 = 0,45
F отл — площадь сечения отливки, перпендикулярная питателю, см
![]() = 7,63
= 7,63
Р гд = 159,22*7,63 = 1214,85 кГс
Р см — усилие смятия образовавшейся твёрдой корки металла пуансоном в камере прессования, кГс
Р см = ƒ кор × σ с (21)
где σ с — предел прочности на смятие корки металла вблизи температуры солидуса, σс =50 кГс/см
f кор — площадь сечения затвердевшей корки
![]() (22)
(22)
где α =0,3 …0,5 ккал/см 2 ∙с
ρ — плотность расплава, г/см 3
t кр — температура заливки, °С [1 табл.2.2]ф — температура формы, °С (находится исходя из таблицы 10)
τ охл — время охлаждения отливки ~ 1 сек [1 рис.3.38]
![]() = 254,5 см2
= 254,5 см2
Р см = 254,5*50 = 12725 кГс
Р газ — усилие на преодоление противодавления газов в полости формы, кГс
Р газ = n × Р 2газ × ƒ пит (23)
где n — поправочный коэффициент, n=(3-4)
Р 2газ — противодавление газов, кГс
Р 2 газ = Р 1 газ * Тмет / Тф (24)
где P 1газ — давление газа в форме до ее заполнения, кГс; Р1газ = 1 кГс
Т мет — температура металла, равная температуре ликвидуса расплава, К (находится исходя из таблицы 4)
Т ф — температура формы, К
Р 2 газ = 1*910/ 473 = 1,92 кГс
Р газ = 3*1,92* 40 = 230,4 кГс
Р мет — усилие на создание напора для поднятия металла до верхнего уровня полости формы, кГс
мет = H *ρ*Fотл (25)
где Н — высота отливки над осью камеры прессования, см
F отл — площадь отливки, см2
отл = ½r*n*a (26)
где r — радиус вписанной окружности, см
n — число сторон правильного многоугольника, n = 8
a — сторона правильного многоугольника, см
F отл = ½*6,9*8*2,9 = 80,04 см2
P мет = H *ρ* Fотл. =0,9*2,7*80,04 = 194,49 Гс = 0,19 кГс
Р нат — усилие для преодоления сил поверхностного натяжения расплава питателях, кГс
Р нат = ![]() * Σ Fпит (27)
* Σ Fпит (27)
где r — половина толщины питателя, см
= 1
= h пит /2 (28)
= 0,9/2 = 0,45 см
Рнат = ![]() * 40 = 4444,4 кГс
* 40 = 4444,4 кГс
Р пр = 159,22+1214,85+12725+230,4+0,19+4444,4 = 18774,06 кГс
Расчёт площади сечения вентиляционных каналов
Ширина вентиляционных каналов, м
![]() (29)
(29)
где — площадь вентиляционных каналов, м
h k — необходимая толщина вентиляционных каналов, м
h k = (0,10-0,20) м
Площадь вентиляционных каналов, м
![]() , (30)
, (30)
где n — коэффициент запаса, n = (2-3)
 (31)
(31)
 = 0,002 м2 (32)
= 0,002 м2 (32)
![]() = 0,004 м2
= 0,004 м2
где t ф — температура формы, К
D = 0,086 град / м для газов, заполняющих форму
P 1 — давление в полостях формы перед впуском расплава P1 = 1 кГс/см2
P 2 — давление в полостях формы после впуска расплава, Р2 < 5 кГс/см2
— ускорение свободного падения, 9,81 м/с2
![]() = 0,004 м2
= 0,004 м2
![]() = 0,02 м
= 0,02 м
Расчёт усилия запирания.
Р зап = Рст + Руд (33)
где Р ст — статическое усилие запирания, кГс
![]() (34)
(34)
где Р пр — усилие прессования, кГс
F n — сумма площадей проекций на плоскость разъема формы, см2
п = 2Fотл + 2Fпром + 2Fпит + Fкп (35)
где F пром — площадь промывника,
F пит — площадь питателя
Площадь промывника
F пром = (l *s + L*B) (36)пром = (3*0,5 + 4*1,6) = 7,9 см2
Площадь питателя
пит = bпит * lпит (37)
F пит = 3,1* 3,6 = 11,16
n = 2*80,04 + 2*7,9 +2*11,16 +125,54 = 323,74 см2 (38)
где F пит — площадь питателя, см2
пит = l пром * bпром (39)
где n — количество промывников, шт
![]() = 48414,16 кГс
= 48414,16 кГс
где Р уд — сила удара, кГс
 (40)
(40)
где n — поправочный коэффициент, n=(0,6-0,7)
Е — модуль упругости расплава, Е=0,7 х 10 10 кГс/м2
р 1 — плотность расплава, г/см3
p 1 , — плотность рабочей жидкости (масла), 0,8 г/см3
g — ускорение свободного падения, 981 см/с 2
С — скорость распространения звуковой волны в жидкости механизма прессования, С = 10 см/с
 = 406000 кГс
= 406000 кГс
Р зап = 48414,16+406000 = 454417,26 кГс
Исходя из расчётных данных принимаем машину для литья под давлением 711А10. [10 табл. 8.2]
3.2 Расчет формы
При разработке чертежа формы необходимо учитывать уменьшение размеров отливки за счет кристаллизации, а также учесть и предусмотреть литейные уклоны и радиусы. Габариты пресс-формы рассчитываются из таблицы 12:
Таблица 12 — Толщина стенки пресс-формы
|
Масса порции расплава, кг |
1,25 |
2,1 |
3,6 |
6,0 |
6,5 |
|
Толщина стенки формы, мм |
190-420 |
220-500 |
260-600 |
320-710 |
350-760 |
Исходя из данных таблицы 12 принимаем толщину стенки формы — 350 мм. Принимаем следующие габаритны размеры формы (длина x ширина x высота), мм — 792 x 640 x 784.
3.3 Расчет шихты и баланса металла
Произведем расчет шихты для приготовления сплава АК8М при применении 50% отходов собственного производства (возврата) и 50% первичных металлов и лигатур. Составим баланс металла на 480 т годного литья.
Плавка производится в печи ИАТ — 0,4. Расчет производится на 100 кг сплава по среднему химическому составу. Программа 480 т/год.
Химический состав сплава по ГОСТ 1583-93
Al = 88,2 — 90,8% Si = 7,5 — 9% Mg = 0,3 — 0,5% Сu = 1 — 1.5 % Mn = 0,3 — 0,5% Ti = 0,1 — 0,3%
Угар компонентов сплава в процессе плавки принимаем в соответствии со справочными данными [2 табл.52]: Al = 1% Si = 1% Mg = 2% Cu = 1% Mn = 1,5% Ti = 1%
Химический состав лигатуры принимаем в соответствии со справочными данными[2 табл.38]:
Лигатура Al — Si: 13% Si 87% Al
Лигатура Al — Cu: 50% Cu 50% Al
Лигатура Al — Mn: 10% Mn 90% Al
Лигатура Al — Ti: 5% Ti 95% Al
Все полученные данные заносим в таблицу 13
Таблица 13 — Средний химический состав сплава с учетом угара
|
Наименование показателей |
Элементы |
Всего |
|||||
|
Al |
Si |
Mg |
Cu |
Mn |
Ti |
||
|
Состав сплава по ГОСТ 1583-93,% |
88,2 — 90,8 |
7,5 — 9 |
0,3 — 0,5 |
1 — 1.5 |
0,3 — 0,5 |
0,1 — 0,3 |
100 |
|
Состав сплава, принятый к расчету (средний), % |
89,5 |
8,25 |
0,4 |
1,25 |
0,4 |
0,2 |
100 |
|
Кг |
89,5 |
8,25 |
0,4 |
1,25 |
0,4 |
0,2 |
100 |
|
Угар, % |
1 |
1 |
2 |
1 |
1,5 |
1 |
— |
|
Кг |
0,895 |
0,08 |
0,008 |
0,013 |
0,006 |
0,002 |
1,004 |
|
Количество шихтовых материалов с учетом угара, кг |
90,395 |
8,33 |
0,408 |
1,263 |
0,406 |
0,202 |
101,004 |
Определяем количество отходов собственного производства в виде сплава АК8М.
(101,004*50)/100 = 50,502 кг
Определяем количество элементов Al, Si, Mg, Cu, Ti попадающих в рабочий сплав с отходами собственного производства.
Al = 50,502*89,5/100 = 45,2 кг
Si = 50,502*8,25/100 = 4,166 кг
Mg = 50,502*0,4/100 = 0,202 кг
Cu = 50,502*1,25/100 = 0,631 кг
Mn = 50,502*0,4/100 = 0,202 кг
Ti = 50,502*0,2/100 = 0,101 кг
Остальное количество элементов необходимо ввести в рабочий сплав в виде первичных металлов и лигатур.
Кремний необходимо дошихтовать
Si = 8,33 — 4,166= 4,164 кг
Для этого необходимо ввести лигатуру Al — Si
,164*100/13 = 32,03 кг
Определим количество алюминия в лигатуре
Al = 32,03 — 4,164 = 27,866 кг
Магний необходимо дошихтовать:
Mg = 0,408- 0,202 = 0,206 кг
Для этого необходимо ввести магний в чистом виде.
Mg = 0,206 кг
Медь необходимо дошихтовать:
Cu = 1,263 — 0,631 = 0,632 кг
Для этого необходимо ввести лигатуру Al — Cu
,632*100/50 = 1,264 кг
Определим количество алюминия в лигатуре
Al = 1,264 — 0,632 = 0,632 кг
Mn = 0,406 — 0,202 = 0,204 кг
Для этого необходимо ввести лигатуру Al — Mn
,204*100/10 = 2,04 кг
Определим количество алюминия в лигатуре
Al = 2,04 — 0,204 = 1,836 кг
Титан необходимо дошихтовать:
Ti = 0,202 — 0,101 = 0,101 кг
Для этого необходимо ввести лигатуру Al — Ti
,101*100/5 = 2,02 кг
Определим количество алюминия в лигатуре
Al = 2,02 — 0,101 = 1,919 кг
Алюминий необходимо дошихтовать:
Для этого необходимо ввести алюминий в чистом виде. Определяем количество алюминия в чушках, с учетом алюминия, введенного с возвратом и лигатурами.
Al = 90,395- (45,2 + 27,866+0,632+1,836+1,919) = 12,942 кг
По результатам расчета количества возврата, лигатур, чистых элементов, необходимых в составе шихт, составляем таблицу 14
Таблица 14 — Расчетный состав шихты на 100 кг
|
Наименование показателей |
Элементы |
Всего |
|||||
|
Al |
Si |
Mg |
Cu |
Mn |
Ti |
||
|
Состав, принятый к расчету с учетом угара, кг (средний) |
90,395 |
8,33 |
0,408 |
0,302 |
0,406 |
0,202 |
101,004 |
|
Количество элементов, вводимых с отходами собственного производства, кг |
45,2 |
4,166 |
0,202 |
0,631 |
0,202 |
0,101 |
50,502 |
|
Кол-во элементов, вводимых с лигатурами |
32,253 |
4,164 |
— |
0,632 |
0,204 |
0,101 |
37,354 |
|
Чистые металлы, кг |
12,942 |
— |
0,206 |
— |
— |
— |
13,148 |
Определим количество составляющих шихты на плавку 0,4 т. Расчетные данные заносим в шихтовую карту (таблица 15).
Отходы собственного производства
,502*4 = 202,008 кг
Чушковый Al
,942 *4 = 51,768 кг
Лигатура Al-Si
,03 *4 = 128,12 кг
Чушковый Mg
,206 *4 = 0,824 кг
Лигатура Al-Cu
,264 * 4 = 5,056 кг
Лигатура Al-Mn
,04 * 4 = 8,16 кг
Лигатура Al-Ti
,02 * 4 = 8,08 кг
Таблица 15 — Шихтовая карта
|
Показатели |
Шихтовые материалы |
кг |
|
Сплав АК8М № плавки Печь — ИАТ-0,4 Вес плавки 0,4 т |
Отходы собств. производства |
202,008 |
|
Чушковый Al |
51,768 |
|
|
Лигатура Al-Si |
128,12 |
|
|
Чушковый Mg |
0,824 |
|
|
Лигатура Al- Cu |
5,056 |
|
|
Лигатура Al-Mn |
8,16 |
|
|
Лигатура Al-Ti |
8,08 |
|
|
Всего |
404,016 |
Таблица 16 — Перерасчет шихты на 100 кг
|
Шихтовая карта |
Кг |
% |
|
Отходы собственного производства |
50,502 |
50 |
|
Чушковый Al |
12,942 |
12,813 |
|
Лигатура Al-Si |
32,03 |
31,712 |
|
Чушковый Mg |
0,206 |
0,204 |
|
Лигатура Al- Cu |
1,264 |
1,251 |
|
Лигатура Al-Mn |
2,04 |
2,02 |
|
Лигатура Al-Ti |
2,02 |
2 |
|
Всего |
101,004 |
100 |
Составляем баланс металла на 480 т годного литья.
При составлении баланса металла принято, что масса литниковой системы 0,45 раза больше массы отливок. Результаты расчета заносим в таблицу 17.
Таблица 17 — Баланс металла
|
Показатели |
т |
% |
Составляющие шихты |
т |
% |
|
Годное литье |
480 |
49 |
Отходы собственного производства |
363,6 |
50 |
|
Брак: Внутренний Внешний |
14,4 |
3 |
|||
|
9,6 |
2 |
Чушковый Al |
93,176 |
12,813 |
|
|
Литники и выпоры |
216 |
45 |
Лигатура Al-Si |
230,61 |
31,712 |
|
Жидкий металл |
720 |
99 |
Чушковый Mg |
1,484 |
0,204 |
|
Угар, потери |
7,2 |
1 |
лигатура Al-Cu |
9,097 |
1,251 |
|
Лигатура Al-Mn |
14,689 |
2,02 |
|||
|
Лигатура Al-Ti |
14,544 |
2 |
|||
|
Всего |
727,2 |
100 |
Всего |
727,2 |
100 |
3.4 Расчет количества оборудования
Рассчитываем количество плавильных печей ИАТ-0,4:
печ = (М*Кн )/(Фд *q) (41)
где М — количество жидкого металла на годовую программу, т
К н — коеффициент непрерывной работы, Кн = 1,2
Ф д — действительный фонд времени, 3575 ч
q — производительность печи, 0,29 т/ч [2 табл.6]
N печ = (М*Кн )/(Фд *q) = (727,2*1,2)/(3575*0,29) = 0,84 ≈ 1 шт
Технические характеристики индукционный тигельный печи ИАТ-0,4 [2 табл.6]
Установленная мощность, кВ*А — 180
Вместимость тигля, т — 0,4
Производительность по расплавлению и перегреву, т/ч — 0,29
Рассчитываем количество машин для литья под давлением 711А10:
маш = (N*Кн )/(Фд *q*n) (42)
где N — количество отливок с учетом брака в год, шт
К н — коеффициент непрерывной работы, Кн = 1,2
Ф д — действительный фонд времени, 3575 ч
q — производительность машины для литья под давлением, 35 заливок/ч [7 табл.76]
n — количество отливок в пресс-форме
N маш = ((N/n)*Кн ))/(Фд *q*n) = ((276923/3))*1,2))/(3575*35) = 0,88 ≈ 1 шт
Технические характеристики машины для литья под давлением 711А10 [7 табл.74]
Усилие запирание, кН — 6300
Масса заливаемого порции алюминиевого сплава, кг — 10
Толщина пресс-формы, мм:
наибольшая — 850
наименьшая — 380
Усилие прессование, кН — 670
Ход подвижной плиты, мм — 630
Габаритные размеры , мм:
Длина — 8700
Ширина — 3500
высота — 3150
Масса, кг — 28000
- ОХРАНА ТРУДА
Технологический процесс, организация и проведение литейных работ должны соответствовать требованиям ГОСТ 12.3.002-75, ГОСТ 12.3.027-2004.
4.1 Мероприятия по технике безопасности (по ССБТ)
При проведение технологического процесса на всех стадиях обработки материалов возможно действие опасных и вредных производственных факторов. Основные из них выделение паров и газов, избыточное выделение теплоты, лучистая энергия, повышенный уровень шума, наличие движущихся машин и механизмов, подвижные части производственного оборудования, системы повышенных давлений, электрический ток, психофизиологические напряжения при выполнении автоматизированных операций. Поэтому серьезное внимание необходимо уделять созданию комфортных условий труда в цехе литья под давлением и строгому соблюдению установленных правил техники безопасности.
При плавке в индукционной печи загрузку шихты, подшихтовку, перемешивание расплавленного металла, снятие шлака и отбора проб, необходимо проводить при снятом с индуктора печи напряжении. Корпус печи должен быть заземлен; кроме пускового устройства у каждой печи должен быть предусмотрен аварийный рубильник, общий для всех печей, который располагается на расстоянии не менее 10 метров от печей. Для защиты работников от воздействия электромагнитных полей высокой частоты устройства, генерирующие электромагнитные поля, должны быть снабжены экранами с таким расчетом, чтобы напряжение электромагнитного поля и интенсивность облучения на рабочих местах не превышали величин, предусмотренных санитарными нормами. Должны быть приняты меры по ограничению доступа работников к таким устройствам.
В машинах для литья под давлением ограждающие устройства должны также служить защитой от выброса металла. При этом должна применяться эффективная защита от сбоев в программах дозирования заливки и закрытия форм. Для дозированной подачи расплавленных сплавов должны применяться устройства, исключающие их пролив или разбрызгивание во время выдачи доз. Удаление отливок из пресс-форм должно производиться специальным съемником. Рукоятки управления машинами должны иметь ограждения, предотвращающие случайное их выключение. Высокое давление жидкости или воздуха, развиваемое в цилиндрах пресса и баллонах аккумулятора, требует строго соблюдения правил эксплуатации сосудов, работающих под давлением.
Роботы необходимо оснащать средствами защиты, исключающими возможность воздействия на обслуживающий персонал опасных и вредных производственных факторов. С целью обеспечения безопасности оператора система управления должна иметь устройство аварийной остановки, которое срабатывает при нарушении работоспособности робота.
4.2 Мероприятия по противопожарной защите
Основными причинами пожаров являются: нарушение правил и технологии выполнения операций, неисправность технологического оборудования, грубое нарушение правил пожарной безопасности и т.п. Пожарная безопасность обеспечивается мероприятиями пожарной профилактики. Под пожарной профилактикой понимается комплекс технических и организационных мероприятий, направленных на предотвращение взрывов и пожаров, на их локализацию и создание условий для успешного тушения пожаров.
Пожарная профилактика достигается путем мероприятий следующих видов.
1. Мероприятий, направленных на предотвращение возникновений пожара или взрыва. Это прежде всего предупреждение пожароопасной среды, устранение причин возникновения источника зажигания. С этой целью осуществляется герметизация оборудования, замена огневзрывоопасных материалов, использование систем вентиляции, запрещение использование открытого огня.
2. Мероприятий , предупреждающих распространение пожара и взрыва. К их числу относятся правильное расположение зданий на территории, противопожарные устройства в конструкции зданий (противопожарные преграды, огнестойкие перекрытия и т.д.), правильная планировка цехов и участков с учетом их пожарных характеристик.
- Безопасной эвакуации людей и материальных ценностей из зоны пожара. Для этой цели разрабатывают эвакуационные выходы и пути эвакуации.
- Мероприятий, обеспечивающих успешное тушение пожара: правильный выбор и размещение средств пожаротушения, устройство подъездов к объектам, готовность средств пожаротушения к применению.
4.3 Мероприятия по охране окружающей среды
Литейный цех является источником больших тепловыделений, выделений газов, пыли, различных вредных химических соединений, шлаков и т.д.
Комплексные работы по охране окружающей среды ведутся в направлении уменьшения токсичности используемых материалов, использование ресурсосберегающих технологий, сокращение выбросов в атмосферу различных вредных газов, очистки стоков промышленных вод, уменьшения и утилизации отходов производства.
Для производственных нужд внедряется оборотное использование воды и ее очистка, в случае сброса в водоем. Избыточное выделение тепла чаще всего утилизируется и применяется для бытовых и других целей, а в ряде случаев и в основном процессе.
В литейном цеху имеются существенные источники для выброса в воздух вредных газов и паров. В плавильном отделение должны быть обязательно предусмотрены устройства для очистки выбрасываемых в атмосферу газов — продуктов плавки металла: сухие и мокрые газоочистители и пылеулавливающие установки. В зоне нахождение пресс-формы со стороны, противоположной рабочему месту оператора, необходимо устанавливать вертикальные вентиляционные панели для вытяжки. Следует иметь виду, что выделение вредных газов при литье под давлением меньше, при многих других видах литья, так как отсутствуют формы и стержни, содержащие токсичные вещества в виде технологических добавок.
Список использованных источников (литературы)
[Электронный ресурс]//URL: https://drprom.ru/kursovoy/po-lityu-pod-davleniem/
1. Беккер М.Б. Литье под давлением — М.: Машиностроение,1990 — 400 с.
2. Галдин Н.М. Цветное литье — М.: Машиностроение, 1989 — 528 с.
- Гини Э.Ч., Зарубин А.М., Рыбкин В.А. Технология литейного производства: Специальные способы литья — М.: Издательский центр «Академия» 2005 -352с.
- Граблев А.Н., Киселенко Л.Е., Михайлов Д.П.
Литейные сплавы и плавка // Учебное пособие — М.:МГИУ,2007 — 54с.
- Ефимов В.А., Анисович Г.А., Бабичев В.Н. Специальные виды литья//Справочник- М.: Машиностроение, 1991-436с.
- Иванов В.Н.
Специальные виды литья /Учебное пособие/ — М.:МГИУ — 2007 — 316с.
- Кнорре С.И. Основы проектирование литейных цехов и заводов — М.: Машиностроение, 1979 — 376 с.
- Ковалев Ю.
Г. Литейная технологическая оснастка. Конспект лекций. Ч. 1. Основы технологической подготовки производства. Ч. 2. — 2001
9. Логинов И.З. Проектирование литейных цехов — Минск: Высшая школа 1975 — 324с.
- Михнюк Т. Ф. Безопасность жизнедеятельности — Мн.: Дизайн ПРО, 2004. — 240 с.
11. Могилев В. К., Лев О. И. Справочник литейщика — М.: Машиностроение, 1988. — 272с.
- Сафронов В. Я. Справочник по литейному оборудованию — М.: Машиностроение, 1985 — 320 с.
13. Стерин И.С. Материаловедение. — М.: Дрофа 2009 — 352с.
- Титов Н.Д., Степанов Ю.А. Технология литейного производства — М.: Машиностроение, 2005 — 399 с.
15. Трухов А.П., Маляров А.И. Литейные сплавы и плавка — М.: Издательский центр «Академия», 2004 — 336 с.
- Чернышев Е.А. Литейные сплавы и их зарубежные аналоги Справочник М.: Машиностроение 2006 — 336с.
- Шуляк В.С.
Проектирование литейных цехов //Учебное пособие — М.:МГИУ,2004 — 92с.