
Технические условия (ТУ) — это документ, отражающий требования, предъявляемые к продукции, процессу или услуге. Кроме этого, в них указывается, какими процедурами можно проверить соблюдение этих требований. По своей сути, ТУ — это заменитель ГОСТа, и разрабатываются они в том случае, если по каким-то причинам организация выпускает свою продукцию по стандартам, отличным от требований ГОСТ или в случае, если эти стандарты им не определены. Компания может разработать ТУ для своего производственного процесса или приобрести уже существующие у компании, ранее разрабатывавшей ТУ для схожей технологии выпуска продукции. ТУ являются частью технической документации предприятия, в них отображаются требования к изготовлению, контролю качества и приемки готовой продукции, а также к ее характеристикам.
Технические условия являются таким же сводом требований к качеству товара, производственному процессу, приемке и оценке готовой продукции, как и ГОСТ, соответственно, на их основании компания может пройти сертификацию.
Технические условия на доски паркетные (ТУ 5361-002-39430024-07) не соответствуют ГОСТ 2.114-95. Отсутствуют требования безопасности и требования охраны окружающей среды. В следствии чего, при производстве, эксплуатации, хранении, утилизации, транспортировании, утилизации досок паркетных, может быть причинен вред окружающей среде, здоровью человека и живым организмам.
1 Анализ ТУ 5361-0023940024-07 Доски паркетные
Таблица 1 – Анализ технических условий по ГОСТ 2.114-95
|
№ раздела |
Наименование |
Состав технических условий |
Примечание |
|
4.3 4.3.1 |
Технические требования: 1 Основные параметры и характеристики (свойства ): а) — основные параметры и характеристики, характеризующие тип (вид, марку, модель) продукции; — изображение продукции с габаритными, установочными и присоединительными размерами или ссылка на конструкторские или другие технические документы с указанием их обозначения; — коды продукции каждого исполнения по классификатору продукции страны – разработчика при разработке групповых ТУ. б) — требования назначения, характеризующие свойства продукции, определяющие ее основные функции, для выполнения которых она предназначена в заданных условиях; — требования совместимости и взаимозаменяемости; — требования к составу и структуре (химическому, фракционному, концентрации примесей, содержанию компонентов и т.п.) продукции; — требования к: — физико-химическим свойствам; — механическим свойствам; — другим свойства. — требования по совместимости: — функциональной; — геометрической; — биологической; — электромагнитной; — электрической; — прочностной; -программной; — технологической; — метрологической; — диагностической; — организационной; — информационной; — другим видам. в) — требования надежности к выполнению продукцией своих функций с заданной эффективностью в заданном интервале времени и их сохранению при заданных условиях: -технического обслуживания; — ремонта; — хранения; — транспортирования; — количественные требования, в виде значений комплексных показателей надежности продукции; — единичные показатели ее: — безотказности; -долговечности; — ремонтопригодности; — сохраняемости. — сроки службы, сроки годности на продукцию. |
1.1.1, 1.1.2, 1.1.3, 1.1.4, 1.1.5,1.1.8 1.1.8 — 1.2.8-1.2.15 1.2.16 1.2.8, 1.2.9 1.2.10 |
ГОСТ 7016, ГОСТ 24404 ГОСТ 15140 |
|
№ раздела |
Наименование |
Состав технических условий |
Примечание |
|
г) — требования радиоэлектронной защиты к продукции по обеспечению помехозащищенности; — требования защиты от электромагнитных и ионизирующих излучений; -требования преднамеренных электромагнитных излучений; — других электронных излучений естественного и искусственного происхождения. д) — требования стойкости к внешним воздействиям и живучести; — требования стойкости к механическим воздействиям (вибрационным, ударным, скручивающим, ветровым и т.п.); — требования стойкости к климатическим воздействиям (колебаниям температуры, влажности и атмосферного давления, солнечной радиации, атмосферных осадков, соленого (морского) тумана, пыли, воды и т.п.); — требования стойкости к специальным воздействиям (биологическим, радиоэлектронным, химическим, в том числе агрессивным газам, моющим средствам, топливу, маслам и т.п., электромагнитным полям, средствам дезактивации, дегазации, дезинфекции и т.п.).
е) — требования эргономики (требования к рабочим местам обслуживающего персонала, соответствие изделия и его составных частей размерам тела человека и т.п.).
ж) -требования экономного использования: — сырья; — материалов; — топлива; — энергии; — трудовых ресурсов. з) — требования технологичности, определяющие приспособленность продукции к: — изготовлению; — эксплуатации; — ремонту с минимальными затратами при заданных значениях показателей качества. и) — конструктивные требования, обеспечивающих наиболее эффективное выполнение продукцией ее функций; — рациональность при ее разработке, производстве и применении: предельно допустимые массу и габаритные размеры продукции; — обеспечение внешних связей и взаимодействие с другими изделиями; — конструкционные материалы, виды покрытий (металлические и неметаллические) и их функциональное назначение (защита от коррозии и т.п.); |
— — — — — — — — 1.2.14 |
Продолжение таблицы 1
Продолжение таблицы 1
|
№ раздела |
Наименование |
Состав технических условий |
Примечание |
|
4.3.2 4.3.3 4.3.4 4.3.5 |
— требования исключения возможности неправильной сборки и других ошибок обслуживающего персонала во время технического обслуживания и ремонта; — применение базовых конструкций и базовых изделий; — агрегатирования и блочно-модульного построения изделий и т.п. 2 Требования к сырью, материалам, покупным изделиям: — к покупным изделиям, жидкостям, смазкам, краскам и материалам (продуктам, веществам); — к драгоценным материалам, металлам и сплавам, порядок их учета; — к вторичному сырью и отходам промышленного производства. 3 Комплектност ь: — устанавливают входящие в комплект поставки: — отдельные (механически не связанные при поставке) составные части изделия; — запасные части к нему; — инструмент и принадлежности, материалы и т.п.; — поставляемую вместе с изделием документацию. 4 Маркировка: — место маркировки (непосредственно на продукции, на ярлыках, этикетках, на таре и т.п.); — содержание маркировки; — способ нанесения маркировки. 5 Упаковка: — правила подготовки продукции к упаковыванию с указанием применяемых средств; — потребительскую транспортную тару, вспомогательные материалы, применяемые при упаковывании, а также требования технической этикетки (для товаров народного потребления); — количество продукции в единице потребительской упаковки и транспортной тары; — способы упаковывания продукции в зависимости от условий транспортирования (в таре, без тары и т.п.); — порядок размещения и способ укладывания продукции; — перечень документов, вкладываемых в тару при упаковывании, и способ их упаковывания. |
— 1.2 — — — — — 1.3.4 1.3.4 1.3.4 — — — — — |
ГОСТ 8273 ГОСТ 10354 ГОСТ 73 |
|
4.4 |
Требования безопасности: — Требования электробезопасности; — требования пожарной безопасности; — требования взрывобезопасности; — требования радиационной безопасности; — требования безопасности от воздействия химических и загрязняющих веществ; — требования безопасности при обслуживании машин и оборудования; |
— |
Продолжение таблицы 1
|
№ раздела |
Наименование |
Состав технических условий |
Примечание |
|
— требования к защитным средствам и мероприятиям обеспечения безопасности; — требования к нанесению сигнальных цветов и знаков безопасности; -требования по удалению, снижению, локализации опасных и вредных производственных факторов в местах их образования. |
|||
|
4.5 |
Требования охраны окружающей среды: — требования по допустимым (по уровню и времени) воздействиям на окружающею среду: — химическим; — механическим ; — радиационным; — электромагнитным; — термическим; -биологическим; — требования по устойчивости загрязняющих, ядовитых веществ в объектах окружающей среды (водная среда, атмосферный воздух, почва, недра, флора, ионосфера и т.д.); — требования при утилизации и к местам захоронения опасной продукции и отходов и т.д. |
— |
|
|
4.6 |
Правила приемки: — порядок контроля продукции; -порядок и условия предъявления и приемки продукции органами технического контроля предприятия-изготовителя и потребителем (заказчиком); — размер предъявляемых партии; — необходимость и время выдержки продукции до начала приемки; — сопроводительную предъявительскую документацию; — порядок оформления результатов приемки; — устанавливают программы испытаний; — порядок использования (хранения) продукции, прошедшей испытания и т.п. Для каждой категории испытаний устанавливают: — периодичность их проведения; — количество контролируемых образцов; — перечень контролируемых параметров и норм; — требований и характеристик продукции; — последовательность, в которой осуществляется контроль. — порядок и место проставления клейм, штампов, пломб, подтверждающих приемку продукции органами контроля. |
2.1, 2.3 2.4, 2.5 2.6 — 2.10 2.6 2.8 2.7 |
|
|
4.7 |
Методы контроля: — приемы контроля; — способы контроля; — режимы контроля (испытаний, измерений, анализа); — параметры, нормы, требования и характеристики продукции, необходимость контроля которых предусмотрена в разделе “Правила приемки”; |
3.3 3.3.1 |
ГОСТ 7502 ГОСТ 11358 |
Продолжение таблицы 1
|
№ раздела |
Наименование |
Состав технических условий |
Примечание |
|
Для каждого метода контроля (испытаний, измерений, анализа), в зависимости от специфики проведения, должны быть установлены: — методы отбора проб (образцов); — оборудование, материалы и реактивы и др.; — подготовка к контролю (испытанию, измерению, анализу); — проведение контроля (испытания, измерения, анализа); — обработка результатов. — место, способ отбора и количество проб (образцов), их форму, вид, размеры или массу; — перечень применяемого оборудования (установок, приборов, приспособлений, инструмента); — нормы погрешности оборудования; — перечень материалов и реактивов, используемых при испытаниях; — наименование, класс или точность и т.п. универсального оборудования; — описание схемы оборудования изготовленного специально для контроля данной продукции; — рецептура реактивов или ссылки на соответствующую документацию, необходимую для их изготовления и контроля их качества; — данные, касающиеся подготовки к контролю продукции, а также оборудования, материалов и реактивов, необходимых для контроля; — схемы соединения оборудования с контролируемой продукцией; — указания по технике безопасности и особые меры предосторожности; — расчетные формулы; — точность вычислений и степень округления полученных данных; — допускаемые расхождения при параллельных определениях (расчетах).
|
|||
|
4.8 |
Транспортирование и хранение: — требования к обеспечению сохраняемости продукции при ее транспортировании и хранении, в том числе по обеспечению безопасности; — виды транспорта; — способы крепления и укрытия продукции в этих средствах; — требования по перевозке продукции в универсальных, специализированных контейнерах, специализированным транспортом и в пакетах, количество мест (массу) продукции в контейнерах; — габаритные размеры пакетов, порядок размещения пакетов и т.д.; — параметры транспортирования (допускаемую дальность, скорость и т.п.); — допустимые механические воздействия при транспортировании; — климатические условия; — специальные требования к продукции при транспортировании (необходимость защиты от внешних воздействующих факторов от ударов при погрузке и выгрузке и правила обращения с продукцией после транспортирования при отрицательных температурах, порядок расконсервации и т.п.).
— место хранения (навес, крытый склад, отапливаемое помещение и т.д.); — условия хранения, обеспечивающие ее сохранность, к защите продукции от влияния внешней среды (влаги, вредных испарений и т.п.); — температурный режим хранения; — требования к срокам периодических осмотров хранимой продукции, регламентным работам; |
4.2 4.1 4.3 4.3 4.2 4.3 4.3 4.3 4.3 4.3 |
Продолжение таблицы 1
|
№ раздела |
Наименование |
Состав технических условий |
Примечание |
|
— методы консервации и консервационные материалы; — специальные правила хранения скоропортящейся, ядовитой, огнеопасной, взрывоопасной и тому подобной продукции. — условия складирования: — способ укладывания продукции (в штабели, на стеллажи, подкладки и т.п.) — специальные правила и сроки хранения (при необходимости).
|
|||
|
4.9 |
Указания по эксплуатации: — указания по установке, монтажу и применению продукции на месте ее эксплуатации (применения); — требования к условиям охлаждения с указанием, при необходимости, критериев и методов контроля; — возможность работы в других средах; — особые условия эксплуатации (необходимость защиты от электрических и радиационных полей, требования периодической тренировки, эксплуатационного обслуживания и т.п.); — сведения об утилизации; — мероприятиях по подготовке и отправке изделий, материалов, веществ на утилизацию; — методах утилизации, если изделие, материалы, вещества представляют опасность для жизни, здоровья людей и окружающей среды после окончания срока службы (применения, эксплуатации), либо ссылки на соответствующие документы. |
5.1 5.4 |
|
|
4.10 |
Гарантии изготовителя: Права и обязанности изготовителя по гарантиям в соответствии с действующим законодательством . |
6.1, 6.2 |
ОКП 58 51 УДК 624.21.012.45
Группа – 33
Утверждаю:
Генеральный директор
ЗАО «Иствуд»
м.п. Подпись / Оганесов Т.В. /
Доски паркетные
Технические условия
ТУ 5361-002-39430024-09
Взамен ТУ 5361-002-39430024-07
Срок введения в действие 19.05.2009
Срок действия 19.01.2015
Согласованно: ЗАО «Иствуд»:
Письмо ФГУ ФЦС Заместитель генерального
директора
/Чернятин А.Н./
Москва 2009 г. 
 Настоящие технические условия распространяются на паркетные доски, предназначенные для устройства полых и жилых общественных зданиях.
Настоящие технические условия распространяются на паркетные доски, предназначенные для устройства полых и жилых общественных зданиях.
Настоящие технические условия могут быть применены для целей сертификации изделий в системе государственной сертификации ГОСТ Р.
Технические требования
1.1 Основные параметры и размеры
1.1.1. Паркетные доски должны соответствовать требованиям настоящих технических условий изготавливаться по конструкторской и технологической документации, утвержденной в установленном порядке.
1.1.2. Паркетные доски должны быть безопасными в эксплуатации и обслуживании. Материалы, применяемые для изготовления паркетных досок, должны отвечать санитарно-гигиеническим требованиям, для чего должны иметь документы о санитарной безопасности, предусмотренные действующим законодательством и оформлении в установленном порядке.
1.1.3. Паркетная доска состоит из лицевой ламели пиленого шпона (далее — ламели), наклеенной на основании их кромках и торцах должны быть пазы и гребни для соединения паркетных досок между собой.
|
|
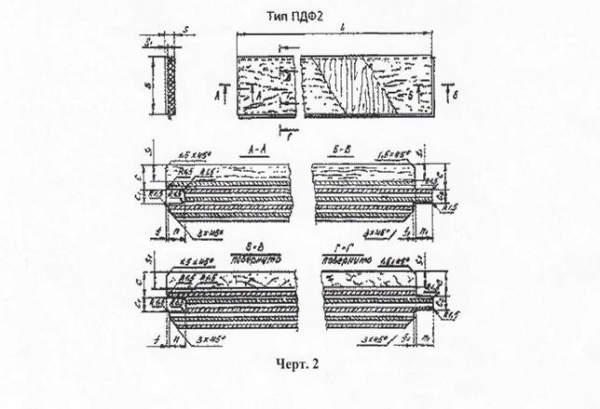
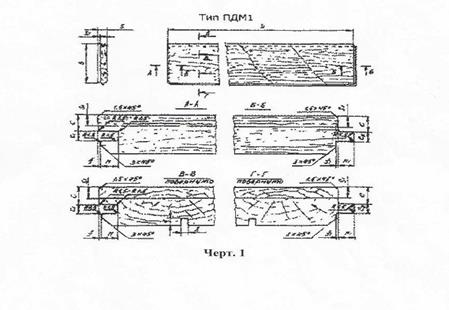
1.1.4. В зависимости от материала основания паркетные доски подразделяются на типы:
ПДМ1 — с основанием из массива древесины или паркетная доски полностью из массива древесины (Черт. 1)
ПДФ2 – с основанием из фанеры (Черт. 2 )
В основании паркетных досок ПДМ1 должны быть пропилы.
1.1.5. В зависимости от породы и пороков древесины ламелей паркетные доски подразделяются на марки А.
1.1.6. Номинальные размеры паркетных досок и предельные отклонения от них должны соответствовать указанным в табл. 1 и (или) устанавливаться в заказе (договоре, проекте) на изготовление изделий.
1.1.7. Отклонение от формы паркетных досок не должны превышать размеров, указанных в табл. 2.
1.1.8. Условное обозначение (марка) изделий должно иметь следующую структуру:
Тип изделия – марка изделия – ширина изделия, мм –толщина изделия, мм – длина изделия, мм – обозначенных настоящих технических условий.
Таблица 1 – Номинальные размеры паркетных досок и предельные отклонения от них
|
Тип |
S |
S1 |
L |
B |
C |
C1 |
C2 |
f |
F1 |
n |
n |
||||
|
Номин. Размер |
Пред. Откл. |
Номин. Размер |
Пред. Откл. |
Номин. Размер |
Пред. Откл. |
Номин. Размер |
Пред. Откл. |
||||||||
|
ПДМ1 |
20,5 |
±0,2 |
4; 5,5 |
±0,2 |
1200 1600 1800 2000 2300 |
±0,2 |
80 100 130 150 170 180 200 |
±0,3 |
9 -0,2 6 -0,2 9 -0,2 |
5 +0,3 5 +0,3 5 +0,3 |
5 -0,2 5 -0,2 5 -0,2 |
1±0,2 |
1±0,2 |
8 +0,2 8 +0,2 8 +0,2 |
7 7 7 |
|
ПДФ2 |
16 20,5 |
4 5,5 |
|||||||||||||
 Примечание:
Примечание:
1. Значения предельных отклонений установлены для температурного интервала проведения измерений (20±40) °С.
2. Допускается изготовление паркетных досок длиной от 600 мм и выше с градацией через 100 мм, общее количество которых устанавливается в заказе (договоре) на изготовление изделий.
Таблица 2- Отклонения от формы паркетных досок
|
Наименование отклонений |
Значение предельных отклонений |
|
Отклонение от параллельности пластей и кромок Отклонение от перпендикулярности смежных кромок Отклонение от прямолинейности: продольной: по лицевой стороне* по кромке поперечной |
Не должны превышать предельных отклонений по толщине и ширине 0,3 на длине 100 1,0 на длине 1000 0,5 на длине 1000 0,2 на длине 100 |
*Для паркетных досок типа ПДМ1
1.2 Требования к древесине, материалам, к отделке лицевой поверхности
1.2.1. Ламели для паркетных досок марки А следует изготавливать из древесины дуба, бука, ясеня, остролистого клена, лиственницы и ильма.
Ламели для паркетных досок марки В и С следует изготавливать из древесины дуба, бука, ясеня, остролистого клена, береста (карагача), вяза, ильма, каштана, граба, бересты, обыкновенной сосны, сибирской сосны, корейской сосны, лиственницы.
1.2.2. Ламели для изделий, выпускаемых по индивидуальным заказам, допускается изготавливать из иных пород древесины.
 1.2.3. Ламели из обыкновенной, сибирской, корейской сосны следует изготавливать с радиальным разрезом древесины. Угол наклона годичных слоев на торце к лицевой стороне ламели должны быть не менее 45°.
1.2.3. Ламели из обыкновенной, сибирской, корейской сосны следует изготавливать с радиальным разрезом древесины. Угол наклона годичных слоев на торце к лицевой стороне ламели должны быть не менее 45°.
1.2.4. Основание паркетных досок типа ПДМ1 изготавливается из пиломатериалов лиственных пород по ГОСТ 2695 или хвойных пород по ГОСТ 8486 и должно быть той же породы древесины, что и ламель.
1.2.5. Номинальные размеры пиломатериалов устанавливают
по длине:
- из твердых лиственных пород от 0,5 до 6,5 м с градацией 0,10 м;
- из мягких лиственных пород и березы от 0,5 до 2,0 м с градацией 0,10 м;
- от 2,0 до 6,5 м с градацией 0,25 м;
- по толщине – 19, 22, 25, 32, 40, 45, 50, 60, 70, 80, 90, 100 мм;
по ширине:
- обрезные – 60, 70, 80, 90, 100, 110, 130, 150, 180, 200 м;
- необрезные и односторонние обрезные – 50 мм и более с градацией 10 мм.
Ширина узкой пластины и необрезные пиломатериалах не должна быть менее 40 мм. [Приложение Б, п.1, пп. 1.2 ]
Rm max
1.2.7. Пиломатериалы 3-го сорта длиной более 3 м, на ½ длины которых нет сортообразующих пороков либо имеются только неучитываемые сучки в нормах 1-го сорта или на 2/3 длины которых имеются пороки в нормах 1-го сорта, относятся ко 2-му сорту. [Приложение Б, п. 2, пп. 2.5 ]
1.2.8. В пиломатериалах длиной свыше 3 м допускается наличие одного сучка с размерами, установленными для смежного более низкого сорта. [Приложение Б, п. 2, пп. 2.6 ]
1.2.9. В обрезных дубовых пиломатериалах 1-го и 2-го сортов заболонь допускается размером ½ толщины и соответственно 1/3 и ½ длины пиломатериалов, в 3-м сорте допускается. [Приложение Б, п. 2, пп. 2.8 ]
1.2.10. Пиломатериалы рассортировывают по породам, размерам и сортам. [Приложение Б, п. 2, пп. 2.9 ]
1.2.11. Порода, сорт, характер обработки, размеры по толщине, а для обрезных пиломатериалов и по ширине, должны быть указаны в спецификации потребителя. [Приложение Б, п. 2, пп. 2.10 ]
1.2.12. Пиломатериалы отборного, 1,2,3-го сортов изготавливают сухими (с влажностью не более 22%), сырыми (с влажностью более 22%) и сырыми антисептированными. В период с 1 мая по 1 октября изготовление сырых  антисептированных и сырых пиломатериалов допускается по согласованию с потребителем (заказчиком).
антисептированных и сырых пиломатериалов допускается по согласованию с потребителем (заказчиком).
[Приложение В, п. 2, пп. 2.3]
1.2.13. Оценка качества пиломатериалов, за исключением палубных, должна производиться по пласти или кромке, худшей для данной доски, а брусков и брусьев квадратного сечения – по худшей стороне. [Приложение В, п. 2, пп. 2.4]
1.2.14. Пиломатериалы для обшивки деталей и связей морских катеров, шлюпок судов морского плавания, глиссеров, быстроходных озерных и речных катеров и спортивных судов 1-го класса должны соответствовать требованиям отборного сорта со следующими дополнениями:
ядровая часть на середине длины пиломатериалов должна быть на внутренней пласти: в продольной обшивке — не менее 50 %, в диагональной — не менее 25 % ширины пласти;
- размеры учитываемых сросшихся, частично сросшихся и несросшихся сучков не должны превышать 10 мм;
- количество учитываемых сросшихся сучков не должно превышать 1 шт. на любом однометровом участке длины пиломатериала, а частично сросшихся, несросшихся — 1 шт. на 2 м длины пиломатериала;
- учитываемые сучки допускаются не ближе 10 мм от ребер пиломатериалов;
- кармашки на наружной пласти пиломатериалов не допускаются.
[Приложение В, п.2, пп. 2.7.1]
1.2.15. Пиломатериалы для настила палуб морских судов должны соответствовать требованиям отборного и первого сортов для наружных палуб и первого и второго сортов для внутренних палуб со следующими дополнениями:
- на лучших пластях пиломатериалов шириной до 100 мм включительно, предназначаемых для наружных палуб, заболонная часть допускается шириной не более 30 мм, а поверхности пластей должны быть радиальной или близкой к ней распиловки (без клиновых срезов годовых слоев);
- учитываемые сучки допускаются: сросшиеся — не ближе 10 мм, частично сросшиеся и несросшиеся — не ближе 15 мм от ребер наружной пласти;
- на худшей пласти и нижних половинах площади кромок пиломатериалов сросшиеся сучки допускаются без ограничения, а частично сросшиеся и несросшиеся — до 1/3 ширины пласти;
1 /3
тупой обзол допускается в палубных пиломатериалах размером не более 5 мм;
- рак на лучших пластях в верхних половинах площади кромок, а кармашки на лучшей пласти пиломатериалов для наружных палуб не допускаются;
- сердцевина в пределах нижней половины палубных пиломатериалов допускается.
[Приложение В, п.2, пп. 2.7.2]
1.2.16. Основание паркетных досок типа ПДФ2 изготавливается из фанеры марки ФСФ, шлифованной с двух сторон (пластей), с классом эмиссии по формальдегиду Е1 по ГОСТ 3916.1.
1.2.17. В заготовках основания паркетных досок типа ПДМ1 не допускаются гнили, острый обзол и несросшиеся сучки размером более 30 мм. Обзол должен быть очищен от коры и луба.
1.2.18. Непрофрезерованные участки на боковых кромках и обратной стороне паркетной доски не должны быть плоощадью более 20 % соответствующих поверхностей, а отщепы и сколы на кромках основания — глубиной более 3 мм и длиной не более 100 мм.
1.2.19. Пороки древесины и дефекты обработки, влияющие на ровность лицевой поверхности, должны быть водостойкими, устойчивыми к истиранию, с расцветкой под цвет древесины шпатлевочными, не влияющими на внешний вид и качество законченного покрытия.
1.2.20. Влажность древесины паркетных досок при отгрузке потребителю должна быть 8±2 %.
1.2.21. Клеевые соединения должны выполняться с применением синтетических клеев средней и повышенной» водостойкости.
Предел прочности клеевого соединения при испытании на отрыв ламели не должен быть менее 0,6 МПа.
1.2.22. Параметры шероховатости поверхностей R z по ГОСТ 7016 не должны быть более:
80 мкм — на лицевой стороне для паркетных досок марки А;
100 мкм — на лицевой стороне для паркетных досок марки В, С;
320 мкм — на продольных и поперечных кромках и на оборотной стороне.
1.2.23. Лицевая сторона паркетных досок должна быть покрыта прозрачным паркетным лаком.
 1.2.24. Качество лакового покрытия не должно быть ниже требований 3-го класса по ГОСТ 24404.
1.2.24. Качество лакового покрытия не должно быть ниже требований 3-го класса по ГОСТ 24404.
1.2.25. Внешний вид покрытия характеризуется качеством исполнения покрытия и его оптическими свойствами. [Приложение Г, п. 1, пп. 1.1.1.]
1.2.26. В зависимости от оптических свойств покрытия делят на прозрачные и непрозрачные (в том числе с декоративным рисунком); по степени блеска – на глянцевые и матовые. [Приложение Г, п. 1, пп. 1.1.3.]
1.2.27. Качество исполнения покрытия проверяют визуально или с применением простых измерительных средств (металлической линейки, лупы и др.).
Осмотр поверхности, в зависимости от ее размеров и вида дефектов, производят с расстояния от 300 до 1000 мм под углом от 30 до 90° при дневном или искусственном освещении. Нормы искусственного освещения принимают в соответствии с требованиями главы СНиП II-А.9-71. [Приложение Г, п. 1, пп. 1.1.4.]
1.2.28. Блеск глянцевых прозрачных покрытий определяют рефлектоскопом Р-4 по ГОСТ 16143-81. Степень блеска покрытий I класса не должна быть ниже 8 строки, II класса – ниже 3 строки. Степень блеска глянцевых прозрачных покрытий III, IV, V классов не регламентируется. [Приложение Г, п. 1, пп. 1.1.5.]
1.2.29. Степень блеска глянцевых непрозрачных покрытий и матовость покрытий определяют визуально сравнением с образцами-эталонами, утвержденными в установленном порядке. [Приложение Г, п. 1, пп. 1.1.6.]
1.2.30. Образцы-эталоны должны проверяться не реже одного раза в год. Размеры образцов-эталонов из плитных материалов должны быть не менее 150—200 мм; длина образцов-эталонов в виде брусков должна быть не менее 200 мм. [Приложение Г, п. 1, пп. 1.1.7.]
1.2.31. Параметры шероховатости поверхности изделий из древесины и древесных материалов под отделку определяют по нормативно-технической документации на изделия. [Приложение Г, п. 1, пп. 1.1.8.]
1.2.32. Классификация по условиям эксплуатации [Приложение Г, пп. 1.2.]
1.2.33. По условиям эксплуатации покрытия делят на стойкие к воздействию климатических факторов и стойкие в особых средах. [Приложение Г, п. 1, пп. 1.2.1]
1.2.34. Покрытия, стойкие к воздействию климатических факторов, подразделяют по ГОСТ 9.104-79, стойкие в особых средах — по ГОСТ 9.032-74. [Приложение Г, п. 1, пп. 1.2.2.]
 1.2.35. Толщина лакового покрытия и порядок контроля этого показателя устанавливается в технической документации на изготовление изделий.
1.2.35. Толщина лакового покрытия и порядок контроля этого показателя устанавливается в технической документации на изготовление изделий.
1.2.36. Адгезия лакового покрытия к древесине не должна быть ниже балла 3 по ГОСТ 15140 .
1.2.37. По согласованию изготовителя с потребителем допускается применять другие виды лакокрасочные покрытий или поставлять паркетные доски без покрытия.
1.2.38. Вид лакокрасочного покрытия, его качество устанавливаются в заказе (договоре) на изготовление изделий.
1.3 Упаковка и маркировка
1.3.1. Паркетные доски должны упаковываться в пачки попарно, лицевой стороной друг к другу.
Масса пачки не должна превышать 40 кг.
1.3.2. В зависимости от назначения и показателей оберточная бумага должна изготовляться девяти марок:
- А – из сульфатной небеленой целлюлозы;
- Б – из сульфатной оберточной целлюлозы;
- В – из сульфитной небеленой целлюлозы;
- Г – из сульфатной оберточной целлюлозы и древесной массы;
О 1 – из сульфатной, сульфитной беленой целлюлозы;
О 2 – из сульфатной, сульфитной беленой целлюлозы, сульфитной небеленой целлюлозы и древесной массы;
- Д – из небеленой целлюлозы, полуцеллюлозы и древесной массы;
- Е – из макулатуры, небеленой целлюлозы и волокнистых отходов целлюлозно- бумажного производства.
Ж – композиция не нормируется. [Приложение Д, п. 1, пп. 1.1.]
1.3.3. По соглашению между изготовителем и потребителем допускается изготовлять бумагу всех марок неклееной. [Приложение Д, п. 2, пп. 2.2.]
1.3.4. Бумага изготовляется машинной, односторонней и двусторонней гладкости. [Приложение Д, п. 2, пп. 2.3.]
1.3.5. Бумага должна изготовляться цвета естественного волокна или окрашенной.
Для упаковки сыпучих пищевых продуктов допускается применять бумагу, окрашенную в различные цвета красителями, разрешенными  Министерством здравоохранения СССР; для упаковки других пищевых продуктов применение цветной бумаги не допускается. [Приложение Д, п. 2, пп. 2.4.]
Министерством здравоохранения СССР; для упаковки других пищевых продуктов применение цветной бумаги не допускается. [Приложение Д, п. 2, пп. 2.4.]
1.3.6. Складки, разрывы, отверстия, которые не могут быть обнаружены в процессе перемотки, допускаются в рулонной бумаге, если масса листов с такими дефектами, определенная по ГОСТ 13525.5, не превышает 5 %, а в рулонной бумаге, предназначенной для переработки на автоматах пищевой промышленности, — 3 %.[Приложение Д, п. 2, пп. 2.6.]
1.3.7. Для бумаги, предназначенной для переработки на автоматах, намотка рулонной бумаги должна быть равномерной и плотной, обрез кромок должен быть ровным и чистым. [Приложение Д, п. 2, пп. 2.7.]
1.3.8. Число обрывов в рулоне не должно превышать пяти, а в рулоне бумаги, предназначенной для переработки на автоматах пищевой промышленности, не должно превышать трех. [Приложение Д, п. 2, пп. 2.8.]
1.3.9. Места обрывов в бумаге, предназначенной для переработки на автоматах, должны быть склеены и отмечены видимыми с торца рулона цветными сигналами. [Приложение Д, п. 2, пп. 2.9.]
1.3.10. Каждая пачка должна содержать паркетные доски одного типа, марки, размера, одной породы древесины.
1.3.11. Пачки упаковываются в полиэтиленовую пленку по ГОСТ 10354 или в коробки из картона по ГОСТ 7376 обвязываются полипропиленовой лентой по действующей нормативной документации.
При упаковке в полиэтиленовую пленку под обвязку следует подкладывать прокладки, защищающие кроме паркетных досок от механических повреждений.
1.3.12. Пленка не должна иметь трещин, запрессованных складок, разрывов и отверстий. [Приложение Е, п. 2, пп. 2.2.]
1.3.13. Смещение пленки по торцу рулона допускается в пределах допуска по ширине. [Приложение Е, п. 2, пп. 2.3.]
1.3.14. Пленка не является таксичным материалом. Использование ее в нормальных комнатах или атмосферных условиях не требует мер предосторожности. [Приложение Е, п. 3, пп. 3.1.]
1.3.15. В зависимости от числа слоев гофрированный картон должен быть изготовлен следующих типов:
- Д — двухслойный, состоящий из одного плоского и одного гофрированного слоев;
- Т — трехслойный, состоящий из двух плоских и одного гофрированного слоя;
- П — пятислойный, состоящий из трех плоских (двух наружных и одного внутреннего) и двух гофрированных слоев. [Приложение Ж, п. 1, пп. 1.1.]
 1.3.16. Гофрированный картон должен быть изготовлен с гофрами А, С, В.
1.3.16. Гофрированный картон должен быть изготовлен с гофрами А, С, В.
Допускается изготовление гофрированного картона с гофром Е типов Д, Т первого класса и П. [Приложение Ж, п. 1, пп. 1.3.]
1.3.17. Картон должен быть изготовлен: типа Д — в рулонах или листах; типов Т и П — в листах. Размеры рулонов или листов устанавливают по согласованию с потребителем.
В рулоне допускается не более трех обрывов. Места обрывов должны отмечаться с торца цветными сигналами. [Приложение Ж, п. 1, пп. 1.4.]
1.3.18. Допускаемые отклонения по размеру в миллиметрах не должны превышать: ± 100 — по диаметру рулона;
- ± Щ — по длине листа;
- ± 5 — по ширине листа или рулона.
Косина листа не должна превышать 10 мм на 1 м длины. [Приложение Е, п. 1, пп. 1.5.]
1.3.19. Картон должен изготовляться с обрезными кромками. По требованию потребителя картон изготовляют без обреза кромок. Необрезанные кромки при определении площади картона не учитываются. [Приложение Ж, п. 2, пп. 2.1.2.]
1.3.20. Слои гофрированного картона должны быть склеены между собой по вершинам гофров. Допускаются расклеенные участки площадью не более 20 см 2 каждый. Сумма площадей расклеенных участков должна быть не более 50 см2 на 1 м2 гофрированного картона.
Допускается расслаивание картона по кромке листа на величину не более 10 мм от края кромки. [Приложение Ж, п. 2, пп. 2.1.3.]
1.3.21. На поверхности гофрированного картона не допускаются задиры площадью более 80 см 2 ; складки и морщины длиной более 50 мм; вмятины и пятна размером более 15 мм в наибольшем измерении; разрывы и разрезы кромки листа более 10 мм. [Приложение Ж, п. 2, пп. 2.1.4]
1.3.22. Допускается изготовление гофрированного картона с короблением листа в направлении вдоль гофров не более 20 мм на 1 м листа картона. [Приложение Ж, п. 2, пп. 2.1.5]
1.3.23. Гофрированные слои картона должны иметь полный профиль высоты гофров по всей площади листа. Допускается смятие гофров по кромке листа. [Приложение Ж, п. 2, пп. 2.1.6]
1.3.24. Гофрированный картон должен выдерживать без разрушения не менее 10 двойных перегибов на 180° по линии рилевки. Допускаются трещины на поверхности одного из плоских слоев гофрированного картона  без обнажения гофрированного слоя. Сумма длин трещин одного образца не должна превышать 25 мм. [Приложение Ж, п. 2, пп. 2.1.7]
без обнажения гофрированного слоя. Сумма длин трещин одного образца не должна превышать 25 мм. [Приложение Ж, п. 2, пп. 2.1.7]
1.3.25. К каждой пачке должна быть приклеена этикетка или нанесен штамп с четкой маркировкой, в которой должно быть указано:
- наименование или товарный знак предприятия — изготовителя;
- номер приемщика ОТК;
- условное обозначение доски;
- количество паркетных досок в штуках и в квадратных метрах;
- порода древесины ламелей лицевого покрытия.
1.3.26. Пачки паркетных досок для удобства производства погрузочно-разгрузочных и транспортных работ могут укладываться в пакеты путем упаковки и обвязки пакетов пачек паркетных досок в соответствии с требованиями L3 настоящих технических условий.
2 Требования безопасности
2.1. Потребитель должен быть информирован о правилах безопасной эксплуатации станка, а также об опасных ситуациях, связанных с возможным применением станка не по назначению. В руководстве по эксплуатации должны быть особо указаны случаи использования станка не по назначению, которые могут привести к опасным ситуациям для потребителя.
2.2. Станок должен отвечать требованиям безопасности в течение всего срока службы при выполнении пользователем требований, установленных в эксплуатационной документации.
2.3. Станок, а также все узлы и элементы станка должны быть устойчивы. При использовании станка по назначению не допускается ненамеренное опрокидывание, падение или смещение как самого станка, так и его узлов и элементов.
2.4. Станок, а также все узлы, элементы станка и места их соединений должны выдерживать максимальные нагрузки, возникающие при использовании станка по назначению и транспортировании.
Применяемые для изготовления станка материалы должны исключать возможность опасных ситуаций при эксплуатации станка, причиной которых может быть усталость, старение, коррозия и износ материалов.
2.5. Поверхности узлов и элементов станка, доступные потребителю при эксплуатации станка, не должны иметь острых граней и углов, острых кромок и заусенцев, способных травмировать потребителя.
2.6. Станки, предназначенные для выполнения обработки с различными условиями (скорость резания, снабжение энергией и т, п.), а  также выполняющие несколько видов обработки (многофункциональные станки) должны быть разработаны и изготовлены так, чтобы реализация указанных особенностей станков в процессе эксплуатации не приводила к опасным ситуациям.
также выполняющие несколько видов обработки (многофункциональные станки) должны быть разработаны и изготовлены так, чтобы реализация указанных особенностей станков в процессе эксплуатации не приводила к опасным ситуациям.
Конструкция многофункционального станка должна обеспечивать возможность выполнения одновременно только одного вида обработки. При этом должны быть предусмотрены такие предохранительные и блокировочные устройства, чтобы режущие инструменты, предназначенные для выполнения других видов обработки, не могли быть установлены и закреплены на соответствующих частях, узлах и элементах станков, или же чтобы они отключались или полностью закрывались защитными кожухами.
2.7. Система управления станком должна обеспечивать надежное и безопасное ее функционирование на всех предусмотренных конструкцией и НД режимах работы станка и при всех внешних воздействиях, обусловленных условиями эксплуатации. Система управления должна исключать создание опасных ситуаций из-за нарушения потребителем последовательности управляющих действий.
2.8. Станки, оснащенные приводами, действующими с помощью неэлектрической энергии (приводы с двигателями внутреннего сгорания, пневмоприводы), должны быть разработаны так, чтобы все опасные ситуации, вызываемые этими видами энергии (приводами), были исключены. Требования безопасности к указанным приводам установлены в НД на. конкретные виды приводов,
2.9. Конструкция станка (конструкция узлов и элементов станка) должна исключать ошибки соединения и подключения узлов и элементов при монтаже, которые могут явиться источником опасности. Например, если ошибочное подключение к источнику электроэнергии может быть причиной опасности, то конструкция «элементов, передающих электроэнергию, или элементов подключения электрической’ проводки, а также указатели на проводах и (или) клеммах, должны обеспечивать только безошибочное соединение станка с источником энергии.
2.10. Для исключения ошибок при монтаже могут применяться указания знаками или надписями на узлах, элементах или корпусе станка. Например, если для исключения опасных ситуаций необходимы указания в отношении направления движения элементов, то соответствующие знаки и (или) надписи должны быть на подвижных узлах и элементах и (или) на корпусе станка.
2.11. Эксплуатационная документация должна содержать подробное Описание, порядок выполнения монтажа, объем проверок и контрольных  испытаний перед пуском станка в эксплуатацию, исключающих возможность возникновения опасных ситуаций, связанных с ошибками монтажа.
испытаний перед пуском станка в эксплуатацию, исключающих возможность возникновения опасных ситуаций, связанных с ошибками монтажа.
2.12. На станке на видном месте должна быть укреплена табличка (таблички), содержащая:
- наименование и товарный знак изготовителя;
- обозначение модели, номера, по системе нумерации изготовителя и дату изготовления;
- информацию об электрических характеристиках электрооборудования станка — по ГОСТ Р МЭК 1029-1, раздел 7;
- Дополнительную информацию, по усмотрению изготовителя станка.
2.13. Каждый станок должен укомплектовываться эксплуатационной документацией, содержащей требования (правила), предотвращающие возникновение опасных ситуаций при транспортировании и хранении, монтаже, демонтаже, техническом обслуживании, ремонте, наладке станка и использовании станка по назначению. [Приложение З, п.4]
2.14. Устройства для базирования, ориентирования и подачи заготовок на станке
2.15. Конструкция станка должна обеспечивать надежное базирование обрабатываемой заготовки в горизонтальной и вертикальной плоскостях.
2.16. Рабочие поверхности столов, направляющих линеек и аналогичных узлов и элементов станка не должны иметь уступов и трещин, препятствующих перемещению заготовки в процессе обработки.
2.17. Жесткость и прочность рабочего стола должны быть такими, чтобы не допускалась его деформация, смещение или вибрация, нарушающие режим обработки на станке при использовании заготовок с наибольшими допускаемыми размерами и массой при максимально допускаемых .мощности привода и режимах резания.
2.18. При ручной подаче заготовки устройства, для базирования и направления заготовки, должны обеспечивать подачу заготовки в процессе обработки без смещений и перекосов.
Подвижные установочные приспособления, предназначенные для базирования заготовки и поступательного ее перемещения относительно инструмента, должны обеспечивать фиксацию заготовки, исключающую изменение ее положения в процессе обработки относительно приспособления.
2.19. Рабочий стол, в том числе приставной или накладной, должен иметь только горизонтальную поверхность и обеспечивать подвижное скользящее базирование заготовки.
 2.20. Ориентирование заготовки относительно инструмента и обеспечение ее поступательного прямолинейного движения в плоскости, перпендикулярной плоскости рабочего стола, должно осуществляться с помощью регулируемых продольных направляющих линеек или планок с вертикальной (плоскостью. Эти элементы неподвижно закрепляются на рабочем столе.
2.20. Ориентирование заготовки относительно инструмента и обеспечение ее поступательного прямолинейного движения в плоскости, перпендикулярной плоскости рабочего стола, должно осуществляться с помощью регулируемых продольных направляющих линеек или планок с вертикальной (плоскостью. Эти элементы неподвижно закрепляются на рабочем столе.
2.21. Станки, выполняющие операции пиления или фрезерования под углом к кромке, заготовки, допускается вместо направляющих линеек оснащать дополнительным горизонтальным подвижным приставным или накладным опорным столом с упорами или прижимами для фиксации заготовки на этом столе.
2.22. При выполнении операции фугования боковых поверхностей заготовки станок должен оснащаться высокими продольными направляющими, плоскость которых может наклоняться по отношению к плоскости стола на угол не более 45 градусов и исключать возможность опрокидывания заготовки.
2.23. У рейсмусовых станков функцию ограничительных боковых планок могут выполнять боковые стенки корпуса, ограничивающие рабочий канал при условии, что на всей длине рабочего стола они не мешают беспрепятственному движению заготовки.
2.24. При продольном пилении должен быть установлен расклинивающий нож, неподвижно закрепленный в плоскости пильного диска и расположен так, чтобы он легко проходил сквозь пропиливаемую канавку.
2.25. Подвижный нижний опорный стол рейсмусовальной части фуговально-рейсмусовых станков должен быть по длине больше верхнего фуговального стола, со стороны подачи при рейсмусовании.
2.26. Фрезерные станки, имеющие режущий узел с горизонтальной осью и основной рабочий стол, расположенный над режущим узлом, предназначенные для выполнения операций фрезерования дисковыми и профильными фрезами, допускается оснащать дополнительным регулируемым по высоте приставным столом, расположенным ниже оси режущего узла и предназначенным для базирования заготовок при фасонной обработке (плинтусы, отливы, раскладки и т. п.).
2.27. Рейсмусовые станки должны быть оснащены:
- ограничителями, исключающими возможность обработки заготовки с толщиной, превышающей допустимые размеры;
- устройствами, исключающими обратный выброс заготовки, например упоры или завеса из качающихся планок.
 2.28. Рейсмусовые станки, с шириной обработки более 150 мм и мощностью привода режущего узла более 1 кВт, должны оснащаться приводными, или неприводными передним и задним вальцами, обеспечивающими горизонтальное движение заготовки без отрыва от поверхности нижнего опорного стола.
2.28. Рейсмусовые станки, с шириной обработки более 150 мм и мощностью привода режущего узла более 1 кВт, должны оснащаться приводными, или неприводными передним и задним вальцами, обеспечивающими горизонтальное движение заготовки без отрыва от поверхности нижнего опорного стола.
2.29. Станки должны быть оснащены защитными устройствами, разработанными и изготовленными с соблюдением требований ГОСТ 12.2.062, исключающими:
- соприкосновение оператора с движущимися узлами и элементами станка и режущим инструментом;
- вылет или выбрасывание режущего инструмента и движущихся узлов и элементов станка при его работе;
выбрасывание режущим инструментом обрабатываемых заготовок, или крупных частей заготовок, отходов, образующихся в процессе обработки,
возможность травмирования оператора при переналадке cтанка, а также установке и смены режущего инструмента;
возможность выхода подвижных частей станка за установленные пределы,
Крайние положения подвижных частей станков, с механизированной подачей заготовки, должны быть ограничены упорами и концевыми выключателями.
2.30. Защитные устройства должны соответствовать следующим требованиям:
- конструктивное исполнение и расположение защитных устройств на станке должно исключать возможность наличия дополнительных факторов, повышающих опасность станка;
- расстояние между опасной зоной и защитным устройством должно быть достаточным, чтобы обеспечить эффективную защиту оператора;
- защитные устройства не должны ограничивать технологические возможности станка и вызывать неудобства при эксплуатации и наладке станка.
Они должны обеспечивать возможность безопасного наблюдения за циклом обработки и, по возможности, за работой режущего инструмента, а также позволять проведение операций по установке инструмента, наладке я техническому обслуживанию станка. При этом, как правило,, смена (установка) инструмента должны проводиться без демонтажа защитных устройств;
- защитные устройства не должны снижать освещенность рабочей зоны;
 защитные устройства не должны затруднять удаление отходов, образующихся в процессе обработки заготовки.
защитные устройства не должны затруднять удаление отходов, образующихся в процессе обработки заготовки.
2.31. Защитные устройства, в зависимости от выполняемых функций по исключению возможного травматизма оператора, могут быть:
- неподвижные (ограждения);
- подвижные откидные (открывающиеся) и легкосъемные;
- перемещаемые.
2.32. Неподвижные защитные устройства (ограждения)
2.33. Неподвижные защитные устройства (ограждения) должны быть прочно закреплены на станке. Демонтаж и регулировка неподвижных защитных устройств должен быть возможен только с применением слесарно-монтажного инструмента, например гаечного ключа, отвертки и т. п.
2.34. Если конструкция станка не позволяет установить .ограждение полностью закрывающее режущий инструмент, то должно быть обязательно предусмотрено ограждение закрывающее ту часть инструмента, которая не находится в зоне резания (нерабочую часть инструмента).
2.35. Усилия для снятия (демонтажа и регулировки) неподвижных защитных устройств не должны повышать 80 Н (8 кгс).
2.36. Подвижные откидные (открывающиеся) и легкосъёмные защитные устройства
2.37. Подвижные откидные (открывающиеся) защитные устройства должны быть сконструированы так, чтобы они всегда находились в закрытом состоянии при работе станка.
2.38. Подвижные откидные защитные устройства, относящиеся к режущему инструменту, должны автоматически открываться во время прохождения заготовки в зоне резания (рабочей зоне) на величину, соответствующую габаритам заготовки по высоте (ширине) и не допускать возможность попадания рук оператора в зону резания при входе (выходе) заготовки из контакта с режущим инструментом. Допускается использование подвижных защитных устройств, позволяющих осуществлять предварительную регулировку и фиксацию положения защитных элементов в соответствии с габаритами обрабатываемой заготовки (например, гибкий защитный экран инструмента на фрезерных станках с вертикальным шпинделем).
2.39. Внутренние поверхности откидных (открывающихся) подвижных защитных устройств, закрывающих места расположения движущихся элементов станка (например, приводные шкивы» приводные ремни, зубчатые колеса и т. п.), требующих периодического доступа при  наладке и регулировке узлов станка, должны быть окрашены в желтый сигнальный цвет.
наладке и регулировке узлов станка, должны быть окрашены в желтый сигнальный цвет.
2.40. Подвижные защитные открывающиеся устройства должны обеспечивать свободный доступ для обслуживания и’ наладки узлов станка, а также открываться без применения слесарно-монтажного инструмента.
2.41. Демонтаж подвижного легкосъемного защитного устройства станка должен быть возможен только с применением слесарно-монтажного инструмента, например гаечного ключа.
2.42. Усилия для подъема или сдвигания подвижной части откидных подвижных защитных устройств, закрывающих рабочею зону станка, должны быть не более 20 Н (2 кгс).
2.43. Подвижные защитные открывающиеся устройства должны сдаиваться из одного фиксированного положения в другое с усилием не белее 40 Н (4 кгс).
2.44. Усилия; снятия подвижных защитных легкосъемных устройств должны быть не более 60 Н (кгс).
2.45. Перемещаемые защитные устройства, ограничивающие доступ к подвижным элементам и узлам станков, должны передвигаться, без применения слесарно-монтажного инструмента.
В зависимости от конструктивного исполнения, и выполняемых станком видов обработки передвижение защитных устройств производится вручную или автоматически.
2.46. Усилие, необходимое для сдвигания перемещаемых защитных устройств, а также для передвижения их с заданной скоростью в зависимости от цикла обработки, должно быть не более 20 Н (2 кгс
2.47. Защитные устройства должны изготавливаться из стали, алюминия или ударостойкой пластмассы. Прочность защитных устройств должна обеспечивать исключение травматизма потребителя и выбираться с учетом выполняемых ими функций.
2.48. Точность изготовления и установка защитных устройств должны быть такими, чтобы исключалась возможность их перекоса и смещения относительно положения, определяемого конструкцией станка.
2.49. Регулируемые элементы защитных устройств, настраиваемых при наладке станка в зависимости от размеров заготовки, должны закрепляться без применения слесарно-монтажного инструмента.
2.50. Предохранительные и блокирующие устройства
2.51. Станок должен быть оснащен предохранительными и блокирующими устройствами, предохраняющими элементы и узлы станка от перегрузки.
 2.52. В станках с механизированной подачей заготовки, имеющих раздельные приводы режущего узла и подачи, должна быть предусмотрена блокировка, обеспечивающая невозможность включения привода подачи до включения привода режущего узла. При остановке режущего инструмента (включении привода режущего узла) должно быть предусмотрено выключение привода подачи.
2.52. В станках с механизированной подачей заготовки, имеющих раздельные приводы режущего узла и подачи, должна быть предусмотрена блокировка, обеспечивающая невозможность включения привода подачи до включения привода режущего узла. При остановке режущего инструмента (включении привода режущего узла) должно быть предусмотрено выключение привода подачи.
2.53. Станки с мощностью привода более 2,2 кВт должны быть оборудованы тормозными устройствами, обеспечивающими остановку при нажатии кнопки «Стоп». Тормозные устройства должны быть сблокированы с пусковым устройством так, чтобы торможение осуществлялось только при выключении двигателя привода. Если технически невозможно установить тормозное устройство и обеспечить остановку подвижных элементов и узлов станка (режущего инструмента) в течение 6 с, то станок должен быть оснащен такими защитными устройствами, время снятия которых превышало бы на 6 с время полной остановки подвижных элементов и узлов станка, движущихся по инерции после отключения двигателя.
2.54. Узлы станков, принудительно перемещаемые или регулируемые при наладке (настройке) станка, должны быть оснащены устройствами, исключающими их самопроизвольное смещение и ослабление фиксации при эксплуатации станка в рабочем режиме.
2.55. Станки должны быть оснащены устройствами, исключающими возможность самопроизвольного движения подвижных узлов при наладке, ремонте, транспортировании станка.
2.56. Узлы станка, предназначенные для закрепления режущего инструмента и других вращающихся съемных элементов, должны быть оснащены устройствами (иметь конструктивные исполнения) исключающими возможность самопроизвольного ослабления затяжки механизма и элементов крепления при эксплуатации станка в рабочем режиме.
2.57. Полное или частичное прекращение энергоснабжения и наследующее его восстановление, а также повреждение цепи управления энергоснабжением не должны приводить к возникновению опасных ситуаций, в том числе должны быть исключены:
- самопроизвольный пуск станка при восстановлении энергоснабжения;
- невыполнение уже выданной команды на останов;
- задержка автоматической или ручной остановки движущихся частей станка;
- выход из строя защитных устройств. [Приложение З, п.5]
3 Требования охраны окружающей среды
3.1. Во всех случаях строительное производство образует наряду с другими факторами техногенную экосистему, которая изменяется под воздействием строительных технологических процессов, создающих кроме целевого продукта также и механизм разрушения биосферы. Задача состоит в предотвращении или снижении интенсивности этих разрушающих воздействий и в разработке таких принципов и технологий строительного производства, которые бы не вели к деградации среды жизни.
3.2. Экологическая безопасность строительства означает защищенность природной среды от неустранимых отрицательных последствий. Эта защищенность обеспечивается реальными затратами в природоохранные мероприятия.
3.3. К мероприятиям, сохраняющим экологическое равновесие в строительной деятельности человека, следует отнести:
- градостроительные меры, направленные на экологически рациональное размещение предприятий, населенных пунктов и транспортной сети;
- архитектурно-строительные меры, определяющие выбор экологичных объемно-планировочных и конструктивных решений;
- выбор экологически чистых материалов при проектировании и строительстве;
- применение малоотходных и безотходных технологических процессов и производств добычи и переработки строительных материалов;
- строительство и эксплуатация очистных и обезвреживающих сооружений и устройств;
- меры по борьбе с эрозией и загрязнением почв;
- решения по охране вод и недр и рациональному использованию минеральных ресурсов.
[Приложение И, п.1, пп. 1.1]
3.4. При размещении, выполнении предпроектной и проектной подготовки, проведении строительных работ по зданиям, строениям и иным объектам, оказывающим прямое или косвенное влияние на состояние окружающей среды, а также при их эксплуатации, консервации и ликвидации, должны выполняться требования экологической безопасности, предусматриваться мероприятия по охране природы, рациональному использованию и воспроизводству природных ресурсов, оздоровлению окружающей среды.
 3.5. В данном разделе кратко изложены основные требования к экологическому сопровождению строительства на различных этапах реализации инвестиционно-строительного проекта.
3.5. В данном разделе кратко изложены основные требования к экологическому сопровождению строительства на различных этапах реализации инвестиционно-строительного проекта.
3.6. Рекомендации по разработке основных документов и мероприятий экологического сопровождения на стадиях предпроектной и проектной подготовки не являются предметом настоящей работы. Указанные вопросы подробно изложены в:
- Пособии к СНиП 11-01-95 по разработке раздела проектной документации «Охрана окружающей среды», ГП Центринвестпроект, 2000 г.;
- Практическом пособии к СП 11-101-95 по разработке раздела «Оценка воздействия на окружающую среду» при обосновании инвестиций в строительство предприятий, зданий и сооружений, ГП Центринвестпроект, 1998 г.;
- Инструкции по инженерно-геологическим и геоэкологическим изысканиям в г. Москве, указание Москомархитектуры от 11.03.2004 г. № 5.
3.7. Вопросы экологической безопасности и природоохранные мероприятия в ходе организационно-технологической подготовки к строительству и производства строительных работ более детально изложены в разделах 2 и 3 «пособия».
3.8. При обосновании места размещения объекта учитываются возможные прямые или косвенные воздействия намечаемой деятельности на окружающую природную среду; дается предварительная оценка изменений окружающей природной среды в результате реализации намечаемой деятельности; определяется устойчивость природной среды к возможному воздействию и ущерб, наносимый окружающей природной среде. В материалах обоснования кроме всего прочего указывается потребность в ресурсах (водных, земельных, биологических, (материальных, трудовых) в процессе строительства и эксплуатации объекта.
3.9. Обязательным условием принятия материалов на экспертизу является наличие в них данных по оценке воздействия на окружающую природную среду намечаемой хозяйственной и иной деятельности и экологическому обоснованию допустимости ее реализации.
3.10. Более детальная проработка решений места размещения объекта — анализ положительных и отрицательных последствий намечаемой хозяйственной деятельности экологического, социального и экономического характера, обоснование мероприятий, необходимых для ; обеспечения экологической безопасности в периоды строительства, эксплуатации объекта -проводится при предпроектной и проектной подготовке строительства.
 3.11. В течение всего процесса строительства осуществляется входной контроль строительных материалов, изделий и инженерного оборудования. Проверке подвергаются как отечественные, так и импортные материалы.
3.11. В течение всего процесса строительства осуществляется входной контроль строительных материалов, изделий и инженерного оборудования. Проверке подвергаются как отечественные, так и импортные материалы.
3.12. Осуществляется проверка наличия Российских (в т.ч. и на импортные материалы) гигиенических сертификатов, которые характеризуют закупаемую продукцию с точки зрения экологической надежности и безопасности ее применения в строительстве и имеют данные о радиологических показателях материалов или вредных веществах, выделяющихся в процессе их эксплуатации.
3.13. В соответствии с ранее разработанным проектом проводится геоэкологический мониторинг, включающий системы наблюдений за изменением состояния окружающей геологической среды и ее загрязнения. Состав и объем мониторинга должны назначаться с учетом инженерно-геологических и гидрогеологических изысканий и обеспечить получение необходимой информации для характеристики загрязнения грунтов и подземных вод, а также аномальных локальных природных и техногенных полей и экологических и инженерно-геологических процессов.
3.14. При строительстве следует учитывать следующие природные техногенные факторы, способствующие ухудшению геоэкологической обстановки:
- изменение уровня подземных вод;
- загрязнение почв, грунтов и подземных вод;
- инженерно-геологические процессы (оползни, карстово-суффозионные явления, подвижки грунта и др.)
- газовыделение;
- радиационное излучение;
- техногенные тепловые поля;
- вибрационные и ударные воздействия.
3.15. Проведение земляных работ сопровождается определением:
- удельной эффективной активности грунтов по срезам и дну котлована;
- истечения потока радона из грунта;
- удельной эффективной активности засыпных грунтов.
[Приложение И, п.1, пп.1.2]
4 Правила приемки
4.1. Паркетные доски должны быть приняты техническим контролем предприятия — изготовителя соответствие требованиям  настоящих технических условий, а так же требованиям, определенным в договоре изготовление (поставку) изделий.
настоящих технических условий, а так же требованиям, определенным в договоре изготовление (поставку) изделий.
Изделия принимаются партиями. Объем партии должен быть установлен в рабочей документации предприятия изготовителя, например: число изделий, изготовленных в одну смену и изготавливаемых по одному заказу, и одного типа, марки и т. д.
4.2. Качество продукции, установленное в настоящих технических условиях, подтверждают:
- входным контролем материалов;
- операционным производственным контролем;
- приемочным контролем готовых изделий;
- контрольными приемосдаточными испытаниями;
- периодическими испытаниями изделий в независимых испытательных центрах;
- квалификационными и сертификационными испытаниями.
4.3. Порядок проведения входного и операционного контроля на рабочих местах устанавливается в технической документации.
4.4. Приемочный контроль готовой продукции производят партиями.
Для проверки соответствия паркетных досок требованиям п. 1,1.6., 1,1,7., 1.1.7., 1.2.1. -1.2.11. настоящих технических условий применяют выборочный одноступенчатый контроль по альтернативному признаку по ГОСТ 23616. Планы контроля при приемочном уровне дефектности 4 % приведены в табл. 3 .
Таблица 3
|
Объем партии |
Объем выборки |
Приемочное число |
Браковочное число |
|
280 280 до 500 включ. 500 до 1200 включ. 1200 до 3200 включ. 3200 до 10000 включ. |
13 20 32 50 80 |
1 2 3 5 7 |
2 3 4 6 8 |
4.5. Контроль точности геометрических параметров является обязательной составной частью контроля качества и проводится посредством сопоставления действительных значений параметров или характеристик точности с установленными.
4.6. В процессе производства на предприятиях и в строительных организациях следует выполнять входной, операционный и приемочный контроль точности.
4.7. Контроль точности должен обеспечивать:
 определение с заданной вероятностью соответствия точности геометрических параметров требованиям нормативно-технической, технологической и проектной документации на объекты контроля;
определение с заданной вероятностью соответствия точности геометрических параметров требованиям нормативно-технической, технологической и проектной документации на объекты контроля;
- получение необходимой информации для оценки и регулирования точности технологических процессов.
4.8. Контролю точности подлежат:
- геометрические параметры, элементы и параметры, определяющие положение ориентиров разбивочных осей и ориентиров для установки элементов, а также положение элементов вконструкциях (номенклатура допусков указанных параметров приведена в ГОСТ 21779—82 и ГОСТ 21780-83);
- геометрические параметры технологического оборудования, форм и оснастки, оказывающие влияние на точность изготовления элементов и их установки в конструкциях и указанные в соответствующих технологических документах.
4.9. Правила контроля точности устанавливают в зависимости от характера объекта контроля и контролируемых параметров, объемов производства и стабильности технологических процессов с учетом стоимости и требуемой надежности контроля.
4.10. В стандартах и других нормативно-технических документах, устанавливающих правила контроля, должны быть определены:
- контролируемые параметры;
- применяемый метод контроля;
- план контроля и порядок его проведения;
- средства контроля,-правила выполнения и требования к точности измерений;
- метод оценки результатов контроля.
4.11. На предприятиях и в строительных организациях следует разрабатывать стандарты предприятия, карты и ведомости контроля и другие технологические документы на процессы и операции контроля, определяющие для конкретных объектов контроля размещение постов контроля по технологическому процессу, исполнителей, объем и содержание работ по контролю, методики и схемы измерений, правила сбора, обработки и использования информации о результатах контроля.
4.12. Нормативно-технические и технологические документы, устанавливающие правила контроля точности, должны проходить метрологическую экспертизу в соответствии с требованиями стандартов Государственной системы обеспечения единства измерений. [Приложение К, п. 1]
 4.13. Контроль точности назначают преимущественно выборочным по альтернативному или количественному признакам, а в необходимых случаях — сплошным.
4.13. Контроль точности назначают преимущественно выборочным по альтернативному или количественному признакам, а в необходимых случаях — сплошным.
4.14. Сплошной контроль следует назначать:
- при небольших объемах производства, когда выборочный контроль неосуществим;
- при нестабильном характере производства, в том числе в период наладки технологических процессов;
- при повышенных требованиях к обеспечению заданной точности, связанных с необходимостью применения выборок большого объема.
4.15. Выборочный контроль следует назначать при налаженном стабильном производстве, когда обеспечена статистическая однородность технологического процесса.
4.16. При выборочном методе преимущественно следует применять контроль по альтернативному признаку.
Контроль по количественному признаку применяют для наиболее ответственных параметров, когда их количество невелико и имеется необходимость в дальнейшей отработке процесса, а также если по условиям производства целесообразно сократить объем выборок по сравнению с контролем по альтернативному признаку. Этот метод применим, когда контролируемые параметры независимы друг от друга и имеют нормальное распределение.
При необходимости часть параметров можно контролировать по количественному признаку, а часть — по альтернативному.
4.17. Инспекционный контроль следует проводить с применением методов, установленных в соответствующих нормативно-технических документах для приемочного контроля. [Приложение К, п. 2]
4.18. При сплошном контроле точность данного геометрического параметра проверяют в каждом объекте контроля (единице продукции).
[Приложение К, п. 3., пп. 3.1]
4.19. Контроль проводят по мере завершения соответствующих технологических операций или выпуска готового изделия либо после формирования партий продукции или выполнения определенного объема строительно-монтажных работ. [Приложение К, п. 3., пп. 3.2]
4.20. При выборочном контроле точность данного геометрического параметра проверяют по установленному плану контроля в выборке, состоящей из определенного количества объектов контроля (единиц продукции) в общем объеме партии (в потоке) продукции или в объеме выполненных работ.
 Возможность применения эффективного выборочного контроля устанавливают на основе результатов статистического анализа точности по ГОСТ 23615—79. [Приложение К, п. 4., пп. 4.1]
Возможность применения эффективного выборочного контроля устанавливают на основе результатов статистического анализа точности по ГОСТ 23615—79. [Приложение К, п. 4., пп. 4.1]
4.21. Для контроля формируют случайные выборки в соответствии с требованиями ГОСТ 18321-73.
При контроле точности разбивочных работ и установки элементов выборку составляют из определенного количества закрепленных в натуре ориентиров или установленных элементов из их общего числа, входящего в принимаемый за партию объем строительно-монтажных работ. [Приложение К, п. 4., пп. 4.2]
4.22. Приемочный контроль паркетных досок осуществляется в следующем порядке:
- от партии методом случайного отбора отбирают число паркетных досок, соответствующее объему выборки данного размера партии;
- проверяют каждую паркетную доску в выборке на соответствие требованиям настоящих технических условий определяют число паркетных досок с дефектами;
- партию принимают, если число паркетных досок с дефектами в выборке меньше или равно приемочному числу, партию не принимают, если число паркетных досок с дефектами равно или больше браковочного числа.
4.23. Для проверки соответствия паркетных досок требованиям п. п. 1 .2.12. — 1.2.15. , из объема выборки по п. 2 произвольно отбирают не менее пяти досок, из которых вырезают по три образца для каждого вида испытаний. При неудовлетворительных результатах испытаний одной из отобранных досок партия приемке не подлежит
4.24. Периодические испытания проводят при внесении изменений в конструкцию изделий или технологию изготовления, но не реже одного раза в 5 лет, а так же при сертификации изделий
При постановке паркетных досок на производство проводят их квалификационные испытания на соответствие настоящим техническим условиям.
В обоснованных случаях допускается совмещать квалификационные и сертификационные испытания. Испытания проводят в независимых испытательных центрах, аккредитованных на право их проведения.
4.25. Потребитель имеет право проводить контрольную проверку качества изделий, соблюдая при этом приведенный порядок отбора образцов и методы испытаний, установленные в настоящих технических условиях.
4.26. При приемке изделий потребителем партией считается число изделий, отгружаемое по конкретному договору (заказу) оформленное одним документом о качестве.
4.27. Каждая партия изделий должна сопровождаться документом о качестве, в котором указывают: наименование и адрес предприятия — изготовителя или его товарный знак;
- условное обозначение изделий;
- данные о сертификации изделий;
- номер партии (заказа);
- количество изделии в партии (шт. или м );
- дату отгрузки.
4.28. Документ о качестве должен иметь знак (штамп), подтверждающий приемку партии изделий техническим контролем предприятия — изготовителя.
4.29. При экспортно-импортных операциях содержание сопроводительного документа о качестве уточняется в договоре на поставку изделий.
4.30. Паркетные доски учитываются в квадратных метрах с погрешностью до 0,01 м 2 и в штуках. Площадь паркетной доски определяют по лицевой стороне без учета ширины гребня.
5 Методы контроля
5.1. Методы контроля и испытаний при входном контроле качества материала устанавливают в технической документации, исходя из требований нормативной документации на эти материалы.
5.2. Методы контроля и испытаний при проведении производственного операционного контроля устанавливают в технологической документации.
5.3. Методы контроля качества изделий при приемочном контроле и контрольных приемосдаточных испытаниях.
5.4. Отобранные паркетные доски проверяют поштучно.
Размеры и форму поверяют при их влажности 8±2 %.
Длину и ширину паркетных досок измеряют по лицевым сторонам: длину — параллельно, а ширину перпендикулярно к продольной оси паркетной доски.
Толщину паркетных досок измеряют по торцам и посередине длины паркетной доски.
Для измерения применяют металлические измерительные рулетки по ГОСТ 7502 , индикаторные толщиномеры по ГОСТ 11358, предельные калибры по ГОСТ 15876.
Размеры пазов и гребней поверяют контрольными калибрами, штангенглубиномерами по ГОСТ 162 и штангенциркулями с глубиномерами по ГОСТ 166 .
5.5. Типы, допуски, формулы расчета и обозначения калибров линейных размеров должны соответствовать ГОСТ 14025, а калибров расположения поверхностей — технической документации, утвержденной в установленном порядке.
5.6. Калибры должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
5.7. Корпуса калибров, не имеющие съемных рабочих элементов, должны изготовляться из стали марок 15 или 20 по ГОСТ 1050 с цементацией рабочих поверхностей на глубину 0,5 мм.
5.8. Конструкция калибров должна обеспечивать возможность их регулирования и контроля.
5.9. Крепление рабочих элементов к корпусам и ручкам не должно вызывать изменения размеров и формы рабочих поверхностей калибров.
5.10. Ширина рабочих поверхностей губок калибров должна быть не менее 8 мм. В технически обоснованных случаях допускается изготовление губок меньшей ширины, но не менее 3 мм.
5.11. У проходных сторон калибров губки должны иметь заходные и выходные фаски.
5.12. Рабочие элементы калибров должны быть подвергнуты старению.
5.13. Острые кромки корпусов и крепежных узлов должны быть притуплены, а торцы труб — зачищены от заусениц.
5.14. На корпуса и крепежные узлы калибров должно быть нанесено защитное покрытие.
5.15. Дефекты на рабочих поверхностях, а также на поверхностях заходных и выходных фасок калибров не допускаются; на остальных поверхностях не должно быть дефектов, ухудшающих внешний вид калибра.
5.16. Исполнительные размеры калибров линейных размеров с допусками по ГОСТ 6449.1 назначаются по ГОСТ 14025.
Допуски формы и расположения рабочих поверхностей губок, вставок, насадок — по ГОСТ 24643.
5.17. Отклонения конусности конуса 1: 50 хвостовиков вставок, а также ручек к ним не должны
превышать ± АТ9/2 по ГОСТ 8908.
5.18. На корпусах калибров должны быть нанесены: для калибров линейных размеров: номинальный размер;
- обозначение поля допуска размера по ГОСТ 6449.1;
- числовые значения предельных отклонений размера;
- обозначение сторон калибра по ГОСТ 14025;
- товарный знак предприятия-изготовителя;
для калибров расположения поверхностей:
- обозначение типа калибра;
- обозначение базового элемента (при его наличии) буквой «Б»;
- номинальный размер (линейный или угловой) между контролируемыми поверхностями (поверхностью и базой);
- числовые значения допусков расположения поверхностей;
- товарный знак предприятия-изготовителя.
5.19Маркировка должна наноситься способом, обеспечивающим ее сохранность в течение всего срока эксплуатации калибра.
5.20. Перед упаковкой калибры должны пройти консервацию по ГОСТ 9.014 и обернуты в парафиновую бумагу по ГОСТ 9569.
5.21. Калибры с номинальными размерами до 1000 мм должны быть упакованы в деревянные ящики типа II по ГОСТ 2991, а с размерами свыше 1000 мм — в деревянные ящики, изготовленные по технической документации, утвержденной в установленном порядке. Ящики должны быть выложены внутри водонепроницаемым материалом.
5.22. В каждый ящик должен быть вложен документ, удостоверяющий соответствие калибров требованиям настоящего стандарта.
5.23. На каждом ящике должно быть нанесено: наименование калибра;
- обозначение назначения калибра;
- номинальный размер контролируемого изделия (расположение поверхностей изделия);
- обозначение поля допуска (допусков расположения поверхностей изделия);
- количество калибров в ящике;
- дата выпуска;
- товарный знак предприятия-изготовителя;
- номер настоящего стандарта.
[Приложение Л, п. 1.]
5.24. Отклонения от параллельности пластей определяют измерением толщины паркетной доски штангенциркулем по ГОСТ 166 . Измерения проводят в трех точках — посередине и у торцов паркетной доски.
5.25. Отклонения от прямолинейности паркетной доски определяют измерением максимального зазора между проверяемой поверхностью паркетной доски и ребром приложенной к ней поверочной линейки.
5.26. Породу древесины, вид разреза, наличие пороков древесины проверяют визуально.
Пороки древесины измеряют по ГОСТ 2140 , при этом размер сучков измеряют по его наименьшему диаметру.
5.27. Методы контроля при лабораторных приемосдаточных испытаниях.
5.28. Количество образцов для каждого вида испытаний при лабораторных приемосдаточных испытаниях обозначается по п. 2.6. настоящих технических условий.
5.29. Влажность древесины паркетных досок определяют по ГОСТ 16588.
5.30. Отбор образцов
Из каждой отобранной доски (заготовки) или детали выпиливают поперек волокон по одному образцу непосредственно перед измерением на расстоянии не менее 50 см от торца. Толщина образца вдоль волокон должна быть от 10 до 20 мм. Если ширина пилопродукции или деталей более 150 мм, то допускается после взвешивания раскалывать образец на несколько частей для удобства размещения их в сушильном шкафу.
Образцы должны быть очищены от заусенцев и не иметь видимых пороков древесины.
5.31. Оборудование
Весы по ГОСТ 24104* с погрешностью взвешивания не более 0,1 г. Сушильный шкаф, обеспечивающий температуру высушивания (103+2) °С. Эксикаторы по ГОСТ 25.116 с гигроскопическим веществом.
5.32. Выпилееные образцы, очищенные от опилок и заусенцев, завешивают с погрешностью не более 0,1 г.
5.33. В случаях, когда невозможно взвесить образцы сразу после их изготовления, их необходимо поместить до взвешивания в пакеты или сосуды, которые должны быть предварительно взвешены. Пакеты и сосуды заполняют как можно полнее и закупоривают герметично.
5.34. Взвешенные образцы высушивают при температуре (103±2) °С. Процесс сушки контролируют взвешиванием двух-трех произвольно выбранных образцов. Первое взвешивание образцов из древесины мягких пород производят не ранее чем через 6 ч, а для древесины твердых пород – через 10 ч. После начала сушки, последующие – через каждые 2 ч. Сушки. Образцы не следует сушить свыше 20 ч.
5.35. Образцы считают высушенными, если изменение массы контрольных образцов между двумя последовательными взвешиваниями, произведенными с интервалом 2 ч., не превышает 1%. При этом за массу высушенного образца принимают результат последнего взвешивания.
5.36. После высушивания образец охлаждают в эксикаторе до комнатной температуры и взвешивают. [Приложение М, п.2]
5.37. Шероховатость поверхностей паркетных досок проверяют методом сравнения с образцами-эталонами ГОСТ 15612 .
5.38. Качество лакового покрытия проверяют по ГОСТ 24404 визуально.
5.39. Адгезию лакового покрытия к древесине определяют методом решетчатых надрезов по ГОСТ 15140 .
5.40. Прочность клеевого соединения ламелей с основанием на отрыв определяют на вырезанных собранных паркетных досок образцах.
5.41. Испытания проводят на универсальной испытательной машине по ГОСТ 28840 или другой системы с погрешностью измерения не более 50 Н.
5.42. Приспособление с образцом помещают на опорную площадку (Черт. 5) испытательной машины и производят перемещение нагружающей головки с постоянной скоростью 8-10 мм/мин до разрушения образца.
5.43. Предел прочности клеевого соединения на отрыв определяют с погрешностью до 0,05
5.44. Машины по виду деформации, сообщаемой образцу в процессе испытания, подразделяют на:
- разрывные (растяжение);
- прессы (сжатие);
- универсальные (растяжение, сжатие, изгиб).
5.45. По способу силовозбуждения (виду привода) машины подразделяют на: электромеханические;
- электрогидравлические.
5.46. По типу силоизмерительного устройства машины подразделяют на: с маятниковым (рычажно-маятниковым) силоизмерителем;
- с торсионным силоизмерителем;
- с электрическим (тензорезисторным, вибрационно-частотным и др.) силоизмерителем.
5.47. По виду испытываемых материалов машины подразделяют в соответствии со следующими кодами ОКП (общесоюзного классификатора промышленной продукции) на машины:
- для испытания образцов металлов — 72 7111;
- для испытания строительных материалов — 42 7121;
для испытания полимерных материалов — 42 7151;
- для испытания текстильных материалов — 42 7131 (материалов легкой промышленности).
Возможность проведения испытаний нескольких видов материалов на одной модели указывают в ТУ на выпуск машин.
5.48. Компоновочные схемы и составные части машин должны соответствовать принципам блочно-модульного конструирования (модульного формирования техники).
[Приложение Н, п.1]
5.49. В разрывных и универсальных машинах по требованию заказчика должна быть обеспечена возможность установки термокриокамер для проведения испытаний при повышенных и пониженных температурах. [Приложение Н, п.2, пп. 2.10]
5.50. Вероятность безотказной работы машин за заданную наработку выбирают из ряда; 0,80; 0,85; 0,90; 0,92; 0,94. Заданную наработку выбирают из ряда: 250; 500; 750; 1000; 1500; 2000 ч.
Значения вероятности безотказной работы 0,92; 0,94 устанавливают для машин без учета надежности электронной и вычислительной техники. [Приложение Н, п.2, пп. 2.11]
5.51. Полный средний срок службы машин должен быть не менее 15 лет. [Приложение Н, п.2, пп. 2.12]
5.52. Масса машин и потребляемая мощность должны быть указаны в технических условиях на выпуск машин, согласованных в установленном порядке с заказчиком. [Приложение Н, п.2, пп. 2.13]
5.53. Исполнение и категория машин по условиям эксплуатации должны устанавливаться в технических условиях на выпуск машин и соответствовать требованиям ГОСТ 15150. [Приложение Н, п.2, пп. 2.14]
5.54. Машины, предназначенные для экспорта, должны изготовляться в соответствии с требованиями ГОСТ 15151, технических условий на машины конкретного типоразмера и заказа-наряда внешнеторговой организации. [Приложение Н, п.2, пп. 2.15]
5.55. Лакокрасочные покрытия наружных и внутренних поверхностей — по ГОСТ 9.032. [Приложение К, п.2, пп. 2.16]
5.56. Основные параметры электрических входных и выходных сигналов тока и напряжений должны устанавливаться в технических условиях и соответствовать требованиям ГОСТ 26.011. [Приложение Н, п.3, пп. 3.1.1]
5.57. В машинах с электрическим силоизмерителем должен быть обеспечен выход на ЭВМ или цифропечатающее устройство. [Приложение Н, п.3, пп. 3.1.2]
5.58. Значения номинальных напряжений, их допустимых отклонений и частот переменного электрического питания машин должны указываться в технических условиях и соответствовать требованиям ГОСТ 21128. [Приложение Н, п.3, пп. 3.2.1]
5.59. Ряды наибольших предельных нагрузок и группы машин по п. 2.3, разработанных и выпускаемых промышленностью, с указанием классификационных признаков по пп. 1.1—1.4 указаны в табл. 1.
5.60. При наличии на предприятии-изготовителе испытательного оборудования лабораторные испытания прочности клеевого соединения на отрыв должны производиться также не реже одного раза в неделю и при получении каждой новой партии клея.
При отсутствии этого оборудования испытания прочности вышеуказанного соединения должны проводиться по договору компетентными организациями. Полученные результаты испытаний должны храниться совместно с другими результатами лабораторных приемосдаточных испытаний.
5.61. Методы контроля при периодических испытаниях.
5.62. Влажность древесины паркетных досок определяют по ГОСТ 16588 .
5.63. Шероховатость поверхностей паркетных досок проверяют методом сравнения с образцами-эталонами по ГОСТ 15612 .
5.64. Прочность клеевого соединения на отрыв определяют аналогично п. 3.4.5.
|
|
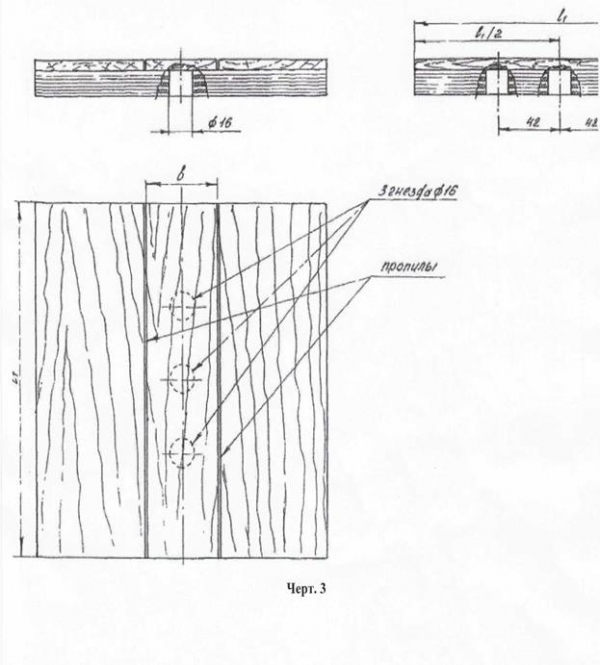
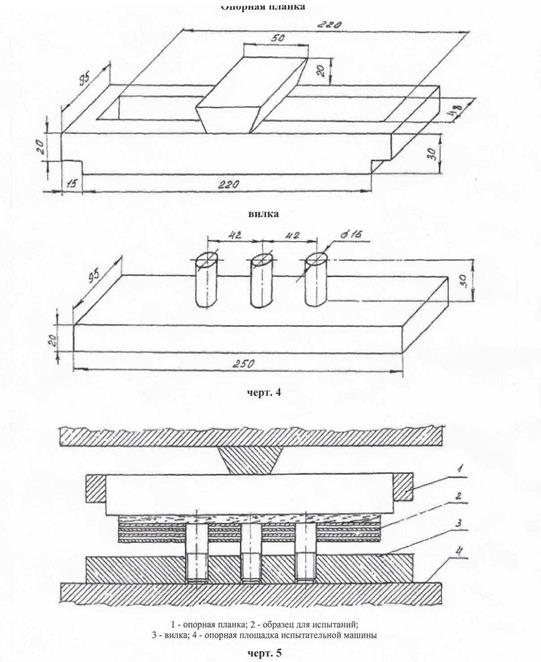
6 Транспортирование и хранение
6.1. Паркетные доски транспортируются всеми видами транспорта в крытых транспортных средствах соответствий с правилами перевозки грузов, действующими на данных видах транспорта.
6.2. Допускаются транспортирование паркетных досок без упаковки по согласованию изготовителя с потребителем крытых контейнерах, обеспечивающих защиту изделий от механических повреждений и увлажнения.
6.3. При транспортировании и хранении изделий должна быть обеспечена их защита от механических повреждений, воздействия атмосферных осадков и воздействия прямых солнечных лучей.
6.4. Паркетные доски должны храниться в горизонтальном положении.
7 Общие требования к монтажу и эксплуатации
7.1. Паркетные доски должны укладываться по сплошному основанию или по лагам.
7.2. Монтаж изделий должен осуществляться специализированными фирмами, имеющими право (лицензию) производство таких работ. Окончание монтажных работ должно подтверждаться актом приемки-сдачи включающим в себя гарантийные обязательства производителя работ.
7.3. Смонтированный из паркетных досок пол следует эксплуатировать при нормальных комнатных условия температуре воздуха в помещении 18 — 20 °С, относительной влажности воздуха 60 — 65 %.
7.4. Пол из паркетных досок следует регулярно очищать от пыли и грязи. Очистку от пыли рекомендуется проводить подметанием или пылесосом со щеточной насадкой. Очистку от грязи производить хорошо выжат жрой тряпкой, избегая образования большого количества водя на паркете. Для чистки пола можно применять нейтральные чистящие средства для деревянных паркетных полов в соответствии с инструкцией по применению.
8 Гарантии изготовителя
8.1. Изготовитель гарантирует соответствие паркетных досок требованиям настоящих технических условий при соблюдении потребителем условий транспортирования, хранения, монтажа, эксплуатации, а так же области применения.
8.2. Гарантийный срок хранения паркетных досок — не менее одного года со дня отгрузки изделия изготовителем.
Заключение
Технические условия могут быть разработаны как на какое-то одно изделие (вещество, материал), так и сразу на несколько. Требования, заявленные в ТУ не должны противоречить требованиям ГОСТ.
Для производителя технические условия прежде всего являются документом, определяющим практически все звенья производственной цепочки, на его основе должен выстраиваться весь процесс производства. Кроме этого, ТУ в значительной мере определяют уровень качества готовой продукции, поэтому в соответствии с ними производитель несет ответственность за то, чтобы этот уровень был не ниже заявленного в этой документации.
Для потребителя Технические условия, прежде всего, являются документом, на основании которого можно делать выводы о добросовестности изготовителя, оценив соответствие реального качества продукции заявленным в документации. В обязательном порядке в ТУ прописывается раздел, в котором описываются методы контроля качества и приемки готовой продукции, что в какой-то мере предотвращает разногласия между конечным потребителем и производителем продукции.
В ходе работы был проведен анализ ТУ 5361-002-39430024-07 Доски паркетные. Результат показал не соответствие по ГОСТ 2.114-95. Была произведена работа по восполнению недостающих пунктов и важнейших требований. Требования безопасности в строительстве один из основных пунктов, был восполнен полностью. Так же требования охраны окружающей среды отсутствовали. Требования охраны окружающей среды в процессе работы были восполнены в соответствии с «Методическое пособие по разработке решений по экологической безопасности строительства в составе ПОС и ППР». Что позволит повысить безопасность исследования объекта технических условий (доски паркетные), а так же уменьшить вредное воздействие на окружающую среду, здоровье человека и живые организмы. Повысится качество продукции, и ее конкурентоспособность на отечественном рынке.
Список используемых источников
[Электронный ресурс]//URL: https://drprom.ru/kursovoy/tehnicheskie-usloviya-na-produktsiyu/
1 ГОСТ 2.114-95 Единая система конструкторской документации. Технические условия.
2 ГОСТ 2.301-68 Единая система конструкторской документации. Форматы.
3 ГОСТ 2.104 – 68 Единая система конструкторской документации. Основные надписи.
4 ГОСТ 2.105 -95 Единая система конструкторской документации. Общие требования к текстовым документам.
5 ГОСТ 2695-83 Пиломатериалы лиственных пород.
6 ГОСТ 8486-86 Пиломатериалы хвойных пород.
7 ГОСТ 24404-80 Покрытия лакокрасочные.
8 ГОСТ 8273-75 Бумага оберточная.
9ГОСТ 10354-82 Пленка полиэтиленовая.
10 ГОСТ 7376-89 Картон гофрированный.
11ГОСТ Р 50787-95 Станки деревообрабатывающие малогабаритные перемещаемые, транспортабельные, индивидуального пользования.
12 ГОСТ 23616-79 Система обеспечения точности геометрических параметров в строительстве.
13ГОСТ 15876-90 Калибры из древесины и древесных материалов.
14 ГОСТ 16588-91 (ИСО 4470-81) Пилопродукция и деревянные детали.
15 ГОСТ 28840-90 Машины для испытания материалов на растяжение, сжатие и изгиб.
16 ТУ 5361-002-39430024-07 Доски паркетные.
17 Методическое пособие по разработке решений по экологической безопасности строительства в составе ПОС и ППР
18 Лифиц И.М. Стандартизация, метрология и сертификация: Учебник. – 4-е изд., перераб. и доп. – М.: Юрайт-Издат, 2004. – 335 с.